
Submitted:
17 June 2024
Posted:
19 June 2024
You are already at the latest version
Abstract
The use of biomass as a source of energy has been identified to be energy intensive which involves high cost of handling. However, pelletization reduces the bulk density of biomass, thereby reducing the cost of handling and enhancing ease of use. This study modified and evaluated an existing hand operated fish feed pelleting machine. The parts of the machine that were redesigned are hopper and power transmission unit. Corncob was used to evaluate the modified machine using die hole diameter (5,6 and 7 mm) and binder quantity (0, 2.5 and 5 wt%) as factors. The average results obtained for machine efficiency, throughput, pellet length and bulk density were 58.83%, 4.24 kg/h, 15.51 mm and 0.160 g/cm3. Die hole diameter had significant effect on pellet length only. Binder quantity had significant effect on machine efficiency, throughput and pellet length. Machine efficiency and throughput reduces as the quantity of binder increases and pellet length increases with increasing quantity of binder.
Keywords:
pelletizing machine
; palletization
; densification
; pellet physical property
; machine performance
1. Introduction
Biomass as an alternative energy source provides substantial socio-economic and environmental benefits for its high availability and carbon-neutral nature [1]. The use of fossil fuels and deforestation are the major contributors to climate change. Biomass is a term for all organic materials that stems from plants, including those residues from wood and agro-processing operations that are discarded as waste [2]. These residues have been highly promoted to be used in various heating systems during the past decades [3,4]. The process of producing solid biofuel from biomass can help in the waste management of agro-residues in a productive way. Densification involves the compression of biomass residues in order to obtain dense fuels with homogenous size and improves its handling characteristics [3]. Bailing, briquetting, extrusion and pelletization are few of the different biomass densification processes that are used globally [5]. The homogenous size of pellets facilitates an automatic or semi-automatic treatment and thus, resolving the disadvantages of the traditional use of biomass [6,7] and the stress involved in the utilization of other methods of densification. While definitions vary, most researchers used the term “Pellet” to describe densify product with diameter ranging between 3–27 mm and the length ranging from 3–31 mm [8,9,10].
Domestically, densified products can be used in small stoves to efficiently reduce cost of cooking [11]. It can replace coal in certain applications like small scale power plants, broilers and many industrial applications. Rising demands for solid biomass fuel and problems ranging from health, economic, environmental and climate change [12] has geared many research into the conversion of agricultural residues as feedstock for solid biofuel products [13] and also improving the quality of these materials [14]. Farm incomes have been improved through trees planted on agricultural land for producing biomass feedstock sustainably for the production of solid biofuel [15].Densification have also been incorporated to increase the quality of animal feeds. Orisaleye et at. [16] studied the effect of preconditioning and die thickness on livestock feed pellets and found that using starch as preconditioner and increasing die thickness improved the durability of pelleted feeds. Several studies [17,18,19] have produced densified biofuel from rice bran, corncob and poplar wood under different operating conditions. The conversion of various biomasses including woods, composts, grasses, straws, crop residues and torrefied materials [20,21,22,23] into solid fuels have also been studied with focus on the impact of feedstock characteristics on pellets quality [24] and in extension products of other biomass conversion processes. A study Jekayinfa et al. [25] to analyze biogas and methane yield concluded that treatment with particle size of 4 mm to an ideal size considering yields methane and biogas.
Samuelsson et al. [19] reports that the final quality of pellets varies depending on the raw material properties and the manufacturing process. Quality parameters of densified products include moisture content, unit and bulk densities, durability index, compressive strength, percent fine and energy value [4]. Orisaleye et al. [4] studied the effect of pressure, temperature, particle sizes and holding time on water resistance properties of corcob briquettes, their result showed that increasing die temperature (from 90 to 120 oC) and holding time (from 7.5 to 15 minutes) increases the water resistance of the briquettes. Jekayinfa et al. [17] studied the effects of die geometry and binder addition on quality of rice bran pellets, their results showed that binder quantity and geometry significantly affects bulk density of rice bran pellets. Although, the inorganic and organic components of the different raw materials cannot be modified, certain variables dependent on the pelletization process can be controlled to optimize the production efficiency and enhance the quality of the finished product. The most studied aspect of pelletization is the evaluation of the operating conditions to improve the process and obtain high-quality pellets [27]. This study modified an existing hand operated fish feed pelletizing machine for use in the production of biomass pellets.
2. Materials and Methods
2.1. Description of the Existing Fish Feed Pelletizing Machines
The existing hand operated fish feed pelletizer is designed for small scale commercial operation. The pelletizing unit consist of a compression chamber, an auger, a die plate and a hand driven pulley. The parts are as shown in Plate 1.
- a.
- Compression Chamber
The compression chamber or barrel (Plate 1A) is the housing where the pressure generated is mounted on the material been pelletized. It is made of cast iron and of 10 mm in thickness with an internal diameter of 80 mm and 200 mm in length. It has a hopper opening of 90 mm in diameter at the top which serve as inlet for materials to be pelletized and support for the attachment of the barrel to the frame of the machine.
- b.
- Auger
The auger or screw shaft (Plate 1B) conveys material from the bottom of the hopper inside the barrel to the die plate. It is made from cast iron and is 200 mm in length and 25 mm in diameter with nominal diameter of 70 mm, flight of 22.5 mm and pitch of 50 mm. The auger has a clearance of 10 mm between the flight of the auger and the wall of the compression chamber.
- c.
- Die Plate
The die plate (Plate 1C) serves as the back wall for retaining the pressure exerted by the auger whilst the perforations on the plate or die holes allow the compressed mash to be forced out of the barrel to form pellets. The die plate is made of mild steel plate, 100 mm in diameter and thickness of 6 mm. The die plate contains 48 cylindrical die holes of 6 mm in diameter each bored onto the plate with a key way cut on its edge which fits to a protruding key on the body of the compression chamber, to prevent the die plate from rotating with the auger and also prevent relative motion between the die plate and compression chamber wall.
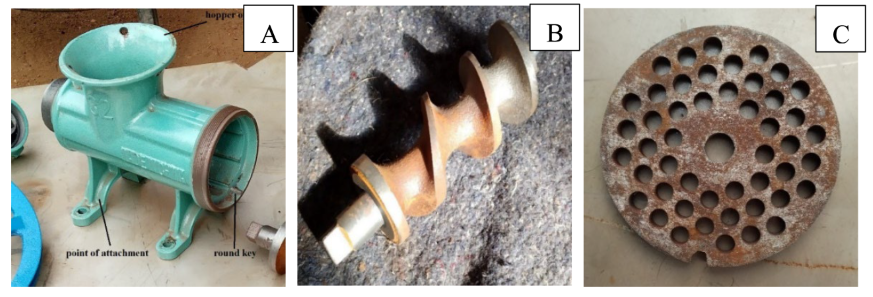
Plate 1: Parts of the existing pelletizing machine; (A) compression chamber (B) Auger of the pelleting unit (C) pelleting die.
2.2. Design of Other Components
The other component parts of the modified machine that were designed and fabricated for incorporation with the pelletizing unit are the hopper, power transmission unit (belt drive) and the frame.
