
Submitted:
05 July 2024
Posted:
08 July 2024
You are already at the latest version
Abstract
In the field of quality control, the critical challenge of analyzing microdefects in steel filament holds significant importance. This is particularly vital as steel filaments serve as reinforced fibers in the use and applications within various component manufacturing industries. This paper addresses the crucial requirement of identifying and investigating microdefects on steel filaments. Eddy current signals are used for the identification of microdefects, and an in-depth investigation is conducted. The core objective is to establish the relationship between the depth of defects and the signals detected through the eddy current sensing principle. The threshold of eddy current instrument was set at 10%, corresponding to a created depth of 20 µm, to identify defective specimens. A total of 30 defective samples were analyzed, and the phase angles between the experimental and theoretical results were compared. The depths of defects ranged from 20 to 60 µm, with one sample having a depth exceeding 75 µm. The calculated threshold of 10.18% closely aligns with the set threshold of 10%, with a difference of only 1.77%. The resulting root mean square error (RMSE) was found to be 10.53 degrees, equivalent to 3.49 µm for the difference in depth and phase between measured results and estimated results. This underscores the methodology's accuracy and its applicability across diverse manufacturing industries.
Keywords:
microdefects
; eddy current signal
; reinforced fibers
; depths of defects
1. Introduction
Steel-wire manufacturers are encountering challenges when attempting to implement continuous improvement and operational excellence, particularly in terms of cost savings and increased efficiency. These challenges are compounded by the need to enhance product quality to meet the increasingly stringent demands of end-users [1]. Steel filaments are used as reinforced fibers in the aerospace and automotive industries, and many other sectors including for medical equipment and instruments [2]. Due to their function as reinforcement, the quality of these steel fibers has been improved over time [3]. Consequently, steel-cord manufacturers have to continually focus on enhancing process capability and productivity throughout the production process. A typical production system follows a sequence starting with initial design requirements, followed by design review and failure mode and effects analysis (FMEA), which plays a critical role in ensuring manufacturing success [4]. The application of FMEA in the field of non-destructive testing (NDT) is of great importance.
Basically, it is necessary to set the initial condition or setting condition for the methodology and technical perspective. In order to achieve this, failure mode and effect analysis is considered as a critical factor in the very first stage of NDT [5,6,7]. Microdefects Failure analysis contributes not only to non-destructive testing but also to quality control. Based on the target specifications, special characteristics of manufacturing process are identified, and failure mode will be analyzed when a process is not functioning correctly. Upon studying such failures, generally defined as defects, and reaction plans are devised to minimize costs and mitigate faults in the manufacturing procedure [8,9].
In the forefront of advanced manufacturing, quality control assumes paramount importance in enhancing manufacturing processes and uncovering the root causes of failures during production or research and development activities. Addressing the industry’s needs for cost savings, quality enhancement, and problem-solving, numerous research projects have focused on investigating the effects of failure analysis [10,11]. Consequently, various failure detection methodologies have been developed to meet these objectives.
The significance of failure analysis cannot be overstated as industries strive for operational excellence. Understanding microdefects in steel filaments is paramount, requiring thorough examination due to the complex interplay between monitored signals and defect depth. This approach is essential for ensuring product quality and reliability, particularly in critical sectors such as aerospace and automotive [12,13,14]. By comprehensively addressing these defects, appropriate measures can be taken to prevent potential failures and maintain high standards in manufacturing. Failure analysis is crucial as industries aim for operational excellence, necessitating a deep understanding of micro surface defects in steel filaments. This endeavor requires precise attention to the connection between monitored signals and defect depth, vital for ensuring product quality and reliability [15,16]. A comprehensive grasp of these defects is essential for effective quality control and preventing potential failures, particularly in critical industries like aerospace and automotive.
Due to the application of metal products, the importance of failure analysis is significant, particularly in the application of steel filament within the manufacturing industry. Failures occurring at the final stages of a product’s shelf-life can have severe consequences [17,18]. This is especially true for failures at the micro level, which may not be easily detected during the initial stages, or in the manipulation of microdefects, such as those examined through scanning electron microscopy and atomic force microscope applications. Therefore, the role of early detection and a comprehensive understanding of microdefects adds significant value to quality control practices and micro/nano manipulation [19,20,21,22,23]
As another type of steel filament, stainless steel wire plays a crucial role in the manufacture of surgical/medical instruments for minimally invasive surgery (MIS) and robotic surgery procedures. High-tensile strength steel wires are embedded in the jaws of graspers to provide a strong grip and precise control over tissues. This enhanced precision is essential for grasping and manipulating tissues with minimal trauma. Additionally, steel wire can be utilized in cutters to ensure clean and precise incisions, minimizing damage to surrounding tissues. Furthermore, steel wire is integral in suturing devices, allowing for secure and efficient suturing during surgical procedures [24,25].
Although steel products play a central role in manufacturing, the investigation of micro surface defects in steel wire remains largely unexplored. While methods such as vision inspection [26], theoretical analysis like finite element analysis, and software applications have been utilized, their practical effectiveness in detecting subtle defects has been constrained [27,28,29]. Existing studies frequently overlook comprehensive examination of micro-level defects, resulting in a notable gap in understanding the root causes of unexpected product issues.
Micro surface defects have been researched by various approaches: for example, vision inspection, theory analysis on surface defect or even used software such as finite element analysis to understand the deformation of surface defects and their influence. A piezo was utilized in a transducer to detect surface porosity in metal, which was very complicated procedure to be applied in the real application [30,31]. A vision-based methodology was developed to classify defect on workpieces which were stopped at classification step and there was no deep understanding about the defect [32]. Moreover, surface defects were studied and researchers only showed some of defects under very low speed, and there was no detailed analysis about the accuracy of the detection [33].
An eddy-current-based system was established to detect surface defects on wire rod, however, the diameter of target specimen is too big and the experiment was carried out with very low speed [34]. In another research, a crack detection system was studied and monitored by eddy current sensor, but the system required many sensing devices and various system arrangements to identify unacceptable specimens [35].
Another study focused on steel cord, where the filaments were stranded together, and inspection was conducted under a bundle of filaments. However, this study merely captured visual inspection of broken wire [36]. Similarly, in another research, surface defects were identified, but the investigation stopped there without any exploration or understanding of the depth or nature of signal detection [37]. Numerous researchers have developed methodologies to predict failures, such as microdefects. They have utilized various tools including software, imaging techniques, and sensor systems [38].
However, these studies have been limited by the speed of manufacturing and the size of defects, lacking in-depth analysis regarding the origin of unexpected defects. It is essential to prepare samples meticulously and understand failure behaviors thoroughly before conducting image analysis using state-of-the-art technologies. In particular, the relationship between eddy current sensing signals and the shape of microdefects requires further investigation by researchers.
This paper investigates the complex domain of failure analysis, which serves as a cornerstone for industries aiming to reduce costs, enhance quality, and probe into the root causes of issues in both production and research and development activities. With a specific emphasis on the identification and examination of micro surface defects on steel filaments, this paper addresses a critical concern within the manufacturing realm. The paper describes an in-depth investigation of microdefects found on steel filaments and establishes the relationship between the phase angle signal, used to define the depth of monitored signals, and the actual depth of microdefects.
2. Methodology
2.1. Working Principle
The principle of electromagnetism underpins experiments involving eddy currents [39]. In the filament manufacturing process, a surrounding sensor is employed to detect surface imperfections in the steel filament. The sensor analyzes the eddy-current signal upon detecting imperfections in the wire, based on preset conditions. Activation of an input current induces an alternating magnetic field, generating eddy currents within the target object [40], as shown in Figure 1. Utilizing this principle, a sensor coil identifies abnormal signals induced by micro surface defects in the steel wire. Signal amplitude response is then utilized to establish thresholds for detecting desired micro surface defects.
As outlined in [28], the standard penetration depth (δ) refers to the point at which the density of eddy currents decreases from 100% at the surface to 37%, where the parameters are shown in the Table 1 below:
To determine the defect’s depth relative to the surface, the ratio between the defect’s depth and the standard penetration depth is established. This ratio is defined as the phase angle in the real part of the current density , as described in the formula below [40]:
where, the depth of the defect and time are denoted by z and t, respectively. represents the maximum density at the surface of the target wire, and is the phase at and . Utilizing this principle, the system can detect the desired depth, enabling the establishment of a threshold to identify the depth of the defect.
2.2. Experimental Procedure
The experiments commenced by establishing the threshold condition, which served to identify the microdefects in the filament. Subsequently, the defective specimens were verified under a scanning electron microscope. In the next step, these unacceptable samples were placed into a mold to secure them before depth measurement. Finally, the measured depth and threshold values were compared with those obtained from estimation, as outlined in Figure 2.
2.2.1. Establishing Identification Methods and Defects Analysis
In previous research, a crack with a depth of 20 µm was intentionally created on the surface of a sample, as illustrated in Figure 3, and the threshold was set at 10%, corresponding to a depth of 20 µm [28]. The experiment was conducted in two batches, with 15 defects selected per batch. Any specimens with imperfections having a depth exceeding 20 µm were removed from the production batch, and these specimens containing these defects were analyzed to validate the set parameters. Additionally, the relationship between the defect depth and the monitored phase angle will be further validated against estimated values.
The wire with surface defects was passed through the encircling sensor, allowing the monitor to detect the defect’s position as it passed through the sensor coil, as depicted in Figure 4.
After identification, the defective specimens were localized, and their surface defect locations were marked and confirmed using scanning electron microscopy, as depicted in Figure 5. Subsequently, these specimens were cut into small pieces, attached to a fixture frame, and placed into a mold to stabilize their position and orientation prior to grinding, as illustrated in Figure 6. The length and width of these defects were then measured using scanning electron microscopy and energy dispersive spectroscopy.
3. Experimental Results
3.1. Verification of the Composition Inside and Outside of Microdefects
The scratching process performed during the drawing process, as confirmed by energy dispersive spectroscopy analysis conducted both inside and outside of the defect location, as detailed in previous research [28]. This result was further validated through mapping analysis at the head of the defect (rectangle 1) and the surrounding area (rectangle 2), as shown in Figure 7. Figure 8 illustrates the absence of copper (Cu) and zinc (Zn) in the vicinity of surface defects, consistent with the findings reported in [28]. This suggests that such failures occurred during the drawing process, as copper and zinc were coated on the steel wire surface prior to drawing.
