
Submitted:
17 July 2024
Posted:
19 July 2024
You are already at the latest version
Abstract
The research improves the strength of plastic using avocado seed starch and PLA. The effect of blending avocado seed starch and PLA was optimized using the RSM approach by using two variables: water absorption and biodegradability. Mixing them using RSM gave the best result: 1.8 g of starch and 3 g of PLA. Degradable plastic has a (tensile strength of 10.1 MPa; elongation at break of 85.8%; young modulus of 190 MPa). Infrared spectroscopy showed that the plastic had a -OH bond at 3273.20 cm-1, 3502.73 cm-1, 3647.39 cm-1, a CH2 bond at 2953.52 cm-1, 2945.30 cm-1, 2902.87 cm-1, a C=C bond at 1631.78 cm-1, and a C-O bond at 1741.72 cm-1. The plastic decomposed in soil. It was organic and hydrophilic. Thermal tests, the plastic can withstand heat well, losing weight at 356.86°C to 413.64°C, forming crystals and plastic melts at 159.10°C—the same as PLA. Melt flow test, sample melts before measurement, therefore not measurable—process conditions that affect. Water absorption of 5.763% and biodegradation rate of 37.988% decomposed for 12 days. In morphology analysis, the starch and PLA fused to form a smooth surface. RSM found value was close to 1. RSM gave the best process parameters.
Keywords:
avocado seed starch
; PLA
; RSM
; degradable plastic
1. Introduction
In recent years, the production of plastics from biodegradable natural resources has attracted significant attention. The increasing demand for petroleum-based plastics in daily life poses a growing problem as they are non-degradable and manufactured using hazardous chemicals. Waste buildup is a serious problem, especially in countries with dense populations. Degradable waste from various sectors, including agriculture, industry, and households, significantly contributes to environmental challenges. Effectively managing such waste remains a difficult challenge. In the last decade, significant progress has been made in the development of degradable plastic materials, as alternatives to conventional plastics [1]. The increasing use of plastic is causing various environmental and health hazards due to its persistent and non-degradable nature [2]. Indonesia is the second-largest contributor to plastic waste, especially in marine areas [3]. This triggers many environmental problems, not only in the sea but also in the land and air [4].
Natural polymers are a great choice that require further innovation for structural and mechanical properties comparable to conventional plastics. Therefore, plasticizing agents and fillers help minimize these conditions [5]. Study of some sustainable biopolymers that are already commercially available, such as polylactic acid (PLA), polybutylene succinate (PBS) or polyhydroxyalkanoate (PHA) [6]. Currently, bioplastics make up only 1-2% of all plastics, while technically, bioplastics can replace up to 90% of fossil-based plastics, especially in short-life products and packaging, which is the single most important use of conventional plastics [7]. One solution to the problem of plastic waste is to use plastics that can be decomposed by nature in a short time and are naturally based such as starch from fruit waste. The usage of plasticizers, blend-making, and reinforcing bioplastics with lignocellulose based materials has shown to be a potential promising and eco-safe option to overcome the limitation of bioplastics, mainly because of the availability, biodegradability, and biocompatibility of such materials [8].
The main weaknesses of using starch in such applications are its water-sensitivity and poor mechanical properties. There are various ways to improve mechanical properties, such as starch modification or plasticization, matrix reinforcement, and polymer blending [9]. Nwuzor et al. (2023) conducted a study of polyethylene with cassava starch blends, obtaining optimal conditions on mechanical properties and biodegradation rates [10]. Yusoff et al. (2021) developed a composite bioplastic based on PLA combined with tapioca starch (TS). From the results, the tensile strength increased significantly with the addition of TS 30 wt.%, and gradually decreased with the addition of TS [11]. Jumaidin et al. (2023) conducted a study of thermoplastic starch/beeswax composites using coconut fiber and glycerol resulting in a significant increase in tensile strength and young’s modulus up to 20.7 MPa and 2890 MPa recorded for samples with 50 wt.% fiber content [12].
This research is a study on the optimization of avocado seed starch and PLA based degradable plastic manufacturing with RSM. The degradable plastic preparation used RSM to determine the optimal operating conditions and material composition with central composite design (CCD) modeling software design expert 13. Yang et al. (2023) conducted a study of cellulose triacetate fiber-based reverse osmosis membranes using the RSM method to see optimal preparation conditions and permeability results [13]. Magesh et al. (2022) optimized and produced bioplastics from natural waste using RSM. Various parameters, such as substrate concentration, temperature, pH, and time duration, were optimized using RSM to improve bioplastic production [14]. In this study, the type of starch used was avocado seed starch with a mass ratio of 1.5, 2.5 and 3.5 g. Avocado seed is commonly considered as agricultural waste and a potential source of pollution. This by-product, though, has great potential for getting non-conventional flours and starch. The avocado seed flours of Hass and Landrace cultivars contain high lipid and protein components that are not to be ignored [15]. This study also used PLA as a matrix modified with maleic anhydride (MA). The variations of PLA used in this study are 3, 5 and 7 g. PLA is a degradable polymer that is recyclable, compostable, and biocompatible and renewable. PLA is the most developed and researched commercially available biopolymer [16]. Weight variation of avocado seed starch and PLA used to obtain optimal operating conditions and composition and determine the best characteristics of degradable plastics.
2. Materials and Methods
2.1. Materials
Avocado seeds were taken from the fruit market of Lhokseumawe City, Banda Sakti District; avocado seed starch processed from avocado seed yield. Aquadest taken from PT Bratachem, Surabaya, Indonesia. Polylactic Acid (PLA) Sigma-Aldrich – 38534 – 1G, Maleic Anhydride (MA) 99% Sigma - Aldrich - 8.00408.1000 and Xylen Merck Supelco 108297.
2.2. Methods
This research was conducted using avocado seed starch and PLA mass. The mass was designed using the RSM method with design expert 13 software. The research procedure consists of several stages, including making starch from avocado seeds, making thermoplastic starch, degradable plastic synthesis and testing the resulting plastic.
2.2.1. Optimization using RSM
A wide range of parameters and their interaction effects can play a role in the optimisation process using methodologies such as RSM [17]. This study indicates that RSM is an effective tool for optimizing operating variables, as well as effectively reducing experimentation time and costs [18]. This research was conducted with starch and PLA mass designed using RSM method with design expert 13 software. The mass of starch (g), and the mass of PLA (g) are factors that affect the water absorption and biodegradability of the resulting degradable plastic. Degradable plastic preparation using central composite design (CCD) modeling design of design expert 13 software with RSM to determine the optimal operating conditions and material composition for the first step of the preparation process.
2.2.2. Degradable Plastic Synthesis
Avocado seeds are cleaned of excess pulp and peeled to separate the skin, washed thoroughly. Reduced in size with a knife, add water and then blended. Then filtering was done using a filter cloth. The results of the squeeze were precipitated for 24 hours and dried in an oven for 24 hours, temperature 50°C. After drying, sifted with mesh size 80. Weigh each avocado seed starch with a certain variation and put into a beaker glass, 200 ml of distilled water was added. Then heated and stirred to gel at a gelatination temperature of 75°C. Stirred until homogeneous into a copolymer, and put into an oven at 100°C for 6 hours. The dried thermoplastic starch is then crushed into smaller sizes. Added 10 ml xylen into 0.5 g MA and PLA according to certain variations. Stirred until homogeneous, temperature 200°C. added thermoplastic starch, stirred again until homogeneous. Then molded using a hot press for 10 minutes, temperature 105°C.
2.3. Characterization and Testing
The combination of independent variable levels that is able to provide optimal response values was determined to be 1.8 g starch and 3 g PLA. In addition, the characteristics of the degradable plastic produced under these optimal conditions were tested.
2.3.1. Water Absorption
Analysis of the degradable plastic’s resistant to water was made by swelling test. The swelling degree was determined in accordance to ASTM D2765. The sample was weighed, then put into the solvent for 24 hours. It was weighed again when it swelled, then dried and weighed the final weight. The swelling degree is determined by the Equation (1).
The water resistance of the degradable plastics was tested by swelling test, characterized by the percentage swelling of the degradable plastics in water. The percent swelling analysis is performed to assess the amount of water absorbed, which leads to the expansion of the degradable plastic.
2.3.2. Biodegradability Rate
Microbial degradation rate was analyzed by burial in soil (biodegradability). The analysis of biodegradability was made following the ASTM G-21-70 standard with the method of bioplastic in direct contact with soil. Cut the degradable plastic sample into 5 × 2 cm size. Weigh the sample as the pre-mass. Putting the sample into the soil 30 cm in depth and checking every 4 days. Remove the sample from the soil and remove any remaining soil. Weigh the sample again as the final mass (M1). Biodegradability of degradable plastic was determined using the Equation (2).
where, M0 is the pre-mass (g), M1 is the last mass (g).
Biodegradation tests are conducted to determine the degradation rate of degradable plastics, in order to determine the time it takes for the plastic to decompose in the soil.
2.3.3. Mechanical Properties
The mechanical characterization of avocado seed starch degradable plastic using PLA was determined by tensile, elongation, and young’s modulus analysis. The tensile strength was measured by using the ASTM D-638 (American Standard Testing and Materials) procedure. This test procedure involved the use of a dumbbell specimen with a 50 mm gauge length. The tensile strength and elongation of the 165 mm cut pieces were analyzed using a Mechanical Universal Testing Machine. Tensile strength and elongation could be obtained from Equations (3) and (4).
where, σ is tensile strength (MPa), Fmax is maximum stress (N), and A is cross-sectional area of film under stress (mm2).
where, ɛ is strain (MPa), l is gauge length, the measuring length of test specimen after the elongation (mm2), and l0 is the measured length of the initial sample (mm2).
In this research, the tensile strength of the material was determined using a texture analysis tool. The tensile strength is the maximized able to resist external forces before the degradable plastic is deformed or breaks. Breakage can occur by cracking due to over-stress or possibly by deformation of the structural.
2.3.4. Chemical Characterization
To find the chemical bonding in organic materials, polymers, metals, and various materials, Fourier Transform Infrared Spectroscopy (FTIR) can be widely used. FTIR used type (Shimadzu – 8400S). The FTIR analyzing method makes use of infrared rays to scan the test sample and observe chemical properties. A material is infrared irradiated, the infrared radiation it absorbs commonly makes the molecules in a higher vibration condition. FTIR in this study is to see what components are contained in the materials used. The wavelength that the sample absorbs is characteristic of its molecular structure. FTIR analysis in this study was carried out at wave numbers 550-4000 cm-1.
2.3.5. Thermal Properties
Thermal degradation of polymer is the molecular decomposition and removal of a hydrogen atom from the polymer chain due to exposure to excessive heat. Thermal degradation serves as an upper limit for the operating temperature of the polymer. Thermal stability of degradable plastics measured by thermogravimetry analysis (TGA) (Model TGA50 SrC30025100553). The thermal stability of degradable plastics is the effects of polymer heating during physical changes (glass transition and melting) by TGA. Differential Scanning Calorimetry (DSC) tests the thermal properties of degradable plastics. It analyzes how polymers change when heated. DSC is an effective analytical tool that enables the characterization of the physical properties of polymers. It measures heat characteristics like glass transition temperature (Tg), melting temperature (Tm), crystallization temperature (Tc), cold crystallization temperature (Tcc), melting enthalpy (∆Hm), and crystallization enthalpy (∆Hc). This study uses METTLER STARe SW 11.00. Scans of approximately 10 mg of degradable plastic avocado seed starch were recorded at 10°C/minute from 30-280°C using a DSC. In the meantime, the flow rate and melting point of degradable plastics were measured using the Melt Flow Rate (MFR) method. The MFR was utilized in accordance with the CEAST Model 7026.000, which was tested against standards established by ASTM D1238-23a at a temperature of 190°C and a load of 5 kg.