2.2.1. Design of Hopper Extension
The hopper extension was designed in the form of cone frustum to allow the hopper extension fit into the opening on the compression chamber of the pelleting unit, with top diameter of 435 mm, base diameter of 90 mm and a height of 280 mm. The base diameter was selected to allow it fit into the chamber opening and slanting at 60 0 angle of repose for fibrous non-free flowing materials [28]. The volume of the hopper was calculated using Equation 1 [29] for volume of a cone frustum thus;
Where:
| R = top radius = 217.5 mm | 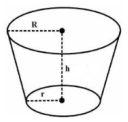 |
| r = base radius = 45 mm | |
| h = height of frustum = 280 mm |
2.2.2. Power Required to Drive the Screw Conveyor
The power required to drive the machine was evaluated using Equation 2 as presented by Singh (2003).
Where:
P = power required to drive the machine, kW
Q = capacity of screw conveyor, kg/h.
L = length of screw conveyor = 200 mm (measured).
Wo = material factor = 2.5
β = angle of inclination of screw to the horizontal, 0o (horizontal screw conveyor) [30]
ᵑ = efficiency of transmission = 0.92.
The capacity of screw conveyor, Q is calculated from Equation 3 as given by Singh (2003)
Where:
D = nominal diameter of the screw conveyor = 80 mm (measured)
s = pitch of screw conveyor = 0.08 m (for standard screw pitch, S=D) mm
n = speed of rotation of screw = 250 rpm [31]
= loading efficiency = 0.25
ρ = density of material = 1200 kg/m3 [32]
C = inclination factor =1 (for horizontal conveyors) [30]
Hence, from Equation 3,
Capacity,
Power required, P from Equation 2
Recall that 1 hp is equal to 746 W, 2.73 kW is equivalent to 3.76 hp, Therefore, a 4 hp electric motor was selected.
2.2.3. Design of Belt Drive System for Power Transmission
- (a)
- Speed of driven pulley
A v-belt drive system was designed for the machine and was powered by a 4 hp electric motor with rated speed of 1400 rpm and a driving motor pulley of 100 mm. The pelleting unit has a driven screw conveyor pulley diameter of 300 mm. The speed of the driven pulley is calculated from the velocity ratio of belt drive using Equation 4 [33].
Where:
N1 = speed of motor pulley, rpm (1400 rpm)
N2 = speed of screw pulley, rpm
d1 = diameter of motor pulley, mm (100 mm)
d2 = diameter of screw pulley, mm (300)
Speed of the driven pulley, According to IS:2494-1974 standard, type A belt was selected (Khurmi and Gupta, 2005) for the machine with the following characteristics;
- Power range = 0.7-3.5 kW
- Top width (b) = 0.013 m
- Thickness (t) = 0.008 m
- Cross sectional area= b × t = 0.000104 m2
- Coefficient of friction = 0.25
- Density of rubber belt = 1000 kg/m3
- Permissible stress = 2.8 MPa
- (b)
- Belt velocity
The velocity, v of the belt is calculated from Equation 5 [33].
Where:
V= velocity of the belt, ms-1
d1 and N1 are as defined in Equation 4
- (c)
- Centrifugal tension of belt
Centrifugal tension of the belt was calculated from Equation 6 [33];
Where:
Tc = centrifugal tension, N
m = mass per unit length of belt, kg
v = velocity of belt = 7.33 m/s (form Equation 5)
Mass of belt per unit length is calculated from Equation 7 thus;
Where:
A= belt cross sectional area = 0.000104m2 (IS:2494-1974 standard)
l = unit length of belt (m)= 1.00 m
= density of belt material = 1000 kg/m3 (IS:2494-1974 standard)
Centrifugal tension, Tc from Equation 6.0
- (d)
- Tension in belt
Tension in the tight side of the belt is calculated from Equation 8;
Where:
T1=tension in the tight side of the belt, N
T = maximum tension in belt, N
but maximum tension in the belt is calculated from Equation 9 (Khurmi and Gupta, 2005)
Where:
σ = permissible stress, 2.8 MPa.
A = cross sectional area, 0.000104 m2
Tension in tight side of belt,
Tension in the slack side of the belt is calculated from Equation 10 (Khurmi and Gupta, 2005)
Where:
T2 = tension in slack side of belt (N)
µ = coefficient of friction, 0.25
θ = angle of contact, rad.
β = groove angle of belt, 16o (IS:2494-1974 standard)
Angle of contact, is calculated from Equation 11 [33]
Where:
= angle of lap
and α is calculated using Equation 12 thus
Where:
d1= diameter of driving pulley, 0.1 m
d2 = diameter of driven pulley, 0.466 m
C = centre distance between the two pulleys, m.
Centre distance between the two pulleys, C is calculated using Equation 13
Where:
d1 = diameter of driving pulley = 0.1 m
d2 = diameter of driven pulley = 0.466 m
C = Centre distance between pulleys, (mm)
Then, Center distance between the two pulley
From Equation 12,
Angle of contact from Equation 11
Tension in slack side of belt, from Equation 10.0;
- (e)
- Power transmitted by belt
Power transmitted by the belt is calculated using Equation 14;
Where:
P = power transmitted by belt, Nm/s
T1 = tension in the tight side of belt, 23.53 N
T2 = tension in the slack side of belt, 1.35 N
v = velocity of belt, 7.33 m/s
- (f)
- Torque transmitted by belt
The torque in the driven pulley shaft is calculated from Equation 15 [33]
Where:
T = torque transmitted by the belt, Nm
N2= speed of driven pulley, 466 rpm
P = power transmitted by belt, 162.58 W
2.3. Fabrication and Assemblage of the Pelleting Machine
The pelleting machine comprises of the frame support, electric motor support, hopper and the pelletizing unit. The frame and electric motor supports were fabricated from 2 mm angle iron. The rectangular frame is 400 x 160 x 700 mm, while the electric motor support of 415 x 200 mm was welded to the back of the frame at a height of 200 mm from the ground such that the centre distance between the motor support and screw shaft of 700 mm can be adjusted for belt tension. The various desired sizes were marked and cut out using a metal hack saw and the component parts welded together using an electric welding machine and electrode. The hopper of the machine was fabricated from steel plate of 1 mm thickness. The shape of the hopper was marked out in the form of a trapezium and its two-ends folded and welded together to form the described shape of a truncated cone frustum. After the fabrication, the pelleting unit was mounted to the top of the frame and bolted with the use of four (4) size 13 bolts and the hopper was bolted with three (3) size 12 bolts to the opening of the pelleting unit compression chamber, while the electric motor was also bolted to the motor support using four (4) size 12 bolts. The frame was scrubbed and painted with green paint to avoid rusting. The belt size needed as calculated was procured and fitted to the machine. Figure 1 and Figure 2 show the first angle orthographic projection and the exploded view, respectively of the fabricated pelleting machine. The bill of engineering measurement and evaluation detailing the various parts, their price and the cost of fabrication of the machine is presented in Table 1.
2.4. Experimental Procedure
2.4.1. Feedstock Collection and Preparation
- a.
- Corncob
After shelling, corncobs were collected from a private farm in Ogbomoso, Oyo State, Southwest Nigeria. The collected corncobs were crushed using hammer mill and sieved using 3 mm mesh size sieve. The materials that passed through the sieve were retained for the experiment and larger particle sizes were discarded.
- b.
- Preparation of Binder (cassava starch)
Raw cassava starch was purchased from a local starch processor. A smooth paste was made with 1 g of starch by mixing it with 5 ml of distilled water. Thereafter, 100 ml of boiling water poured into the starch paste and stirred until a thick starch gel was formed. This was cooled to room temperature before being blended with the milled corn cobs.
