
Submitted:
05 July 2024
Posted:
05 July 2024
You are already at the latest version
Abstract
This study investigated how the type and homogenisation parameters of the feed mixture affect the efficiency of the encapsulation process and the microcapsule properties of phenol-rich grape pomace extract (GPE) during the spray drying process with goat whey protein (GW) as wall material. GPE was obtained by solid-liquid extraction of grapes with 50% ethanol. Effects of ultrasonic homogenisation parameters (UB): temperature: 30-50 °C; time: 5-30 min; stabilisation time after homogenisation: 15-45 min, and homogenisation parameters on a magnetic stirrer (MS): temperature (25-50 °C), time (10-60 min) and homogenisation speed (600-1200 rpm) were tested using response surface methodology (RSM) and Box-Behnken design. After selecting the optimal homogenisation conditions, the spray drying process parameters were optimised in the same way, namely: inlet air temperature (160-190 °C), GW fraction (0.5-3.5) and feed flow (6-10 mL/ min). The results showed that GW has a high potential as a wall material in the spray drying process, especially for the purpose of protecting polyphenolic compounds from GPE.
Keywords:
coating material
; goat whey protein
; grape pomace extract
; encapsulation
; polyphenols
; spray drying
; response surface methodology
; microcapsule characterization
1. Introduction
The solid by-product of processing grapes into wine and other related products is grape pomace. This material consists of skins, seeds, stalks and the remaining pulp. It is rich in bioactive elements whose beneficial effects on human and animal health are of increasing scientific interest, including polyphenols, dietary fibre, single-cell proteins and volatile organic compounds. If this by-product is disposed of without further processing, it leads to a number of environmental problems, pollution and financial losses. Extraction of phenolic substances from the grapes and encapsulation of the obtained extract by spray drying is one of the potential ways for upcycling this by-product [1,2,3,4,5]. In addition to optimal spray drying conditions, the selection of a suitable coating material is essential to make this process as successful and loss-free as possible [6]. A perfect coating material should be tasteless, colourless, odourless, inexpensive, readily available, stable, non-toxic and non-reactive with other feed ingredients [7]. In addition, a variety of properties of the encapsulated particles produced, including geometrical parameters, surface morphology and texture, are influenced by the coatings used during the encapsulation process. These properties also influence the in vitro release behaviour of the encapsulated compounds. Encapsulated bioactive compounds should be released from the prepared particles under controlled conditions, i.e., at the desired location where the biological properties of the compounds can be recognised [8].
Whey and whey proteins belong to the “alternative green” coatings (wall materials), animal-based coatings of the protein type obtained from by-products or waste from the food industry, which, due to their relatively low price and easy availability, among their other positive properties, are coatings used in encapsulation processes alone or in combination with other coatings, usually of the carbohydrate type [9].
Whey is a yellow-green liquid that is left behind during the production of cheese or casein [10,11]. It can be produced from different milks such as camel [12], goat [13], sheep [14], buffalo [15], donkey [16,17] or cow [18,19]. Macwan et al. [20] estimated that about 157 million tonnes of cheese whey are produced worldwide, which accounts for about 95% of the total whey produced during milk processing in general. In their report, Buchanan et al. [21] estimate that the amount of whey produced as a by-product could increase to 203-241 million tonnes per year worldwide by 2030 if the trend of annual increases in cheese production of 1-2% is maintained. This figure may be even higher if the whey produced in the manufacture of other dairy products, such as Greek yoghurt, is included. The properties of whey depend on the type of milk (goat, cow, sheep, buffalo, donkey or camel) used, and within the same species it can vary according to the breed, diet and general health of the animal, as well as the degree of lactation [22]. Just like grape pomace, liquid whey is also considered a major pollutant, an ecological and economic problem if it is exposed to the environment untreated. To overcome this problem, whey has been processed using various technological techniques to create value-added products such as probiotics, hydrogen, methane, electricity, whey protein, whey powder and whey permeate [23].
Whey proteins are widely used in encapsulation processes like spray drying because of their beneficial properties, which include high solubility in water, strong interaction with polyphenols, aggregation properties, and GRAS (generally recognized as safe) classification [24]. Additionally, whey protein isolate coating is transparent, odourless, and tasteless, with desirable barrier properties to oxygen and lipids [25]. They are used during spray drying as coating materials for the purpose of protecting polyphenols [26,27], volatile components [28], oils and fats [29]. Whey proteins and polyphenols interact both covalently and non-covalently to form conjugates [30]. Several studies have documented the potential benefits and uses of whey protein and polyphenol conjugates in enhancing the functional and technological characteristics of bioactive substances like proteins [30,31].
According to the data available in the FAOSTAT online database [32], buffalo and cow’s milk are the most produced and processed milks in the world. In 2021, only 2.1% of the total milk produced was goat’s milk and only 1.8% of the total cheese produced was goat’s cheese. It is therefore logical that buffalo/cow milk and dairy products are mainly the subject of scientific research, while research dealing with other types of milk and dairy products is very rare. Goat whey is generally not fully utilised as a coating material in the encapsulation process. Therefore, the subject of this research was to investigate the possibility of using goat whey protein (GW) as a coating material for the encapsulation of grape pomace extract (GPE) by spray drying. The main objective of this work was to determine the optimal process parameters for the homogenisation of the mixture of core (GPE) and wall material (GW) as well as the conditions of spray drying itself. The influence of the process parameters on the properties of the resulting microcapsules (MC) was also investigated.
2. Materials and Methods
2.1. Chemicals and Reagents
Goat whey protein (GW) at 78.6% from Carrington Farms (Closter, New Jersey, USA) was used as the coating material. We bought methanol HPLC grade and glacial acetic acid (99.5%) from Macron Fine Chemicals (Gliwice, Poland). The supplier of sodium carbonate (anhydrous, p.a.) was T.T.T. (Sveta Nedjelja, Croatia). The Folin-Ciocalteu phenol reagent was obtained from CPAchem (Bogomilovo, Bulgaria), while Lab Expert (Shenzhen, Guangdong, China) provided the 96% ethanol (p.a.).
2.2. Grape Pomace
Grape pomace of the Cabernet Sauvignon variety (Vitis vinifera L.), which remained after vinification, was supplied by the Erdut winery (Erdut, Croatia, 2017 harvest). The grape pomace was air-dried to a dry matter content of over 90% and stored in a hermetically sealed container. Before extraction, it was ground in an ultracentrifugal mill (Retsch ZM 200, Haan, Germany) to a particle size of ≤ 1 mm.
2.3. Grape Pomace Extract Preparation
A solid-liquid extraction method with 50% aqueous ethanol as solvent was used to prepare the GPE. The extraction of phenolic compounds from grape pomace was carried out in a shaking water bath (Julabo SW-23, Seelbach, Germany) for two hours at 80 °C and 200 rpm. The samples were extracted and then centrifuged for 10 minutes at 11,000 rcf (Z 326 K, Hermle Labortechnik GmbH, Wehingen, Germany). After centrifugation, the supernatant was evaporated in a rotary evaporator (Büchi, R-210, Flawil, Germany) at 48 mbar and 50 °C to half the initial volume in order to reduce the ethanol content in the extract. A corresponding volume of redistilled water was used to replace the removed ethanol. In this way, a liquid, phenol-rich grape pomace extract was obtained, which was used to produce the encapsulation mixture for spray drying.
2.4. Optimisation of Process Parameters Using the Response Surface Methodology
In order to achieve optimal conditions for the encapsulation of GPE by the spray drying method using GW, the optimisation of the parameters of two methods of homogenisation of the encapsulation mixture of core and coating before spray drying was carried out, namely homogenisation with mixing using a magnetic stirrer (MS) and homogenisation of the mixture in an ultrasonic bath (UB). After selecting the optimum process parameters and homogenisation method, the spray drying parameters were optimised.
A Box-Behnken experimental design with three repetitions in the centre (15 experimental runs) was selected for the design of experiments and optimisation of the homogenisation and spray drying process parameters, and the Response Surface Method (RSM) with numerical optimisation was used to evaluate the influence of the independent variables of each response, e.g., on the selected MC properties. The responses were analysed by using second order polynomial model:
where Y = response function predicted by the model, β0 = constant of the response polynomial equation, βj = coefficient of the linear term of the response polynomial equation, βjj = coefficient of the quadratic term of the response polynomial equation, βij = coefficient of the interaction term of the response polynomial equation, Xi and Xj = examined independent variables (process conditions), and k = number of variables.
A response surface was created for each of these three optimisation cases on the basis of the mathematical model acquired. This provides a visual representation of the effects of the analysed parameters on the observed models. The response surface is represented as a surface in three dimensions. By comparing the results of the RSM with the experimental results obtained under the specified optimal conditions of homogenisation, i.e., spray drying, the success of the optimisation of each process was verified.
The programme Design-Expert, v.13 (Stat-Ease, Minneapolis, USA) was used for experimental design and parameter optimisation as well as for process modelling by means of non-linear regression analysis and statistical analysis (ANOVA) of the significance of the investigated process parameters on selected physic-chemical MC properties.
2.4.1. Optimisation of Homogenisation in an Ultrasonic Bath and on Magnetic Stirrer
In order to determine the most suitable homogenisation method and the parameters of the homogenisation process, the initial encapsulation mixture of core and coatings, i.e., a mixture of GPE and GW in the following ratio was prepared: “dry mass of GPE” : “dry mass of GW” = 1 : 2 (w/w ).
The UB homogenisation was carried out in a glass jar in an Elmasonic P 120 H ultrasonic bath (Elma Schmidbauer GmbH, Singen Germany) in “normal” operating mode at a frequency of 80 kHz, with the homogenisation temperature, homogenisation time and stabilisation time at room temperature optimised within the ranges given in Table 1.
MS homogenisation of the encapsulation mixture was carried out in a glass jar on a SMHS-6 magnetic stirrer with heating plate and 30 mm stirring bar (Witeg Labortechnik GmbH, Wertheim, Germany), optimising the homogenisation temperature, homogenisation time and mixing speed within the parameter ranges given in Table 2. After MS homogenisation and before spray drying, the encapsulation mixture was stabilised for 5 minutes at room temperature.
Spray drying of the previously homogenised mixture was carried out in all experiments on a B-290 mini spray dryer (BÜCHI Labortechnik AG, Flawil, Switzerland) with nozzle diameter 15 µm. The inlet air temperature was 180 °C. The pumping rate was 25%, while the air flow was approx. 600 litres per hour.
Optimum levels of homogenization conditions are identified in regard to the response of encapsulation efficiency and moisture content of MC.
2.4.2. Optimisation of Spray Drying Conditions
The inlet air temperature, the GW proportion in the “core : coating” ratio (w/w) and the feed flow of the previously homogenised encapsulation mixture were optimised process parameters for spray drying in the ranges shown in Table 3. Spray drying was carried out using a B-290 mini spray dryer (BÜCHI Labortechnik AG, Flawil, Switzerland) with an air flow of approx. 600 litres per hour and nozzle diameter 15 µm. Finally, the optimal encapsulation conditions by spray drying were selected by numerical optimisation with respect to the physicochemical properties of the obtained MCs, which were determined using the methods described in section 2.5.
In microencapsulation by spray drying, the powder produced (MC) was collected in a separating flask and quantitatively transferred directly into sealed sample containers and stored in the dark at 4 °C prior to analysis.
2.5. Microcapsule Characterisation
2.5.1. Encapsulation Efficiency
The encapsulation efficiency (EE, %) represents the ratio between the cross-linked phenolic substances inside the MC and the phenolic substances that remained adsorbed on the surface of the MC and was calculated after determining the mass fraction of the total phenolic content in the MC (TPC, mgGAE/gdb) and the mass fraction of the phenolic content on the surface in the MC (SPC, mgGAE/gdb) according to Vu et al. [33] using Equation (2):
The TPC in MC is expressed as the mass of gallic acid equivalents per dry basis of MC (mgGAE/gdb) and was determined spectrophotometrically according to the Folin–Ciocalteu method by measuring the absorbance at 765 nm. The MC sample was prepared by vortexing 15 mg MC with 3 mL ethanol/glacial acetic acid/water (50:8:42, v/v/v) and then filtering through a 0.45 μm PTFE filter [34]. A volume of 40 µL of the filtrate prepared in this way was mixed with 3160 µL distilled water and then with 200 µL Folin-Ciocalteu reagent. After 8 minutes, 600 µL of 20% (w/v) sodium carbonate was added and the mixture was incubated at 40 °C for 30 minutes and the absorbance was measured.