2.3.6. Morphological Properties
A scanning electron microscopy (SEM) is used to study the surface, structure, and cross-section of a material. It produces images of surfaces by scanning them with a focused beam of electrons, which interact with atoms in the surface. SEM can produce high-resolution images. The sample is observed in a controlled liquid environment. This study used the JEOL SEM with with an acceleration voltage of 15 kV at 40×, 1000×, 2000×, 3000× and 6000× magnification (1 area).
3. Results
The results of this research, as evidenced by the data obtained on the absorption of water and biodegradability of degradable plastics produced by analyzing mechanical properties, functional group, thermal analysis and morphologyl analysis, are as follows. Table 1 shows data from RSM research results using design expert central composite design (RSM-CCD) V.13 software.
This research employed the use of RSM with design expert 13 software. The objective was to investigate the influence of PLA mass and cellulose mass on water absorption and biodegradability.
3.1. Water Absorption Result
Table 2 presents the validation dataset for the experimental and predicted response values determined by RSM. Table 3 ANOVA study for responses presents the results of water resistance tests of degradable plastics using RSM-CCD with design expert 13 software. From the research results that have been obtained, the effect of avocado seed starch and PLA on water absorption (%) in degradable plastics will be discussed.

Table 2.
Validation data set for experimental and predicted water absorption values of responses determined by RSM.
Table 2.
Validation data set for experimental and predicted water absorption values of responses determined by RSM.
| Run | A: Starch (g) |
B: PLA (g) |
Water Absorption Experiment (%) |
Water Absorption Predicted Value (%) |
% Error |
|---|---|---|---|---|---|
| 1 | 2.5 | 7.82843 | 6.2 | 5.1 | 1.1 |
| 2 | 2.5 | 5 | 6.41 | 6.4 | 0 |
| 3 | 2.5 | 5 | 6.41 | 6.4 | 0 |
| 4 | 2.5 | 5 | 6.41 | 6.4 | 0 |
| 5 | 3.5 | 3 | 15.06 | 13.6 | 1.5 |
| 6 | 1.08579 | 5 | 7.41 | 6.5 | 1.0 |
| 7 | 3.91421 | 5 | 11.13 | 12.1 | 1.0 |
| 8 | 1.5 | 7 | 5.69 | 7.1 | 1.5 |
| 9 | 2.5 | 2.17157 | 7.45 | 8.6 | 1.1 |
| 10 | 2.5 | 5 | 6.41 | 6.4 | 0.0 |
| 11 | 1.5 | 3 | 5.08 | 5.0 | 0.1 |
| 12 | 3.5 | 7 | 6.44 | 6.5 | 0.1 |
| 13 | 2.5 | 5 | 6.41 | 6.4 | 0.0 |
Table 3.
ANOVA study for water absorption analysis responses.
| Source of Water aborption |
Sum of square | Df | Mean Square |
F-value | р-value | |
|---|---|---|---|---|---|---|
| Model | 79.54 | 5 | 15.91 | 12.93 | 0.0020 | Significant |
| X1 | 31.96 | 1 | 31.96 | 25.99 | 0.0014 | |
| X2 | 11.95 | 1 | 11.95 | 9.72 | 0.0169 | |
| X1.X2 | 21.30 | 1 | 21.30 | 17.31 | 0.0169 | |
| X1² | 14.33 | 1 | 14.33 | 11.65 | 0.0112 | |
| X2² | 0.3141 | 1 | 0.3141 | 0.2554 | 0.6288 | |
| Residual | 8.61 | 7 | 1.23 | - | - | |
| Lack of Fit | 8.61 | 3 | 2.87 | - | - | |
| Pure Error | 0.0000 | 4 | 0.0000 | - | - | |
| Cor Total | 88.15 | 12 | - | - | - |
Table 4.
Statistical regression of water absorption (%).
| Std. Dev. | 1.11 | R2 | 0.9023 |
|---|---|---|---|
| Mean | 7.42 | Adjusted R2 | 0.8326 |
| C.V. % | 14.94 | Predicted R2 | 0.3054 |
| Adeq Precision | 11.4307 |
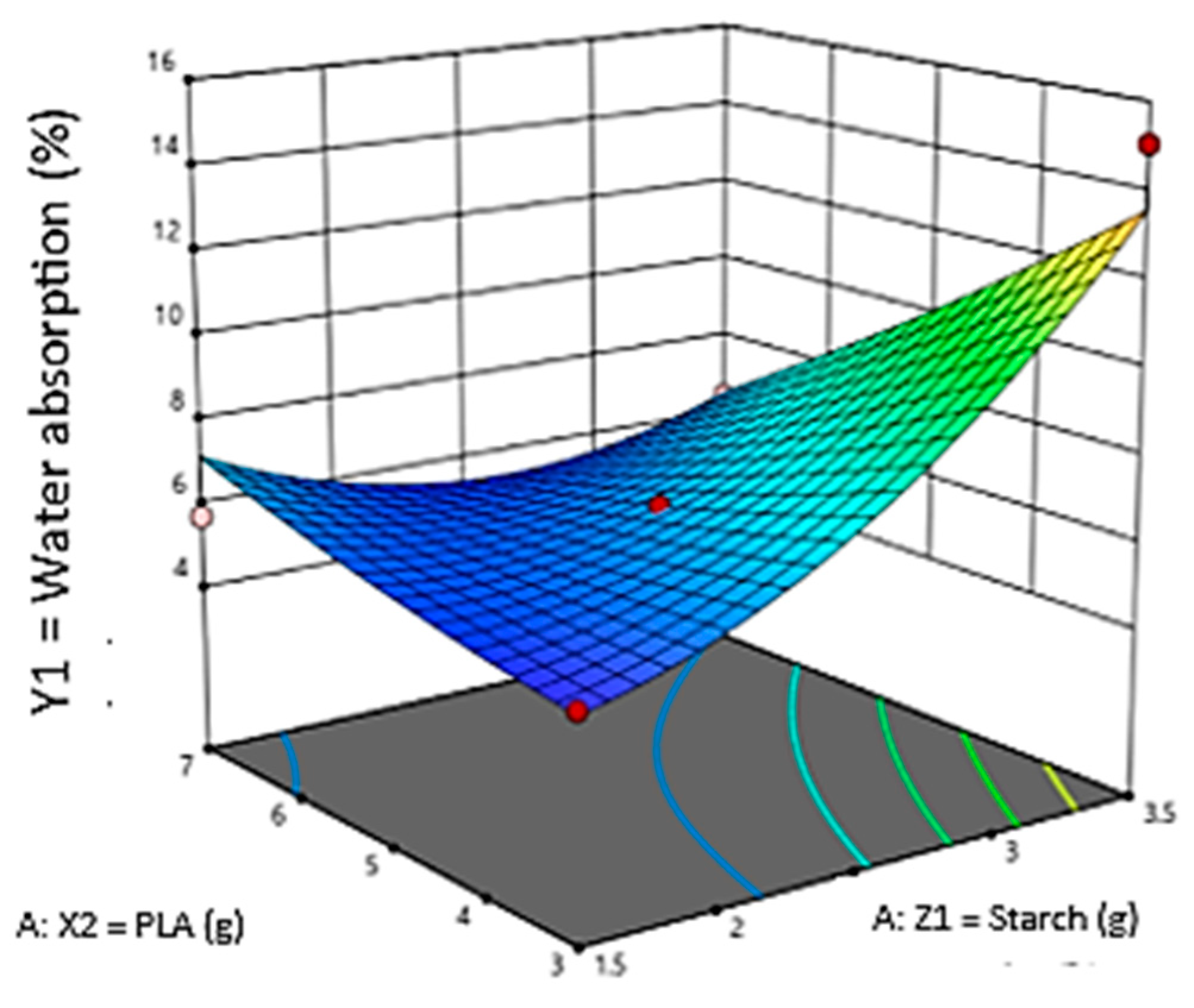
Figure 1.
3D plot for water absorption.
3.2. Biodegradability Rate Result
Biodegradation tests are conducted to determine the degradation rate of degradable plastics, in order to determine the time it takes for the plastic to decompose in the soil. Table 5 presents the validation data for the experimental and predicted response values determined by RSM. Table 6 ANOVA for responses presents the biodegradability test results of degradable plastics using RSM-CCD with design expert 13 software. From the research results that have been obtained, the effect of avocado seed starch and PLA on biodegradability (%) in degradable plastics will be discussed.
Table 5.
Validation data set for experimental and predicted biodegradability values of responses determined by RSM.
Table 5.
Validation data set for experimental and predicted biodegradability values of responses determined by RSM.
| Run | A: Starch (g) |
B: PLA (g) |
Biodegradability Experiment (%) |
Biodegradability Predicted Value (%) | % Error |
|---|---|---|---|---|---|
| 1 | 2.5 | 7.82843 | 21.18 | 18.2 | -1.7938 |
| 2 | 2.5 | 5 | 33.63 | 32.3 | -3.1928 |
| 3 | 2.5 | 5 | 33.63 | 32.3 | -3.1928 |
| 4 | 2.5 | 5 | 33.63 | 32.3 | -3.1928 |
| 5 | 3.5 | 3 | 49.9 | 49.3 | -4.8875 |
| 6 | 1.08579 | 5 | 19.27 | 22.3 | -2.2131 |
| 7 | 3.91421 | 5 | 41.08 | 42.2 | -4.1795 |
| 8 | 1.5 | 7 | 12.55 | 15.3 | -1.5130 |
| 9 | 2.5 | 2.17157 | 42.77 | 46.4 | -4.595,1 |
| 10 | 2.5 | 5 | 33.63 | 32.3 | -3.1928 |
| 11 | 1.5 | 3 | 38.25 | 35.2 | -3.4833 |
| 12 | 3.5 | 7 | 26.29 | 29.3 | -2.9051 |
| 13 | 2.5 | 5 | 33.63 | 32.3 | 3192.8 |
Table 6.
ANOVA study for biodegradability analysis responses.
| Source of Biodegradability |
Sum of square | Df | Mean Square |
F-value | p-value | |
|---|---|---|---|---|---|---|
| Model | 1192.14 | 2 | 596.07 | 87.43 | < 0.0001 | Significant |
| X1 | 395.28 | 1 | 395.28 | 57.98 | < 0.0001 | |
| X2 | 796.86 | 1 | 796.86 | 116.89 | < 0.0001 | |
| Residual | 68.17 | 10 | 6.82 | |||
| Lack of Fit | 68.17 | 6 | 11.36 | |||
| Pure Error | 0.0000 | 4 | 0.0000 | |||
| Cor Total | 1260.32 | 12 |
Table 7.