- c.
- Mixing of corncobs with binder (Feedstock mixture)
The European standard EN 14961-2 [34] allows a maximum content of 2% binder for woody pellets. For non-woody pellets, EN 14961-6 [35] specifies that there is no limitation to binder content. In this study, the quantities of binder used were in the ratio 0.0, 2.5 and 5.0 wt% of binder to corncobs. The 0.0 wt% served as control and the 2.5 and 5.0 wt% binder were mixed manually with the feedstock materials until a consistent mixture was obtained.
2.4.2. Performance Evaluation Procedure
The modified pelleting machine was evaluated for its efficiency and throughput capacity using the corncob as feedstock and cassava starch as binder. For the pelleting operations, the machine was first connected to a power source and started. Then known weights of the feedstock mixture was fed through the hopper of the machine and the machine allowed to run until the prepared products (pellets) stops flowing out through the collecting point of the machine. The time required for each pelleting operation was taken using a stopwatch and recorded.
The weight (kg) of material feed in to the machine is regarded as the input quantity and the weight of pellets at the collection point is the quantity of pelletized material. Time taken for pelletization is the time recorded during the pelleting operation (h).
- (a)
- Machine efficiency
Machine efficiency is expressed as the ratio of percentage of weight of pellets collected to the weight of feedstock feed into the machine. It is expressed mathematically in Equation 16 [36].
- (b).
- Machine throughput (MT)
This is expressed as the ratio of weight of material input to the time take for pelleting. It is expressed mathematically in Equation 17 [36].
2.4.3. Evaluation of Pellets Properties
The pellets produced were evaluated for pellet length and bulk density using the methods of Prulovic et al. [37] and ASTM E873-82 [38] Standard;
- The length of pellets were measured using the method of Prulovic et al. [37]. Ten pellets were randomly selected from each experimental sample. The length (L) of each pellet was measured using a digital Vernier caliper and the average length was calculated as the mean of the lengths of the selected pellets.
- The bulk density of pellets were determined according to ASTM E873-82 [31] standard method. Sample weight of pellets was packed in a measuring cylinder. The weight of the sample (g) was divided by the volume (cm3) of the measuring cylinder. The bulk density was measured in triplicate and the average value recorded. The bulk density was calculated from the relationship in Equation 18 [39].
Where:
BD = bulk density, g/cm3
W1 = mass of the container with sample, g.
W0 = mass of the container, g.
V = volume occupied by pellet, cm3.
2.5. Experimental Design
The experiment was designed using D-optimal design of Response Surface Methodology of the Minitab version 17 software. Two factors; die hole diameter at three levels 5, 6 and 7 mm and binder quantity at three levels 0, 2.5 and 5 wt%, respectively was used to design the experiment. The experimental layout is shown in Table 2. The results obtained were subjected to One-way analysis of variance test at 95% confidence interval.
3. Results and Discusssion
The summary of the results and grouping information of machine performance and pellets properties using Turkey Method are shown in Table 3. From the table, it is shown that the mean values of machine efficiency, throughput, pellet length and bulk density were not significantly different indicating that die hole diameter does not significantly affect either of the properties considered. On the other hand, binder quantity significantly affects machine efficiency, throughput and pellet length as the means of their values differ significantly. However, the mean values of bulk density do not differ significantly, hence, the effect of binder quantity on bulk density was not statistically significant.
3.1. Effect of Die Hole Diameter on Machine Performance
The main effect of die hole diameter on machine efficiency and throughput is shown in Figure 3a,b. Figure 3a shows that machine efficiency decreases with increase in die hole diameter to a minimum of 58.82% and then increase with increase in die hole diameter. The maximum and minimum values of 59.92 and 56.16% for machine efficiency were obtained at 7 and 6 mm die hole diameter, respectively. These values were less compared to the range of 82.09 - 91.50% obtained by Sunmonu et al. [33] for fish feed pelletizer and 91.65% obtained by Abdel Wahab et al. [34] for an aquatic feeds flat-die pelleting machine. The difference in values may be due to the differences in properties of materials used for pelletization. The analysis of variance result in Table 4 shows that die hole diameter has no significant effect on machine efficiency. Figure 3b shows that machine throughput increases with increase in die hole diameter to a maximum and then decrease with increase in die hole diameter. The highest value of 4.36 kg/h was obtained at 6 mm die hole diameter and the lowest value of 4.12kg/h was obtained at 5 mm die hole diameter. These values are comparable to 4.32 and 3.21 kg/h capacity obtained by Orisaleye et al. [35] for feed pelleting machine and lower to 12.80 kg/h recorded by Birania et al. [36] for biomass pellet machine for paddy straw. Similarly, die hole diameter has no significant effect on machine throughput (Table 4).
3.2. Effect of Die Hole Diameter on Pellet Properties
Figure 4a,b showed the effect of die hole diameter on length and bulk density of pellets. Figure 4a shows that pellet length decreases with increasing die hole diameter. The maximum and minimum values of 16.98 and 13.97 mm were obtained at 5 and 7 mm die hole diameters, respectively. The values obtained were in the range of 3 < L ≤ 40 mm (where L is length of pellet, mm) stipulated in the ISO 17829 [37] testing standard for solid biofuels and were close to the range of 13.25 - 14.00 mm obtained by Liu et al. [38] for mixture of bamboo and rice straw pellets lengths. Figure 4b shows that bulk density increases with increase in die hole diameter to a maximum of 0.163 g/cm3 and then decrease with increase in die hole diameter. The values obtained were lower compared to the range of 0.6 – 0.75 g/cm3stipulated by ISO 17225-3 [39] standard for solid biofuels and were also lower than range of 0.30 - 0.9 g/cm3 obtained by Ighodalo et al. [40] for fish feed pellets using a screw type pelletizer. The lower value of bulk density obtained for the pellets may be due to differences in physical properties and fibre orientation of corncob. Table 4 shows that die hole diameter has no significant effect on both length and bulk density of pellets.
3.3. Effect of Binder Quantity on Machine Performance
The main effect of binder quantity on machine efficiency and throughput is depicted by the graph in Figure 5a,b, respectively. Figure 5a shows that machine efficiency decreases with increasing binder quantity. The maximum and minimum values of 68.16 and 51.73% efficiency were obtained at 0.0 and 5.0 wt% binder quantity. The values obtained were comparable to 63% efficiency obtained by Tashiwa et al. [41] for a motorized fish feed pelletizing machine and lower to 92.25% obtained by Ikubanni et al. [42] for a screw pelletizer. Figure 5b shows that machine throughput decreases with increasing binder quantity. The maximum and minimum values of 5.39 and 2.95 kg/h throughput were obtained at 0.0 and 5.0 wt% binder quantity, respectively. The values obtained were comparable to 5 kg/h obtained by Olugboji et al. [43] for a poultry feed pelleting machine. The declining values of machine efficiency and throughput might be due to the increase in binder quantity which might cause reduction in frictional forces between the particles and the wall of the compression chamber. From the analysis of variance result in Table 4, it is shown that binder quantity has significant effect on both efficiency and throughput of the pelletizing machine.