3.2. Measurement of Defect’s Depth
The defective samples were collected, and their cross-sections were captured using a scanning electron microscope. The depths of the cracks were measured as presented in Table 2 and the cross-sections of the defective positions are shown in Figure 9 and Figure 10 corresponding to Batch 1 and Batch 2, respectively. The minimum and maximum measured depths are 20.38 µm and 77.11 µm, respectively, with an average defect depth of 35.07 µm.
3.3. Signal Amplitude and Defective Depth
The threshold of eddy current sensing was set at 10%, corresponding to an expected depth of 20 µm, to identify defective specimens. Experimental depths were fitted with a linear function to calculate the threshold at 20 µm of measured depth. The relationship between the threshold and measured depth for the first and second batches of samples is depicted in Figure 11a and 11b, respectively. The red line represents the linear fit between the monitored threshold and measured depth.
When the data was combined, a linear function was fitted to calculate the threshold. As depicted in Figure 12, the depths of defects ranged from over 20 to 60 µm, with one sample having a depth exceeding 75 µm. The black square in Figure 12 represents the calculated threshold corresponding to 20 µm. The calculated threshold of 10.18% closely aligns with the set threshold of 10%, with a difference of only 1.77%.
3.4. Comparison Phase Angle Signal
The relationship between the depth of the defect and the standard penetration depth was illustrated through Equations 1 and 2. This ratio establishes the defect’s position relative to the phase angle. The monitored phase angle is then compared to the reference phase angle, calculated from the ratio between the measured depth of defects and the standard penetration depth. This comparison is illustrated in Figure 13a,b, corresponding to samples in Batch 1 and Batch 2, respectively.
The depth of microdefects and the detected phase angles underwent comparison through estimation, as illustrated in Figure 14. These results, amalgamated from two batches of analysis, formed the basis of comparison. However, for a comprehensive evaluation of the measured data versus the estimated results, a precise rearrangement of the dataset was required. Thus, the data was carefully reorganized to align with the sequence depicted in Figure 15, ensuring a coherent comparison between measurement and estimation outcomes. This process aimed to enhance the accuracy and reliability of the findings, then facilitating a deeper understanding of the studied phenomena.
A total of 30 defective samples were analyzed, and the phase angles between the experimental and theoretical results were compared. The red line represents the linear fit of the theoretical data, while the black line depicts the linear fit of the measured phase angles based on defective depth. The accuracy of this comparison was evaluated using the root mean square error (RMSE), which quantifies the difference between the measured phase angle and the reference angle. Figure 15 illustrates the comparison between the measured and reference phase angles for all samples. The resulting RMSE was found to be 10.53 degrees, equivalent to 3.49 µm. This discrepancy can be attributed mainly to the manual handling of depth measurement.
4. Conclusions
This paper presented several contributions that advance the understanding and detection of microdefects in steel filament manufacturing. Firstly, the method demonstrated high accuracy in identifying micro surface defects using eddy current sensing principles. By utilizing this technique, defects can be precisely located and analyzed, leading to improved quality control and product integrity.
Secondly, the paper introduced a novel approach to verifying the setting conditions for defect detection by measuring defective depth relative to the standard penetration depth. This methodology provides a robust case study for non-destructive testing methods, offering insights into optimizing detection parameters for enhanced performance and reliability.
Furthermore, the paper described the innovative use of phase angle analysis of eddy current signals. By indicating the ratio between defective depth and standard penetration depth, the method achieves high accuracy in estimating phase angles. This application is particularly valuable in industries where precise estimation based on real parameters of micro surface defects is crucial, such as in high-speed manufacturing environments. Moreover, the detailed image analysis of micro surface defects on steel filament contributed to the field of Failure Mode and Effect Analysis (FMEA). Understanding surface failures at the micro-level is essential in cutting-edge manufacturing technologies, where even minor defects can have significant implications for product quality and performance.
However, the paper also highlighted challenges associated with manual handling activities, which can introduce discrepancies between theoretical and calculated phase angles. This underscores the need for advanced mechanisms that combine long-range movement and precision measurement capabilities to overcome such limitations and further enhance the accuracy and reliability of defect detection processes.
In summary, this paper not only presented innovative methodologies for defect detection and verification, but also establishing the critical role of micro surface defect analysis in advancing manufacturing quality and reliability. By addressing challenges and proposing novel solutions, the study contributed significantly to the ongoing evolution of manufacturing technologies and quality assurance practices.
Author Contributions
Conceptualization, K.S.T. and B.S.; methodology, K.S.T. and B.S.; software, K.S.T.; validation, K.S.T., and B.S.; formal analysis, K.S.T.; investigation, K.S.T.; resources, J.S.; data curation, K.S.T.; writing—original draft preparation, K.S.T.; writing—review and editing, B.S.; visualization, K.S.T.; supervision, B.S.; project administration, K.S.T.; funding acquisition, B.S. and J.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Monash Graduate Scholarship (MGS) and Monash International Tuition Scholarships (MITS).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors acknowledge the support from Hyosung research and development center with particular expertise in drawing process.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Antony, J.; Swarnakar, V.; Gupta, N.; Kaur, J.; Jayaraman, R.; Tortorella, G.L.; Cudney, E. Critical success factors for operational excellence initiatives in manufacturing: a meta-analysis. Total Quality Management & Business Excellence 2023, 34, 1152–1172. [Google Scholar]
- Ehrampoosh, A.; Shirinzadeh, B.; Pinskier, J.; Smith, J.; Moshinsky, R.; Zhong, Y. A force-feedback methodology for teleoperated suturing task in robotic-assisted minimally invasive surgery. Sensors 2022, 22, 7829. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Zhang, Q.; Tan, Z.; Wang, L.; Li, Z.; Ma, G. Investigation of steel wire mesh reinforcement method for 3D concrete printing. Archives of Civil and Mechanical Engineering 2021, 21, 1–18. [Google Scholar] [CrossRef]
- Hamta, N.; Ehsanifar, M.; Babai, A.; Biglar, A. Improving the Identification and prioritization of the most important risks of safety equipment in FMEA with a hybrid multiple criteria decision-making technique. Journal of applied research on industrial engineering 2021, 8, 1–16. [Google Scholar]
- Lampman, S.; Mulherin, M.; Shipley, R. Nondestructive testing in failure analysis. Journal of Failure Analysis and Prevention 2022, 22, 66–97. [Google Scholar] [CrossRef]
- Rudenko, S.; Berladir, K.V.; Trojanowska, J.; Varenyk, S.; Shvetsov, D.; Kravets, V. Application of FMEA for assessment of the polymer composite materials quality. 2021, 8, 12–18.
- Kumpati, R.; Skarka, W.; Ontipuli, S.K. Current trends in integration of nondestructive testing methods for engineered materials testing. Sensors 2021, 21, 6175. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Guo, F.; Gao, H.; Li, M.; Zhang, Y.; Zhou, H. Defect detection of injection molding products on small datasets using transfer learning. Journal of manufacturing processes 2021, 70, 400–413. [Google Scholar] [CrossRef]
- Supapan, J.; Chutima, P. Defect reduction in the manufacturing process of in-mould decoration of injection moulded components. In Proceedings of the Materials Science Forum; 2019; pp. 181–188. [Google Scholar]
- Chuenyindee, T.; Prasetyo, Y.T. Roller chains quality enhancement using Six Sigma and failure mode and effects analysis (FMEA). In Proceedings of the Proceedings of the 2020 2nd International Conference on Management Science and Industrial Engineering, 2020; pp. 219–224.
- Baynal, K.; Sarı, T.; Akpınar, B. Risk management in automotive manufacturing process based on FMEA and grey relational analysis: A case study. Advances in Production Engineering & Management 2018, 13, 69–80. [Google Scholar]
- Du, Z.; Tang, K.; Ferro, P. Quantitative analyses on geometric shape effect of microdefect on fatigue accumulation in 316L stainless steel. Engineering Fracture Mechanics 2022, 269, 108517. [Google Scholar] [CrossRef]
- Xiao, Z.; Xu, C.; Xiao, D.; Peng, G.; Li, X. Ultrasonic Adaptive Detection for Aerospace Components with Varying Thickness. Mathematical Problems in Engineering 2017, 2017. [Google Scholar] [CrossRef]
- Tran, K.; Phan, H.; Lee, H.; Kim, Y.; Park, H. Blocking force of a piezoelectric stack actuator made of single crystal layers (PMN-29PT). Smart Materials and Structures 2016, 25, 095038. [Google Scholar] [CrossRef]
- Cao, H.; Jiang, M.; Jia, L.; Ma, M.; Sun, L.; Zhang, L.; Tian, A.; Liang, J. An ultrasonic signal processing method to improve defect depth estimation in composites based on empirical mode decomposition. Measurement Science and Technology 2021, 32, 115112. [Google Scholar] [CrossRef]
- Moskovchenko, A.; Švantner, M.; Vavilov, V.; Chulkov, A. Analyzing probability of detection as a function of defect size and depth in pulsed IR thermography. NDT & E International 2022, 130, 102673. [Google Scholar]
- Cheshideh, H.; Nasirpouri, F.; Mardangahi, B.; Jabbarpour, A. Failure analysis and preventive recommendations against corrosion of steel tubes of gas risers in natural gas urban distribution lines. Engineering Failure Analysis 2021, 122, 105240. [Google Scholar] [CrossRef]
- Ammar, M.M.A.; Shirinzadeh, B.; Zhao, P.; Shi, Y. An approach for damage initiation and propagation in metal and carbon fiber hybrid composites manufactured by robotic fiber placement. Composite Structures 2021, 268. [Google Scholar] [CrossRef]
- Ito, K.; Kusano, M.; Demura, M.; Watanabe, M. Detection and location of microdefects during selective laser melting by wireless acoustic emission measurement. Additive Manufacturing 2021, 40, 101915. [Google Scholar] [CrossRef]
- Amado, J.Q. Manufacture and testing of lightweight tubes for rocketry and centrifuges. In Lightweight composite structures in transport; Elsevier: 2016; pp. 421–437.