The SPC was also determined by the Folin–Ciocalteu method described above in the filtrate containing the phenolic substances washed from the surface of the MC. The filtrate was prepared by mixing 24 mg of MC with 3 mL of an ethanol/methanol solution (1: 1, v/v) and the sample was filtered through a 0.45 μm PTFE filter [34]. The results are expressed as the mass of gallic acid equivalents per dry MC base (mgGAE/gdb).
All determinations of TPC and SPC were determined in triplicate.
2.5.2. Moisture Content Determination
Moisture content (wm, %db) in GW and MC was determined thermogravimetrically on a HR73 moisture analyser (Mettler Toledo, Columbus, OH, USA) using a standard drying method at 105 °C with switch off criteria 5 [35]. All determinations were performed in three parallel repetitions and moisture content was expressed on the dry basis of sample.
2.5.3. Encapsulation Yield
The encapsulation yield (Y, %) was calculated as the ratio between the total mass of dry matter MC and the total mass of dry matter in the encapsulation mixture (feed), expressed as a percentage according to Vu et al. [33].
2.5.4. Determination of the Solubility Properties of the Microcapsules
The solubility properties of MC, i.e., water solubility index (WSI, %), water adsorption index (WAI) and swelling power (SP), were determined according to the method described by Lee et al. [36] by mixing 0.1 g of MC and 10 mL of redistilled water in a pre-weighed, clean and dry 50 mL Falcon test tube. The contents of the test tube were shaken with a vortex (DLAB SCIENTIFIC MX-S, Beijing, China) and tempered in a water bath (Witeg WSB-30, Wertheim am Main, Germany) at 60 °C for 30 minutes. The solution was then cooled in cold water and centrifuged for 10 minutes at 11000 rpm (Hermle Z 326 K, Gosheim, Germany). The supernatant was decanted into a Petri dish of known mass and dried for 3 hours at 105 °C in an electric dryer (Memmert UFE 500, Schwabach, Germany). After cooling the Petri dishes in a desiccator for 1 hour, the mass of the Petri dishes was determined by weighing, i.e., the mass of the dry supernatant remaining at the bottom of the Petri dishes was calculated, which represents the mass of the dissolved MC.
In addition, the mass of undissolved (swollen) MCs was determined by weighing Falcon tubes with wet sediment after centrifugation and decanting the supernatant.
Based on the results obtained, the values of WSI, WAI and SP were calculated according to Equations (3)-(5) as follows:
2.5.5. Determination of Density and Compressibility Properties of Microcapsules
The bulk density (BD, g/cm3) and tapped density (TD, g/cm3) for the MS were determined according method described by Boyano-Orozco et al. [37]. The BD was determined by measuring the volume occupied by 1 g of MC in a 25 mL beaker, while the TD was determined as the ratio between the mass of the MC sample and the volume occupied by the sample after 1250 taps using an AutoTap device (Anton Paar, Graz, Austria). All measurements were performed in triplicate.
The determination of BD and TD enabled the calculation of the compressibility parameters, namely the Hausner ratio (HR) and the Carr index (CI, %) [38], which were calculated according to Equations (6) and (7):
2.5.6. Determination of Colour Parameters
The objective colour measurement of GW and MC was performed with a Chroma Meter CR 400 (Konica Minolta, Japan) using the CIELab colour measurement system and a chamber for measuring the colour of powder materials (CR-A50). Colour parameters: L* (black/white vector; direct measure of lightness), a* (redness/greenness vector), and b* (yellowness/blueness vector) were performed in three measurements for each sample, and the mean values of the measured parameters were used to calculate other colour parameters. The values of the total colour difference (ΔEab) between GW and MC were calculated to determine the possible correlation between the colour and the content of phenolic substances in MC. The total colour difference was calculated according to Equation (8) as follows:
where the index “o” indicates the colour parameter of the pure coating (GW).
In addition, the value of hue (h*, hue angle) and chroma (C*, saturation) were calculated according to Equations (9) and (10) as follows:
3. Results and Discussion
3.1. Optimisation of the Homogenisation of the Encapsulation Mixture in an Ultrasonic Bath
In order to optimise the homogenisation parameters of the GPE and GW encapsulation mixture in the UB, a total of 15 runs were carried out according to the test plan described in section 2.4.1. (Table 1). After encapsulation by spray drying, the properties of the resulting MCs were determined. The encapsulated phenolic compounds (TPC and SPC), the density parameters (BD and TD) and the colour parameters (L*, a* and b*) of MC are listed in Table 4.
The measured values of the residual moisture content (wm) and the calculated values of the encapsulation success indicators (EE and Y), the solubility properties (WSI, WAI, SP), the flowability parameters (HR and CI) and the colour differences of MC in relation to the pure coating GW (ΔEab) were used for numerical and graphical optimisation and presented as a 3D response surface plot as a function of the independent process variables (Figure 1).
The mass concentration of SPC varied from 7.11 to 13.29 mgGAE/gdb, while the mass concentration of TPC varied from 106.49 to 169.21 mgGAE/gdb (Table 4) , resulting in a high EE, which ranged from 88.84 to 95.33% (calculated from the experimental values of TPC and SPC) as shown in the 3D plot (Figure 1a). According to Carneiro et al. [39], successful encapsulation leads to a high retention of the active ingredient and a low amount of the active ingredient on the MC surface.
The MC moisture contents ranged from 5.92 to 6.06% (Figure 1b). Moisture content has a significant impact on the microbiological stability of the powdered product [40] and a moisture content of < 10% can be considered appropriate for powders produced by spray drying [41].
The aim of any encapsulation process should be to achieve maximum Y with minimum losses. According to Sundarararajan et al. [42], losses occur during spray drying when the undried feed mixture sticks to the walls of the device and settles there. Choosing the right coating material and the ideal process parameters is crucial to achieve the lowest possible losses [43]. In these spray drying experiments, Y values between 79.98 and 97.36% were achieved (Figure 1c), which can be considered very high for a laboratory dryer.
Regarding MC solubility parameters, the WSI was 51.80 – 61.89%, the WAI was 5.64 –11.22, and the SP varied from 12.76 to 29.54 (Figure 1d–f). Based on the specific density of the powder before and after tapping, the values of the HR and the CI were calculated and shown in Figure 1g and 1h. The calculated HR values were in the range of 1.32 - 1.67, while the CI values were 24 - 40, which according to the Europeian Pharmacopoeia [44] is in the range of “passable” to “very, very poor”. That powder poor flowability are possibly related to a moisture content of > 3%, which impairs the adsorption of water and the flow properties of the MC [45].
The values of the coordinates of the CIELab colour system are listed in Table 4. Based on the positive a* coordinate, it can be concluded that a red colour develops in all MC samples. In addition, the development of a yellow colour is conspicuous due to the positive b* coordinate of the CIELab colour system. The appearance of redness and yellow hue is a consequence of the presence of GPE in MC, which is clearly visible to the human eye, “very noticeable” with respect to the values of the colour parameters of the pure GW, which were: Lo* = 80.17, ao* = -2.03 and bo* = 16.35 (ΔEab well above value 6, Figure 1i).
Table 5 shows that the homogenisation parameters th and ts have a statistically significant effect on EE, WAI, SP and ΔEab independently and/or in interaction with the other two process parameters (p-value < 0.05). The influence of factors A and A2 was significant for ΔEab.
Regardless of the degree of significance of the mathematical models describing the response surfaces, after processing the experimental data, numerical optimisation of the homogenisation parameters in the tested areas of the UB homogenisation parameters was carried out using Design Expert v.13 software (Stat Ease, Minneapolis, USA). Numerical optimisation was performed with respect to the MC properties selected as key for this type of encapsulation, namely: wm (at minimum) and EE (at maximum). It was found that the optimal parameters of UB homogenisation are: Th = 40 °C, th = 17.5 min and ts = 30 min. The verification of the numerical optimisation was performed with a new homogenisation and encapsulation experiment under optimal homogenisation conditions, and the estimated and experimentally determined properties of the obtained MCs were compared (Table 6). By comparing the deviations obtained, it can be concluded that the numerical optimisation was performed satisfactorily and that the deviations between the estimated and determined values are acceptable for almost all properties (except for SP), as they are < 10 %.
3.2. Optimization of Homogenization of the Feed Mixture on a Magnetic Stirrer
Optimization of MS homogenization parameters was performed in the same manner as determination of optimal UB homogenization parameters according to the conditions described in Section 2.4.1. and Table 2, and their influence on the properties of the obtained MCs was investigated. As in Section 3.1., the results of MS homogenization are presented and the properties of the obtained MCs are determined. TPC, SPC, BD, TD as well as L*, a* and b* of MC are presented in Table 7, while the measured values of wm and the calculated values of EE, Y, WAI, WSI, SP, HR, CI and ΔEab are presented as a 3D response surface diagram (Figure 2).
The response values are given as the mean ± standard deviation.
According to the presented results (Table 7, Figure 2), during the experiment of this homogenization optimization on MS, a high EE rate of 91.37 to 94.56% was also detected, similar to the case of UB homogenization. The TPC varied from 121.54 to 138.83 mgGAE/gdb, while the SPC varied from 7.28 to 10.07 mgGAE/gdb, which is slightly lower compared to the previous optimization of the homogenization of the feed mixture in UB. The values of the achieved Y ranged from 62.29 to 93.05%. It can be argued that WSI, WAI and SP are important indicators of powder quality as consumers value fast and thorough powder reconstitution [46]. When the capsule mixture was homogenised by optimization on an MS, the solubility parameters showed higher values than in the previous optimization experiments. In this series of experiments, the MC homogenised at 37.5 °C for 60 minutes at 1200 rpm had the highest SP (31.15) and WAI (13.58) values. On the other hand, the MC sample homogenised at 37.5 °C for 60 minutes at 600 rpm also had the lowest SP (14.97) and WAI (7.36) values. The WSI had values between 30.67 and 65.54%. It can be concluded that higher homogenization rate was more favourable for achieving better MC solubility properties – WSI and SP. The MC wm varied between 5.90 and 6.00 %db with little to no influence of optimization conditions. From the data in Table 7, it is clear that MC is formed with developed red colour and a trace of yellow colour. The MC total colour change values with respect to the applied coating range from 19.73 to 29.61. Before tapping, the calculated BD values are between 0.05 to 0.09 g/cm3, and after tapping, the TD values are between 0.07 to 0.13 g/cm3. The slightly higher average values of BD and TD compared to MC produced after UB homogenization may be related to the particle size (MC). Koç et al. [47] found that the application of ultrasonic homogenization has a significant impact on particle size, i.e., they observed that the produced particles of microencapsulated extra virgin olive oil powder had a smaller size and the spray drying process had a lower EE when ultrasonic homogenization was previously applied. Most of the MCs produced also have “poor” or “very, very poor” flow properties, based on the calculated HR and CI values, which are probably related to the relatively high moisture content (> 3 %).
Table 8 shows the coefficients of the mathematical model in the form of coded factors. In contrast to the optimisation of the UB homogenisation, no statistically significant influence of the independent variables on the investigated variables was found in the optimisation of the MS homogenisation according to Table 8 for the model in the investigated range of process parameters (p > 0.05).
Also in this case, the results of the RSM analysis were used for the numerical optimisation of the MS homogenisation process parameters in the tested area, requiring a minimum value for wm and a maximum value for EE. The results of this optimisation showed that the optimum parameters were within the specified limits: Th = 50 °C, th = 10 min and n = 600 rpm. After the control experiment of homogenisation and spray drying, the MC properties were determined and compared with numerically estimated property values (Table 4). From the comparison of the experimentally determined values of the powder properties with the predicted values, it can be deduced that the majority of the deviations are less than 10%. Three exceptions stand out with deviations of more than 10%: SP, WSI and ΔEab.