3.4. Effect of Binder Quantity on Pellet Properties
Figure 6a,b showed the main effect of binder quantity on length and bulk density of pellets, respectively. Figure 6a shows that pellet length increases with increasing binder quantity. The maximum value of 17.32 mm was obtained at 5.0 wt% and the minimum value of 13.60 was obtained at 0.0 wt% binder quantity. The values obtained were in the range of 16.63-27.83 mm obtained by Carone et al. [12] for pruning residues of Olea europaea L. pellets using single pelletizer unit. Figure 6b shows that bulk density decreases with increasing binder quantity to a minimum and then increase slightly with increase in binder quantity. The maximum and minimum values of 0.161 and 0.158 g/cm3 were obtained at 0.0 and 2.5 wt% binder quantity, respectively. The values obtained were lower compared to the range of 0.30-0.9 g/cm3 obtained by Ighodalo et al. [40] for feed pellets using a screw pelletizer. The lower values of bulk density are due to differences in the physicochemical composition of the feedstocks. It is shown in Table 4 that binder quantity has significant effect on pellet length of corncob pellets.
5. Conclusions
A feed pelleting machine has been modified for the production of fuel pellets from biomass. The machine is found to have an average performance of 58.83% efficiency and 4.24 kg/h throughput. Machine efficiency and throughput were found to decrease with increasing binder quantity. Pellet length decreases with increasing die hole diameter and increases with increasing binder quantity. Die hole diameter significantly affects pellet length. Binder quantity significantly affect machine efficiency, throughput and pellet length. The modified machine will aid in the conversion of biomass into energetically usable pellets.
Author Contributions
Conceptualization, S.O., F.A., F.B., M.A and I.A.; methodology, M.A and I.A; software, I.A; validation, S.O., F.A. and F.B.; formal analysis, I.A.; investigation, I.A. and M.A.; resources, F.B., I.A. and M.A.; data curation, I.A.; writing—original draft preparation, I.A. and M.A.; writing—review and editing, S.O., F.A., F.B., M.A and I.A.; visualization, S.O., F.A. and F.B.; supervision, S.O., F.A. and F.B.; project administration, S.O.; funding acquisition, S.O., F.A., F.B., M.A and I.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author
Acknowledgments
The authors wish to appreciate the effort of technical staffs of the Department of Agricultural Engineering, Ladoke Akintola University of Technology, Ogbomoso, Nigeria for their due diligence and support in providing technical materials and equipment’s used for this study.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Japhet, J.A. , Tokan, A., and E. E. Kyauta. A Review of Pellet Production from Biomass Residues as Domestic Fuel. Int J Environ Agric Biotechnol. 2019, 4, 835–42. [Google Scholar]
- Mckendry, P. Energy production from biomass (part 1): overview of biomass. Bioresour Technol. 2002, 83, 37–64. [Google Scholar] [CrossRef] [PubMed]
- Markson, I.E. , Akpan, W.A., and Ufot, E. Determination of Combustion Characteristics of Compressed Pulverized Coal-Rice Husk Briquettes. Int J Appl Sci Technol 2013, 3, 61–4. [Google Scholar]
- Orisaleye, J.I. , Jekayinfa, S.O., Pecenka, R., and Onifade, T.B. Effect of densification variables on water resistance of corn cob briquettes. Agron Res. 2019, 17, 1722–34. [Google Scholar]
- Tumuluru, J.S. , Wright, C.T., Kenney, K.L., and Hess, J.R. A technical review on biomass processing: Densification, preprocessing, modeling and optimization. In: American Society of Agricultural and Biological Engineers Annual International Meeting 2010, ASABE 2010. American Society of Agricultural and Biological Engineers; 2010. p. 4594–625.
- Holm, J.K. , Henriksen, U.B., Hustad, J.E., and Sørensen, L.H. Toward an understanding of controlling parameters in softwood and hardwood pellets production. Energy and Fuels. 2006, 20, 2686–94. [Google Scholar]
- Miranda, T. , Arranz, J.I., Montero, I., Román, S., Rojas, C. V., and Nogales, S. Characterization and combustion of olive pomace and forest residue pellets. Fuel Process Technol. 2012, 103, 91–6. [Google Scholar] [CrossRef]
- Hu, Q. , Yang, H., Yao, D., Zhu, D., Wang, X., Shao, J., et al. The densification of bio-char: Effect of pyrolysis temperature on the qualities of pellets. Bioresour Technol. 2016, 200, 521–7. [Google Scholar] [CrossRef] [PubMed]
- Zainuddin, M. , Rosnah, S., Noriznan, M.M., and Dahlan, I. Effect of Moisture Content on Physical Properties of Animal Feed Pellets from Pineapple Plant Waste. Agric Agric Sci Procedia. 2014, 2, 224–30. [Google Scholar]
- Jackson, J. , Turner, A., Mark, T., and Montross, M. Densification of biomass using a pilot scale flat ring roller pellet mill. Fuel Process Technol. 2016, 148, 43–9. [Google Scholar] [CrossRef]
- Tondare, A. , Nadkar, A., Zope, V., and Khond, M.P. Design and Fabrication of Biomass Pelleting Machine. J Adv Mach. 2018, 3, 6–11. [Google Scholar]
- Anenberg, S.C. , Balakrishnan, K., Jetter, J., Masera, O., Mehta, S., Moss, J., et al. Cleaner cooking solutions to achieve health, climate, and economic cobenefits. ACS Publications; 2013.
- Carone, M.T. , Pantaleo, A., and Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass and Bioenergy. 2011, 35, 402–10. [Google Scholar]
- Nunes, J. and Freitas, H. An indicator to assess the pellet production per forest area. A case-study from Portugal. For Policy Econ. 2016, 70, 99–105. [Google Scholar] [CrossRef]
- Pecenka, R. , Lenz, H., Jekayinfa, S.O., and Hoffmann, T. Influence of tree species, harvesting method and storage on energy demand and wood chip quality when chipping poplar, willow and black locust. Agriculture 2020, 10, 116. [Google Scholar] [CrossRef]
- Orisaleye, J.I. , Ogundare, A.A., Oloyede, C.T., Ojolo, S.J., and Jekayinfa, S.O. Effect of preconditioning and die thickness on pelleting of livestock feed. Aust J Multi-Disciplinary Eng 2024, 1–13. [Google Scholar] [CrossRef]
- Jekayinfa, S.O. , Abdulsalam, I.A., Ola, F.A., Akande, F.B., and Orisaleye, J.I. Effects of binders and die geometry on quality of densified rice bran using a screw-type laboratory scale pelleting machine. Energy Nexus 2024, 100275. [Google Scholar]
- Orisaleye, J.I. , Jekayinfa, S.O., Adebayo, A.O., Ahmed, N.A., and Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources, Part A Recover Util Environ Eff 2018, 40, 3019–28. [Google Scholar]
- Orisaleye, J.I. , Jekayinfa, S.O., Dittrich, C., Obi, O.F., and Pecenka, R. Effects of feeding speed and temperature on properties of briquettes from poplar wood using a hydraulic briquetting press. Resources. 2023, 12, 12. [Google Scholar]
- Puig-Arnavat, M. , Shang, L., Sárossy, Z., Ahrenfeldt, J., and Henriksen, U.B. From a single pellet press to a bench scale pellet mill—Pelletizing six different biomass feedstocks. Fuel Process Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef]
- Wang, T. , Li, Y., Zhang, J., Zhao, J., Liu, Y., Sun, L., et al. Evaluation of the potential of pelletized biomass from different municipal solid wastes for use as solid fuel. Waste Manag. 2018, 74, 260–6. [Google Scholar] [CrossRef] [PubMed]
- Stelte, W. , Clemons, C., Holm, J.K., Ahrenfeldt, J., Henriksen, U.B., and Sanadi, A.R. Fuel pellets from wheat straw: The effect of lignin glass transition and surface waxes on pelletizing properties. Bioenergy Res 2012, 5, 450–8. [Google Scholar] [CrossRef]
- Stelte, W. , Clemons, C., Holm, J.K., Sanadi, A.R., Ahrenfeldt, J., Shang, L., et al. Pelletizing properties of torrefied spruce. Biomass and Bioenergy. 2011, 35, 4690–8. [Google Scholar] [CrossRef]
- The American Society of Agricultural and Biological Engineers. Densified Products for Bulk Handling - Definitions and Method. Asae/Asabe S2695 2012, 1–8. [Google Scholar]
- Jekayinfa, S.O. , Adebayo, A.O., Oniya, O.O., and Olatunji, K.O. Comparative analysis of biogas and methane yields from different sizes of groundnut shell in a batch reactor at mesophilic temperature. J Energy Res Rev. 2020, 5, 34–44. [Google Scholar]
- Samuelsson, R. , Thyrel, M., Sjöström, M., and Lestander, T.A. Effect of biomaterial characteristics on pelletizing properties and biofuel pellet quality. Fuel Process Technol. 2009, 90, 1129–34. [Google Scholar]
- Crawford, N.C. , Ray, A.E., Yancey, N.A., and Nagle, N. Evaluating the pelletization of “pure” and blended lignocellulosic biomass feedstocks. Fuel Process Technol. 2015, 140, 46–56. [Google Scholar] [CrossRef]
- Fedler, C.B. Mathematical models describing the flow of granular material. Math Comput Model. 1988, 11, 510–3. [Google Scholar] [CrossRef]
- Huynh, T. and Dao, S. Highly efficient fruit mass and size estimation using only top view images. Multidiscip Digit Publ Inst Proc. 2019, 42, 57. [Google Scholar]
- Singh, S. Mechanical Engineer’s Handbook. Khanna; 2003.