- Xu, R.; Xu, Q. A Survey of Recent Developments in Magnetic Microrobots for Micro-/Nano-Manipulation. Micromachines 2024, 15, 468. [Google Scholar] [CrossRef] [PubMed]
- Safri, S.N.A.B.; Sultan, M.; Jawaid, M. Damage analysis of glass fiber reinforced composites. In Durability and life prediction in biocomposites, fibre-reinforced composites and hybrid composites; Elsevier: 2019; pp. 133–147.
- Armendáriz, I.; Millán, J.S.; Encinas, J.M.; Olarrea, J. Strategies for dynamic failure analysis on aerospace structures. In Handbook of Materials Failure Analysis with Case Studies from the Aerospace and Automotive Industries; Elsevier: 2016; pp. 29–55.
- Schwalb, W.; Shirinzadeh, B.; Smith, J. A force-sensing surgical tool with a proximally located force/torque sensor. The International Journal of Medical Robotics and Computer Assisted Surgery 2017, 13, e1737. [Google Scholar] [CrossRef]
- Batty, T.; Ehrampoosh, A.; Shirinzadeh, B.; Zhong, Y.; Smith, J. A transparent teleoperated robotic surgical system with predictive haptic feedback and force modelling. Sensors 2022, 22, 9770. [Google Scholar] [CrossRef]
- Park, C.; Choi, S.; Won, S. Vision-based inspection for periodic defects in steel wire rod production. Optical Engineering 2010, 49, 017202–017202. [Google Scholar]
- Chen, Z.; Deng, J.; Zhu, Q.; Wang, H.; Chen, Y. A systematic review of machine-vision-based leather surface defect inspection. Electronics 2022, 11, 2383. [Google Scholar] [CrossRef]
- Tran, K.S.; Shirinzadeh, B.; Ehrampoosh, A.; Zhao, P.; Shi, Y. Detection, Verification and Analysis of Micro Surface Defects in Steel Filament Using Eddy Current Principles, Scanning Electron Microscopy and Energy-Dispersive Spectroscopy. Sensors 2023, 23, 8873. [Google Scholar] [CrossRef] [PubMed]
- Echeta, I.; Dutton, B.; Leach, R.K.; Piano, S. Finite element modelling of defects in additively manufactured strut-based lattice structures. Additive Manufacturing 2021, 47, 102301. [Google Scholar] [CrossRef]
- Menzies, I.; Koshy, P. In-process detection of surface porosity in machined castings. International Journal of Machine Tools and Manufacture 2009, 49, 530–535. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process porosity and mechanical performance of fused filament fabricated 316L stainless steel. Rapid Prototyping Journal 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Zhang, X.; Krewet, C.; Kuhlenkötter, B. Automatic classification of defects on the product surface in grinding and polishing. International Journal of Machine Tools and Manufacture 2006, 46, 59–69. [Google Scholar] [CrossRef]
- Simoneau, A.; Ng, E.; Elbestawi, M. Surface defects during microcutting. International Journal of Machine Tools and Manufacture 2006, 46, 1378–1387. [Google Scholar] [CrossRef]
- Wu, B.; Wang, Y.J.; Liu, X.C.; He, C.F. A novel TMR-based MFL sensor for steel wire rope inspection using the orthogonal test method. Smart Materials and Structures 2015, 24. [Google Scholar] [CrossRef]
- Gao, Y.; Tian, G.Y.; Wang, P.; Wang, H.; Gao, B.; Woo, W.L.; Li, K. Electromagnetic pulsed thermography for natural cracks inspection. Scientific reports 2017, 7, 42073. [Google Scholar] [CrossRef]
- Zhou, P.; Zhou, G.; Wang, S.; Wang, H.; He, Z.; Yan, X. Visual Sensing Inspection for the Surface Damage of Steel Wire Ropes With Object Detection Method. IEEE Sensors Journal 2022, 22, 22985–22993. [Google Scholar] [CrossRef]
- Saludes-Rodil, S.; Baeyens, E.; Rodriguez-Juan, C.P. Unsupervised classification of surface defects in wire rod production obtained by eddy current sensors. Sensors (Basel) 2015, 15, 10100–10117. [Google Scholar] [CrossRef] [PubMed]
- Clark, L.; Shirinzadeh, B.; Tian, Y.; Oetomo, D. Laser-based sensing, measurement, and misalignment control of coupled linear and angular motion for ultrahigh precision movement. IEEE/ASME Transactions on Mechatronics 2014, 20, 84–92. [Google Scholar] [CrossRef]
- Zhang, W.; Bu, J.; Li, D.; Zhang, K.; Zhou, M. Coupling Interference between Eddy Current Sensors for the Radial Displacement Measurement of a Cylindrical Target. Sensors 2022, 22, 4375. [Google Scholar] [CrossRef] [PubMed]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef]
Figure 1.
Eddy currents induced around steel filament.
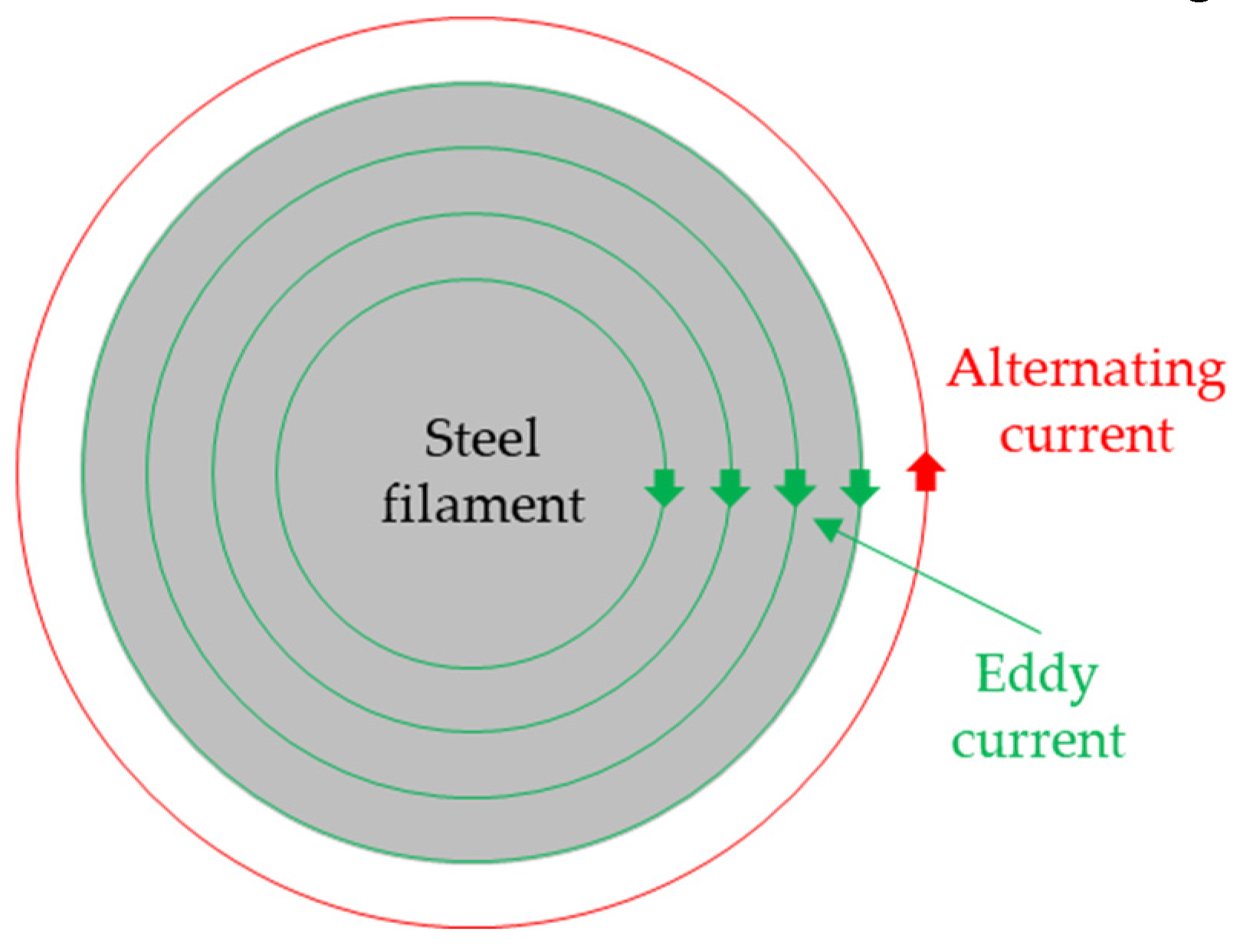
Figure 2.
Experimental procedure.
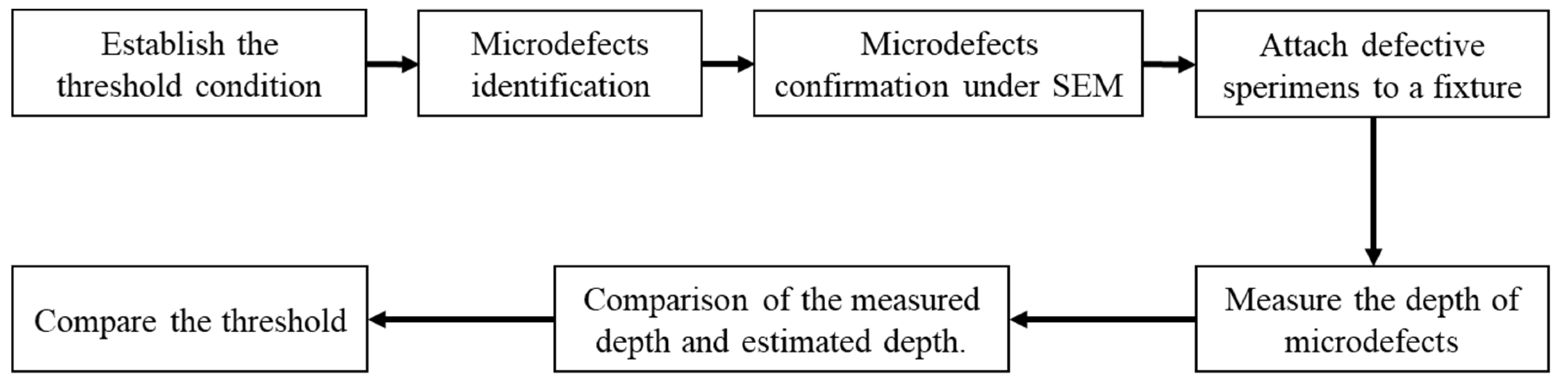
Figure 3.