A comparison of the properties of MC obtained by spray drying using UB homogenisation (Table 6) with the properties of MC obtained by MS homogenisation (Table 9) under optimum conditions shows that slightly better results were obtained in the case of UB homogenisation. However, considering the time required for each type of homogenisation, MS homogenisation is preferable, since in this case the total homogenisation time was 15 minutes (tΣ = th + ts = 15 min + 5 min), while in the case of UB homogenisation it was 47.5 minutes (tΣ = th + ts = 17.5 min + 30 min), which is more than three times longer. Following on from the above, the optimisation of the process parameters for spray drying with prior MS homogenisation of the encapsulation mixture at: Th = 50 °C, th = 10 min and n = 600 rpm.
3.3. Optimization of Encapsulation by Spray Drying
As already mentioned in the introductory part, the parameters of spray drying are extremely important for this type of microencapsulation in order to obtain MCs with satisfactory powder properties at high efficiency and yield. Numerous other authors testify to this [48,49,50,51].
The optimisation of the spray drying process parameters was performed as described in section 2.4.1. and Table 3 and their influence on the properties of the obtained MCs was investigated. The experimentally determined values of density (TD, BD) and colour parameters (L*, a*, b*) for all 15 encapsulation wounds are listed in Table 10).
The values listed in Table 10 as well as certain values for TPC, SPC and wm were used to calculate other properties, which were then used for RSM optimisation and the creation of 3D response surfaces. The coefficients in the form of coded factors and the statistical significance of the influence of the spray drying parameters on various properties of MC are shown in Table 11. From the values given, it can be generally concluded that among the three spray drying parameters tested, the greatest influence on the encapsulation and the properties of MC was the GW proportion (R).
More specifically, if it consider the response values for the dependent variables that are indicators of the success of the encapsulation process, i.e., TPC, SPC, EE and wm, it is evident that: the coded factor A (in linear and quadratic form) had a statistically significant influence on wm; the coded factor B (in linear and quadratic form) had a significant influence on TPC, SPC and EE; while the factor C significantly influenced SPC and wm. In addition, the interaction of the influence of factor BC on SPC was also recorded. Furthermore, factor B had a significant on WSI and WSA with the presence of the interaction of factors AB and AC. The fluidity/compressibility properties of MC (HR and CI) were significantly influenced by factors A and B, as independent factors with linear and quadratic dependence, and the combined influence of these two factors was noted. MC colour parameters (L*, h*, C*) and the total colour difference compared to the pure GW were statistically dependent on B and B2. These influences are also clearly visible on the 3D response surfaces (Figure 3 – 5).
In general, it can be expected that with an increase in the proportion of the shell (R) in the encapsulation mixture, its proportion in the MC also increases, i.e., the proportion of the active ingredient, i.e., TPC, which in this case is incorporated into the MC in the form of GPE, decreases, which is clearly visible in Figure 3a. This also has an impact on the decrease in the amount of phenolic compounds adsorbed on the MC surface, which is even more pronounced when considering the additional observed influence of Q and their interaction (Figure 3b). Consequently, an increase in TPC and a decrease in SPC led to an increase in EE (Figure 3c). The values of TPC, SPC and EE ranged from 60.58 ̶ 189.38 mgGAE/gdb, 2.56 ̶ 45.16 mgGAE/gdb and 74.68 ̶ 97.38 %, respectively.
The wm ranged 4.59 ̶ 7.74% (Figure 3d). The lower moisture content in MC was achieved at lower inlet air temperatures, which can be explained by the absence of sudden crust formation on the surface of the MC in the initial drying phase, which can interfere with the difficult removal of moisture from the centre of the MC in the later stages of drying. Although there was no statistically significant influence of the factor R (Table 11), it can be seen in Figure 3d that as R increases in the encapsulation mixture, the moisture content in the final product also increases, which may be related to the fact that the moisture content in pure GW powder is 5.25 %db and in this case the GW itself can be considered as a “moisture reservoir” in the MC. Similar to our results obtained by Moreno et al. who reported a moisture content between 4.4 and 11.7% [52], in the case of microencapsulation of GPE using whey protein isolate, while it was slightly higher, between 11.1 and 14.8%, in the case of using combination of maltodextrin, whey protein isolate and pea protein isolate as coating [53].
Although no statistically significant influence of a model factor on Y was found (Table 11), it can be seen in Figure 1e that the response surface value of Y is mostly above the value of 90% and increases slightly with increasing drying temperature.
The parameters of solubility WSI, WAI, and SP are crucial markers of the product’s functional qualities as well as markers for the use and preservation of MCs. The ability of the MCs to dissolve in water is represented by WSI. The intended use of the MC product determines whether a higher WSI value is desirable. A high WSI is particularly crucial if the MC is going to be used in the food or pharmaceutical industries so that the MCs can be easily incorporated and dispersed evenly throughout the final product. The likelihood of microbiological instability of the MC products increases with higher WAI values [54]. WSI, WAI and SP values of this optimization set ranged from 41.56–67.23%, 4.06–5.76, 9.00–13.87, respectively (Figure 4a–c).
Based on the specific density of the powder before and after tapping (Table 10), the HR and the CI were calculated and response surfaces were present in Figure 4d, which clearly shows the independent and combined influence of R and Ti on these properties. The flow characteristics of most MC are marked as “very poor” or “very, very poor”.
As previously confirmed statistically (Table 11), the significant dependence of the colour properties of MC on R is also confirmed by the 3D response surfaces shown in Figure 5. The brightness of MC ranges from 49.36–65.25, where MCs with are brighter in relation to GW, i.e., they have higher values for L* (Table 10, Figure 5a). The brightness of the GW powder used is 80.17. The h* values range from 16.11–42.35° (Figure 5b), which corresponds to the I. quadrant of the CIELab colour plot (0–90°), i.e., they are in the red colour range. At the same time, as the proportion of GW in MC increases, the value of h* increases, i.e., the hue moves towards the II. quadrant of the CIELab plot (90–100°; yellow colour), where the h* value for GW powder is located (97.07°). The hue saturation (Figure 5c) was in the range of 7.59–15.8, with lower values for MC with a higher GW content, i.e., the colour was less vivid and closer to neutral grey. Given the above, it was expected that the values for ΔEab would be lower when a greater proportion of MC is GW (Figure 5d). These instrumentally determined values ranged from 21.48 to 36.77 and were also subjectively visible, considering that the average human eye can perceive any total colour difference that is > 6.
Comparing the colour parameters (Figure 5) with the content of phenolic substances in MC (Figure 3), a clear correlation between these values can be observed, which is also confirmed by the high correlation coefficients for TPC : h*, SPC : L* and SPC : C*, which are -0.8805, -0.8361 and 0.9347, respectively.
The numerical optimisation of the process parameters in the tested range was used again to determine the optimum drying parameters with predetermined limit values, i.e., minimum wm and maximum EE. In this way, the following values were determined as the optimum encapsulation parameters: Ti = 173.5 °C, R = 2.5 and Q = 7 mL/min.
When comparing the predicted and experimentally determined values of the powder properties under optimal conditions, it can be seen that most deviations are less than 10%. There are two exceptions where the deviation is greater than 10%, namely the SP of the powder and the WAI (Table 12).
4. Conclusions
In the study, the response surface method and the Box-Behnkhen test plan were successfully used to determine the optimal parameters of the GPW microencapsulation process with GW receiving spray drying and prior homogenisation of the encapsulation mixture.
With high Y values of up to 97.36% and EE values of up to 95.07%, very successful encapsulation processes were achieved regardless of the type of homogenisation and homogenisation conditions, obtaining MC with relatively low moisture content and good properties. Considering the total duration of the homogenisation processes tested, MS homogenisation was selected as more suitable in view of the threefold time saving.
An air temperature at the inlet of the spray dryer of 173 °C with a feed flow of 7 mL/min and the use of a 2.5 times greater amount of coating than the GPE slurry were found to be optimal drying conditions.
Furthermore, the experiments showed that the choice of the right coating material and its concentration is crucial for the outcome of the spray drying process. By adding GW in an amount 2.5 times greater than the weight of the dry substance of GPE, MCs with a high proportion of total polyphenolic compounds are formed, which are highly soluble and have a high yield and efficiency of the process.
It can be concluded that GW is a suitable wall material for overcoming stickiness problems in spray drying of sugar-rich extracts and is also suitable for protecting the phenolic compounds in the spray drying process.
Author Contributions
Conceptualization, G.P. and M.Pl.; formal analysis, G.P., J.M., G.S., R.N. and M.Pu.; investigation, G.P., J.M. and G.S.; resources, M.Pl. and A.B-K.; data curation, G.P. and M.Pl.; writing—original draft preparation, G.P.; writing—review and editing, M.Pl. and A.B-K.; visualization, M.Pl.; supervision, M.Pl.; funding acquisition, A.B-K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the CROATIAN SCIENCE FOUNDATION, grant number: IP-2018-01-1227 (“Development of a sustainable integrated process for the production of bioactive isolates from food industry residues”, POPI-WinCEco).