Statistical regression of biodegradability (%).
| Std. Dev. | 2.61 | R2 | 0.9459 |
|---|---|---|---|
| Mean | 32.26 | Adjusted R2 | 0.9351 |
| C.V. % | 8.09 | Predicted R2 | 0.8882 |
| Adeq Precision | 27.1221 |
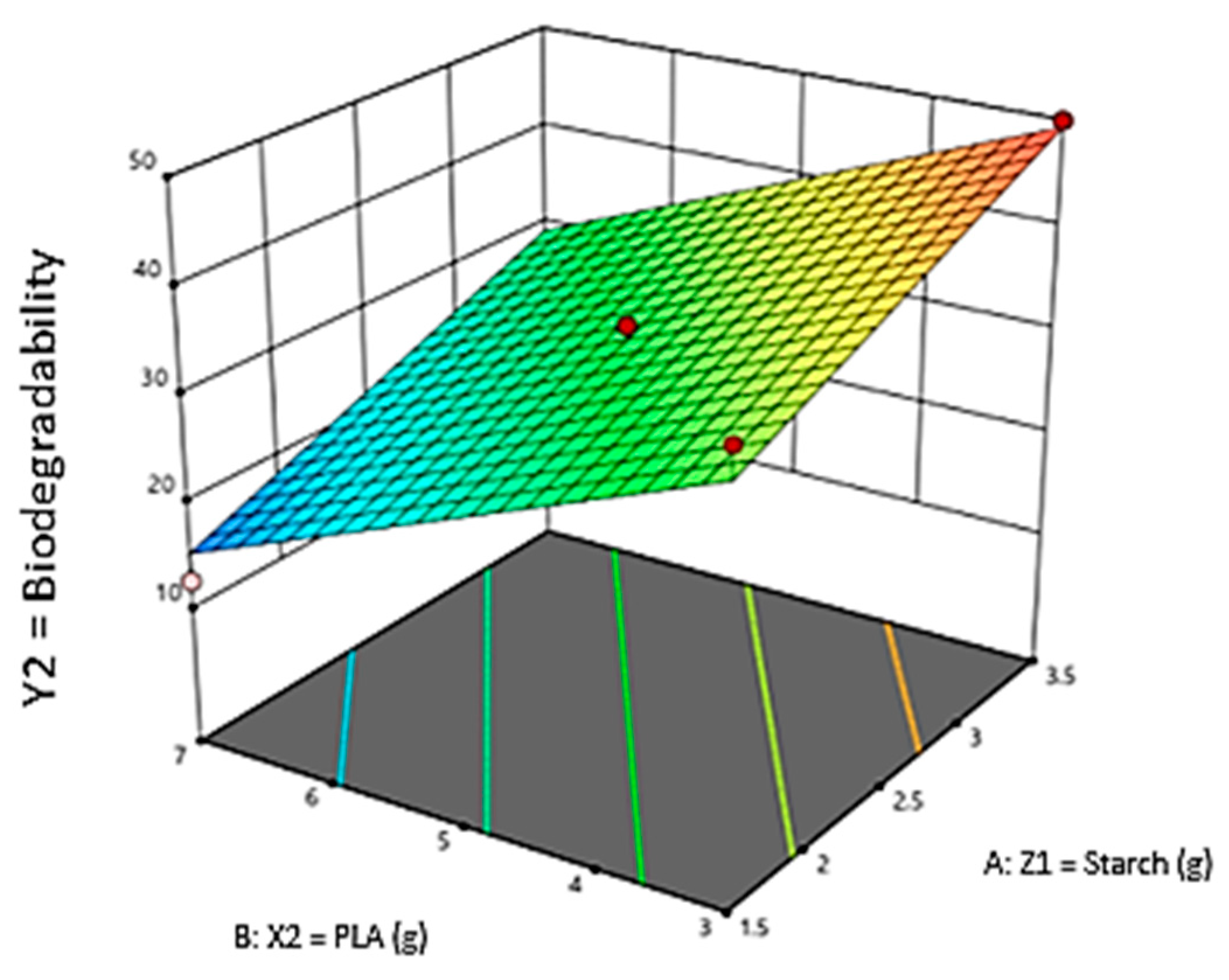
Figure 2.
3D plot for biodegradability rate.
3.3. Determination of Optimum Condition Result
The parameters given for each independent variable and dependent variable can be seen in Table 8. The optimal value for this study was derived from the parameters and boundaries for each of the variables, as presented in Table 9. This involved optimization analysis of the variables of water absorption and biodegradability.
3.4. Mechanical Properties Results
In this research, the tensile strength of the material was determined using a texture analysis tool. The tensile strength is the maximized able to resist external forces before the degradable plastic is deformed or breaks. Breakage can occur by cracking due to over-stress or possibly by deformation of the structural. Table 10 is the result of the tensile strength test with a weight variation of 1.8 g avocado seed starch and 3 g PLA.
3.5. Chemical Characterization Result
Fourier-transform infrared spectroscopy (FTIR) in this study is to see what components are contained in the materials used. The wavelength that the sample absorbs is characteristic of its molecular structure. FTIR analysis in this study was carried out at wave numbers 550-4000 cm-1. Figure 3, shows the FTIR test on the degradable plastic sample based on (avocado seed starch 1.8 g; PLA 3 g).
3.6. Thermal Properties Result
3.6.1. Thermogravimetric Analysis (TGA) Result
The thermal stability of degradable plastics is the effects of polymer heating during physical changes (glass transition and melting) by Thermogravimetric Analysis (TGA). The TGA test was taken from the use of starch (1.8 g; PLA 3 g) in the degradable plastic. The curve generated in the TGA analysis is the change in mass vs temperature as shown in Figure 4.
3.6.2. Differential Scanning Calorimetry (DSC) Result
The DSC technique allows for the determination of a polymer’s melting point, the temperature at which the crystalline phase begins to form, the temperature at which the mesomorphic transition occurs, the changes in enthalpy and entropy, the glass transition temperature, and other effects that feature either changes in heat capacity or latent heat. The DSC test was conducted using starch (1.8 g; PLA 3 g) as the test component in the degradable. The DSC curve can be seen in Figure 5.
3.6.3. Melt Flow Rate (MFR) Result
The Melt Flow Rate (MFR) is a method of measuring the flow rate (melt) of polymer material in a specific unit of time (grams per ten minutes). This measurement is based on the specifications of the plastic material. Table 11 showed melt mass flow rate test results of degradable plastics using avocado seed starch and PLA. The mass variation used in both materials used variations from the optimum condition (avocado seed starch 1.8 g and PLA 3 g).
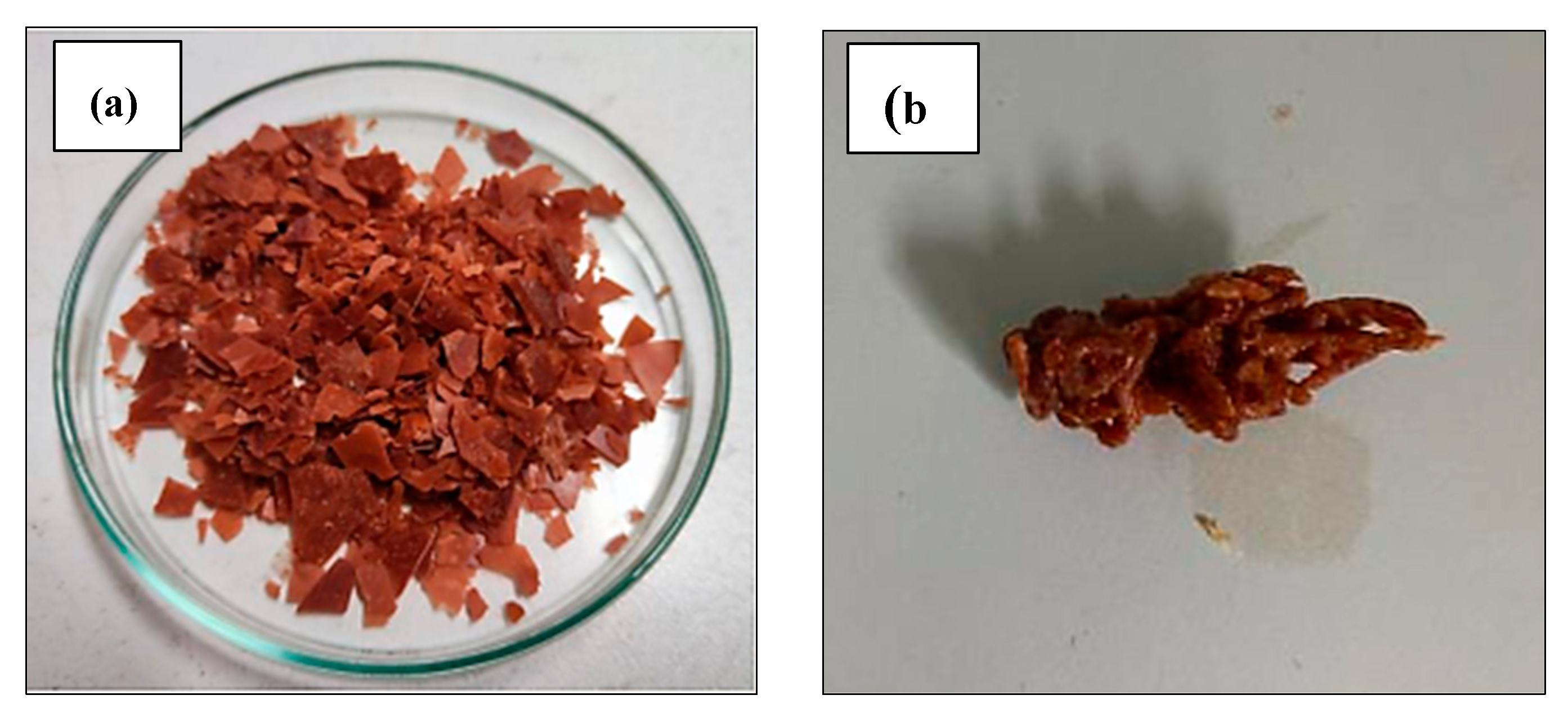
Figure 6.
MFR analysis of degradable plastic avocado seed starch-based and PLA; (a) prior to testing and (b) after-testing.
Figure 6.
MFR analysis of degradable plastic avocado seed starch-based and PLA; (a) prior to testing and (b) after-testing.
3.6. Morphological Properties Result
A scanning electron microscope (SEM) is used to study the surface, structure, and cross-section of a material. It produces images of surfaces by scanning them with a focused beam of electrons, which interact with atoms in the surface. SEM can produce high-resolution images. The sample is observed in a controlled liquid environment. This study used the JEOL SEM with with an acceleration voltage of 15 kV at 40×, 1000×, 2000×, 3000× and 6000× magnification (1 area). SEM images of avocado seed starch 1.8 g using PLA 3 g for degradable plastic can be seen in Figure 7.
4. Discussion
4.1. Water Absorption Analysis
The correlation of the variables can be determined using the quadratic method. Table 2 shows that the water absorption analysis resulted in the following Equation (5).
Y1 = Equation Model (Process Order: Quadratic) is:
0.343404 + (0.592609 × X1) + (1.74201 × X2) – (1.15375 × X1X2) + (1.43500 × X12) + (0.053125 × PLA2)
In Table 3, Analysis of Variance (ANOVA) was conducted to evaluate the effect of individual, quadratic or interaction dependent variables on the proposed model. The ANOVA results of the quadratic model in Table 2 has been obtained based on the fit of all dependent variables to the quadratic model. If the probability value (prob>F) for all coefficients show smaller than 0.05 then the coefficient is significant or has a real effect on the experiment. In this case X,Y, XY, X2 is a significant model. However, if the probability value (prob>F) is greater than 0.10, then the variable or coefficient does not significantly affect the model. As carried out by Waday and Ermias Gima Akilu (2023) the ANOVA results showed a direct and interaction effect between the properties of orange peel oil and avocado seed starch and quadratic was found to have a significant effect on the water vapor permeability value (p <0:05) [19]. Figure 1 3D plots above show that water absorption (%) is done to determine the ability of a degradable plastic to absorb water. So that the lowest water absorption is obtained at 1.5 g of starch and 3 g of PLA with an experimental value of 5.08% and an RSM predicted value of 5.00%. While the highest optimal value for water absorption is 15.06% experiment value and 13.6% RSM prediction value with a composition of 3.5 g of starch and 3 g of PLA. The more starch added, the easier the resulting degradable plastic absorbs water. Tessanan et al. (2024) in their study analyzed the water resistance of degradable plastics from pineapple stem starch mixed with PLA with time intervals (1 to 30 days) resulting in water absorption capacity that increases with the increase of immersion time, and finally stops after a certain period of time [20]. Waday and Ermias Girma Aklilu (2023) used Artificial Neural Network (ANN) and RSM modeling for the synthesis of avocado seed starch-based antimicrobial packaging with orange peel extract to determine the optimal value of water vapor permeability. The study showed that the models performed well, but the ANN-trained had better modeling performance compared to the RSM [19].