Defect created on steel filament.
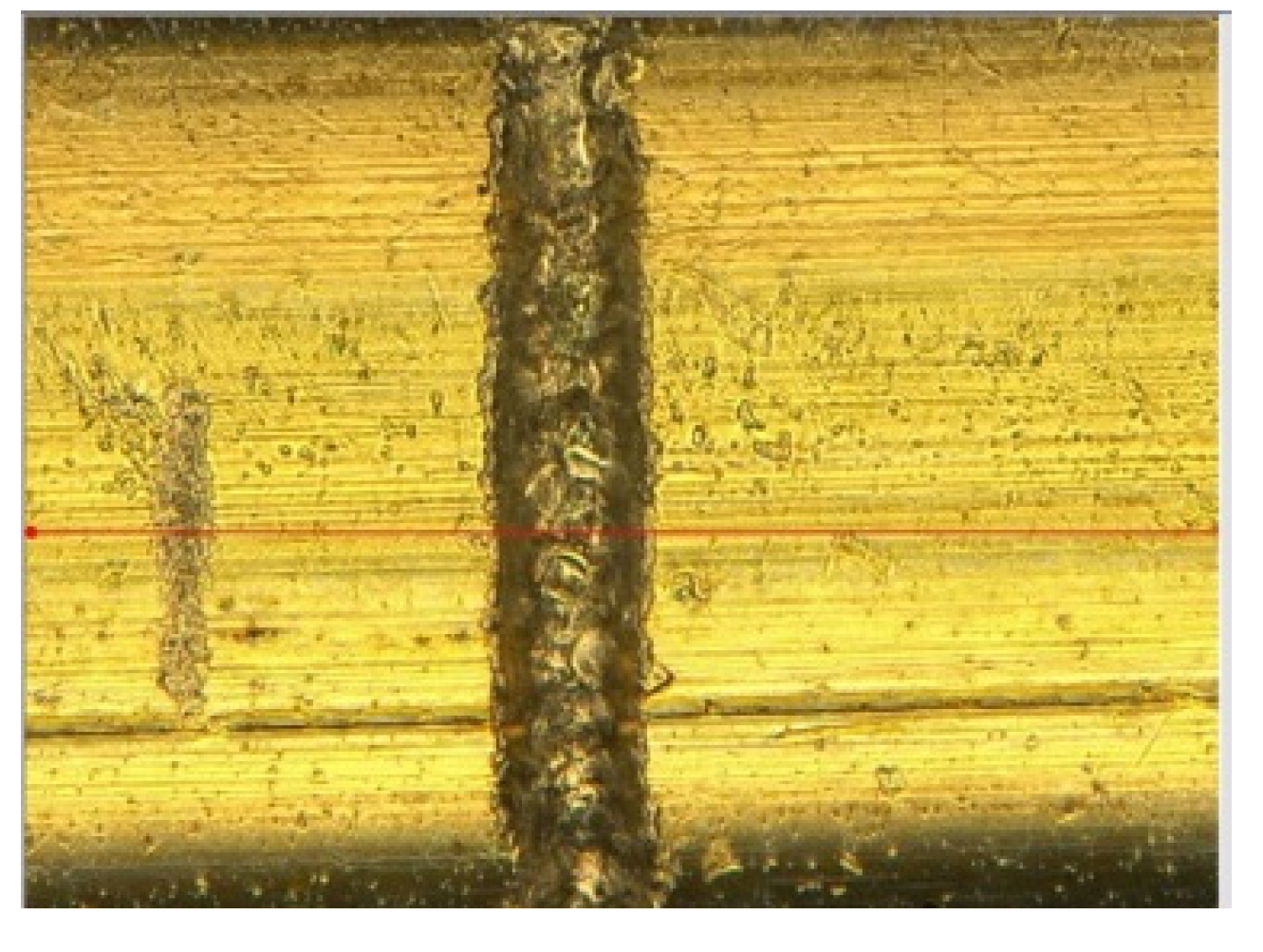
Figure 4.
(a) Position of encircling sensor; (b) Block diagram of experiment.
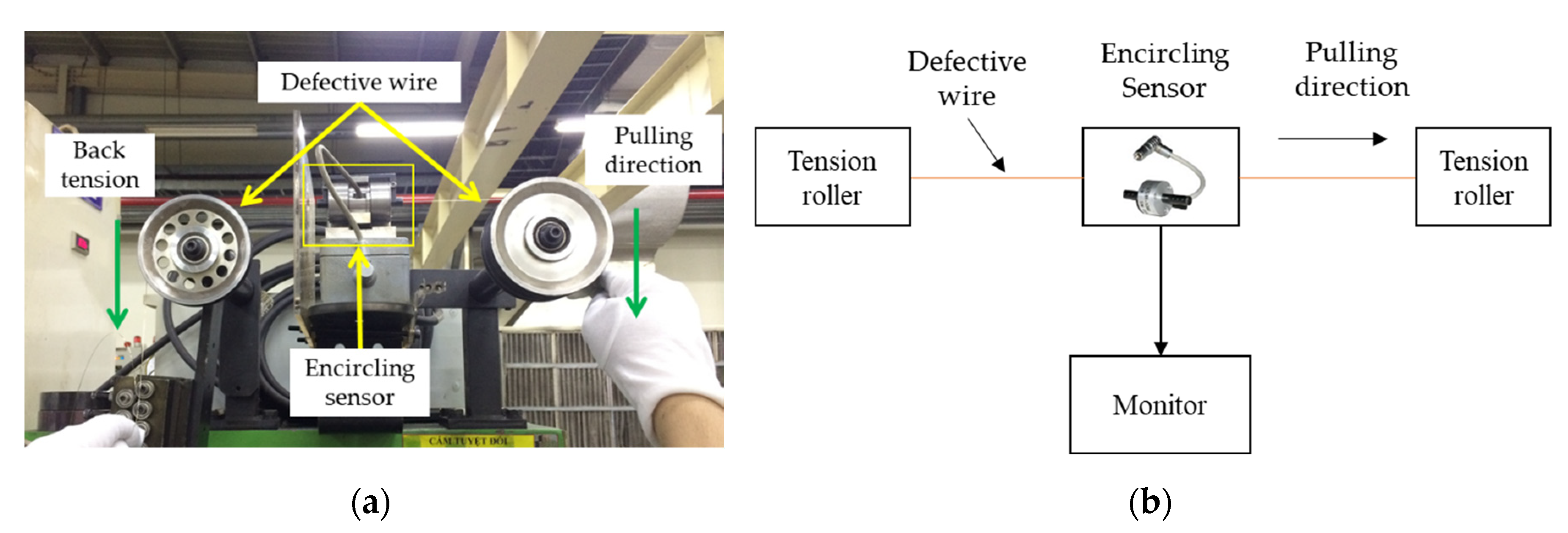
Figure 5.
Defects detected under scanning electron microscope.
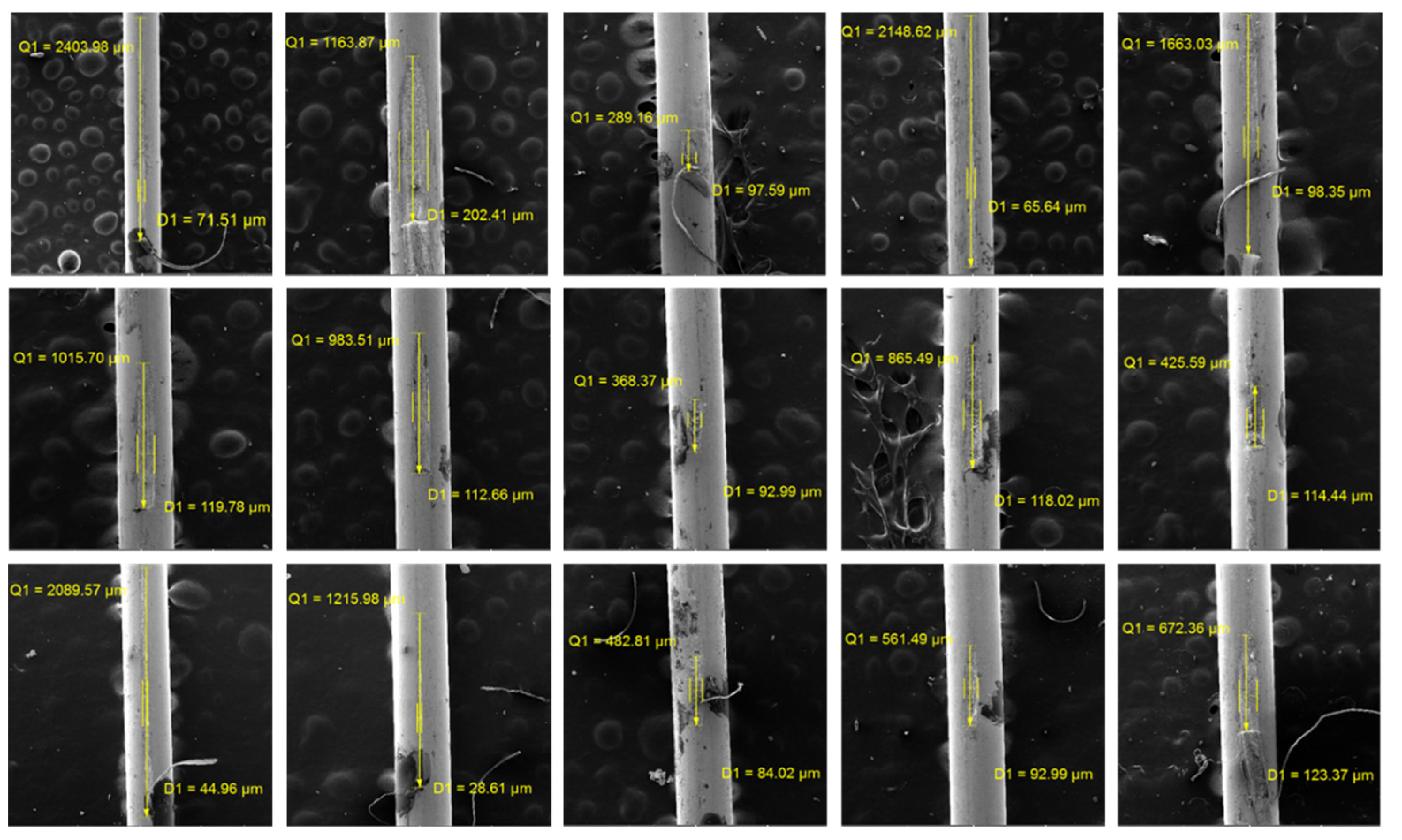
Figure 6.