Data Availability Statement
The data presented in this study are openly available in article.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- López-Belchí, M.D.; Caamaño, E.F.; Pascual, G.; Noriega, F.; Fierro-Morales, P.; Romero-Román, M.E.; Jara, P.; Schoebitz, M.; Serra, I.; Moreno, D.A. Spray-Dried Formulations Rich in Malvidin from Tintorera Grape Wastes: Characterization, Stability, and Storage. Processes 2021, 9, 518. [Google Scholar] [CrossRef]
- Moro, K.I.B.; Bender, A.B.B.; da Silva, L.P.; Penna, N.G. Green Extraction Methods and Microencapsulation Technologies of Phenolic Compounds From Grape Pomace: A Review. Food Bioprocess Technol. 2021, 14, 1407–1431. [Google Scholar] [CrossRef]
- Shoukat, A.; Imran, M.; Khan, M.K.; Ahmad, M.H.; Ahmad, R.S.; Ramadan, M.F.; Nadeem, M.; Yasmin, A.; Rahim, M.A.; Khan, M.I. Impact of Spray Drying Operating Conditions on Yield, Secondary Metabolites, Antioxidant Potential and Storage Quality of Grape (Vitis Vinifera L.) Pomace Powder. South Afr. J. Bot. 2024, 169, 383–395. [Google Scholar] [CrossRef]
- Souza, V.B. de; Fujita, A.; Thomazini, M.; da Silva, E.R.; Lucon, J.F.; Genovese, M.I.; Favaro-Trindade, C.S. Functional Properties and Stability of Spray-Dried Pigments from Bordo Grape (Vitis Labrusca) Winemaking Pomace. Food Chem. 2014, 164, 380–386. [Google Scholar] [CrossRef] [PubMed]
- Chowdhary, P.; Gupta, A.; Gnansounou, E.; Pandey, A.; Chaturvedi, P. Current Trends and Possibilities for Exploitation of Grape Pomace as a Potential Source for Value Addition. Environ. Pollut. 2021, 278, 116796. [Google Scholar] [CrossRef] [PubMed]
- Pourashouri, P.; Shabanpour, B.; Razavi, S.H.; Jafari, S.M.; Shabani, A.; Aubourg, S.P. Impact of Wall Materials on Physicochemical Properties of Microencapsulated Fish Oil by Spray Drying. Food Bioprocess Technol. 2014, 7, 2354–2365. [Google Scholar] [CrossRef]
- Abd El-Kader, A.; Abu Hashish, H. Encapsulation Techniques of Food Bioproduct. Egypt. J. Chem. 2020, 63, 1881–1909. [Google Scholar] [CrossRef]
- Martinović, J.; Lukinac, J.; Jukić, M.; Ambrus, R.; Planinić, M.; Šelo, G.; Klarić, A.-M.; Perković, G.; Bucić-Kojić, A. Physicochemical Characterization and Evaluation of Gastrointestinal In Vitro Behavior of Alginate-Based Microbeads with Encapsulated Grape Pomace Extracts. Pharmaceutics 2023, 15, 980. [Google Scholar] [CrossRef]
- Coimbra, P.P.S.; Cardoso, F. de S.N.; Gonçalves, É.C.B. de A. Spray-Drying Wall Materials: Relationship with Bioactive Compounds. Crit. Rev. Food Sci. Nutr. 2021, 61, 2809–2826. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey and Whey Proteins—From ‘Gutter-to-Gold. ’ Int. Dairy J. 2008, 18, 695–704. [Google Scholar] [CrossRef]
- Božanić, R.; Barukčić Jurina, I.; Lisak Jakopović, K.; Tratnik, L. Possibilities of Whey Utilisation. Austin J. Nutr. Food Sci. 2014, 2. [Google Scholar]
- Zou, Z.; Duley, J.A.; Cowley, D.M.; Reed, S.; Arachchige, B.J.; Bhandari, B.; Shaw, P.N.; Bansal, N. Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes. Foods 2022, 11, 727. [Google Scholar] [CrossRef]
- Medeiros, G.K.V.V.; Queiroga, R.C.R.E.; Costa, W.K.A.; Gadelha, C.A.A.; e Lacerda, R.R.; Lacerda, J.T.J.G.; Pinto, L.S.; Braganhol, E.; Teixeira, F.C.; de, S. Barbosa, P.P.; et al. Proteomic of Goat Milk Whey and Its Bacteriostatic and Antitumour Potential. Int. J. Biol. Macromol. 2018, 113, 116–123. [Google Scholar] [CrossRef]
- Kerasioti, E.; Stagos, D.; Georgatzi, V.; Bregou, E.; Priftis, A.; Kafantaris, I.; Kouretas, D. Antioxidant Effects of Sheep Whey Protein on Endothelial Cells. Oxid. Med. Cell. Longev. 2016, 2016, e6585737. [Google Scholar] [CrossRef]
- Garau, V.; Manis, C.; Scano, P.; Caboni, P. Compositional Characteristics of Mediterranean Buffalo Milk and Whey. Dairy 2021, 2, 469–488. [Google Scholar] [CrossRef]
- Di Renzo, G.C.; Altieri, G.; Genovese, F. Donkey Milk Powder Production and Properties Compared to Other Milk Powders. Dairy Sci. Technol. 2013, 93, 551–564. [Google Scholar] [CrossRef]
- Li, L.; Liu, X.; Guo, H. The Nutritional Ingredients and Antioxidant Activity of Donkey Milk and Donkey Milk Powder. Food Sci. Biotechnol. 2018, 27, 393–400. [Google Scholar] [CrossRef] [PubMed]
- Ricaurte, L.; Prieto, R.; Perea-Flores, M.J.; Quintanilla-Carvajal, M.X. Influence of Milk Whey on High-Oleic Palm Oil Nanoemulsions: Powder Production, Physical and Release Properties. Food Biophys. 2017, 12, 1–12. [Google Scholar] [CrossRef]
- Warncke, M.; Keienburg, S.; Kulozik, U. Cold-Renneted Milk Powders for Cheese Production: Impact of Casein/Whey Protein Ratio and Heat on the Gelling Behavior of Reconstituted Rennet Gels and on the Survival Rate of Integrated Lactic Acid Bacteria. Foods 2021, 10, 1606. [Google Scholar] [CrossRef]
- Macwan, S.; Dabhi, B.; Parmar, S.; Aparnathi, K. Whey and Its Utilization. Int. J. Curr. Microbiol. Appl. Sci. 2016, 5, 134–155. [Google Scholar] [CrossRef]
- Buchanan, D.; Martindale, W.; Romeih, E.; Hebishy, E. Recent Advances in Whey Processing and Valorisation: Technological and Environmental Perspectives. Int. J. Dairy Technol. 2023, 76, 291–312. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese Whey Management: A Review. J. Environ. Manage. 2012, 110, 48–68. [Google Scholar] [CrossRef] [PubMed]
- Yadav, J.S.S.; Yan, S.; Pilli, S.; Kumar, L.; Tyagi, R.D.; Surampalli, R.Y. Cheese Whey: A Potential Resource to Transform into Bioprotein, Functional/Nutritional Proteins and Bioactive Peptides. Biotechnol. Adv. 2015, 33, 756–774. [Google Scholar] [CrossRef] [PubMed]
- Jauregi, P.; Guo, Y.; Adeloye, J.B. Whey Proteins-Polyphenols Interactions Can Be Exploited to Reduce Astringency or Increase Solubility and Stability of Bioactives in Foods. Food Res. Int. 2021, 141, 110019. [Google Scholar] [CrossRef] [PubMed]
- Ming, Y.; Chen, L.; Khan, A.; Wang, H.; Wang, C. Effects of Tea Polyphenols on Physicochemical and Antioxidative Properties of Whey Protein Coating. Food Sci. Biotechnol. 2020, 29, 1655–1663. [Google Scholar] [CrossRef]
- Kasapoğlu, K.N.; Gültekin-Özgüven, M.; Kruger, J.; Frank, J.; Bayramoğlu, P.; Barla-Demirkoz, A.; Özçelik, B. Effect of Spray Drying on Physicochemical Stability and Antioxidant Capacity of Rosa Pimpinellifolia Fruit Extract-Loaded Liposomes Conjugated with Chitosan or Whey Protein During In Vitro Digestion. Food Bioprocess Technol. 2024. [Google Scholar] [CrossRef]
- Robert, P.; Gorena, T.; Romero, N.; Sepulveda, E.; Chavez, J.; Saenz, C. Encapsulation of Polyphenols and Anthocyanins from Pomegranate (Punica Granatum) by Spray Drying. Int. J. Food Sci. Technol. 2010, 45, 1386–1394. [Google Scholar] [CrossRef]
- Calva-Estrada, S.J.; Lugo-Cervantes, E.; Jiménez-Fernández, M. Microencapsulation of Cocoa Liquor Nanoemulsion with Whey Protein Using Spray Drying to Protection of Volatile Compounds and Antioxidant Capacity. J. Microencapsul. 2019, 36, 447–458. [Google Scholar] [CrossRef] [PubMed]
- Damerau, A.; Ogrodowska, D.; Banaszczyk, P.; Dajnowiec, F.; Tańska, M.; Linderborg, K.M. Baltic Herring (Clupea Harengus Membras) Oil Encapsulation by Spray Drying Using a Rice and Whey Protein Blend as a Coating Material. J. Food Eng. 2022, 314, 110769. [Google Scholar] [CrossRef]
- Baba, W.N.; McClements, D.J.; Maqsood, S. Whey Protein–Polyphenol Conjugates and Complexes: Production, Characterization, and Applications. Food Chem. 2021, 365, 130455. [Google Scholar] [CrossRef]
- Quan, T.H.; Benjakul, S.; Sae-leaw, T.; Balange, A.K.; Maqsood, S. Protein–Polyphenol Conjugates: Antioxidant Property, Functionalities and Their Applications. Trends Food Sci. Technol. 2019, 91, 507–517. [Google Scholar] [CrossRef]
- FAOSTAT. Available online: https://www.fao.org/faostat/en/#data/QCL (accessed on 26 June 2024).
- Vu, H.T.; Scarlett, C.J.; Vuong, Q.V. Encapsulation of Phenolic-Rich Extract from Banana (Musa Cavendish) Peel. J. Food Sci. Technol. 2020, 57, 2089–2098. [Google Scholar] [CrossRef] [PubMed]
- Tolun, A.; Altintas, Z.; Artik, N. Microencapsulation of Grape Polyphenols Using Maltodextrin and Gum Arabic as Two Alternative Coating Materials: Development and Characterization. J. Biotechnol. 2016, 239, 23–33. [Google Scholar] [CrossRef] [PubMed]
- Kelly, G.M.; O’Mahony, J.A.; Kelly, A.L.; O’Callaghan, D.J. Effect of Hydrolyzed Whey Protein on Surface Morphology, Water Sorption, and Glass Transition Temperature of a Model Infant Formula. J. Dairy Sci. 2016, 99, 6961–6972. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.-W.; Oh, H.-J.; Han, S.-H.; Lim, S. Effects of Hot Air and Freeze Drying Methods on Physicochemical Properties of Citrus “Hallabong” Powders. Food Sci. Biotechnol. 2012, 21. [Google Scholar] [CrossRef]
- Boyano-Orozco, L.; Gallardo-Velázquez, T.; Meza-Márquez, O.G.; Osorio-Revilla, G. Microencapsulation of Rambutan Peel Extract by Spray Drying. Foods 2020, 9, 899. [Google Scholar] [CrossRef] [PubMed]
- Kalušević, A.M.; Lević, S.M.; Čalija, B.R.; Milić, J.R.; Pavlović, V.B.; Bugarski, B.M.; Nedović, V.A. Effects of Different Carrier Materials on Physicochemical Properties of Microencapsulated Grape Skin Extract. J. Food Sci. Technol. 2017, 54, 3411–3420. [Google Scholar] [CrossRef]
- Carneiro, H.C.F.; Tonon, R.V.; Grosso, C.R.F.; Hubinger, M.D. Encapsulation Efficiency and Oxidative Stability of Flaxseed Oil Microencapsulated by Spray Drying Using Different Combinations of Wall Materials. J. Food Eng. 2013, 115, 443–451. [Google Scholar] [CrossRef]
- Koç, M.; Koç, B.; Güngör, Ö.; Ertekin, F.K. The Effects of Moisture on Physical Properties of Spray-Dried Egg Powder. Dry. Technol. 2012, 30, 567–573. [Google Scholar] [CrossRef]
- Wong, C.W.; Lim, W.T. Storage Stability of Spray-Dried Papaya (Carica Papaya L. ) Powder Packaged in Aluminium Laminated Polyethylene (ALP) and Polyethylene Terephthalate (PET). 2016, 23, 1887–1894. [Google Scholar]
- Sundararajan, P.; Moser, J.; Williams, L.; Chiang, T.; Riordan, C.; Metzger, M.; Zhang-Plasket, F.; Wang, F.; Collins, J.; Williams, J. Driving Spray Drying towards Better Yield: Tackling a Problem That Sticks Around. Pharmaceutics 2023, 15, 2137. [Google Scholar] [CrossRef] [PubMed]
- Yousefi, S.; Emam-Djomeh, Z.; Mousavi, S.M. Effect of Carrier Type and Spray Drying on the Physicochemical Properties of Powdered and Reconstituted Pomegranate Juice (Punica Granatum L.). J. Food Sci. Technol. 2011, 48, 677–684. [Google Scholar] [CrossRef]
- European Pharmacopoeia; European treaty series; 7th ed.; Council Of Europe : European Directorate for the Quality of Medicines and Healthcare: Strasbourg, 2010; ISBN 978-92-871-6700-2.
- Ji, J.; Fitzpatrick, J.; Cronin, K.; Fenelon, M.A.; Miao, S. The Effects of Fluidised Bed and High Shear Mixer Granulation Processes on Water Adsorption and Flow Properties of Milk Protein Isolate Powder. J. Food Eng. 2017, 192, 19–27. [Google Scholar] [CrossRef]
- Jafari, S.M.; Ghalegi Ghalenoei, M.; Dehnad, D. Influence of Spray Drying on Water Solubility Index, Apparent Density, and Anthocyanin Content of Pomegranate Juice Powder. Powder Technol. 2017, 311, 59–65. [Google Scholar] [CrossRef]
- Koç, M.; Güngör, Ö.; Zungur, A.; Yalçın, B.; Selek, İ.; Ertekin, F.K.; Ötles, S. Microencapsulation of Extra Virgin Olive Oil by Spray Drying: Effect of Wall Materials Composition, Process Conditions, and Emulsification Method. Food Bioprocess Technol. 2015, 8, 301–318. [Google Scholar] [CrossRef]
- Koc, B.; Yilmazer, M.S.; Balkır, P.; Ertekin, F.K. Spray Drying of Yogurt: Optimization of Process Conditions for Improving Viability and Other Quality Attributes. Dry. Technol. 2010, 28, 495–507. [Google Scholar] [CrossRef]
- Roccia, P.; Martínez, M.L.; Llabot, J.M.; Ribotta, P.D. Influence of Spray-Drying Operating Conditions on Sunflower Oil Powder Qualities. Powder Technol. 2014, 254, 307–313. [Google Scholar] [CrossRef]
- Ziaee, A.; Albadarin, A.B.; Padrela, L.; Femmer, T.; O’Reilly, E.; Walker, G. Spray Drying of Pharmaceuticals and Biopharmaceuticals: Critical Parameters and Experimental Process Optimization Approaches. Eur. J. Pharm. Sci. 2019, 127, 300–318. [Google Scholar] [CrossRef]
- Pino, J.A.; Aragüez-Fortes, Y.; Bringas-Lantigua, M. Optimization of Spray-Drying Process for Concentrated Orange Juice. Acta Aliment. 2018, 47, 417–424. [Google Scholar] [CrossRef]
- Moreno, T.; de Paz, E.; Navarro, I.; Rodríguez-Rojo, S.; Matías, A.; Duarte, C.; Sanz-Buenhombre, M.; Cocero, M.J. Spray Drying Formulation of Polyphenols-Rich Grape Marc Extract: Evaluation of Operating Conditions and Different Natural Carriers. Food Bioprocess Technol. 2016, 9, 2046–2058. [Google Scholar] [CrossRef]
- Moreno, T.; Cocero, M.J.; Rodríguez-Rojo, S. Storage Stability and Simulated Gastrointestinal Release of Spray Dried Grape Marc Phenolics. Food Bioprod. Process. 2018, 112, 96–107. [Google Scholar] [CrossRef]
- Siacor, F.D.C.; Lim, K.J.A.; Cabajar, A.A.; Lobarbio, C.F.Y.; Lacks, D.J.; Taboada, E.B. Physicochemical Properties of Spray-Dried Mango Phenolic Compounds Extracts. J. Agric. Food Res. 2020, 2, 100048. [Google Scholar] [CrossRef]
Figure 1.