Table 4, in the sum of square test, a model is declared appropriate if the Adj R2 value and also Pred R2 have a value difference smaller than 0.2. When viewed from Table 4, the value of Adj R2 is 0.8326 and the value of Pred R2 is 0.3054 which indicates that this model is not suitable because the difference between the values of Adj R2 and Pred R2 is greater than 0.2. A model is also said to be good if the ratio of Adeq Precision is more than 4. The ratio of Adeq Precision on water absorption is 11.4307. ANOVA and 3D graph were utilized to analyze the relation between parameter and response. The coefficient of determination (R2) was used to rate the fit of the model to the data. Based on the statistical analysis of the models, all models are significant at a p-value lower than 0.05, the F-statistic is not significant, the Adj R2 value is close to the Pred R2 value, and the CV% value is also below 10%. This indicates that there is a strong correlation between the process factors and the relevant responses, and all models are repeatable [21].
4.2. Biodegradability Rate Analysis
Table 5 results in Equation (6) for the biodegradability analysis The calculation results from design expert V.13 provide a coefficient estimation model for each variable.
Y2 = Equation Model (Process Order: Quadratic) is:
39.64239 + (7.02925 × X1) – (4.99018 × X2)
ANOVA to identify the significance of the model used in RSM. Table 6 ANOVA results of the quadratic model obtained based on the fit of all dependent variables. If the probability value (prob>F) for all coefficients show smaller than 0.05 then the coefficient is significant or has a real effect on the experiment. In this case X,Y, XY, X2 is a significant model. However, if the probability value (prob>F) is greater than 0.10, then the variable or coefficient does not significantly affect the model. It can be seen from Figure 2 3D plots that the biodegradability rate (%) of degradable plastics can be affected by starch and PLA. In this study, degradable plastic with a variation of starch 3.5 g and PLA 3 g is faster to decompose due to the many starches given so as to accelerate the decomposition. After planting, the mass reduction rate is quite large, especially in the 5th sample, which is 49.9% in the experimental results and 49.3% in the RSM model prediction. In the variation of starch 1.5 g and PLA 7 g, it took longer to degrade with a range of 12.55% in experimental results and 15.3% in RSM model predictions. Zahri et al. (2021) using a blended native Antarctic bacterial activity, selected environment factor affecting biodegradation of waste canola oil (WCO) and virgin canola oil (PCO) were optimized using one-factor-at-a-time (OFAT) and RSM approaches. Obtained results using OFAT, the most effective microbial communities studied were able to degrade 94.42% and 86.83% within 7 days for WCO and PCO. While using RSM, 94.99% and 79.77% degradation could be achieved within 6 days. A significant interaction for RSM in biodegradation activity between temperature and WCO concentration in WCO media was shown [22].
Table 7, in the sum of square test, a model is declared appropriate if the Adj R2 value and also Pred R2 have a value difference smaller than 0.2. The biodegradability result of Adj R2 0.9351 and Pred R2 value 0.8882 and has a difference value smaller than 0.2. A model is also said to be good if the ratio of Adeq Precision is more than 4. When seen in Table 7, the ratio of Adeq Precision of biodegradability is 27.1221, this indicates an adequate model so that this model can be used. Amaba et al. (2023) produced bioplastics from chitosan and mango seed starch (Mangifera Indica L. Anacardiaceae) by casting method using RSM. RSM was used to determine the effect of chitosan, glycerol and starch on the biodegradability of bioplastics. The result was an optimal composition with a mass ratio of chitosan and starch of 1:0.17 (2% by volume of chitosan solution mixture) with 15.86% glycerol (per g of dry chitosan and starch) [23]. Degradable plastics standards (ASTM D-6002: Guide for Assessing the Compostability of Environmentally Degradable plastics and ASTM D-20.96 on Environmentally Degradable Plastics), states that for products composed of a single polymer (homopolymer or random copolymer), 60% of the organic carbon has to be transformed into carbon dioxide by the end of the test period, i.e., a maximum of 180 days.
4.3. Tensile Strenght, Elongation and Young Modulus Analysis
In this study, tensile strength analysis was conducted at the optimal conditions of water absorption and biodegradability in the range of starch (1.8 g) and PLA (3 g). Mechanical properties were carried out to determine the tensile strength, elongation and modulus of elasticity values of the degradable plastics. In Table 10, the tensile strength, elongation and modulus young value of 1.8 gr avocado seed starch using 3 gr PLA for based degradable plastic. The mechanical strength value obtained in tensile strenght was 10.127 MPa, elongation 85.75% and young modulus 190.02 MPa. Cao et al. (2023) optimized the process of making cow dung and hemp fiber-based paper film using RSM with Box-Behnken design, resulting in a tensile strength of about 8.26 MPa, and a tear strength of about 19.91 N/mm. According to him, further research is needed to obtain optimal mechanical results [24]. Tabassum et al. (2024) examined environmentally friendly composite films used as food packaging based on potato starch modified with kaolin and poly vinyl alcohol (PVA). This study resulted in a tensile strength of about 26.5 MPa, an elongation at break of 96% as 5.5 weight percent of kaolin, 2.5 g of starch, and 3.5 g of PVA [21]. Based on the Mat Web Material Property database for the category “Polypropylene, Extrusion Grade”, the tensile strength value in this study is almost comparable to the tensile strength obtained in HDPE (11.0 - 25.0 MPa) and PP (15.0 - 45.0 MPa). Stirring factor may affect the synthesis of degradable plastics to obtain optimum tensile strength. Cao et al. (2007) studied the fillers in pea starch plasticized with glycerol and water. In the range of 0 to 3 wt% nanofiller, it obtained 2.85 to 4.73 MPa for tensile strength, 20.74 to 39.18 MPa for elastic modulus, 41.99% (maximum) at 1 wt% filler for elongation at break (if the filler increased above 1 wt%, the elongation slightly decreased) [25]. In a study conducted by R. Anitha et al. (2024) the tensile strength of bioplastic films made was 4.25 and 2.35 MPa with elongation at break of 39.5% and 25.4% for tapioca and sweet potato bioplastics [26].
According to Wojciechowska (2012) the elongation at break also increases with increasing process temperature. In lower process temperatures, the molecules in the polymer matrix are compacted tightly with lower kinetic energy [27]. Based on the Mat Web Material Property database for the category “Polypropylene, Extrusion Grade” the value of elongation at break is obtained in the range of 8 - 750% and modulus of elasticity at 0.680 - 3.60 GPa. When compared with the values of elongation and modulus of elasticity of avocado seed starch-based degradable plastics with the addition of PLA are comparable. Jade et al. (2022) made bioplastics by combining different types of starch (potato, tapioca, sago and swamp taro) and protein. Tensile strength and elongation were obtained for potato (elongation 77.42%; tensile strenght 2.52 ± 0.47 MPa), tapioca (elongation 165.25%; tensile strenght 0.98 ± 0.13 MPa), sago (elongation 46.11%; 3.1 ± 0.56 MPa) and swamp taro (elongation 72.01%; 1.89 ± 0.48 MPa). While with 0.97 ± 0.13 MPa, tapioca has the lowest ultimate tensile which means it will break and fracture faster than sago, with 3.09 ± 0.56 MPa. According to him, starch-protein blend bioplastics made from sago and swamp taro are the most sustainable and most promising for bioplastic production [28]. The material condition of amorphous glass and the presence of crystals greatly affect the mechanical response of bioplastics [29].
3.5. FTIR Analysis
In Figure 3, it can be observed that the wave number 3273.20 cm-1, 3502.73 cm-1, 3647.39 cm-1 showed the presence of O-H stretching vibrations on the sodium hydroxide compound contained in starch. There are wavenumbers 2100 - 3600 cm-1 which are hydroxyl groups from starch. While at wave number 2953.52 cm-1, 2945.30 cm-1, 2902.87 cm-1 and 2258.64 cm-1 there is a CH2 bond which is the glucose content in avocado starch. Jiménez et al. (2022) on the study of making bioplastics based on Hass avocado seed starch, observed a peak wave number of 2919 cm-1 which is characteristic of CH bonds associated with methyl groups [30]. At wave number of 1631.78 cm-1 and 1741.72 cm-1 characterized as C=C and C-O stretching vibrations found in xylene – MA compounds and may also be related to PLA. The content of various functional groups can affect the inter-facial interface between starch and MA molecules in degradable plastics, and may contribute to the determining mechanical and physical properties. As in the research of Navasingh et al. (2023) making boplastics based on rice starch and tapioca modified with calcium carbonate and plasticizers there are peaks within 2883 cm-1 and 3000 cm-1 show the presence of C-H stretching groups. The inclusion of starch has resulted in the presence of these groups. This would appear to resemble a sample that has been polymerized with glycerol. At a wave number of 1500 cm-1 there is an N-H group of amines which allows an exothermic reaction between maleic anhydrous and sodium hydroxide in the process of making degradable plastics [31].
Łopusiewicz et al. (2021) in their study on the preparation and bioactive characterization of composite films from CMC modified with fungal melanin and carvacrol, there are wave numbers 3200 - 3350 cm-1 which are hydroxyl groups from cellulose [32]. Gbadeyan et al. (2023) in their study made bioplastics from snail shell and bagasse cellulose using PLA in FTIR analysis, the FTIR spectra showed a dominant interface of the C-O stretching, C=O stretching, and carboxylic acid-bending C-H stretching, showing the presence of bioplastic film functional groups [33]. According to Tan et al. (2022) for pure starch-based bioplastic films there are wave numbers 3285.60 cm-1, 2926.23 cm-1 and 1648.86 cm-1 and starch-based bioplastics mixed using chitosan reinforcement there are wave numbers 3276.45 cm-1, 2925.32 cm-1, 1643.04 cm-1 and 1563.18 cm-1. According to him, the interaction and solubility between is evidenced by the peak shift to lower wave numbers on FTIR [34].
3.6. Thermal Properties Analysis
3.6.1. TGA Analysis
The TGA profiles of avocado seed starch-based and PLA degradable plastic are shown in Figure 4, respectively. There are weight losses in degradable plastic. The weight loss of the sample starts slowly at 30°C. At this temperature, weight loss is caused by the presence of contaminants and other additives contained in the degradable plastic. The extreme weight loss starts at 356.86°C to 413.64°C and critallization occurs. In this state, most of the material decomposes and is completely depleted at 600°C. In this study, the degradable plastic samples suffered a high level of thermal degradation and at this stage the loss of hydrogen groups, and decomposition, depolymerization and cracking of carbon chains in the starch structure occurred [35,36]. Total weight loss for avocado seed starch-based degradable plastic with PLA addition was 97.500% with 4.290 mg remaining. The thermogram change of TGA occurs due to the heat transfer of the degradable plastic, but also the reaction of the structure change and phase change of the degradable plastic. The large weight loss in the range of 250-300°C is due to the decomposition of gelatin and starch. From this, one could conclude that the prepared sample can be used in applications operated at high levels of temperature [37].