Specimens attached to a fixture frame.
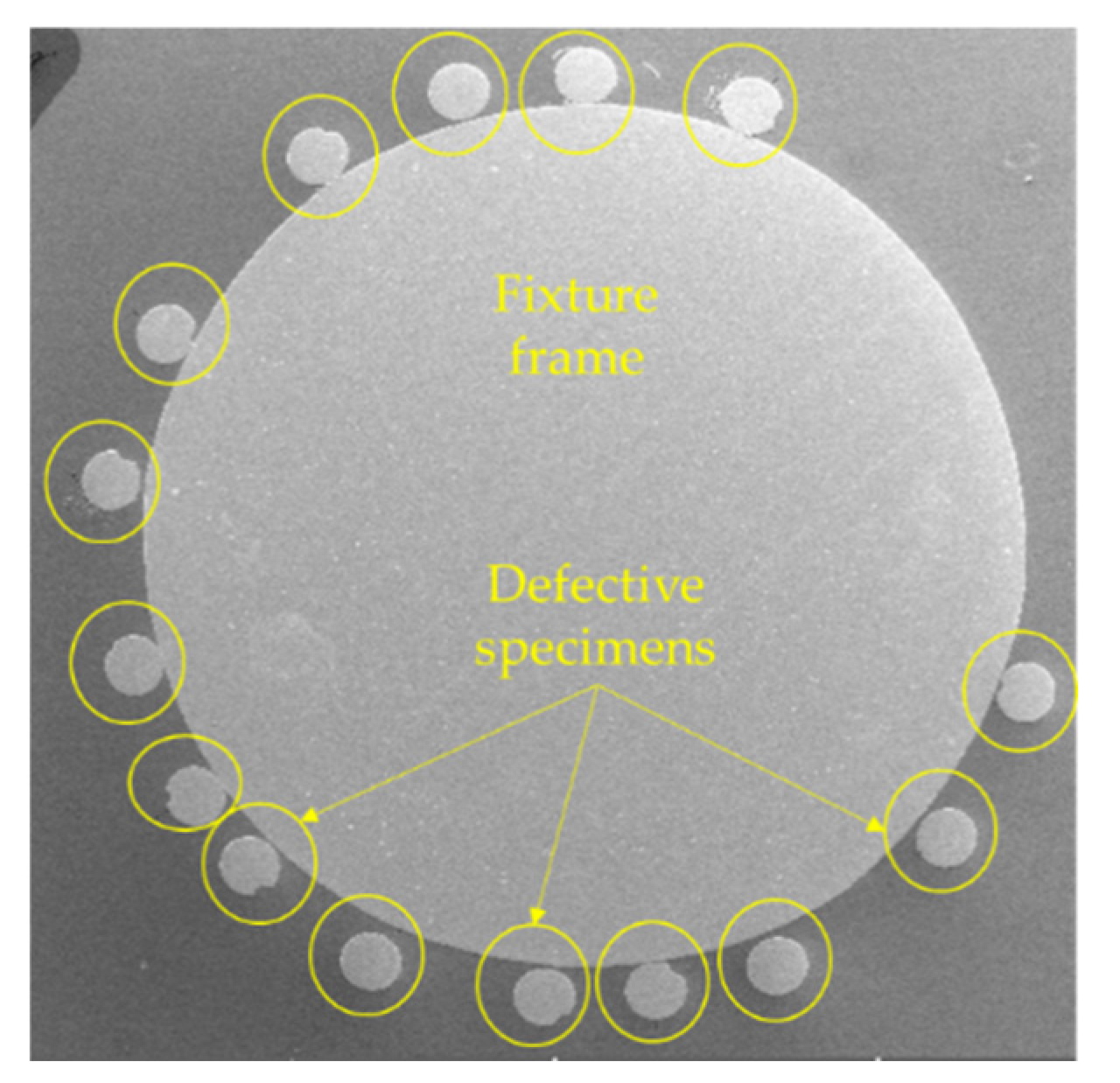
Figure 7.
Locations of mapping analysis on a sample.
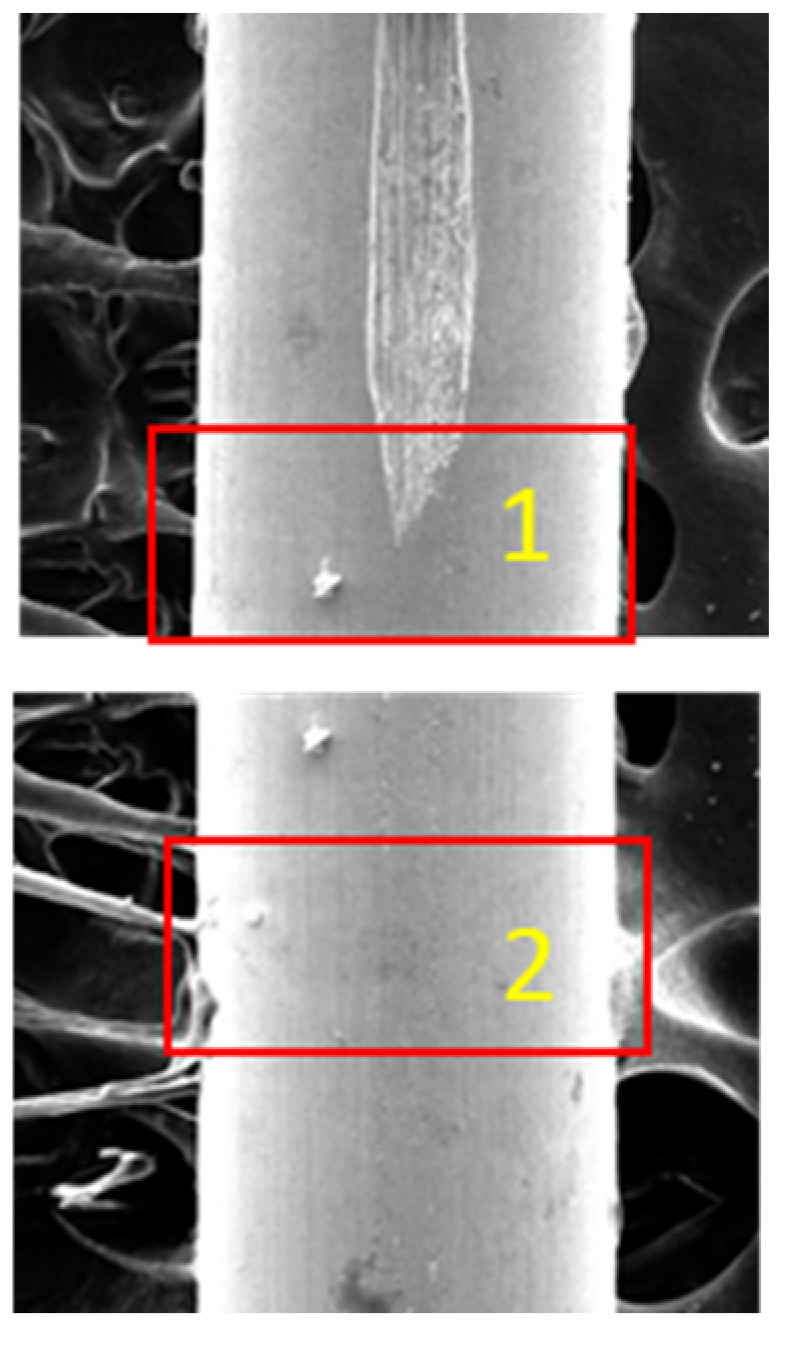
Figure 8.
Mapping analysis of a sample containing defect.