3D response surface plot of the simultaneous interaction of UB homogenisation parameters – homogenisation time (th) and stabilisation time (ts) at 40 °C (homogenisation temperature, Th) on MC properties: (a) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y); (d) water solubility index (WSI); (e) water adsorption index (WAI); (f) swelling power (SP); (g) Hausner ratio (HR); (h) Carr index (CI); and (i) total colour difference (ΔEab).
Figure 1.
3D response surface plot of the simultaneous interaction of UB homogenisation parameters – homogenisation time (th) and stabilisation time (ts) at 40 °C (homogenisation temperature, Th) on MC properties: (a) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y); (d) water solubility index (WSI); (e) water adsorption index (WAI); (f) swelling power (SP); (g) Hausner ratio (HR); (h) Carr index (CI); and (i) total colour difference (ΔEab).
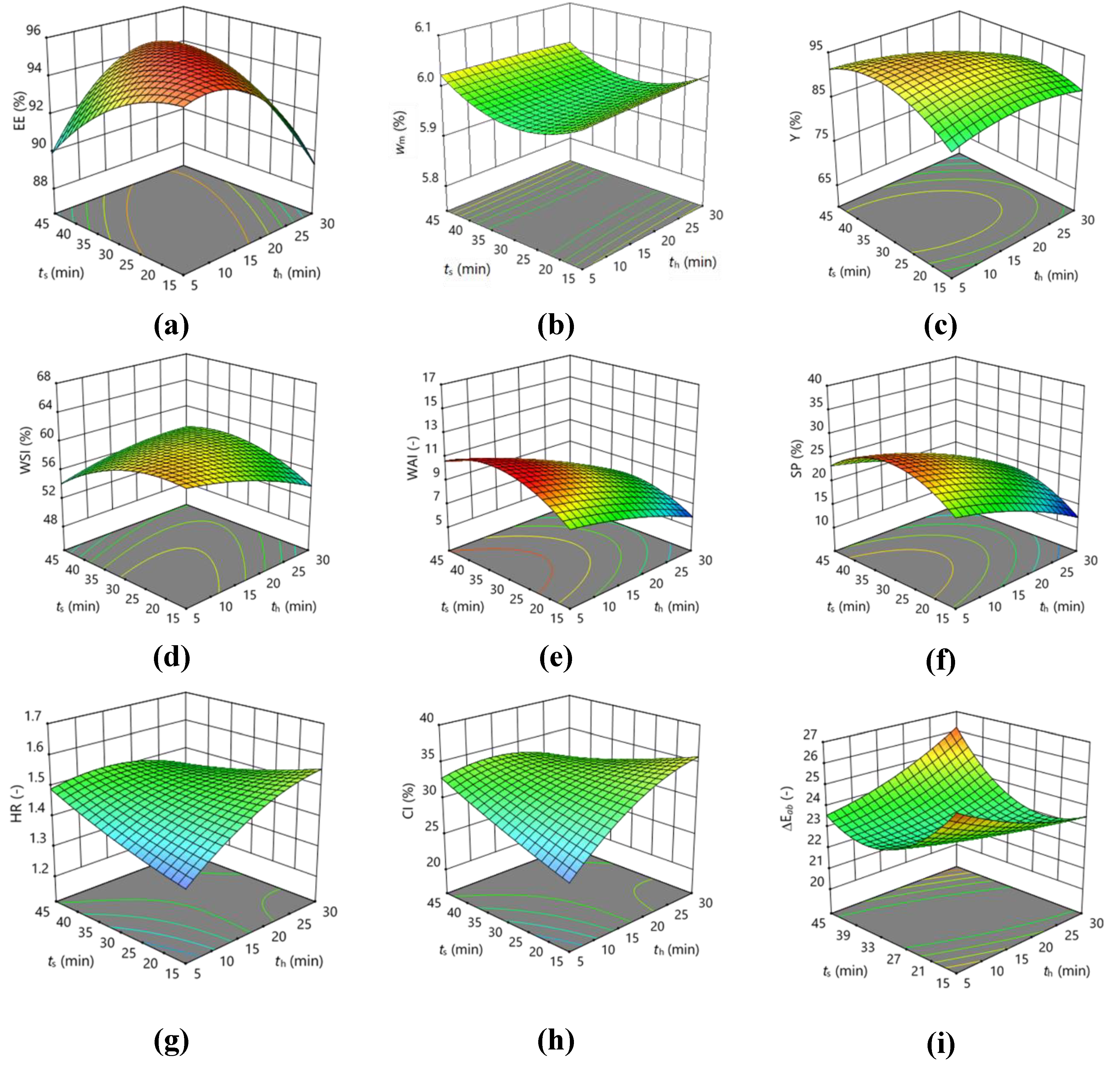
Figure 2.
3D response surface plot of the simultaneous interaction of MS homogenisation parameters – homogenisation time (th) and mixing speed (n) at 37.5 °C (homogenisation temperature, Th) on MC properties: (a) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y); (d) water solubility index (WSI); (e) water adsorption index (WAI); (f) swelling power (SP); (g) Hausner ratio (HR); (h) Carr index (CI); and (i) total colour difference (ΔEab).
Figure 2.
3D response surface plot of the simultaneous interaction of MS homogenisation parameters – homogenisation time (th) and mixing speed (n) at 37.5 °C (homogenisation temperature, Th) on MC properties: (a) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y); (d) water solubility index (WSI); (e) water adsorption index (WAI); (f) swelling power (SP); (g) Hausner ratio (HR); (h) Carr index (CI); and (i) total colour difference (ΔEab).
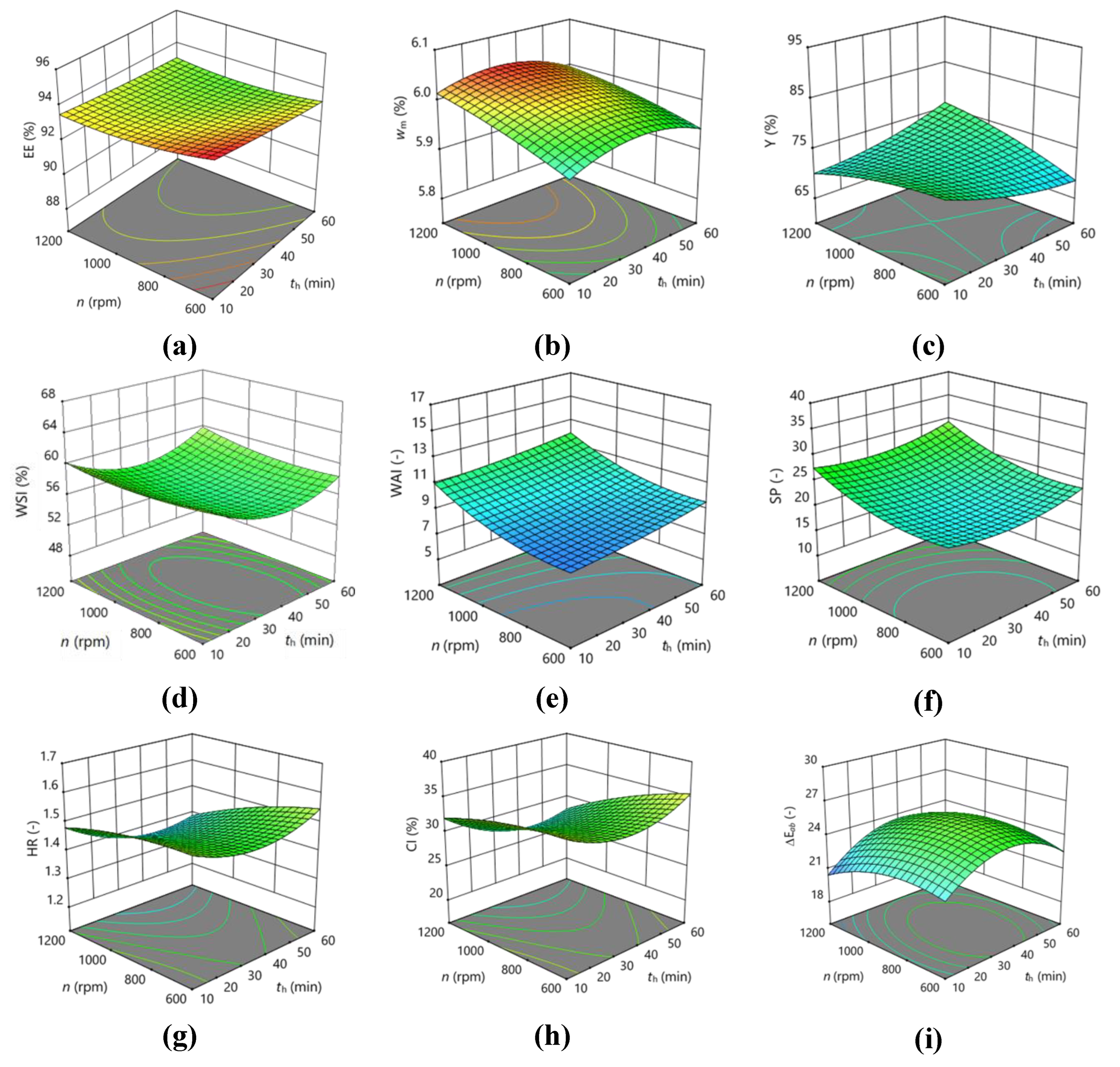
Figure 3.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) total phenolic compounds (TPC); (b) surface phenolic compound (SPC); (c) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y).
Figure 3.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) total phenolic compounds (TPC); (b) surface phenolic compound (SPC); (c) encapsulation efficiency (EE); (b) moisture content (wm); (c) encapsulation yield (Y).