- Laloon, K. , Junsiri, C., Sanchumpu, P., and Ansuree, P. Factors affecting the biomass pellet using industrial eucalyptus bark residue. Biomass Convers Biorefinery. 2022, 1–13. [Google Scholar]
- Mani, S. , Tabil, L.G., and Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresour Technol 2006, 97, 1420–1426. [Google Scholar] [CrossRef] [PubMed]
- Khurmi, R.S. and Gupta, J.K.K. A Textbook Of Machine Design. Handbook of Machinery Dynamics. S. Chand publishing; 2005. 800 p.
- EN 14961-2. Solid biofuels-Fuel specifications and classes-Part 2: Wood pellets for non-industrial use. European Union; 2011.
- EN 14961-6. Solid biofuels - Fuel specifications and classes - Part 6: Non-woody pellets for non-industrial use. British Standards Institution (BSI); 2016. p. 18.
- Orimaye, O.S. , Ajewole, P.O., and Oni, I.O. Design, Fabrication and Performance Evaluation of Indigenous Fish Feed Pelletizing Machine for Low Income Farmers in Nigeria. J Eng Res Reports 2019, 1–31. [Google Scholar] [CrossRef]
- Prvulovic, S. , Gluvakov, Z., Tolmac, J., Tolmac, D., Matic, M., and Brkic, M. Methods for determination of biomass energy pellet quality. Energy and fuels. 2014, 28, 2013–8. [Google Scholar]
- ASTM E873-82. Standard test method for bulk density of densified particulate biomass fuels. Am Soc Test Mater. 2014.
- Japhet, J.A. , Tokan, A., and Muhammad, M.H. Production and characterization of rice husk pellet. Am J Eng Res. 2015, 4, 112–9. [Google Scholar]
- Sunmonu, M.O. , Odewole, M.M., and Falua, K.J. Design of a Varying Die-plate Fish Feed Pelletizer and Performance Evaluation Using a Non-conventional Feed Sources. KMUTNB Int J Appl Sci Technol 2018, 11, 263–71. [Google Scholar] [CrossRef]
- Abdel Wahab, M.K. ., Tawfik, M.A., El Shal, A.M., and El Hussiny, Y.A. Factors Affecting the Performance of Aquatic Feeds Flat-die Pelleting Machine. Misr J Agric Eng 2011, 28, 129–48. [Google Scholar] [CrossRef]
- Orisaleye, J.I. , Ojolo, S.J., and Fashina A. B. Design and development of livestock feed pelleting machine. J Eng Res. 2009, 14. [Google Scholar]
- Birania, S. , Garg, M.K., Gupta, R., Kumar, R., Kumar, N., and others. Development and Performance Evaluation of Biomass Pellet Machine for On-Farm Sustainable Management and Valorization of Paddy Straw. Environ Eng Manag J 2021, 20. [Google Scholar]
- 44. ISO 17829. Solid Biofuels - Determination of Length and Diameter of Pellets. Br Stand Inst London, UK 2015.
- Liu, Z. , Fei, B., Jiang, Z., Cai, Z., Yu, Y., and others. The properties of pellets from mixing bamboo and rice straw. Renew Energy. 2013, 55, 1–5. [Google Scholar] [CrossRef]
- ISO 17225-3. Solid biofuels - Fuel specifications and classes - Part 3: Pellet quality Requirements. 2015.
- Ighodalo, O. , Amiebenomo, S.O., and Esabunor, T. Optimization of multiple performance responses of a fish feed pelletizer machine. J Adv Sci Eng. 2020, 3, 14–23. [Google Scholar]
- Tashiwa, Y.I. , Mojeed, K.A., Kabri, H.U., and Jilima, A.A. Development of a Motorized Fish Feed Pelletizing Machine. Niger J Eng Sci Technol Res. 2019, 5, 96–102. [Google Scholar]
- Ikubanni, P.P. , Agboola, O.O., Adeleke, A.A., Ogunsemi, B.T., and Ibikunle, R.A. Fabrication and Evaluation of Screw-like Fish Pelletizer. In: Journal of Physics: Conference Series. Institute of Physics Publishing; 2019.
- Olugboji, O. ., Abolarin, M.., Owolewa, M.., and Ajani, K.. Design, Construction and Testing of a Poultry Feed Pellet Machine. Int J Eng Trends Technol 2015, 22, 168–70. [Google Scholar] [CrossRef]
Figure 1.
Orthographic projection of the pelleting machine.