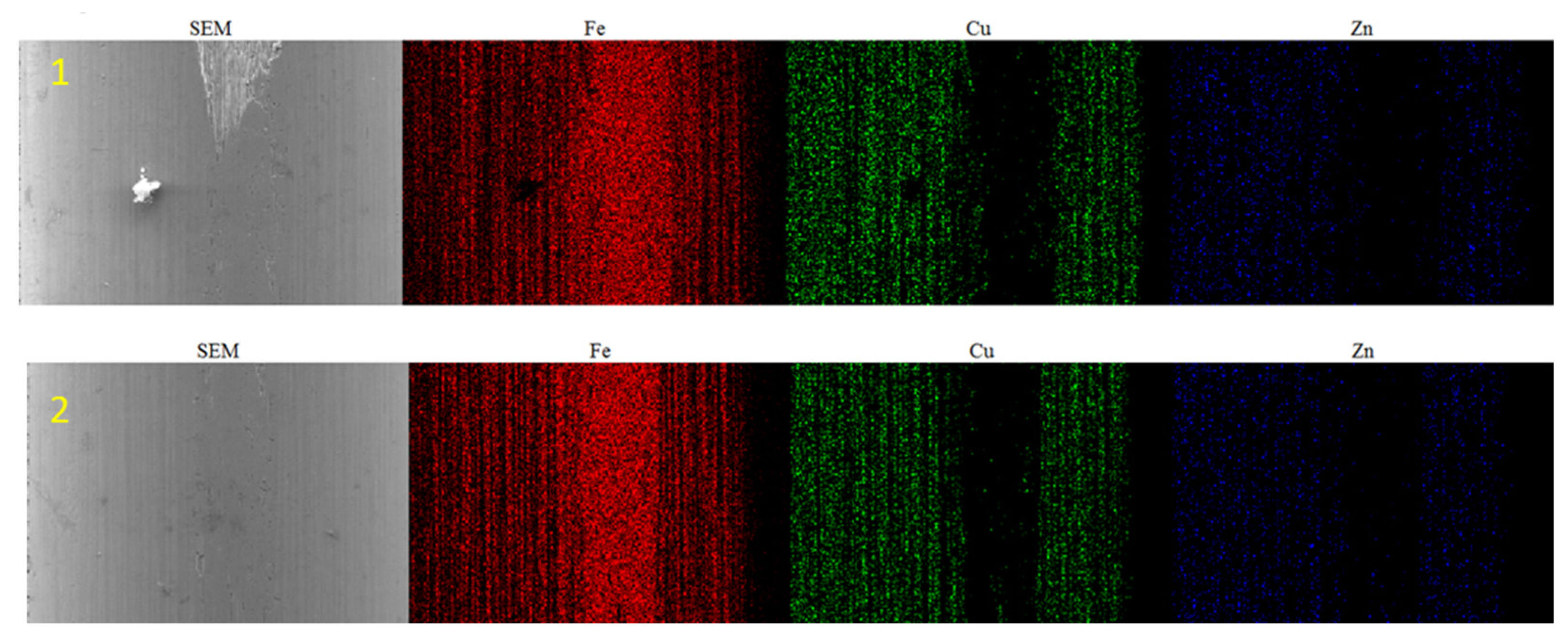
Figure 9.
Cross-section of microdefects in Batch 1.
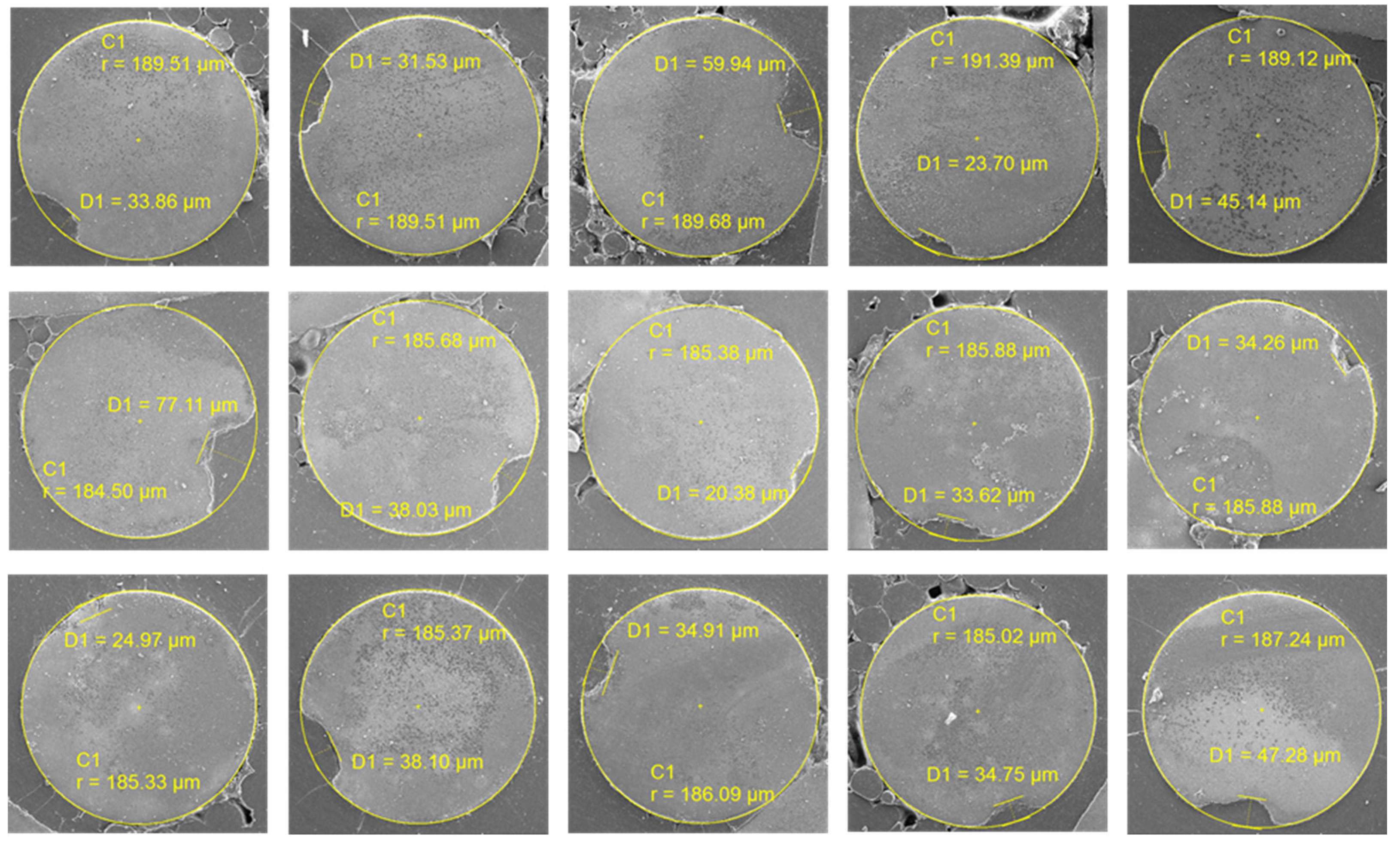
Figure 10.
Cross-section of microdefects in Batch 2.
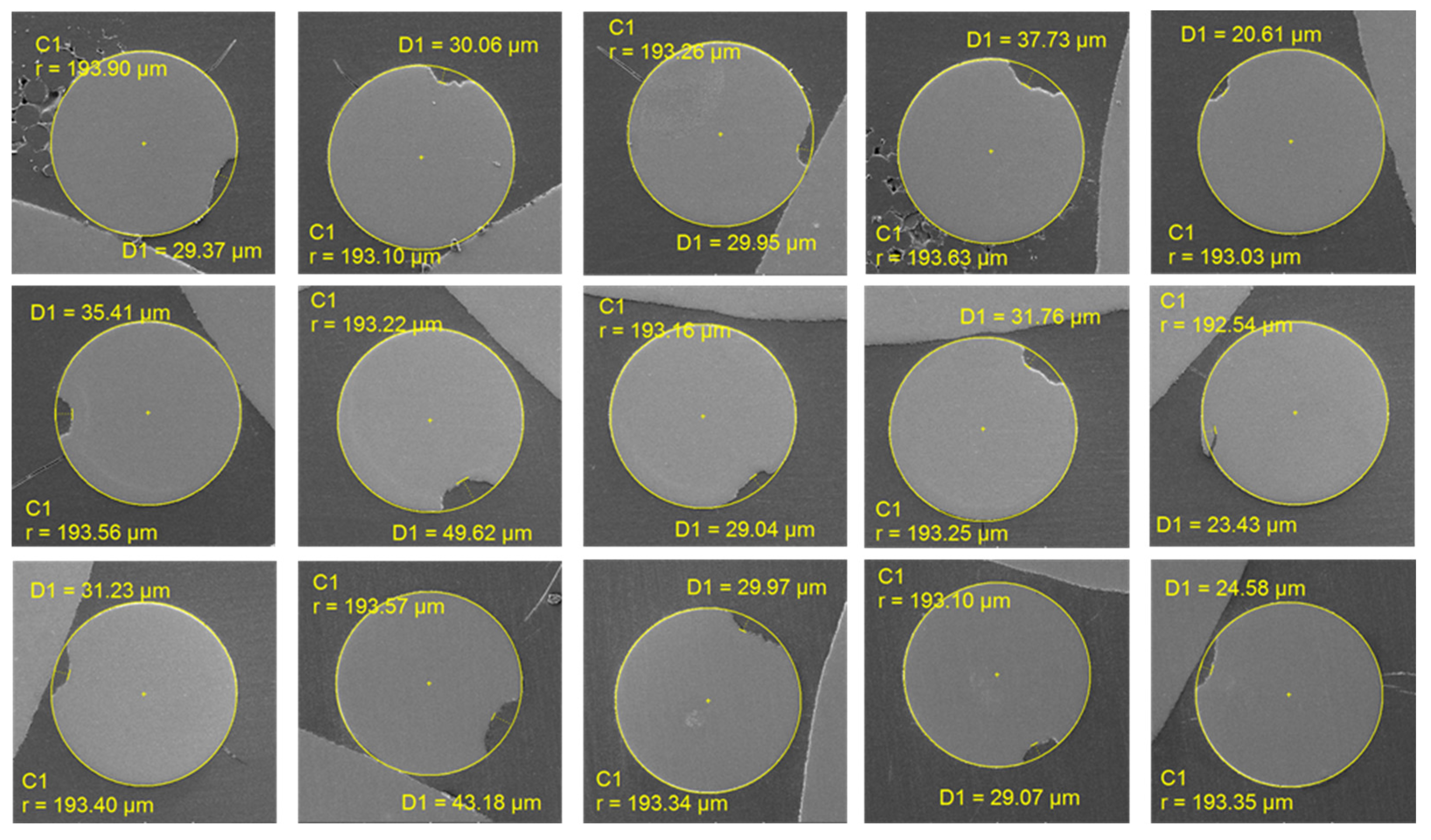
Figure 11.
Depth and threshold of monitored defects: (a) Batch 1; (b) Batch 2.