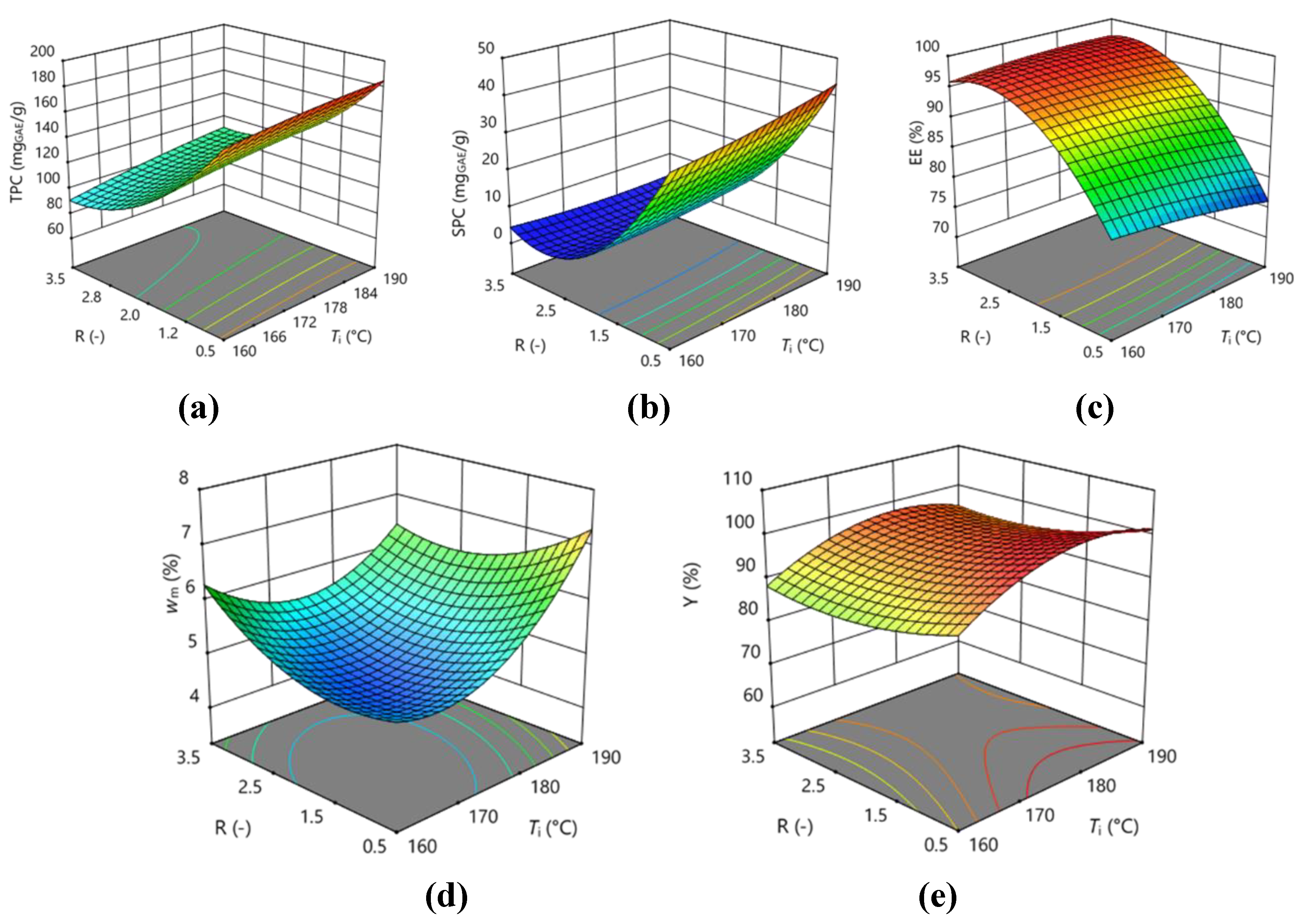
Figure 4.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) water solubility index (WSI); (b) water adsorption index (WAI); (c) swelling power (SP); (d) Hausner ratio (HR); (e) Carr index (CI).
Figure 4.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) water solubility index (WSI); (b) water adsorption index (WAI); (c) swelling power (SP); (d) Hausner ratio (HR); (e) Carr index (CI).
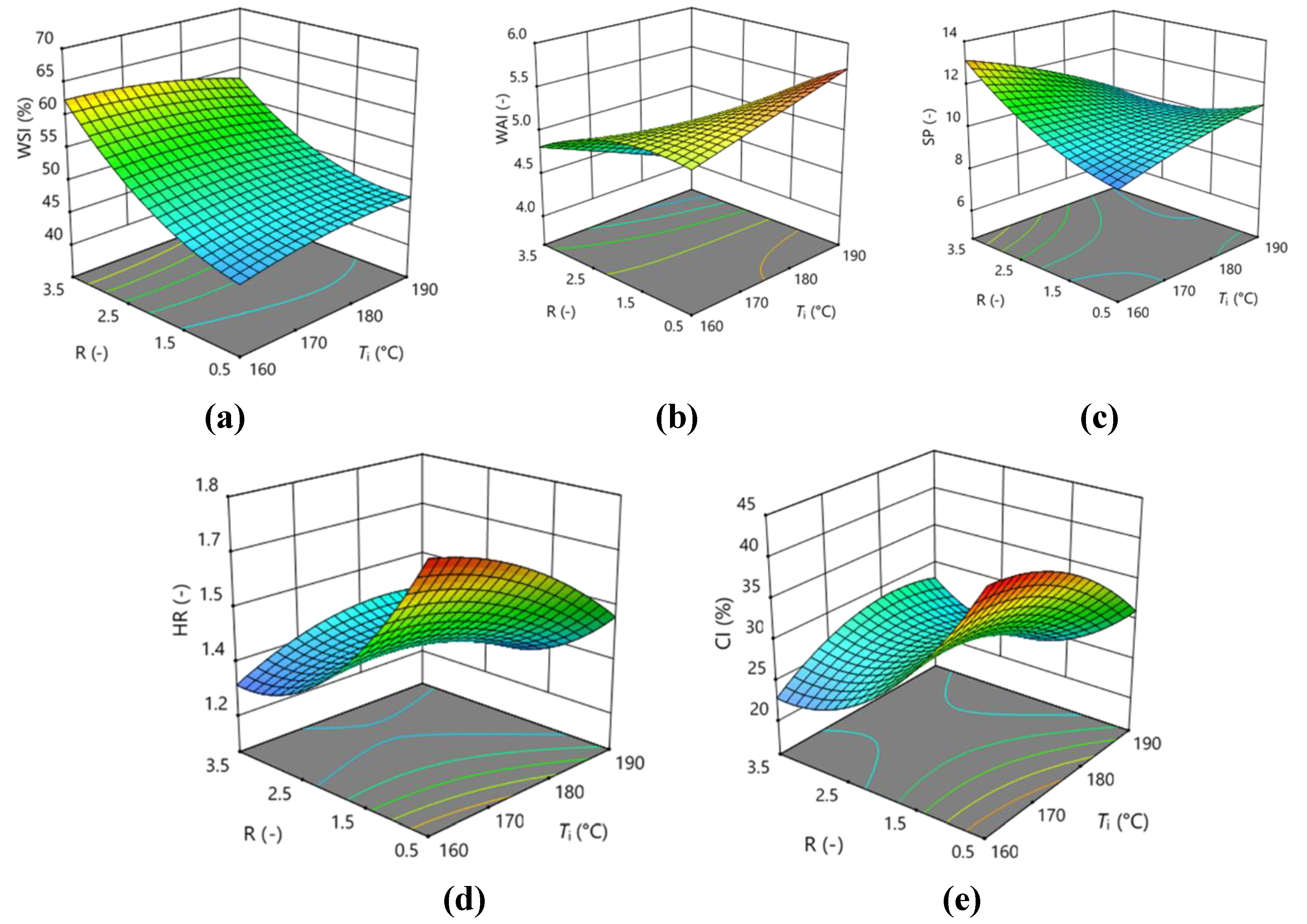
Figure 5.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) lightness (L*); (b) hue (h*); (c) chroma (C*); (d) total colour difference (ΔEab).
Figure 5.
3D response surface plot of the simultaneous interaction of spray drying parameters – inlet air temperature (Ti) and proportion of GW (R) at 8 mL/min (feed flow (Q,) on MC properties: (a) lightness (L*); (b) hue (h*); (c) chroma (C*); (d) total colour difference (ΔEab).
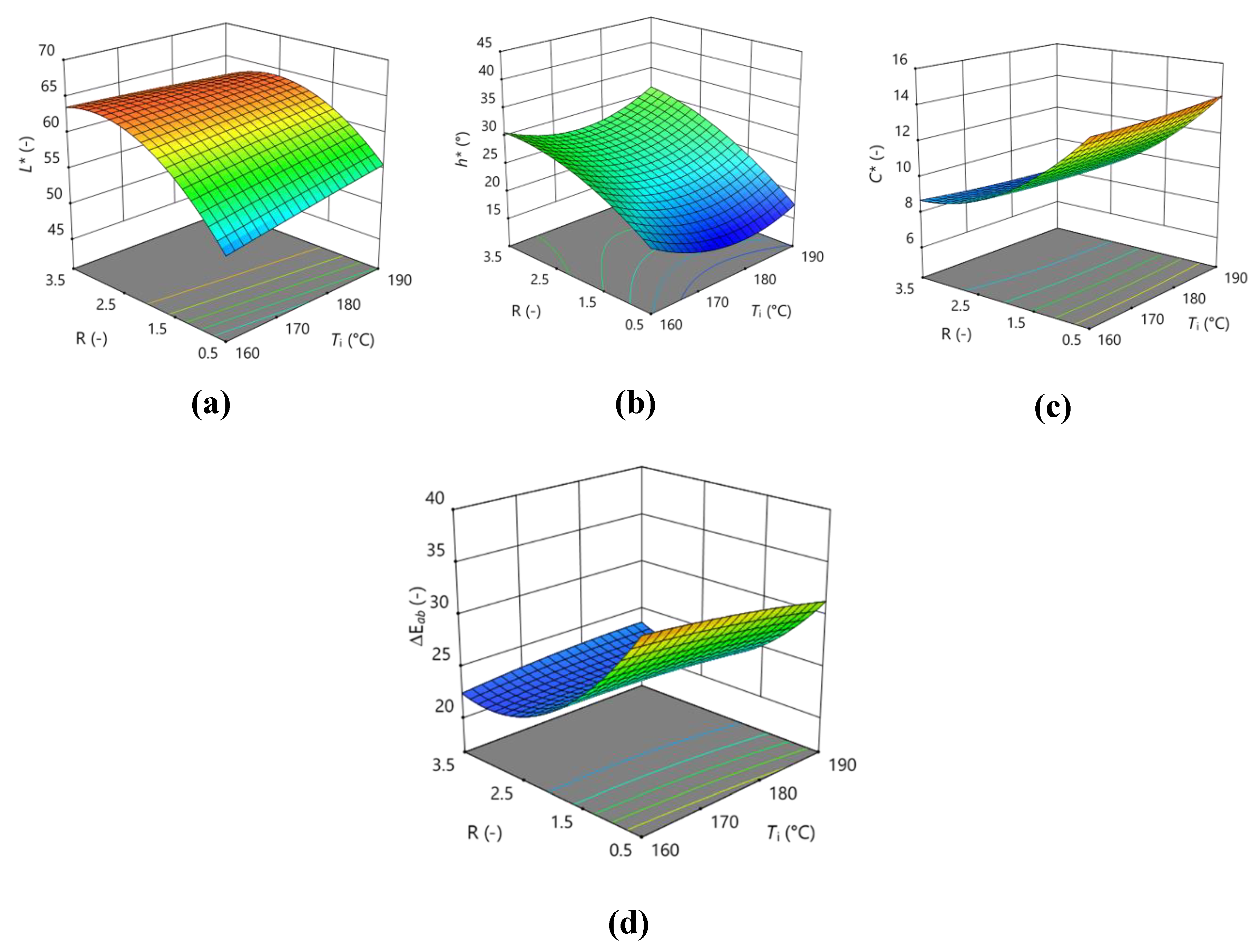

Table 1.
Uncoded and coded levels of the independent variables for UB homogenisation.
| Independent variable | Variable levels | |||
|---|---|---|---|---|
| - 1 | 0 | 1 | ||
| Homogenisation temperature (Th, °C) | X1 | 30 | 40 | 50 |
| Homogenisation time (th, min) | X2 | 5 | 17.5 | 30 |
| Stabilisation time (ts, min) | X3 | 15 | 30 | 45 |
Table 2.
Uncoded and coded levels of the independent variables for MS homogenisation.
| Independent variable | Variable levels | |||
|---|---|---|---|---|
| - 1 | 0 | 1 | ||
| Homogenisation temperature (Th, °C) | X1 | 25 | 37.5 | 50 |
| Homogenisation time (th, min) | X2 | 10 | 35 | 60 |
| Mixing speed (n, rpm) | X3 | 600 | 900 | 1200 |
Table 3.
Uncoded and coded levels of the independent variables for spray drying.
| Independent variable | Variable levels | |||
|---|---|---|---|---|
| - 1 | 0 | 1 | ||
| Inlet air temperature (Ti, °C) | X1 | 160 | 175 | 190 |
| Proportion of GW (R, -) | X2 | 0.5 | 2 | 3.5 |
| Feed flow (Q, mL/min) | X3 | 6 | 8 | 10 |
Table 4.
Independent variables of UB homogenisation (Th, th, ts) and corresponding responses: total phenolic content (TPC), surface phenolic content (SPC), bulk density (BD), tapped density and colour parameters (L* – lightness, a* – redness, b* – yellowness).