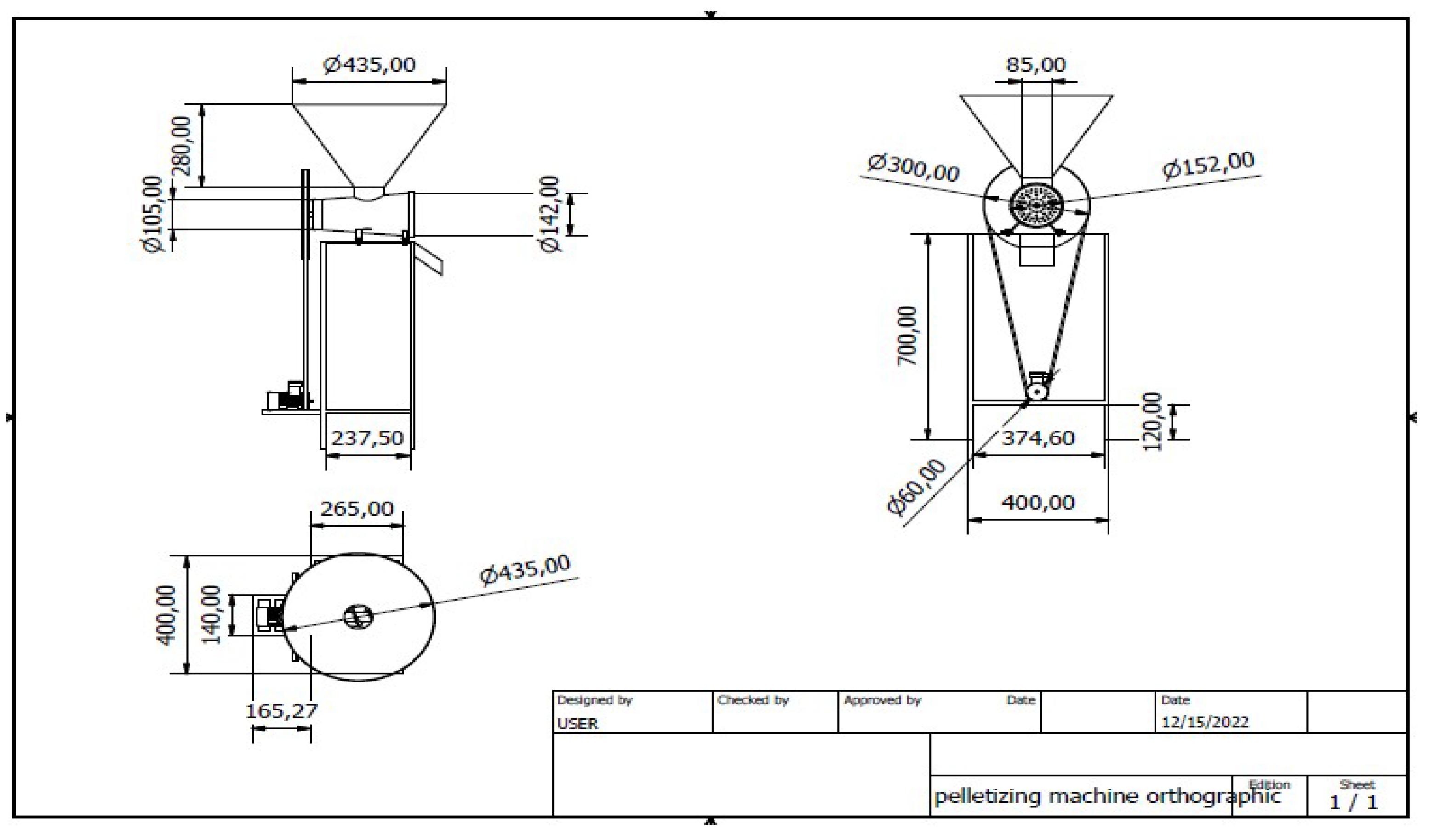
Figure 2.
Exploded view of the pelletizing machine.
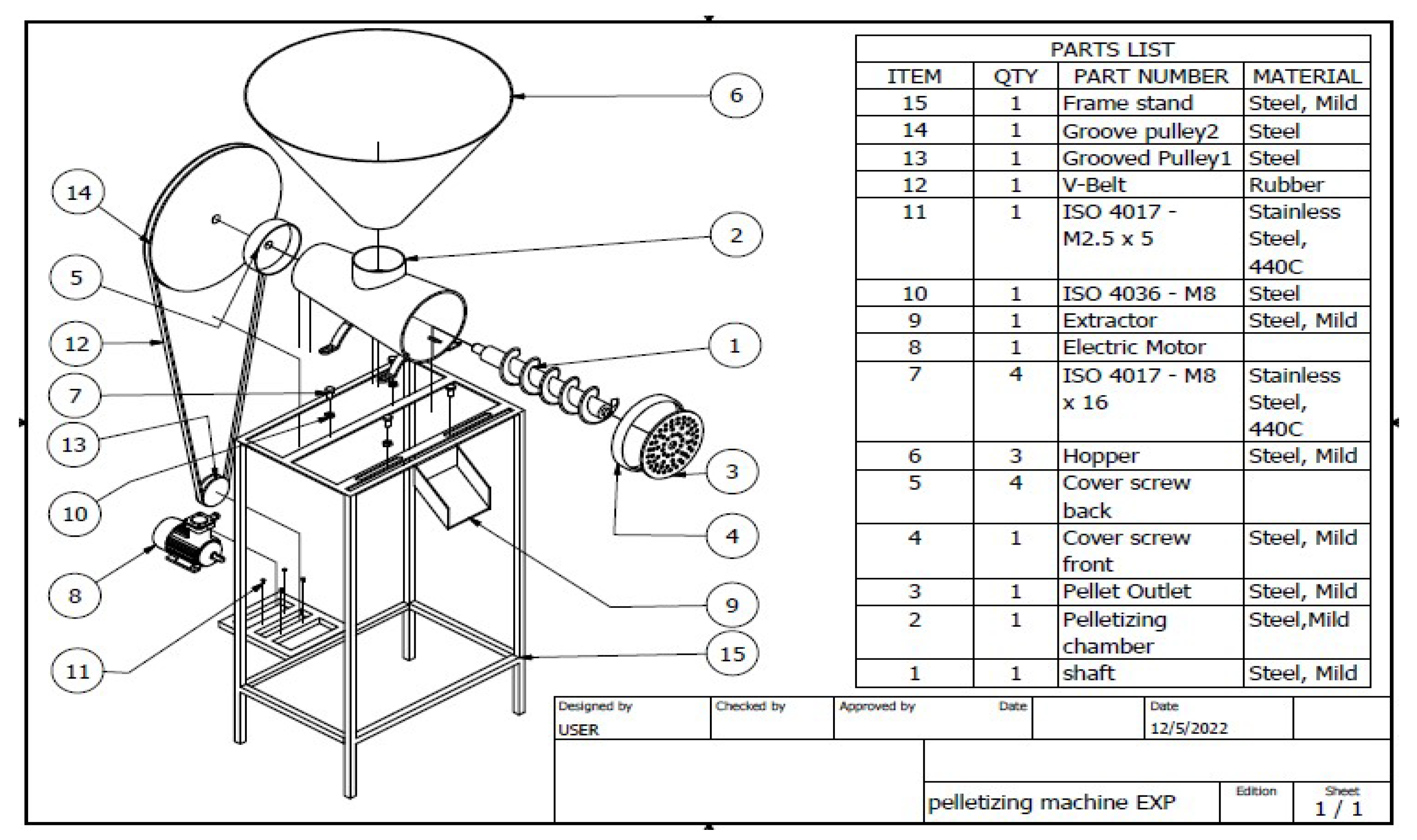
Figure 3.
Main effect of die hole diameter on machine performance.