López Terán et al. (2024) in their study on the effect of incorporating eucalyptus, tea tree (TT) and rosemary essential oils and chiriyuyo extract on the structure and properties of thermoplastic starch (TPS) obtained from potato starch, glycerin, and water. In the TGA analysis, the samples containing TT, the peaks shifted to lower temperatures with increasing TT concentration used (304.6, 301.6, 300.6 and 294.2°C for TT concentrations of 0.5, 1.2 and 7 g/100 g TPS). According to him, increasing the concentration of tea tree in thermoplastic starch causes a significant change in the crystallinity of TPS [38]. It can be concluded from avocado seed starch and PLA based degradable plastics that the higher the decomposed residual weight, the better the thermal resistance.
3.6.2. DSC Analysis
The DSC results are shown in Figure 5. There were two heats in this study’s DSC analysis, but this study observed it during the second heat. For this process, the heating is endothermic (the peak of the thermogram drops off). The peaks of the curves for avocado seed starch and PLA-based plastics are not very sharp. There is no glass transition, where the whole polymer is in a solid state at 149.17°C, and the melting peak temperature is 159.10°C. The melting process produces a peak on the DSC curve. Jozinovič et al. (2024) used DSC to analyze thermoplastic biopolymers made from potato starch and PLA. The curve showed a peak at 112.4°C, indicating the cold crystallization temperature. PLA did not fully crystallize during heating, as shown by cold crystallization [39]. Calambás Pulgarin and Carolina Caicedo (2024) showed that biopolymers have two second-order transitions between 50°C and 70°C. Starch gelatinizes at a temperature of 64°C when mixed with plasticizers. PLA has a glass transition temperature of 64°C. However, the broadened band due to gelatinization overlaps with the PLA glass transition temperature, limiting comparative analysis [40]. In their study, Morales et al. (2023) determined that the melting point of pure PLA is 150°C [41]. The findings illustrate that avocado seed starch-based degradable plastics, with the inclusion of PLA, exhibit a comparable melting point.
3.6.3. MFR Analysis
MFR values are essential for the determination of material specifications, the monitoring of the quality of incoming raw materials, the selection of an optimal processing method, and the comparison of the modified material to the original material to ensure that the requisite quality and specifications standards have been met. Molding capability is contingent upon melt flow rate (MFR). MFR is a critical parameter in the plastics industry [42]. Table 11 MFR results of avocado starch and PLA-based degradable plastics with mass (starch 1.8 g and PLA 3 g). The values of degradable plastics cannot be quantified in terms of flow rate (melting) due to the fact that the materials have already undergone a phase transition prior to measurement. This may be due to the temperature and load factors used in measuring the MFR not at process conditions (190°C/5 kg), but below. The introduction of a starch–PLA blend alters the viscosity characteristics of the resulting degradable plastic. According to Dimonie et al. (2016) from research conducted, mixtures with a high starch content (70%) display a notable decrease in melt resistance to flow when the temperature is increased from 135°C to 170°C, particularly at loads of 2.16 kg and 3.8 kg. The slight enhancement in the melt’s ability to flow between 145°C and 170°C and under high loads (5 kg, 10 kg) may suggest cross-linking degradation, a process that can elevate the molecular weight of the melt macromolecules [43]. Wang et al. (2021) studied thermoplastic starch/butyl glycol ester copolymer/polylactic acid (TPS/PBSA/PLA). As the PLA content increased, PLA and PBSA became incompatible, affecting the system’s performance. The MFR for TPS/PBSA/PLA composites decreased with PLA content, allowing film blowing [44]. The following Table 12 presents the MFR results in previous studies.
Table 12 shows that blending PP and PE with TPS improves the MFR value of plastics. The MFR value of TPS blends with PP/PE is higher than the standard MFR value of PP/PE. This is due to the starch particles/granules that bind to the polymer matrix (PP/PE) with the addition of a compatibilizer. Upon examination via differential scanning calorimetry (DSC) analysis, the degradable plastic composite comprising avocado seed starch and PLA exhibited a melt point of 159.10°C. This suggests that, in the context of prior research, the melt flow rate at 150°C/5kg, achieved through injection molding, is a probable process condition. Thus, degradable plastics can be molded as needed such as household products, accessories and so on using injection molding machines. Thermoplastic starch serves as an ingredient that can increase the viscosity of the mixture. In determining the MFR value, the viscosity value is also influential. The higher MFR value will affect the viscosity of the flow rate during the injection process [45].
3.7. SEM Analysis
The results of SEM analysis serve to demonstrate the morphology of the particles embedded within the matrix. It is thereby revealed whether the distribution of the particles within the matrix is homogeneous or heterogeneous. SEM magnification of 40×, 1000×, 2000×, 3000× and 6000× was used to analyse both avocado seed starch and PLA-based degradable plastics, as demonstrated in Figure 7. It can be observed that the morphological results are more clearly visible at the 2000× magnification. The presence of white lumps and indentations on the surface of degradable plastics is evident in Figure 7. The results show that the avocado seed starch and PLA and other additives in the plastic have not fully dissolved, so the shape is uneven. The main factor is stirring because it affects how well the starch and PLA, as well as additives, dissolve. The surface features are comprised of granules (the residual portion of the starch particle), indicative of incomplete gelatinization of the starch during its formation [49].
Zołek-Tryznowska et al. (2023) studied the surface of corn starch-microfibrillated cellulose films (MCF). All the films showed smooth surfaces, indicating good miscibility, compatibility, and integrity of starch and MFC. This may be because the starch and microcellulose mix well [50]. For example, Zhang et al. (2021) conducted a study comparing PLA biofilms with those formed on conventional plastics. Their findings indicated that there were no significant differences between the two [51]. Yang et al. (2020) studied how starch/empty palm bunch-based bioplastic composites reinforced with epoxidized palm oil or epoxidized soybean oil at various concentrations developed. SEM micrographs showed that a low content of epoxidized oils (0.75 wt%) improved compatibility, while a high content (3 wt%) caused voids [52]. The longer the stirring time, the better the solubility, while the faster the stirring time, the less soluble the components will be. The viscosity of the polymer affects the plastic’s morphology and density. Less viscous starch can’t retain vapor bubbles as well as more viscous starch [53]. Szatkowski et al. (2023) used PLA to make biocomposites with cracks from the bending stress test. The material broke when the PLA chain broke and deep scratches appeared on the surface. The material couldn’t take the force and couldn’t be used [54].
5. Conclusions
The effect of avocado seed starch and PLA for degradable plastic was analyzed using RSM. The water absorption and biodegradability rate (%) of degradable plastics can be affected by starch and PLA. The results of this study show that 1.8 g and 3 g of PLA are the most optimal process parameters that also produce values that match the experimental results on water absorption and biodegradability rate. These parameters are used to analyze tensile strength, functional groups, thermal and morphological. The mechanical characteristics of degradable plastics produced using 1.8 g avocado seed starch and 3 g PLA include tensile strenght 10.127 MPa, elongation 85.75% and young modulus 190.02 MPa. In the FTIR analysis, there are organic groups and the degradable plastic is hydrophilic so it is easily decomposed by soil. From the thermal properties of the TGA analysis results, degradable plastics have stable thermal resistance behavior. DSC analysis revealed that the polymer exhibited no glass transition, maintaining a solid state at 149.17°C, with a peak melting temperature of 159.10°C. MFR analysis needs further research in order to get the MFR results needed and according to the standard value of injection molding. In SEM analysis, the avocado seed starch and PLA and other additives have not fully dissolved, so the plastic is uneven. The main factor is stirring because it affects how well the ingredients dissolve.