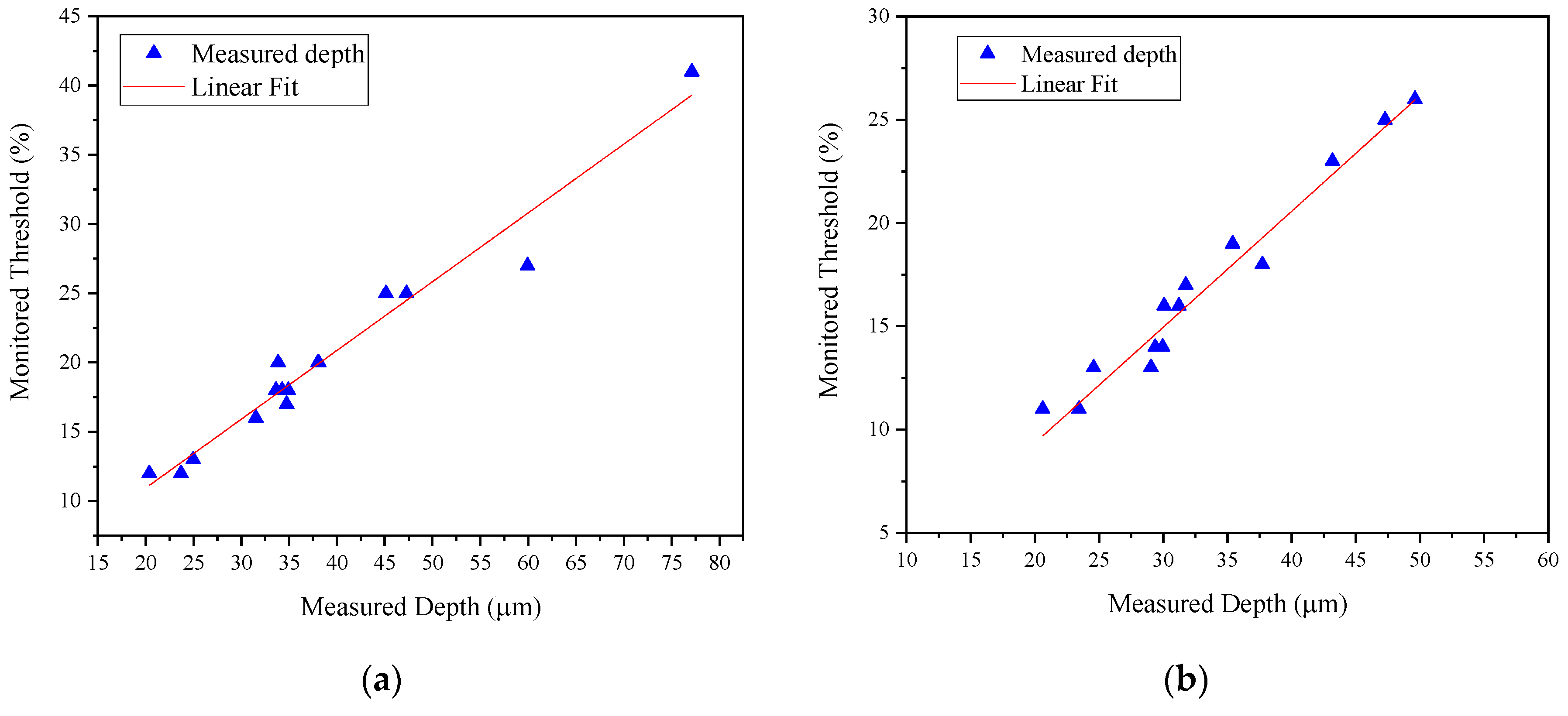
Figure 12.
Threshold calculated for a depth of 20 μm.
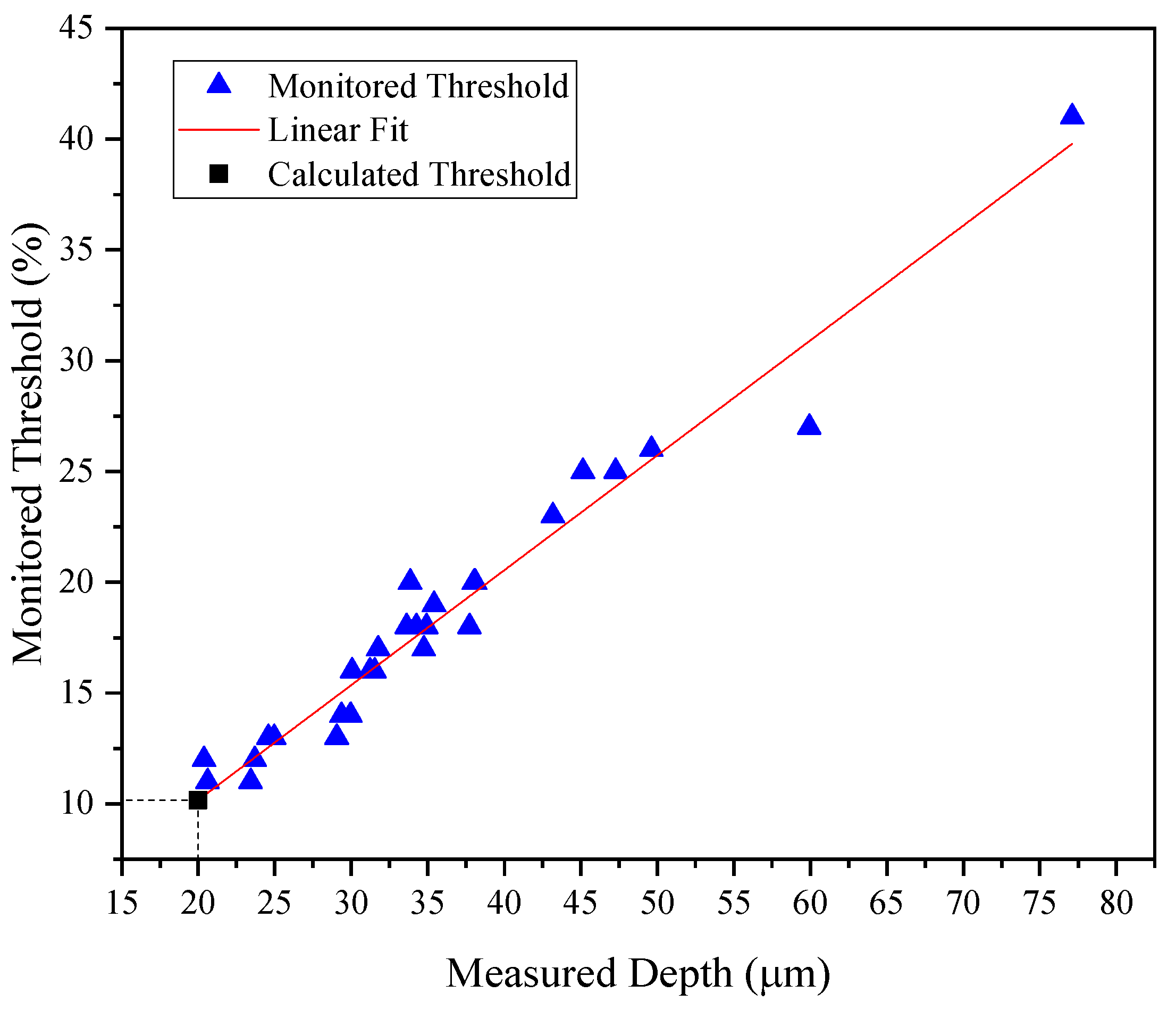
Figure 13.
Depth and phase angle signal of monitored defects: (a) Batch 1; (b) Batch 2.
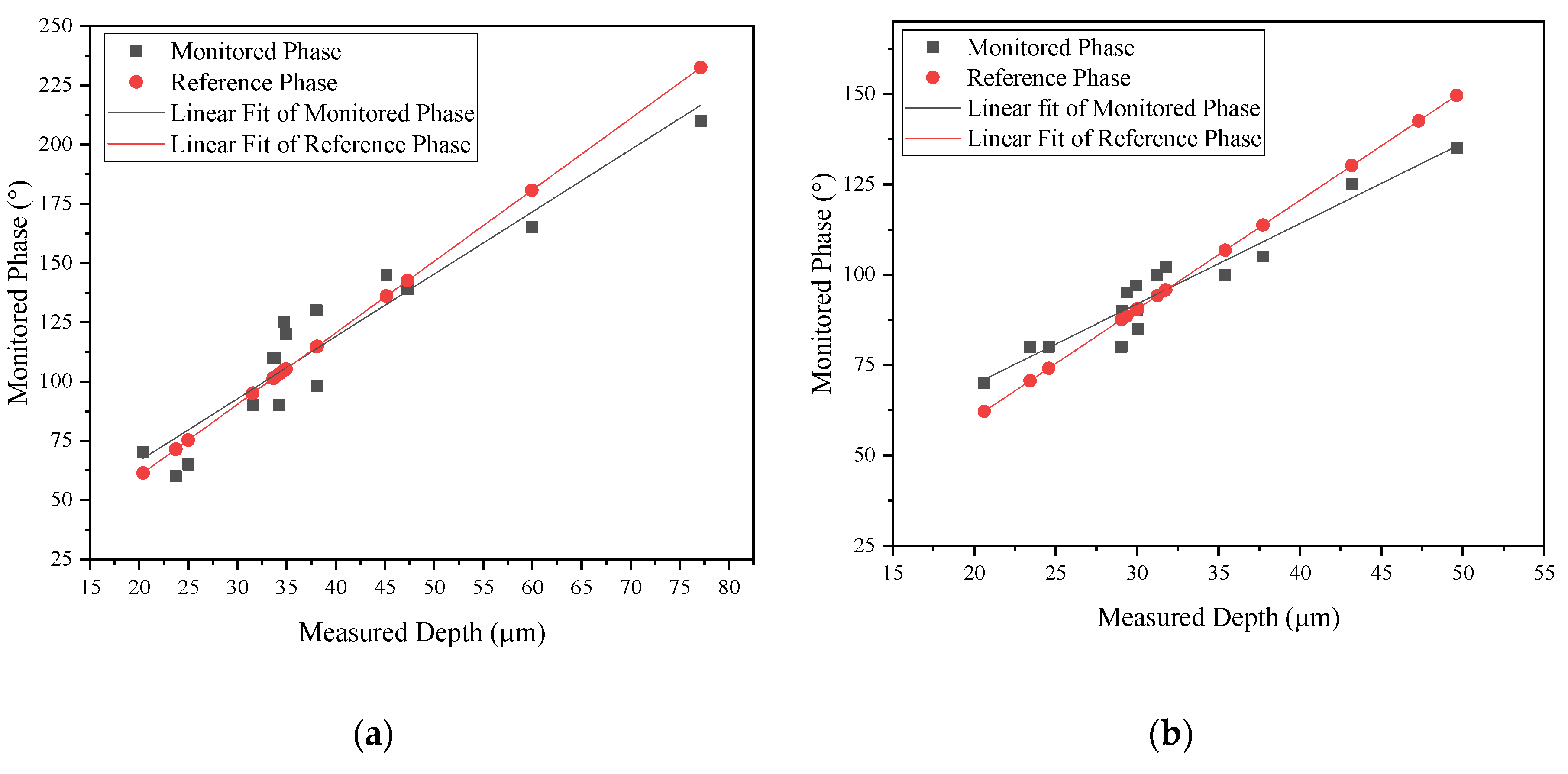
Figure 14.