Table 4.
Independent variables of UB homogenisation (Th, th, ts) and corresponding responses: total phenolic content (TPC), surface phenolic content (SPC), bulk density (BD), tapped density and colour parameters (L* – lightness, a* – redness, b* – yellowness).
| Run |
Th (°C) |
th (min) |
ts (min) |
TPC (mgGAE/gdb) | SPC (mgGAE/gdb) |
BD (g/cm3) |
TD (g/cm3) |
L* (−) |
a* (−) |
b* (−) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 30 | 30.0 | 30 | 119.07 ± 1.95 | 13.29 ± 0.66 | 0.11 ± 0.00 | 0.16 ± 0.00 | 65.98 ± 2.05 | 8.01 ± 0.28 | 3.62 ± 0.12 |
| 2 | 50 | 17.5 | 15 | 106.49 ± 1.99 | 7.82 ± 0.66 | 0.08 ± 0.00 | 0.13 ± 0.00 | 67.33 ± 1.93 | 8.24 ± 0.20 | 3.64 ± 0.22 |
| 3 | 50 | 17.5 | 45 | 113.46 ±1.92 | 9.43 ± 0.15 | 0.08 ± 0.00 | 0.11 ± 0.00 | 67.47 ± 4.20 | 7.76 ± 0.33 | 3.57 ± 0.21 |
| 4 | 40 | 5.0 | 45 | 115.12 ± 2.55 | 11.86 ± 0.67 | 0.08 ± 0.00 | 0.11 ± 0.00 | 63.36 ± 1.28 | 7.74 ± 0.18 | 3.28 ± 0.05 |
| 5 | 30 | 5.0 | 30 | 114.47 ± 1.16 | 9.98 ± 0.35 | 0.08 ± 0.00 | 0.11 ± 0.00 | 66.59 ± 0.85 | 8.33 ± 0.08 | 3.33 ± 0.05 |
| 6 | 40 | 17.5 | 30 | 159.29 ± 2.46 | 7.86 ± 0.80 | 0.08 ± 0.00 | 0.12 ± 0.00 | 63.91 ± 3.11 | 8.50 ± 0.16 | 3.59 ± 0.09 |
| 7 | 40 | 17.5 | 30 | 155.93 ± 1.74 | 7.28 ± 0.20 | 0.07 ± 0.00 | 0.11 ± 0.00 | 64.21 ± 3.14 | 8.42 ± 0.11 | 3.41 ± 0.13 |
| 8 | 50 | 5.0 | 30 | 137.01 ± 1.63 | 8.56 ± 0.57 | 0.07 ± 0.00 | 0.11 ± 0.00 | 66.81 ± 1.31 | 7.51 ± 0.14 | 3.22 ± 0.07 |
| 9 | 40 | 5.0 | 15 | 169.21 ± 2.28 | 9.25 ± 0.72 | 0.08 ± 0.00 | 0.11 ± 0.00 | 60.66 ± 0.64 | 7.40 ± 0.05 | 2.88 ± 0.09 |
| 10 | 30 | 17.5 | 45 | 157.06 ± 1.62 | 9.25 ± 0.74 | 0.07 ± 0.00 | 0.11 ± 0.00 | 62.44 ± 4.65 | 8.61 ± 0.76 | 3.69 ± 0.34 |
| 11 | 50 | 30.0 | 30 | 115.50 ± 3.76 | 7.11 ± 0.69 | 0.08 ± 0.00 | 0.13 ± 0.00 | 66.74 ± 1.87 | 7.05 ± 0.14 | 3.68 ± 0.05 |
| 12 | 30 | 17.5 | 15 | 119.53 ± 0.90 | 8.11 ± 0.75 | 0.06 ± 0.00 | 0.10 ± 0.00 | 62.41 ± 0.71 | 7.07 ± 0.05 | 3.42 ± 0.04 |
| 13 | 40 | 17.5 | 30 | 147.63 ± 2.31 | 7.2 ± 1.29 | 0.08 ± 0.00 | 0.11 ± 0.00 | 64.80 ± 2.68 | 6.90 ± 0.25 | 3.41 ± 0.07 |
| 14 | 40 | 30.0 | 45 | 122.13 ± 1.32 | 7.34 ± 0.95 | 0.07 ± 0.00 | 0.11 ± 0.00 | 59.01 ± 2.21 | 6.73 ± 0.06 | 3.24 ± 0.04 |
| 15 | 40 | 30.0 | 15 | 115.66 ± 1.80 | 12.00 ± 0.46 | 0.07 ± 0.00 | 0.11 ± 0.00 | 62.55 ± 2.18 | 8.25 ± 0.19 | 4.31 ± 0.15 |
The response values are given as the mean ± standard deviation.
Table 5.
Coefficients in terms of coded factors (A: Th, B: th, C: ts) of the UB homogenisation for the dependent variables (EE, wm, Y, WSI, WAI, SP, HR, CI, ΔEab) of MC.
Table 5.
Coefficients in terms of coded factors (A: Th, B: th, C: ts) of the UB homogenisation for the dependent variables (EE, wm, Y, WSI, WAI, SP, HR, CI, ΔEab) of MC.
| Response | Estimated coefficients of coded factors ¥ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Intercept | A | B | C | AB | AC | BC | A2 | B2 | C2 | |
| EE | 95.173 | 0.5638 | -0.3725 | -0.0663 | 0.6300 | -0.4675 | 2.3000 ** | -1.1429 | -2.1004 | -1.1129 |
| wm | 5.970 | 0.0363 | 0.0013 | 0.0050 | -0.0175 | -0.0100 | -0.0050 | -0.0263 | -0.0013 | 0.0463 |
| Y | 93.773 | 2.7325 | -2.0263 | -0.0688 | -0.2625 | -0.8125 | -2.4400 | -3.2317 | -2.1342 | -4.6042 |
| WSI | 59.203 | -0.4488 | -0.8388 | -0.6825 | -2.3775 | 0.7050 | 2.2100 | -2.3704 | -0.8654 | -2.0879 |
| WAI | 10.167 | 0.088 | -1.9613 ** | 0.4425 | -0.3700 | -1.1125 ** | -0.3375 | -0.2408 | -0.4108 | -1.7833 ** |
| SP | 24.977 | 0.2850 | -4.9650 ** | 0.6350 | -2.1825 ** | -2.2425 ** | 0.2525 | -1.5496 | -1.3646 | -5.4996 ** |
| HR | 1.490 | -0.0175 | 0.0425 | 0.0100 | -0.0050 | -0.0550 | -0.0650 | 0.0275 | -0.0425 | 0.0125 |
| CI | 32.907 | -0.6875 | 2.0138 | 0.5638 | -0.2025 | -2.1625 | -3.1400 | 1.3192 | -1.9733 | 0.2767 |
| ΔEab | 22.813 | -1.0125** | 0.1075 | 0.1375 | -0.1325 | -0.1875 | 1.1925 ** | -1.9929 ** | 0.3621 | 1.5971 |
¥ The estimated coefficient represents the expected change in response per unit change in factor value when all other factors are held constant. The intercept in an orthogonal design is the average total response of all runs. The coefficients are adjustments around this average based on the factor settings;. ** Statistically significant coefficient for the model (p < 0.05).
Table 6.
Display of values predicted by models and experimentally obtained values for properties of MC produced with UB homogenisation of encapsulation mixture at Th = 40 °C, th = 17.5 min and ts = 30 min.
Table 6.
Display of values predicted by models and experimentally obtained values for properties of MC produced with UB homogenisation of encapsulation mixture at Th = 40 °C, th = 17.5 min and ts = 30 min.
| Dependent variable | Predicted value | Experimentally determined value |
Deviation (%) |
|---|---|---|---|
| EE (%) | 95.17 | 93.88 | 1.36 |
| wm (%db) | 5.97 | 5.88 | 1.51 |
| Y (%) | 93.77 | 91.90 | 1.99 |
| WSI (%) | 59.20 | 55.77 | 5.79 |
| WAI (-) | 10.17 | 9.32 | 8.36 |
| SP (-) | 24.98 | 21.06 | 15.69 |
| HR (-) | 1.49 | 1.48 | 0.67 |
| CI (%) | 33 | 35 | 6 |
| ΔEab (-) | 22.81 | 22.88 | 0.31 |
Table 7.
Independent variables of MS homogenisation (Th, th, n) and corresponding responses: total phenolic content (TPC), surface phenolic content (SPC), bulk density (BD), tapped density and colour parameters (L* – lightness, a* – redness, b* – yellowness).
Table 7.
Independent variables of MS homogenisation (Th, th, n) and corresponding responses: total phenolic content (TPC), surface phenolic content (SPC), bulk density (BD), tapped density and colour parameters (L* – lightness, a* – redness, b* – yellowness).
| Run |
Th (°C) |
th (min) |
n (rpm) |
TPC (mgGAE/gdb) | SPC (mgGAE/gdb) |
BD (g/cm3) |
TD (g/cm3) |
L* (−) |
a* (−) |
b* (−) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 37.5 | 10 | 1200 | 134.70 ± 4.34 | 8.86 ± 0.53 | 0.06 ± 0.00 | 0.08 ± 0.00 | 61.77 ± 0.38 | 6.95 ± 0.03 | 2.72 ± 0.04 |
| 2 | 50 | 35 | 600 | 121.54 ± 2.39 | 8.30 ± 0.92 | 0.05 ± 0.00 | 0.07 ± 0.00 | 61.66 ± 1.36 | 6.67 ± 0.13 | 2.45 ± 0.06 |
| 3 | 50 | 60 | 900 | 147.75 ± 3.39 | 8.04 ± 0.92 | 0.06 ± 0.00 | 0.08 ± 0.00 | 55.35 ± 0.08 | 6.05 ± 0.01 | 2.36 ± 0.03 |
| 4 | 50 | 10 | 900 | 123.44 ± 9.81 | 8.51 ± 0.27 | 0.05 ± 0.00 | 0.07 ± 0.00 | 63.50 ± 1.29 | 6.94 ± 0.75 | 2.78 ± 0.17 |
| 5 | 37.5 | 35 | 900 | 123.43 ± 9.75 | 7.28 ± 0.79 | 0.07 ± 0.00 | 0.11 ± 0.00 | 69.60 ± 0.46 | 8.03 ± 0.03 | 3.06 ± 0.06 |
| 6 | 37.5 | 60 | 1200 | 130.92 ± 9.92 | 10.07 ± 0.33 | 0.06 ± 0.00 | 0.08 ± 0.00 | 64.52 ± 0.41 | 7.57 ± 0.07 | 2.97 ± 0.02 |
| 7 | 50 | 35 | 1200 | 138.83 ± 4.03 | 9.60 ± 0.35 | 0.08 ± 0.00 | 0.10 ± 0.00 | 66.72 ± 0.31 | 7.53 ± 0.12 | 3.22 ± 0.06 |
| 8 | 37.5 | 35 | 900 | 124.73 ± 2.61 | 7.42 ± 0.33 | 0.07 ± 0.00 | 0.11 ± 0.00 | 69.26 ± 0.68 | 8.41 ± 0.14 | 3.36 ± 0.21 |
| 9 | 25 | 35 | 1200 | 136.52 ± 2.79 | 8.51 ± 1.11 | 0.08 ± 0.00 | 0.11 ± 0.00 | 67.10 ± 1.77 | 6.13 ± 0.04 | 4.08 ± 0.06 |
| 10 | 37.5 | 10 | 600 | 132.08 ± 3.86 | 8.42 ± 0.69 | 0.07 ± 0.00 | 0.10 ± 0.00 | 67.28 ± 1.70 | 8.18 ± 0.18 | 3.52 ± 0.06 |
| 11 | 25 | 60 | 900 | 136.44 ± 6.68 | 8.95 ± 1.64 | 0.09 ± 0.00 | 0.13 ± 0.00 | 57.95 ± 0.48 | 7.51 ± 0.04 | 2.63 ± 0.03 |
| 12 | 37.5 | 60 | 600 | 113.31 ± 1.09 | 9.78 ± 0.20 | 0.06 ± 0.00 | 0.09 ± 0.00 | 59.76 ± 1.36 | 7.04 ± 0.22 | 2.15 ± 0.06 |
| 13 | 25 | 10 | 900 | 131.26 ± 3.93 | 8.29 ± 0.78 | 0.07 ± 0.00 | 0.10 ± 0.00 | 58.90 ± 0.93 | 7.23 ± 0.09 | 2.52 ± 0.06 |
| 14 | 37.5 | 35 | 900 | 124.78 ± 3.20 | 7.38 ± 0.26 | 0.07 ± 0.00 | 0.11 ± 0.00 | 69.42 ± 0.83 | 8.19 ± 0.20 | 3.14 ± 0.06 |
| 15 | 25 | 35 | 600 | 138.07 ± 3.70 | 9.29 ± 0.77 | 0.08 ± 0.00 | 0.13 ± 0.00 | 61.72 ± 0.16 | 8.67 ± 0.07 | 3.56 ± 0.08 |
Table 8.