Author Contributions
R.D., Data curation, Methodology, Project administration and Writing – original draft; N.S., Formal analysis, Investigation and Software; Z.Z., methodology, resources and Writing – review & editing; H.F., Formal analysis and Investigation ; M.R., Conceptualization, Data curation; J.P.S., Investigation and Supervision; T.C., Validation and Writing – review & editing. All authors have reviewed and approved the published version of the manuscript.
Funding
This research was supported by Non-Tax National Income (PNBP) fund in the Budget Implementation List (DIPA) of Malikussaleh University for the 2024 Budget Year.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thank the Chemical Engineering Laboratory at Malikussaleh University in Aceh, Indonesia.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Merino, Danila, Ana Isabel Quilez-Molina, Giovanni Perotto, Andrea Bassani, Giorgia Spigno, and Athanassia Athanassiou. “A Second Life for Fruit and Vegetable Waste: A Review on Bioplastic Films and Coatings for Potential Food Protection Applications.” Green Chemistry 24, no. 12 (2022): 4703–27. [CrossRef]
- Huang, Jijiang, Andrei Veksha, Wei Ping Chan, Apostolos Giannis, and Grzegorz Lisak. “Chemical Recycling of Plastic Waste for Sustainable Material Management: A Prospective Review on Catalysts and Processes.” Renewable and Sustainable Energy Reviews 154 (February 2022): 111866. [CrossRef]
- Lestari, Prieskarinda, and Yulinah Trihadiningrum. “The Impact of Improper Solid Waste Management to Plastic Pollution in Indonesian Coast and Marine Environment.” Marine Pollution Bulletin 149 (December 2019): 110505. [CrossRef]
- Zhang, Chaofan, Chengyu Wang, Guoliang Cao, Dawei Wang, and Shih-Hsin Ho. “A Sustainable Solution to Plastics Pollution: An Eco-Friendly Bioplastic Film Production from High-Salt Contained Spirulina Sp. Residues.” Journal of Hazardous Materials 388 (April 2020): 121773. [CrossRef]
- Farajpour, Romina, Zahra Emam Djomeh, Sohrab Moeini, Hamid Tavakolipour, and Shila Safayan. “Structural and Physico-Mechanical Properties of Potato Starch-Olive Oil Edible Films Reinforced with Zein Nanoparticles.” International Journal of Biological Macromolecules 149 (April 2020): 941–50. [CrossRef]
- Meereboer, Kjeld W., Manjusri Misra, and Amar K. Mohanty. “Review of Recent Advances in the Biodegradability of Polyhydroxyalkanoate (PHA) Bioplastics and Their Composites.” Green Chemistry 22, no. 17 (2020): 5519–58. [CrossRef]
- Lackner, Maximilian, Anindya Mukherjee, and Martin Koller. “What Are ‘Bioplastics’? Defining Renewability, Biosynthesis, Biodegradability, and Biocompatibility.” Polymers 15, no. 24 (December 13, 2023): 4695. [CrossRef]
- Abe, Mateus Manabu, Júlia Ribeiro Martins, Paula Bertolino Sanvezzo, João Vitor Macedo, Marcia Cristina Branciforti, Peter Halley, Vagner Roberto Botaro, and Michel Brienzo. “Advantages and Disadvantages of Bioplastics Production from Starch and Lignocellulosic Components.” Polymers 13, no. 15 (July 28, 2021): 2484. [CrossRef]
- Jayarathna, Shishanthi, Mariette Andersson, and Roger Andersson. “Recent Advances in Starch-Based Blends and Composites for Bioplastics Applications.” Polymers 14, no. 21 (October 27, 2022): 4557. [CrossRef]
- Nwuzor, Iheoma Chigoziri, Henry Chukwuka Oyeoka, Simeon Chukwudozie Nwanonenyi, and Gina Odochi Ihekweme. “Biodegradation of Low-Density Polyethylene Film/Plasticized Cassava Starch Blends with Central Composite Design for Optimal Environmental Pollution Control.” Journal of Hazardous Materials Advances 9 (February 2023): 100251. [CrossRef]
- Yusoff, Noorul Hidayah, Kaushik Pal, Thinakaran Narayanan, and Fernando Gomes De Souza. “Recent Trends on Bioplastics Synthesis and Characterizations: Polylactic Acid (PLA) Incorporated with Tapioca Starch for Packaging Applications.” Journal of Molecular Structure 1232 (May 2021): 129954. [CrossRef]
- Jumaidin, Ridhwan, Syahmah Shafie, Rushdan Ahmad Ilyas, and Muchlis Muchlis. “Effect of Coconut Fiber Loading on the Morphological, Thermal, and Mechanical Properties of Coconut Fiber Reinforced Thermoplastic Starch/Beeswax Composites.” Pertanika Journal of Science and Technology 31, no. S1 (October 27, 2023): 157–73. [CrossRef]
- Yang, Shu, Kaikai Chen, Hongming Xiang, Yingwen Wang, and Chenyan Huang. “The Optimized Preparation Conditions of Cellulose Triacetate Hollow Fiber Reverse Osmosis Membrane with Response Surface Methodology.” Polymers 15, no. 17 (August 28, 2023): 3569. [CrossRef]
- Magesh, A., K. Jayabalan, R. Rajesh Kannan, P. Rathakrishnan, M. Dilipkumar, and M. Suriyaprakash. “Optimization and Production of Bioplastic from Bio Waste Using Response Surface Methodology (RSM).” Environmental Quality Management 32, no. 1 (September 2022): 179–90. [CrossRef]
- De Dios-Avila, Ndahita, Juan Manuel Tirado-Gallegos, Claudio Rios-Velasco, Gregorio Luna-Esquivel, Néstor Isiordia-Aquino, Paul Baruk Zamudio-Flores, Mario Orlando Estrada-Virgen, and Octavio Jhonathan Cambero-Campos. “Physicochemical, Structural, Thermal and Rheological Properties of Flour and Starch Isolated from Avocado Seeds of Landrace and Hass Cultivars.” Molecules 27, no. 3 (January 28, 2022): 910. [CrossRef]
- Nofar, Mohammadreza, Dilara Sacligil, Pierre J. Carreau, Musa R. Kamal, and Marie-Claude Heuzey. “Poly (Lactic Acid) Blends: Processing, Properties and Applications.” International Journal of Biological Macromolecules 125 (March 2019): 307–60. [CrossRef]
- Gupta, Kapil, and Neelesh Kumar Jain. Near-Net Shape Manufacturing of Miniature Spur Gears by Wire Spark Erosion Machining. Materials Forming, Machining and Tribology. Singapore: Springer Singapore, 2016. [CrossRef]
- Moria, Kawthar Mostafa, Hifsa Khurshid, Muhammad Raza Ul Mustafa, Areej Alhothali, and Omaimah Omar Bamasag. “Application of the Response Surface Methodology (RSM) in the Optimization of Acenaphthene (ACN) Removal from Wastewater by Activated Carbon.” Sustainability 14, no. 14 (July 13, 2022): 8581. [CrossRef]
- Waday, Yasin Ahmed, and Ermias Girma Aklilu. “ANN and RSM Modeling for the Synthesis of Avocado Seed Starch Combined Orange Peel Extract Antimicrobial Packaging Film.” Edited by Pengwu Xu. International Journal of Polymer Science 2023 (June 16, 2023): 1–11. [CrossRef]
- Tessanan, Wasan, Pranee Phinyocheep, and Taweechai Amornsakchai. “Sustainable Materials with Improved Biodegradability and Toughness from Blends of Poly(Lactic Acid), Pineapple Stem Starch and Modified Natural Rubber.” Polymers 16, no. 2 (January 14, 2024): 232. [CrossRef]
- Tabassum, Noshabah, Uzaira Rafique, Maria Qayyum, Abdallah A. A. Mohammed, Saira Asif, and Awais Bokhari. “Kaolin–Polyvinyl Alcohol–Potato Starch Composite Films for Environmentally Friendly Packaging: Optimization and Characterization.” Journal of Composites Science 8, no. 1 (January 11, 2024): 29. [CrossRef]
- Zahri, Khadijah Nabilah Mohd, Azham Zulkharnain, Claudio Gomez-Fuentes, Suriana Sabri, Khalilah Abdul Khalil, Peter Convey, and Siti Aqlima Ahmad. “The Use of Response Surface Methodology as a Statistical Tool for the Optimisation of Waste and Pure Canola Oil Biodegradation by Antarctic Soil Bacteria.” Life 11, no. 5 (May 20, 2021): 456. [CrossRef]
- Amaba, Adrian Seth, Kristine Claire Villanueva, Noel Peter Tan, Francis Dave Siacor, and Maria Kristina Paler. “Preparation of Bioplastic Film from Chitosan and Mango (Mangifera Indica L. Anacardiaceae) Kernel Starch by Casting Method.” Applied Chemical Engineering 6, no. 3 (November 20, 2023). [CrossRef]
- Cao, Xiaoqing, Lu Li, Fengwei Zhang, Linxiong Shi, Fangyuan Zhang, Xuefeng Song, Wuyun Zhao, and Fei Dai. “Optimization of the Green Fibre Paper Film Preparation Process Based on Box–Behnken Response Surface Methodology.” Coatings 13, no. 12 (November 30, 2023): 2025. [CrossRef]