Comparison between measured phase signal and reference phase signal.
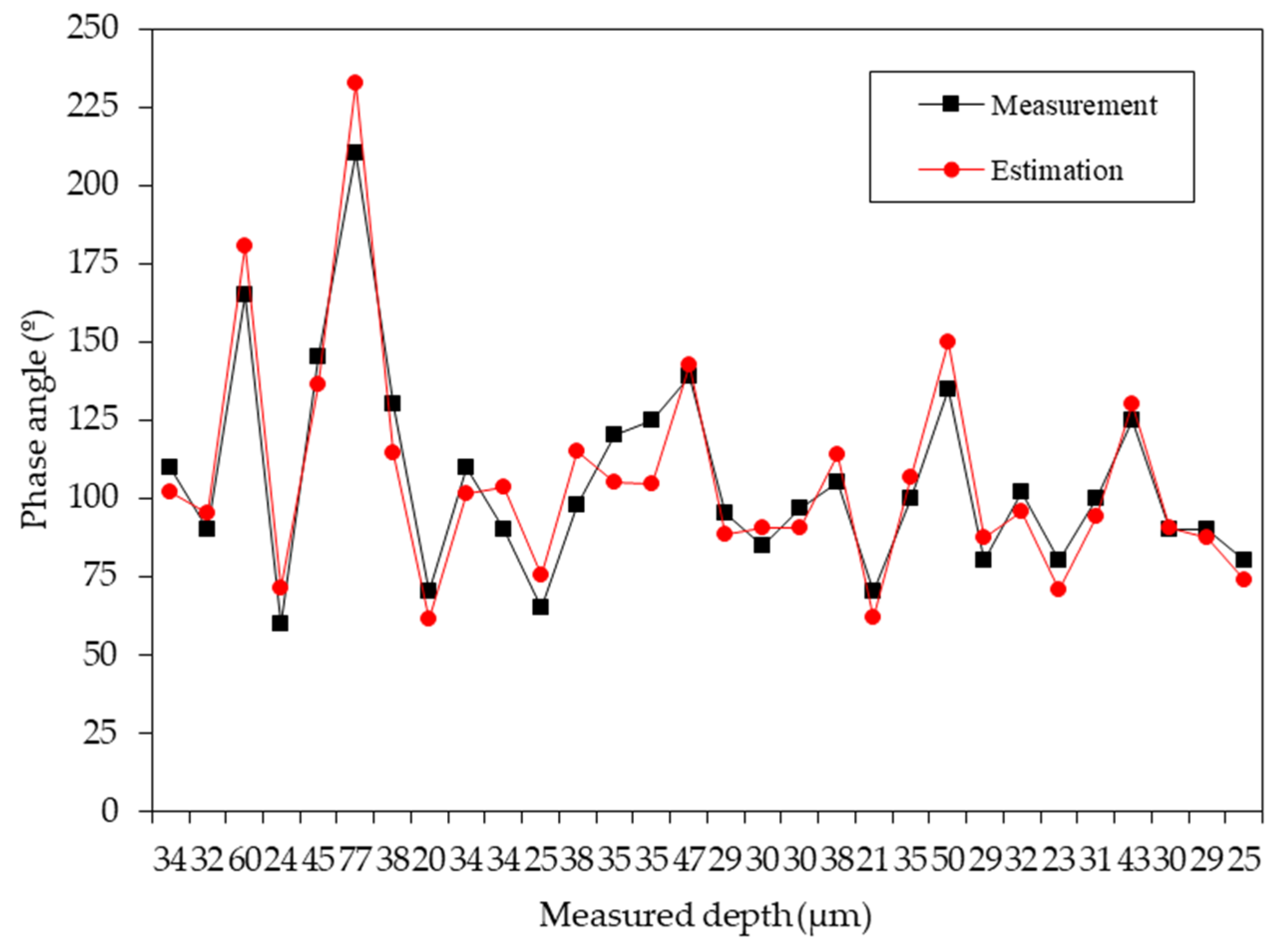
Figure 15.
Comparison between measured phase signal and reference phase signal using RMSE.
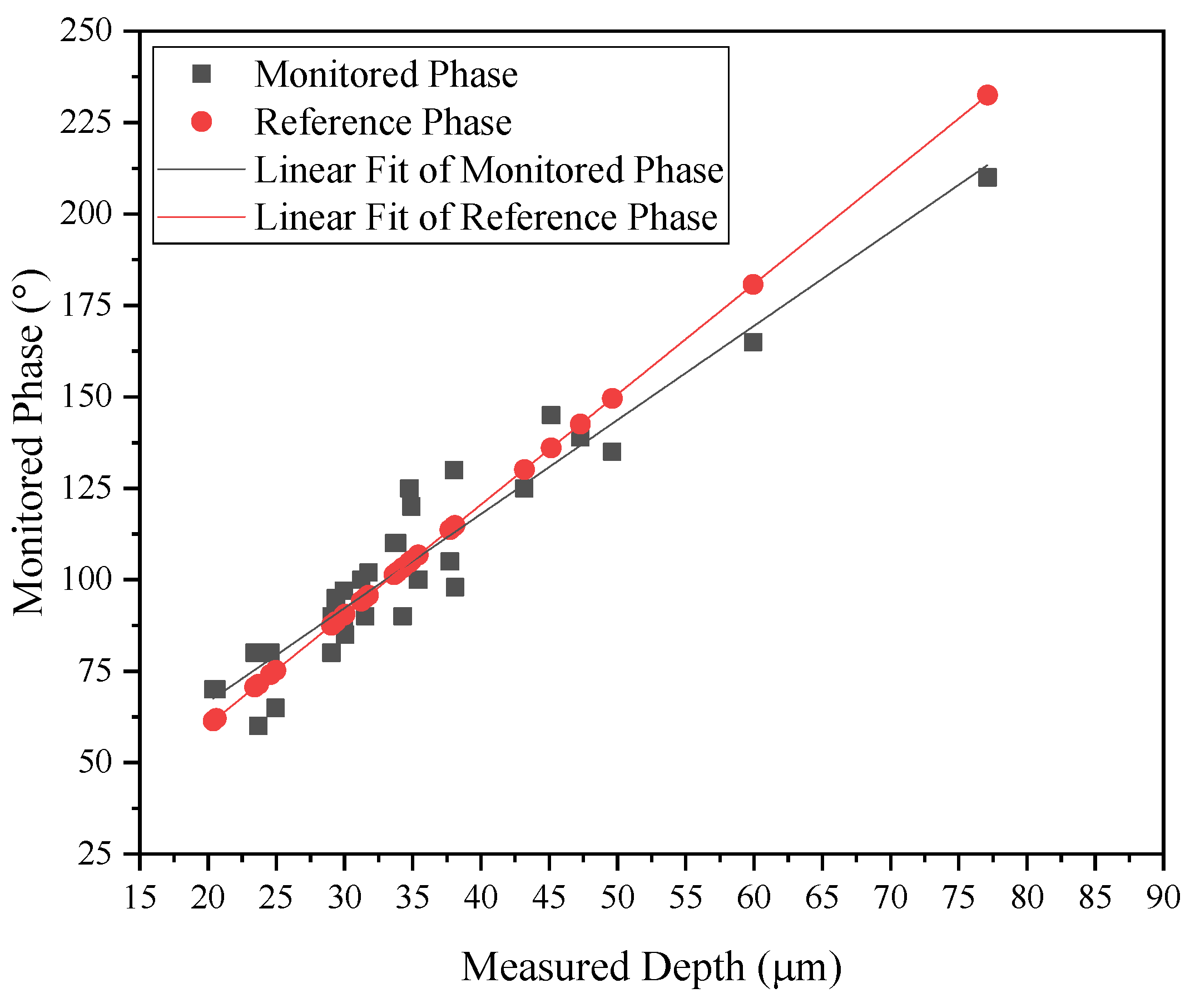

Table 1.
Steel filament parameters.
| Symbols | Unit | Definition | Value |
|---|---|---|---|
| σ | S/m | Electrical conductivity | |
| μ | H/m | Magnetic permeability | |
| ω | Radian/second | Frequency |
Table 2.
Depths of microdefects.
| Sample No. | Defect depth Batch 1 (μm) |
Defect depth Batch 2 (μm) |
Sample No. | Defect depth Batch 1 (μm) |
Defect depth Batch 2 (μm) |
|---|---|---|---|---|---|
| 1 | 33.86 | 29.37 | 9 | 33.62 | 31.76 |
| 2 | 31.53 | 30.06 | 10 | 34.26 | 23.43 |
| 3 | 59.94 | 29.95 | 11 | 24.97 | 31.23 |
| 4 | 23.70 | 37.73 | 12 | 38.10 | 43.18 |
| 5 | 45.14 | 20.61 | 13 | 34.91 | 29.97 |
| 6 | 77.11 | 35.41 | 14 | 34.75 | 29.07 |
| 7 | 38.03 | 49.62 | 15 | 47.28 | 24.58 |
| 8 | 20.38 | 29.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