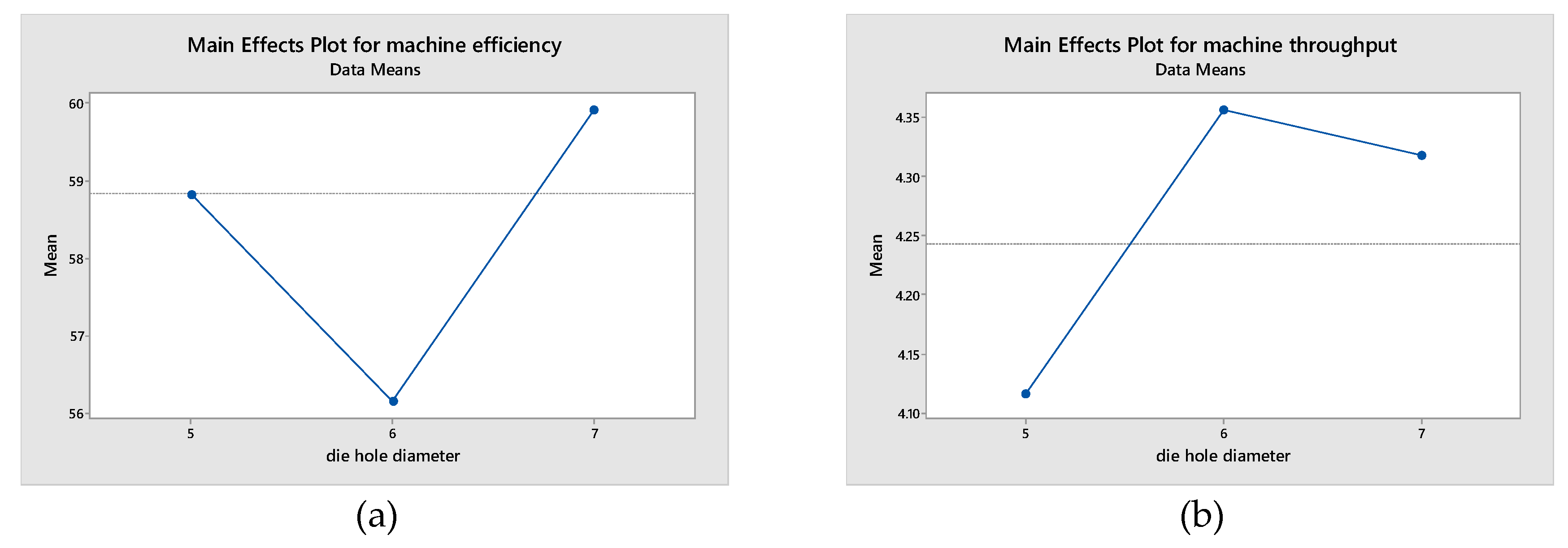
Figure 4.
Main effect of die hole diameter on pellet properties.
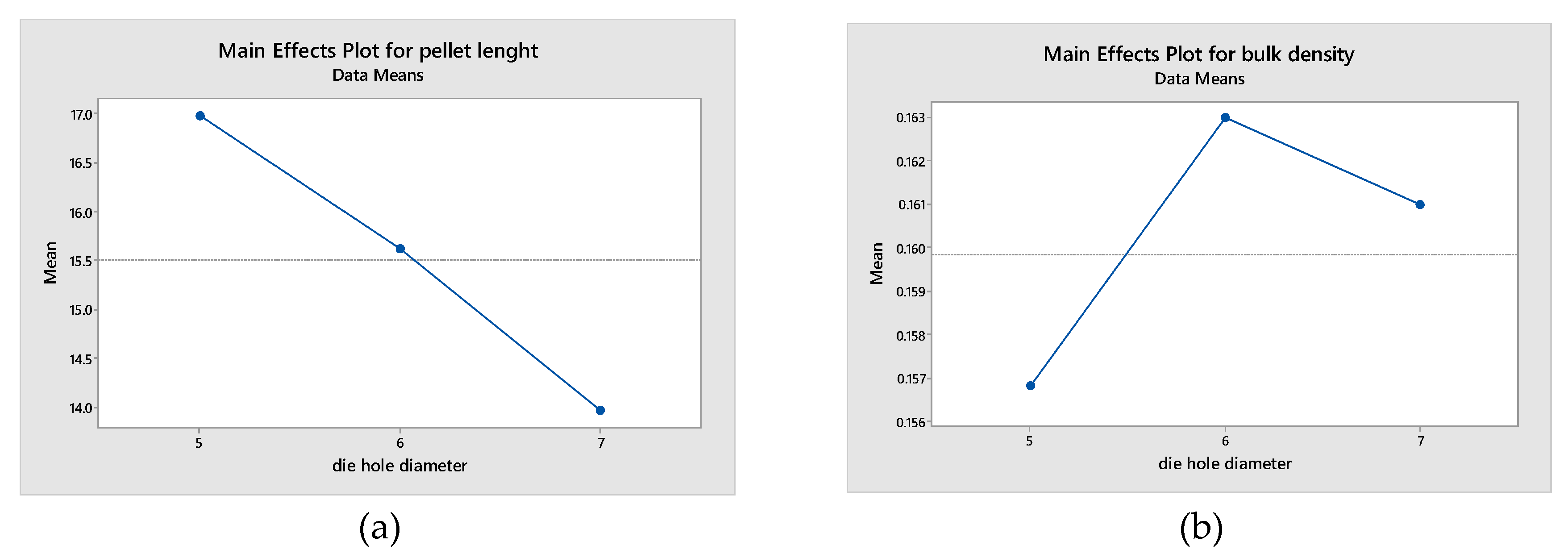
Figure 5.
Main effect of binder quantity on machine performance.
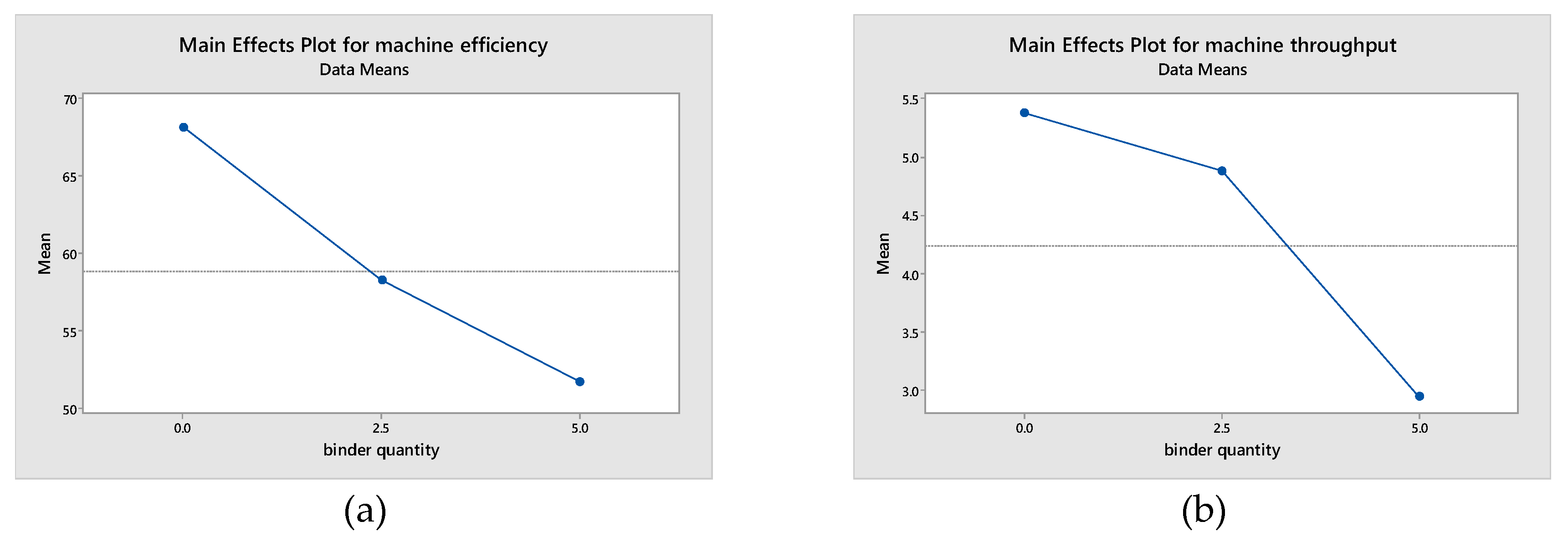
Figure 6.