- Cao, Xiaodong, Yun Chen, Peter R. Chang, and Michel A. Huneault. “Preparation and Properties of Plasticized Starch/Multiwalled Carbon Nanotubes Composites.” Journal of Applied Polymer Science 106, no. 2 (October 15, 2007): 1431–37. [CrossRef]
- Anitha, R., K. Jayakumar, G. Vijay Samuel, M. Esther Joice, M. Sneha, and D. Sathya Seeli. “Synthesis and Characterization of Starch-Based Bioplastics: A Promising Alternative for a Sustainable Future.” In The International Conference on Processing and Performance of Materials (ICPPM 2023), 30. MDPI, 2024. [CrossRef]
- Wojciechowska, Patrycja. “The Effect of Concentration and Type of Plasticizer on the Mechanical Properties of Cellulose Acetate Butyrate Organic-Inorganic Hybrids.” In Recent Advances in Plasticizers, edited by Mohammad Luqman. InTech, 2012. [CrossRef]
- Jade, Stanley, Culliton David, Jovani Sancho, Neves Cunha, and A Jonay. “Mechanical Properties of Starch-Protein Blend Bioplastics.” Wjert 8, no. 12 (2022): 01–19.
- Fabra, María José, Marta Martínez-Sanz, L.G. Gómez-Mascaraque, Rafael Gavara, and Amparo López-Rubio. “Structural and Physicochemical Characterization of Thermoplastic Corn Starch Films Containing Microalgae.” Carbohydrate Polymers 186 (April 2018): 184–91. [CrossRef]
- Jiménez, Rosalía, Gloria Sandoval-Flores, Sofía Alvarado-Reyna, Sanjuana Elizabeth Alemán-Castillo, Rubén Santiago-Adame, and Gonzalo Velázquez. “Extraction of Starch from Hass Avocado Seeds for the Preparation of Biofilms.” Food Science and Technology 42 (2022): e56820. [CrossRef]
- Navasingh, Rajesh Jesudoss Hynes, Manoj Kumar Gurunathan, Maria P. Nikolova, and Jolanta B. Królczyk. “Sustainable Bioplastics for Food Packaging Produced from Renewable Natural Sources.” Polymers 15, no. 18 (September 14, 2023): 3760. [CrossRef]
- Łopusiewicz, Łukasz, Paweł Kwiatkowski, Emilia Drozłowska, Paulina Trocer, Mateusz Kostek, Mariusz Śliwiński, Magdalena Polak-Śliwińska, Edward Kowalczyk, and Monika Sienkiewicz. “Preparation and Characterization of Carboxymethyl Cellulose-Based Bioactive Composite Films Modified with Fungal Melanin and Carvacrol.” Polymers 13, no. 4 (February 5, 2021): 499. [CrossRef]
- Gbadeyan, Oluwatoyin J., Linda Z. Linganiso, and Nirmala Deenadayalu. “Assessment and Optimization of Thermal Stability and Water Absorption of Loading Snail Shell Nanoparticles and Sugarcane Bagasse Cellulose Fibers on Polylactic Acid Bioplastic Films.” Polymers 15, no. 6 (March 21, 2023): 1557. [CrossRef]
- Tan, Shiou Xuan, Hwai Chyuan Ong, Andri Andriyana, Steven Lim, Yean Ling Pang, Fitranto Kusumo, and Gek Cheng Ngoh. “Characterization and Parametric Study on Mechanical Properties Enhancement in Biodegradable Chitosan-Reinforced Starch-Based Bioplastic Film.” Polymers 14, no. 2 (January 11, 2022): 278. [CrossRef]
- Sanyang, Muhammed, Salit Sapuan, Mohammad Jawaid, Mohamad Ishak, and Japar Sahari. “Effect of Plasticizer Type and Concentration on Tensile, Thermal and Barrier Properties of Biodegradable Films Based on Sugar Palm (Arenga Pinnata) Starch.” Polymers 7, no. 6 (June 18, 2015): 1106–24. [CrossRef]
- Mohammed, Abdulrahman A. B. A., Zaimah Hasan, Abdoulhdi A. Borhana Omran, Abdulhafid M. Elfaghi, M.A. Khattak, R. A. Ilyas, and S. M. Sapuan. “Effect of Various Plasticizers in Different Concentrations on Physical, Thermal, Mechanical, and Structural Properties of Wheat Starch-Based Films.” Polymers 15, no. 1 (December 23, 2022): 63. [CrossRef]
- Marichelvam, M. K., Mohammad Jawaid, and Mohammad Asim. “Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials.” Fibers 7, no. 4 (April 9, 2019): 32. [CrossRef]
- López Terán, Jorge Luis, Elvia Victoria Cabrera Maldonado, Judith Del Carmen Araque Rangel, José Poveda Otazo, and María Isabel Beltrán Rico. “Development of Antibacterial Thermoplastic Starch with Natural Oils and Extracts: Structural, Mechanical and Thermal Properties.” Polymers 16, no. 2 (January 8, 2024): 180. [CrossRef]
- Jozinović, Antun, Mario Kovač, Vesna Ocelić Bulatović, Dajana Kučić Grgić, Martina Miloloža, Drago Šubarić, and Đurđica Ačkar. “Biopolymeric Blends of Thermoplastic Starch and Polylactide as Sustainable Packaging Materials.” Polymers 16, no. 9 (May 1, 2024): 1268. [CrossRef]
- Calambás Pulgarin, Heidy Lorena, and Carolina Caicedo. “Barrier, Mechanical, Thermal, and Rheological Properties of Plasticized Biopolymeric Films Manufactured by Co-Extrusion.” Processes 12, no. 3 (March 6, 2024): 524. [CrossRef]
- Morales, Johanna, Rose Mary Michell, Alicia Sommer-Márquez, and Denis Rodrigue. “Effect of Biobased SiO2 on the Morphological, Thermal, Mechanical, Rheological, and Permeability Properties of PLLA/PEG/SiO2 Biocomposites.” Journal of Composites Science 7, no. 4 (April 8, 2023): 150. [CrossRef]
- Dewi, Rozanna, Novi Sylvia, Zulnazri, Medyan Riza, Januar Siregar, and Budhi Kusuma. “Characterization of Sago Starch-Based Degradable Plastic with Agricultural Waste Cellulose Fiber as Filler.” AIMS Environmental Science 11, no. 2 (n.d.): 304–23. [CrossRef]
- Dimonie, Doina, Marius Petrache, Celina Damian, Liliana Anton, Miruna Musat, Ştefan-Ovidiu Dima, Cosmin Jinescu, and Rapa Maria. “New Evidences on the Process Sensitivity of Some Renewable Blends Based on Starch Considering Their Melt Rheological Properties.” International Journal of Polymer Science 2016 (2016): 1–10. [CrossRef]
- Wang, Yuxuan, Yuke Zhong, Qifeng Shi, and Sen Guo. “Study of the Preparation and Properties of TPS/PBSA/PLA Biodegradable Composites.” Journal of Composites Science 5, no. 2 (February 4, 2021): 48. [CrossRef]
- Dewi, Rozanna, Novi Sylvia, Zulnazri, and Medyan Riza. “Melt Flow Index (MFI) Analysis of Sago Based Thermoplastic Starch Blend with Polypropylene and Polyethylene.” Materials Today: Proceedings 87 (2023): 396–400. [CrossRef]
- Coltelli, Maria-Beatrice, Luca Panariello, Pierfrancesco Morganti, Serena Danti, Adone Baroni, Andrea Lazzeri, Alessandra Fusco, and Giovanna Donnarumma. “Skin-Compatible Biobased Beauty Masks Prepared by Extrusion.” Journal of Functional Biomaterials 11, no. 2 (April 6, 2020): 23. [CrossRef]
- Sangeetha, V.H., Harekrishna Deka, T.O. Varghese, and S.K. Nayak. “State of the Art and Future Prospectives of Poly(Lactic Acid) Based Blends and Composites.” Polymer Composites 39, no. 1 (January 2018): 81–101. [CrossRef]
- Hamad, Kotiba, Mosab Kaseem, and Fawaz Deri. “Melt Rheology of Poly(Lactic Acid)/Low Density Polyethylene Polymer Blends.” Advances in Chemical Engineering and Science 01, no. 04 (2011): 208–14. [CrossRef]
- Amin, Md. Ruhul, Mohammad Asaduzzaman Chowdhury, and Md. Arefin Kowser. “Characterization and Performance Analysis of Composite Bioplastics Synthesized Using Titanium Dioxide Nanoparticles with Corn Starch.” Heliyon 5, no. 8 (August 2019): e02009. [CrossRef]
- Żołek-Tryznowska, Zuzanna, Ewa Bednarczyk, Mariusz Tryznowski, and Tomasz Kobiela. “A Comparative Investigation of the Surface Properties of Corn-Starch-Microfibrillated Cellulose Composite Films.” Materials 16, no. 9 (April 23, 2023): 3320. [CrossRef]
- Zhang, Bin, Xin Yang, Lingchen Liu, Liang Chen, Jia Teng, Xiaopeng Zhu, Jianmin Zhao, and Qing Wang. “Spatial and Seasonal Variations in Biofilm Formation on Microplastics in Coastal Waters.” Science of The Total Environment 770 (May 2021): 145303. [CrossRef]
- Yang, Jianlei, Yern Chee Ching, Cheng Hock Chuah, and Nai-Shang Liou. “Preparation and Characterization of Starch/Empty Fruit Bunch-Based Bioplastic Composites Reinforced with Epoxidized Oils.” Polymers 13, no. 1 (December 29, 2020): 94. [CrossRef]
- Engel, Juliana B., Alan Ambrosi, and Isabel C. Tessaro. “Development of Biodegradable Starch-Based Foams Incorporated with Grape Stalks for Food Packaging.” Carbohydrate Polymers 225 (December 2019): 115234. [CrossRef]
- Szatkowski, Piotr, Jacek Gralewski, Katarzyna Suchorowiec, Karolina Kosowska, Bartosz Mielan, and Michał Kisilewicz. “Aging Process of Biocomposites with the PLA Matrix Modified with Different Types of Cellulose.” Materials 17, no. 1 (December 20, 2023): 22. [CrossRef]
Figure 3.
FTIR analysis of degradable plastic avocado seed starch-based and PLA.
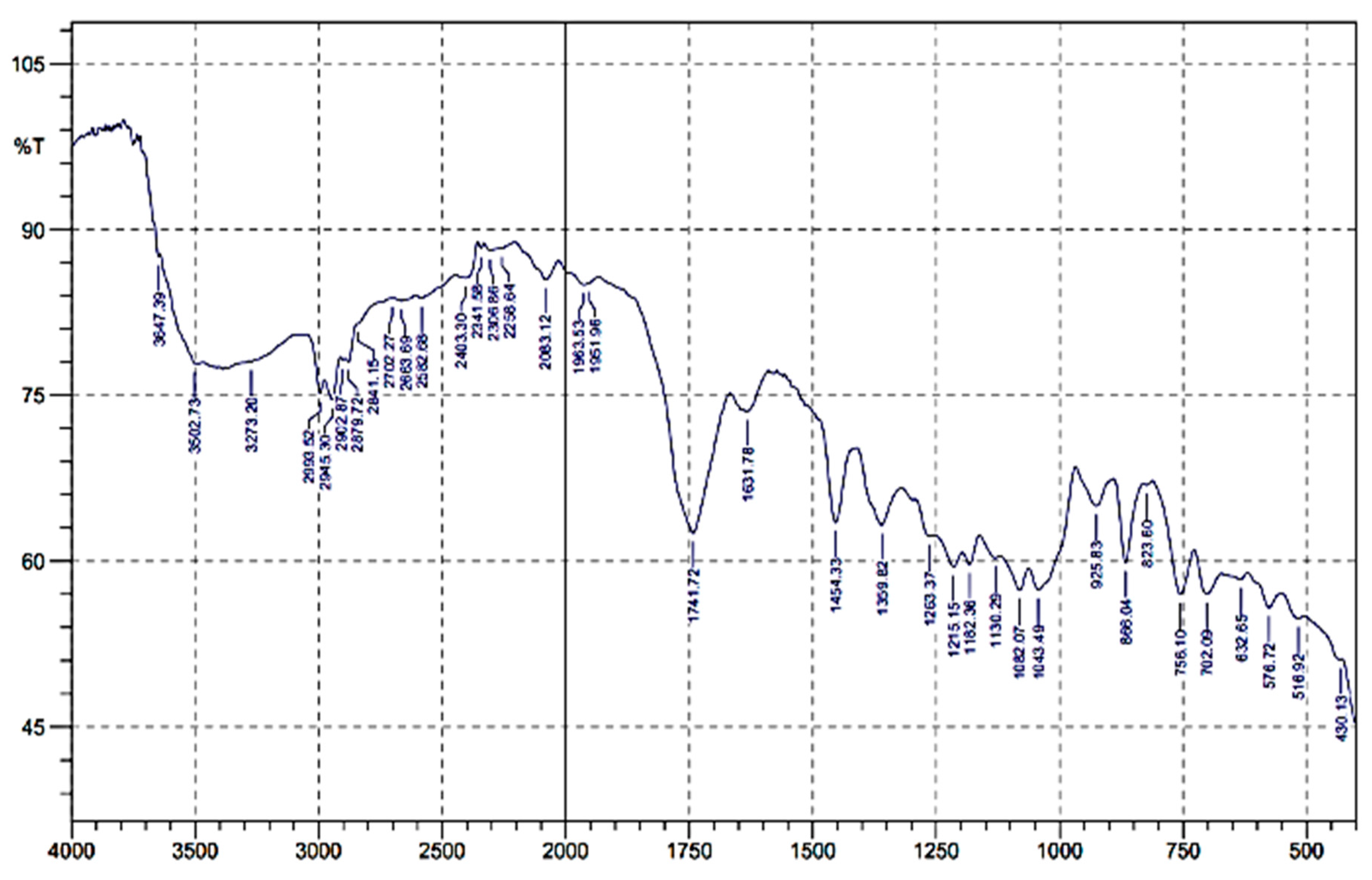
Figure 4.
TGA of degradable plastic avocado seed starch-based and PLA.
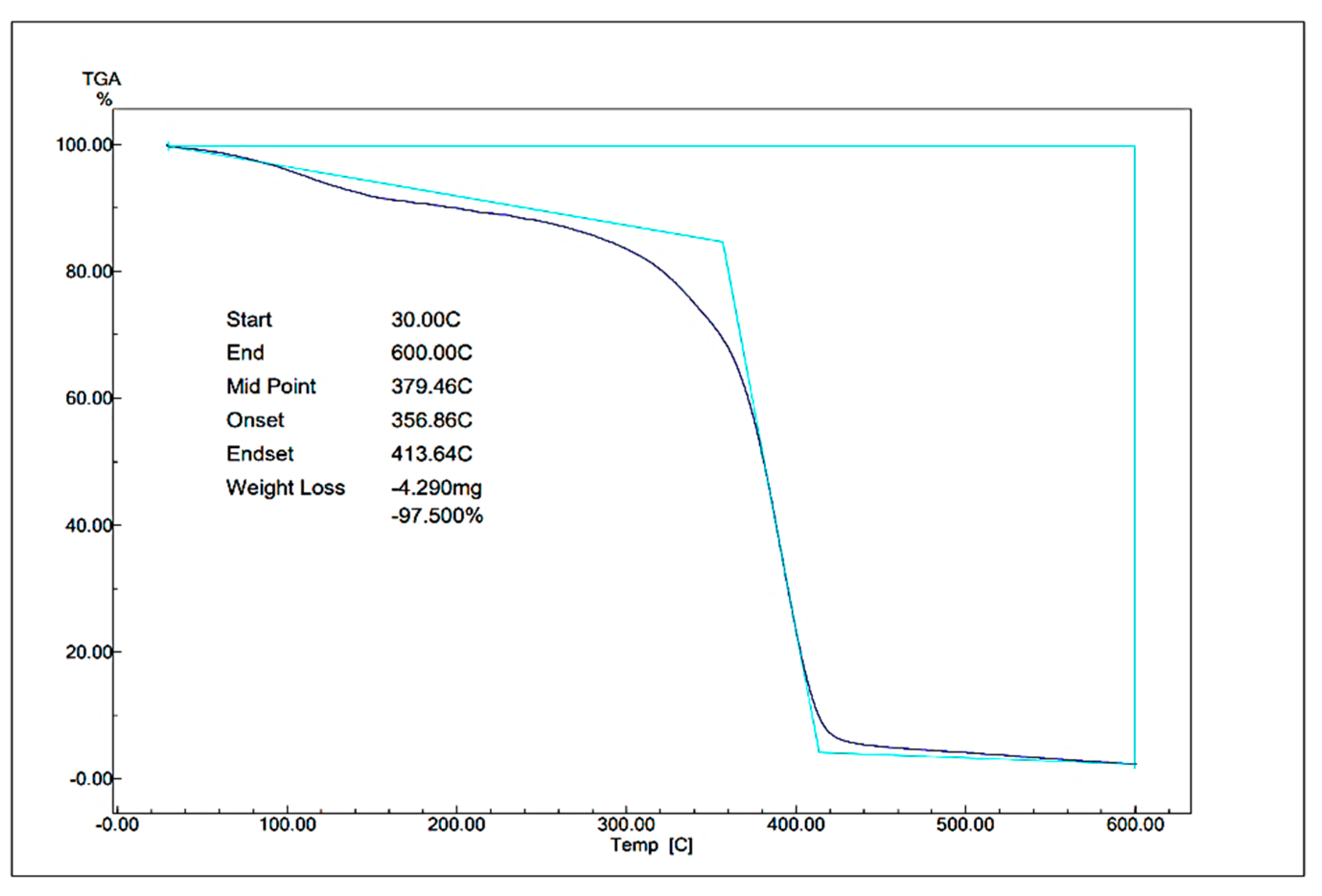
Figure 5.
DSC of degradable plastic avocado seed starch-based and PLA.