Coefficients in terms of coded factors (A: Th, B: th, C: ts) of the MS homogenisation for the dependent variables (EE, wm, Y, WSI, WAI, SP, HR, CI, ΔEab) of MC.
Table 8.
Coefficients in terms of coded factors (A: Th, B: th, C: ts) of the MS homogenisation for the dependent variables (EE, wm, Y, WSI, WAI, SP, HR, CI, ΔEab) of MC.
| Response | Estimated coefficients of coded factors ¥ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Intercept | A | B | C | AB | AC | BC | A2 | B2 | C2 | |
| EE | 93.2033 | 0.04375 | -0.27625 | -0.1725 | -0.3325 | -0.275 | 0.155 | -0.140417 | 0.0595833 | 0.317083 |
| wm | 6.01333 | -0.025 | -0.00375 | 0.03125 | -0.0375 | 0.0125 | -0.005 | -0.0191667 | -0.0316667 | -0.00667 |
| Y | 72.4867 | 5.1125 | -0.1575 | 0.5575 | -3.5425 | 2.3125 | 3.2625 | 4.27042 | 1.20542 | -1.00458 |
| WSI | 56.14 | 1.40875 | -0.57625 | 0.305 | -2.895 | -0.1825 | 0.4325 | -2.3425 | 2.9425 | 0.79 |
| WAI | 9.37333 | 1.3625 | 0.5375 | 1.2625 | 0.9925 | 0.9075 | -0.0775 | 1.18208 | 0.147083 | 0.732063 |
| SP | 21.91 | 3.84 | 0.81 | 2.795 | 0.6275 | 1.9225 | 0.1025 | 1.30125 | 1.74625 | 2.07625 |
| HR | 1.45 | -0.055 | -0.02125 | -0.05375 | 0.0675 | -0.0325 | -0.025 | -0.03 | 0.0575 | -0.0175 |
| CI | 30.72 | -2.53625 | -0.84375 | -2.5825 | 2.885 | -1.7175 | -1.1425 | -1.5475 | 2.6475 | -0.7 |
| ΔEab | 25.32 | -0.9675 | 0.495 | -0.5725 | 0.78 | 0.25 | 0.365 | -0.0025 | -2.3025 | -1.1225 |
¥ The estimated coefficient represents the expected change in response per unit change in factor value when all other factors are held constant. The intercept in an orthogonal design is the average total response of all runs. The coefficients are adjustments around this average based on the factor settings.
Table 9.
Display of values predicted by models and experimentally obtained values for properties of MC produced with MS homogenisation of encapsulation mixture at Th = 50 °C, th = 10 min and n = 600 rpm.
Table 9.
Display of values predicted by models and experimentally obtained values for properties of MC produced with MS homogenisation of encapsulation mixture at Th = 50 °C, th = 10 min and n = 600 rpm.
| Dependent variable | Predicted value | Experimentally determined value |
Deviation (%) |
|---|---|---|---|
| EE (%) | 94.70 | 91.45 | 3.40 |
| wm (%db) | 5.92 | 5.96 | 0.70 |
| Y (%) | 86.16 | 81.11 | 5.90 |
| WSI (%) | 62.72 | 52.46 | 16.40 |
| WAI (-) | 9.02 | 9.76 | 8.20 |
| SP (-) | 24.82 | 20.54 | 17.20 |
| HR (-) | 1.42 | 1.42 | 0.00 |
| CI (%) | 32 | 30 | 6 |
| ΔEab (-) | 20.34 | 22.79 | 12.00 |
Table 10.
Independent variables of spray drying (Ti, R, Q) and corresponding responses: bulk density (BD), tapped density (TD) and colour parameters (L* – lightness, a* – redness, b* – yellowness).
Table 10.
Independent variables of spray drying (Ti, R, Q) and corresponding responses: bulk density (BD), tapped density (TD) and colour parameters (L* – lightness, a* – redness, b* – yellowness).
| Run |
Ti (°C) |
R (–) |
Q (mL/min) |
BD (g/cm3) |
TD (g/cm3) |
L* (−) |
a* (−) |
b* (−) |
|---|---|---|---|---|---|---|---|---|
| 1 | 170 | 20 | 2.0 | 0.06 ± 0.00 | 0.08 ± 0.00 | 62.75 ± 1.06 | 6.12 ± 0.05 | 4.49 ± 0.09 |
| 2 | 180 | 20 | 3.5 | 0.07 ± 0.00 | 0.08 ± 0.00 | 61.56 ± 2.16 | 8.62 ± 0.15 | 4.84 ± 0.08 |
| 3 | 170 | 25 | 0.5 | 0.07 ± 0.00 | 0.10 ± 0.00 | 63.63 ± 1.19 | 8.92 ± 0.13 | 3.61 ± 1.08 |
| 4 | 180 | 15 | 2.0 | 0.08 ± 0.00 | 0.10 ± 0.00 | 65.28 ± 0.97 | 7.73 ± 0.17 | 4.34 ± 0.03 |
| 5 | 170 | 20 | 2.0 | 0.13 ± 0.00 | 0.20 ± 0.00 | 58.04 ± 2.21 | 13.54 ± 0.48 | 4.95 ± 0.11 |
| 6 | 160 | 15 | 2.0 | 0.06 ± 0.00 | 0.09 ± 0.00 | 59.30 ± 1.49 | 8.16 ± 0.17 | 7.44 ± 0.26 |
| 7 | 180 | 20 | 0.5 | 0.15 ± 0.00 | 0.25 ± 0.00 | 53.61 ± 2.03 | 11.28 ± 0.27 | 4.69 ± 0.09 |
| 8 | 170 | 20 | 2.0 | 0.13 ± 0.00 | 0.22 ± 0.00 | 49.36 ± 0.92 | 14.32 ± 0.62 | 4.73 ± 0.06 |
| 9 | 180 | 25 | 2.0 | 0.08 ± 0.00 | 0.11 ± 0.00 | 62.35 ± 2.07 | 8.08 ± 0.09 | 4.59 ± 0.16 |
| 10 | 170 | 15 | 3.5 | 0.08 ± 0.00 | 0.11 ± 0.00 | 62.60 ± 1.65 | 7.11 ± 0.21 | 4.19 ± 0.11 |
| 11 | 160 | 20 | 0.5 | 0.08 ± 0.00 | 0.10 ± 0.00 | 61.31 ± 2.51 | 7.48 ± 0.08 | 4.04 ± 0.16 |
| 12 | 170 | 25 | 3.5 | 0.07 ± 0.00 | 0.10 ± 0.00 | 62.72 ± 1.15 | 9.19 ± 0.55 | 4.14 ± 0.10 |
| 13 | 170 | 15 | 0.5 | 0.08 ± 0.00 | 0.11 ± 0.00 | 59.74 ± 3.18 | 9.39 ± 0.54 | 4.38 ± 0.22 |
| 14 | 160 | 25 | 2.0 | 0.07 ± 0.00 | 0.10 ± 0.00 | 62.79 ± 1.64 | 8.96 ± 0.20 | 4.29 ± 0.10 |
| 15 | 160 | 20 | 3.5 | 0.11 ± 0.00 | 0.20 ± 0.00 | 51.35 ± 0.70 | 13.96 ± 0.11 | 4.03 ± 0.08 |
The response values are given as the mean ± standard deviation.
Table 11.
Coefficients in terms of coded factors (A: Ti, B: R, C: Q) of the spray drying for the dependent variables.
Table 11.
Coefficients in terms of coded factors (A: Ti, B: R, C: Q) of the spray drying for the dependent variables.
| Response | Estimated coefficients of coded factors ¥ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Intercept | A | B | C | AB | AC | BC | A2 | B2 | C2 | |
| TPC | 120.37 | 8.1025 | -38.7138** | -13.2038 | 1.9525 | 12.3775 | 8.99 | -1.68 | 21.3375 | -5.4325 |
| SPC | 6.49 | 1.87 | -17.5113** | -2.59125** | -2.265 | 0.33 | 3.3425** | 0.83125 | 14.2738** | -0.13625 |
| EE | 94.61 | -0.7538 | 9.075** | 0.62125 | 1.3475 | 0.625 | -0.8125 | -0.52 | -6.7125** | -0.695 |
| wm | 4.9267 | 0.5588** | 0.0575 | 0.40625** | -0.4925 | -2.49·10-17 | -0.1925 | 0.8442** | 0.5367 | 0.17917 |
| Y | 97.137 | 3.8075 | -2.5988 | -2.47125 | -0.4975 | 7.3075 | 0.16 | -5.69083 | 2.97667 | -4.0533 |
| WSI | 51.23 | -0.41375 | 7.01** | -0.35625 | -1.5925 | -2.32 | -2.2825 | -0.93 | 3.1225 | 4.71 |
| WAI | 5.1333 | -0.0575 | -0.5025** | -0.07 | -0.315** | 0.42** | -0.045 | -0.00167 | -0.1767** | -0.10167 |
| SP | 10.537 | -0.3825 | 0.66875 | -0.33875 | -1.1425 | 0.3425 | -0.87 | -0.19083 | 0.601667 | 0.831667 |
| HR | 1.4 | -0.0488** | -0.1413** | 0.0175 | 0.105** | 0.0075 | 0.0225 | -0.0525** | 0.1375** | -0.005 |
| CI | 28.57 | -1.9363** | -6.1063** | 1.09 | 4.515** | 0.6275 | 1.0775 | -2.975** | 6** | -0.2625 |
| L* | 63.0467 | 0.60625 | 4.58125** | -0.4125 | -1.3125 | 1.04 | -1 | -0.09708 | -4.58708** | -1.47958 |
| h* | 23.91 | -0.675 | 5.95875** | 1.74875 | 0.99 | -4.33 | -0.8425 | 3.78625 | -2.48125 | 3.81875 |
| C* | 9.89 | -0.0875 | -2.825** | -0.155 | -0.2 | -0.425 | 0.455 | 0.1025 | 1.2675 | 0.0525 |
| ΔEab | 23.847 | -0.4175 | -4.91** | 0.0175 | 0.975 | -0.36 | 1.115 | -0.2833 | 4.35167** | 0.70167 |
¥ The estimated coefficient represents the expected change in response per unit change in factor value when all other factors are held constant. The intercept in an orthogonal design is the average total response of all runs. The coefficients are adjustments around this average based on the factor settings;. ** Statistically significant coefficient for the model (p < 0.05).
Table 12.
Display of values predicted by models and experimentally obtained values for properties of MC produced by spray drying at optimal conditions (Ti = 173.5 °C, R = 2.5 and Q = 7 mL/min).
Table 12.
Display of values predicted by models and experimentally obtained values for properties of MC produced by spray drying at optimal conditions (Ti = 173.5 °C, R = 2.5 and Q = 7 mL/min).
| Dependent variable | Predicted value | Experimentally determinate value |
Deviation (%) |
|---|---|---|---|
| EE (%) | 96.95 | 95.47 | 1.53 |
| wm (%db) | 4.89 | 4.98 | 1.81 |
| Y (%) | 96.67 | 96.10 | 0.59 |
| WSI (%) | 57.94 | 57.47 | 0.81 |
| WAI (-) | 4.98 | 4.37 | 12.25 |
| SP (-) | 11.93 | 10.28 | 13.83 |
| HR (-) | 1.35 | 1.36 | 0.74 |
| CI (%) | 26 | 26 | 0 |
| ΔEab (-) | 24.48 | 23.73 | 3.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