Main effect of binder quantity on pellet properties.
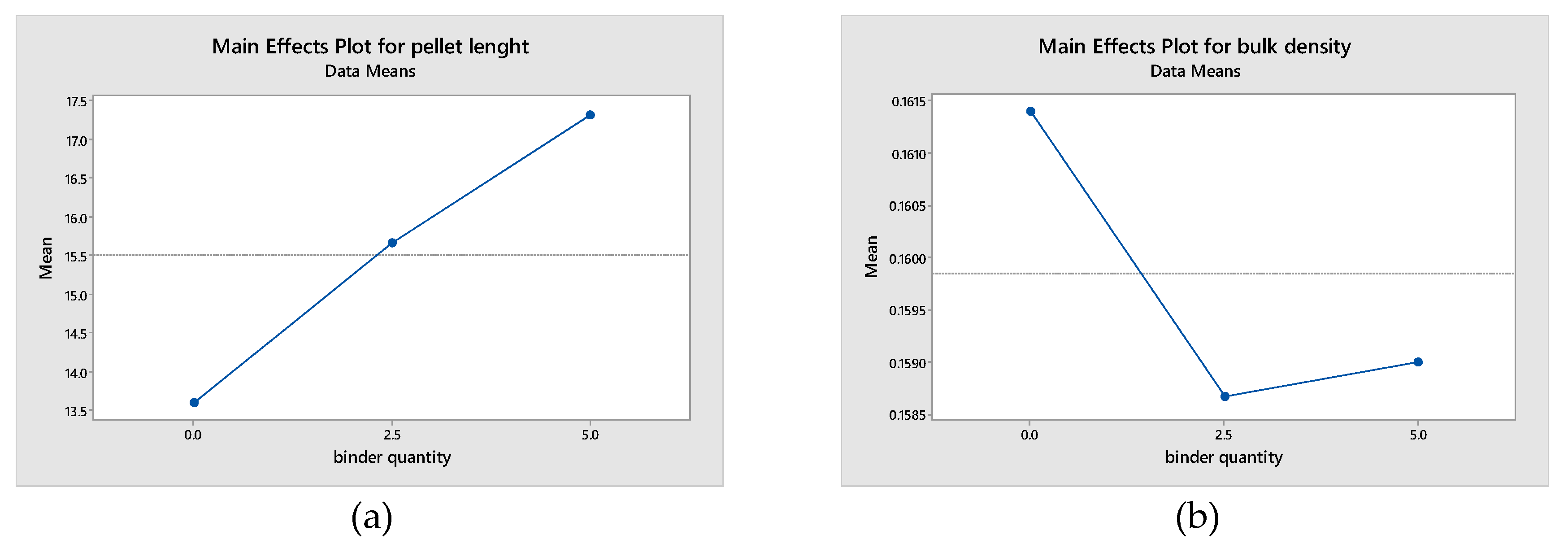

Table 1.
Bill of engineering measurement and evaluation (BEME).
| S/N | Material | Description and sizes | Quantity | Unit cost (#) | Total cost (#) |
|---|---|---|---|---|---|
| 1 | Electric motor | 4 hp, 1400 rpm | 1 | 40,000 | 40,000 |
| 2 | Angle iron | 6 x 6 x 2 mm | 2 | 7,000 | 14,000 |
| 3 | Bolt and nut | M12 x 1.25 mm M14 x 2 mm |
7 4 |
100 120 |
700 480 |
| 4 | Rubber belt | Type A, 13 x 8 mm; 1255 mm | 1 | 750 | 750 |
| 5 | Iron plate | 435 x 280 x 2 mm mild steel 100 x 100 x 6 mm mild steel |
1 5 |
6000 7,000 |
6000 35,000 |
| 6 | Paint | Green, 2 litres | 5,250 | 10,500 | |
| 7 | Miscellaneous and Workmanship | 65,000 | 65,000 | ||
| Total | 161,930 |
Table 2.
Experimental layout for machine performance evaluation.
| Run | Die hole diameter (mm) | Binder quantity (wt%) |
|---|---|---|
| 1 | 2.5 | 5 |
| 2 | 2.5 | 6 |
| 3 | 5.0 | 7 |
| 4 | 0.0 | 7 |
| 5 | 2.5 | 7 |
| 6 | 0.0 | 6 |
| 7 | 5.0 | 7 |
| 8 | 0.0 | 5 |
| 9 | 0.0 | 5 |
| 10 | 5.0 | 5 |
| 11 | 0.0 | 7 |
| 12 | 5.0 | 5 |
| 13 | 5.0 | 6 |
Table 3.
Grouping information of machine parameters and pellet properties using Turkey method.
| Properties | Machine efficiency (%) | Machine throughput (kg/h) | Pellet length (mm) | bulk density (g/cm3) |
|---|---|---|---|---|
| Die hole diameter | ||||
| 5 mm | 58.82a | 4.12a | 16.98a | 0.156a |
| 6 mm | 56.16a | 4.36a | 15.62a | 0.163a |
| 7 mm | 59.92a | 4.32a | 13.97a | 0.161a |
| Binder Quantity | ||||
| 0.0 wt% | 68.16a | 5.39a | 17.32a | 0.161a |
| 2.5 wt% | 58.24ab | 4.88a | 15.67ab | 0.159a |
| 5.0 wt% | 51.73b | 2.95b | 13.60b | 0.159a |
abcMeans that do not share a letter are significantly different.
Table 4.
One-way Analysis of variance results of machine performance and pellet properties.
| property | Source | DF | SS | MS | F-Value | P-Value | R2 |
|---|---|---|---|---|---|---|---|
| Machine efficiency | Die hole diameter | 2 | 20.21 | 10.10 | 0.08 | 0.926 | 1.70 |
| Binder quantity | 2 | 601.40 | 300.69 | 4.60 | 0.042 | 50.55 | |
| Machine throughput | Die hole diameter | 2 | 0.1416 | 0.0708 | 0.03 | 0.970 | 0.69 |
| Binder quantity | 2 | 14.819 | 7.4095 | 11.40 | 0.003 | 71.71 | |
| Pellet lenght | Die hole diameter | 2 | 22.79 | 11.395 | 2.45 | 0.136 | 32.88 |
| Binder quantity | 2 | 34.84 | 17.422 | 5.06 | 0.030 | 50.28 | |
| Bulk density | Die hole diameter | 2 | 8.3x10-5 | 4.1x10-5 | 2.15 | 0.167 | 30.07 |
| Binder quantity | 2 | 2x10-5 | 1x10-5 | 0.39 | 0.689 | 7.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