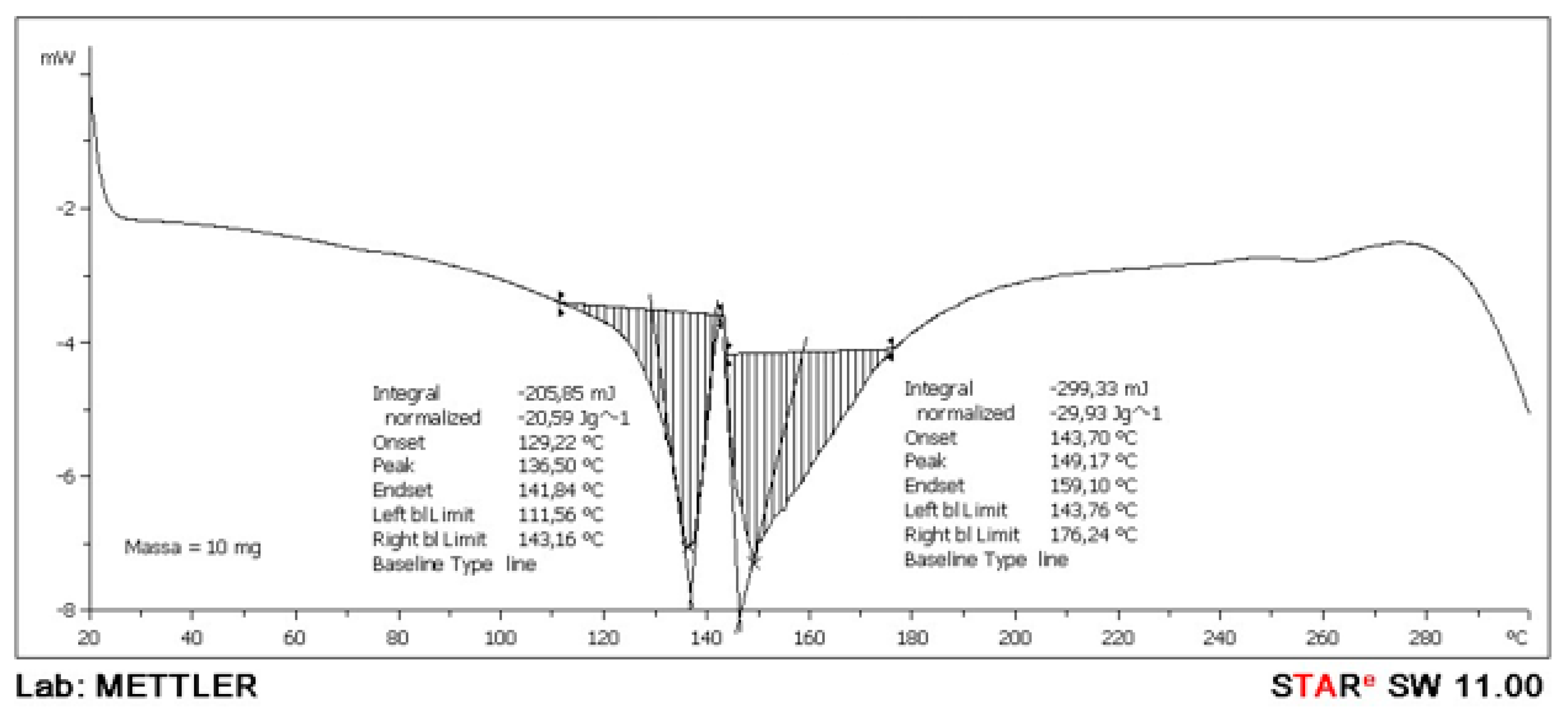
Figure 7.
SEM analysis of degradable plastic avocado seed starch-based and PLA; (a) 40×, (b) 1000×, (c) 2000×, (d) 3000×, (e) 6000×.
Figure 7.
SEM analysis of degradable plastic avocado seed starch-based and PLA; (a) 40×, (b) 1000×, (c) 2000×, (d) 3000×, (e) 6000×.
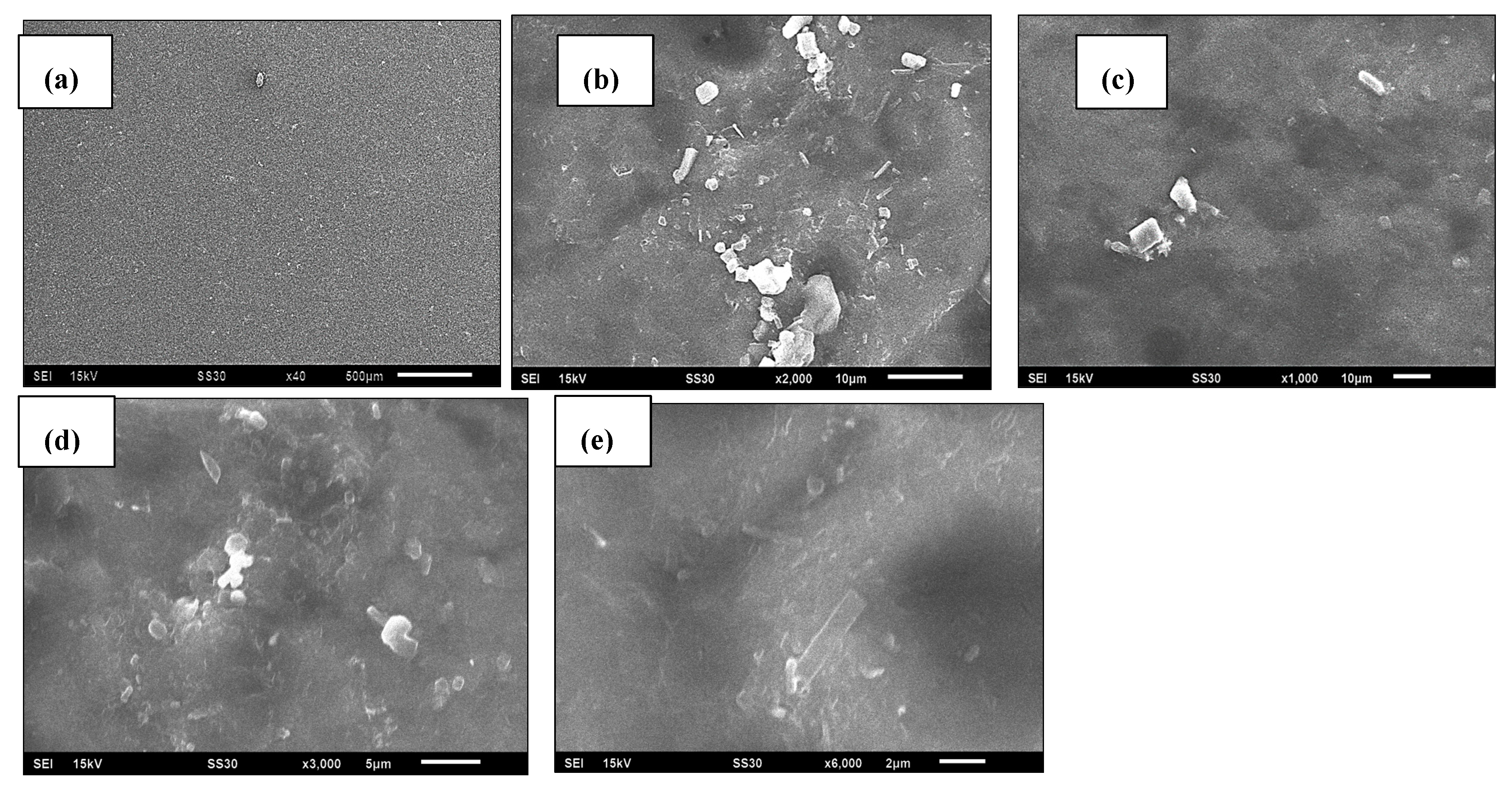
Table 1.
RSM water absorption and biodegradability data using design expert software.
| Run | Independent Variable | Dependent Variable | Dependent Variable | |
|---|---|---|---|---|
| X1: Starch (g) | X2: PLA (g) | Y1: Water Absorption (%) | Y2: Biodegradability (%) | |
| 1 | 2.5 | 7.82843 | 6.2 | 21.18 |
| 2 | 2.5 | 5 | 6.41 | 33.63 |
| 3 | 2.5 | 5 | 6.41 | 33.63 |
| 4 | 2.5 | 5 | 6.41 | 33.63 |
| 5 | 3.5 | 3 | 15.06 | 49,9 |
| 6 | 1.08579 | 5 | 7.41 | 19.27 |
| 7 | 3.91421 | 5 | 11.13 | 41.08 |
| 8 | 1.5 | 7 | 5.69 | 12.55 |
| 9 | 2.5 | 2.17157 | 7.45 | 42.77 |
| 10 | 2.5 | 5 | 6.41 | 33.63 |
| 11 | 1.5 | 3 | 5.08 | 38.25 |
| 12 | 3.5 | 7 | 6.44 | 26.29 |
| 13 | 2.5 | 5 | 6.41 | 33.63 |
Table 8.
Parameters and boundaries for independent and dependent variables.
| Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight |
|---|---|---|---|---|---|
| Y1 | In Range | 1.5 | 3.5 | 1 | 1 |
| Y2 | In Range | 3 | 7 | 1 | 1 |
| Y1 | Minimize | 5.08 | 15.06 | 1 | 1 |
| Y2 | Maximize | 12.55 | 49.9 | 1 | 1 |
Table 9.
Optimization analysis.
| X1 | X2 | Y1 | Y2 | Desirability |
|---|---|---|---|---|
| 1.894 | 3.000 | 5.763 | 37.988 | 0.797 |
Table 10.
Mechanical properties of degradable plastic avocado seed starch-based and PLA.
| Run | Starch (g) |
PLA (g) |
Tensile strenght (MPa) |
Elongation (%) |
Modulus Young (MPa) |
|---|---|---|---|---|---|
| 1 | 1.8 | 3 | 10.127 | 85.75 | 190.02 |
Table 11.
Melt mass flow rate test results.
| Sample Name | MFR [g/10 menit] |
| Avocado seed starch-based degradable plastics + PLA | Not measurable. Sample melted before measurement. |
Table 12.
The MFR results from the previous research.
| Sample Name | MFR Value | References |
|---|---|---|
| Sugarcane bagasse cellulose-based degradable plastics | [230°C/5 kg] 1.02 ± 0.68 g/10 min |
[42] |
| Corn cob cellulose-based degradable plastics | The sample was not measured, since it did not melt completely, rendering the measurement invalid. | [42] |
| Thermoplastic starch + polypropylene (TPS + PP) |
[230 °C/2.16 kg] 10.9 ± 0.1 g/10 min |
[45] |
| Thermoplastic starch + polyethylene (TPS + PE) |
[190 °C/2.16 kg] 13.5 ± 0.1 g/10 min |
[45] |
| Pure polypropylene (PP) using injection molding | [230°C/5 kg] 5–20 g/10 min |
[45] |
| Pure polyethylene (PE) using injection molding | [190°C/5 kg] 13–25 g/10 min |
[45] |
| PP and PE standard value using compression molding |
[230 °C/5 kg] 2 g/10 min |
[45] |
| PP and PE standard value using blow molding |
[190 °C/5 kg] 0.05–0.15 g/10 min |
[45] |
| Poly(butylene succinate-co-adipate) (PBSA) | [160°C/2.16 kg] 2.7 ± 0.1 g/10 min) |
[46] |
| PLA (material datasheet by Biomer for L9000) | 3 – 6 g/10 min | [47] |
| Polypropylene (PP) standard value |
[230°C/5 kg] 1–5 g/10 min |
[41,48] |
| Polyethylene (PE) standard value |
[230°C/5 kg] 1-3 g/10 min |
[41,48] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



