
Submitted:
30 July 2024
Posted:
31 July 2024
You are already at the latest version
Abstract
3D Printing /Additive manufacturing holds a promising future in healthcare as it aids in visualizing things and making 3D objects which is very important in different areas of medicine. The concept of one size fits all has failed the quality of care delivered by us in healthcare which demands customised needs for patient care to create 3D printed tissues, make personalized prosthetics, implants and physical models of the human body. The materials used for printing models and other healthcare devices for medical education, patient needs, and prototyping are increasing. The application of different materials for use in healthcare is not studied. New materials are also available for the various applications in healthcare industry. This experimental study was conducted to review the nine distinct 3D printing filament materials like PETG, PA, ABS, PLA, HIPS, PMMA, Ceramic, Carbon Fiber, and (PLA + Metal Composite) with the help of a 3D printed physical model of T-12 thoracic vertebrae using all the abovementioned materials. The evaluation of materials was based on diverse mechanical properties, applications across medical fields, performance metrics, costs, accuracy, and quality. The assessment This study also focuses on comparison of mechanical properties such as tensile strength, compressive strength of the abovementioned materials with human bone. The study also reviews the 3D printing process and explores its utilization in biomedical applications. The Insights about the application of various materials holds a promising future for development of newer materials for healthcare industry.
Keywords:
3D printing
; medical models
; Additive manufacturing
; Biomedical applications
; FDM(Fused Deposition Modelling)PLA
; ABS
1. Introduction
Additive manufacturing, commonly known as 3D printing, is a process of creating three-dimensional objects by successively adding material in a layer-by-layer pattern, based on a digital command. This is in contrast with traditional subtractive manufacturing process, which involves cutting the excess material from a solid block. Additive manufacturing allows for complex geometries, customization, and efficient use of material, making it suitable for various applications in industries such as aerospace, automotive, healthcare, and consumer products. Fused Deposition Modelling (FDM) is a process of manufacturing objects using 3D printing. The process of FDM is based on extrusion of a thermoplastic material in a layer-by-layer manner over a build plate to fabricate an object. This process is controlled by different settings, to obtain a good quality print [1,2]. The raw material is in the form of a spool where a thin strand/filament is wound on a roll. It gets pulled into the extruder by a wheel and is then heated until melted in a controlled nozzle. This nozzle carefully puts out the material layer by layer to create the final object over the build plate [3]. The specific shape and details are directed from a Computer-Aided-Design (CAD) program, which guides the movement of the extruder [4,5]. FDM is a useful process for making objects with complex geometries. [6,7].
Accurate, customizable, and life-size models are useful healthcare for diagnosis and treatment planning [8,9,10,11,12]. Various materials can be utilised to create medical models using FDM process in 3D printing. Some of the commonly used materials include- PLA (Polylactic acid, ABS (Acrylonitrile Butadiene styrene), PETG (Polyethylene Terephthalate Glycol) nylon, composite materials etc. Some of the commonly used materials in FDM process of 3D Printing are described below [13,14,15,16].
- 1.
- PLA (Polylactic Acid): PLA is a popular thermoplastic material used in FDM process that has an extensive range of medical uses owing to its biodegradable characteristics. PLA is used especially in automotive, electronic fields, and healthcare industry [13]. It is sustainable for the environment because it can break down naturally and is derived from renewable sources like corn or sugarcane.
- 2.
- ABS (Acrylonitrile Butadiene styrene): ABS filament is another thermoplastic polymer which is a non-biodegradable material. It is a strong and tough plastic used in 3D printing [14]. It doesn’t break easily and can handle high temperatures (thermoplastic) during printing. ABS is durable and lighter than PLA 3D printing material. It’s also more resistant to impacts. ABS is hygroscopic but the amount of water absorbed depends on duration of environmental exposure [15].
- 3.
- HIPS (High Impact Polymer): HIPS is a biodegradable amorphous thermoplastic material. It is commonly used as a dissolvable support for 3D printing [16]. ABS can handle higher temperatures and impacts better than HIPS. Just like PVA, HIPS is good for supporting 3D prints and is safe to handle.
- 4.
- PETG (Polyethylene Terephthalate Glycol) PETG, a copolymer of PET (polyethylene terephthalate) and glycol, which combines the strengths of both materials, addressing the overheating problems of PET. ABS is toxic when printed, whereas PETG produces no harmful fumes. Printing with PETG is convenient as it does not require ventilation or enclosure. [17] PETG offers greater impact resistance and flexibility than PLA and is easier to print than ABS. [18]
- 5.
- PA (Polyamide): Nylon (PA) is a synthetic material used in many industries. It is a special kind of plastic that can be turned into Fibers, films, and molded parts. It is commonly used in medical applications like stitches, catheters, and artificial teeth because it works well with the body [19]. Nylon is strong, flexible, and can resist damage from chemicals and corrosion. [20].
- 6.
- Carbon Fiber: A new type of plastic, combining the properties of both carbon and PLA called Carbon Fiber Reinforced PLA, has been created to make strong and lightweight materials for 3D printing [21]. This material is tough, sticks well together in layers, and does not bend easily. Compared to other 3D printing materials, Carbon Fiber PLA is very strong but not flexible. Its rigidity [22] comes from the added carbon Fiber, thereby providing extra support for structures. However, this also makes it a bit less flexible and somewhat more brittle than regular PLA. Despite these differences, Carbon Fiber PLA has similar properties to standard PLA and offers stable printing without warping [23].
- 7.
- Ceramic: Ceramic is a brittle material. Manufacturing 3D objects with ceramic materials is technique sensitive than other materials because of the need of high temperatures and special equipment’s. Ceramic Fibers are useful for making new lightweight materials that can handle high temperatures [24]. In the past, people tried improving properties of plastics by adding small amounts of different powder or Fiber materials [25,26,27,28]. Ceramic fillers improve the strength or heat resistance of plastics. There use in biology is also prevalent.
- 8.
- 9.
- Metal composite: Metal composite filaments are types of plastic, like PLA, mixed with metal powders such as bronze, copper, and magnetic iron. These filaments give a special and impressive look to 3D printed objects. The finished parts appear and feel like they are entirely made of metal. This type of filament is useful for creating hardware, jewelry, statues, replicas of artifacts, and many other items.
There are more materials that can be used in the process of FDM, however this study confines to the abovementioned materials as they are commonly used. There is a potential to develop newer materials and conduct research to authenticate the usability for biomedical applications.
2. Method
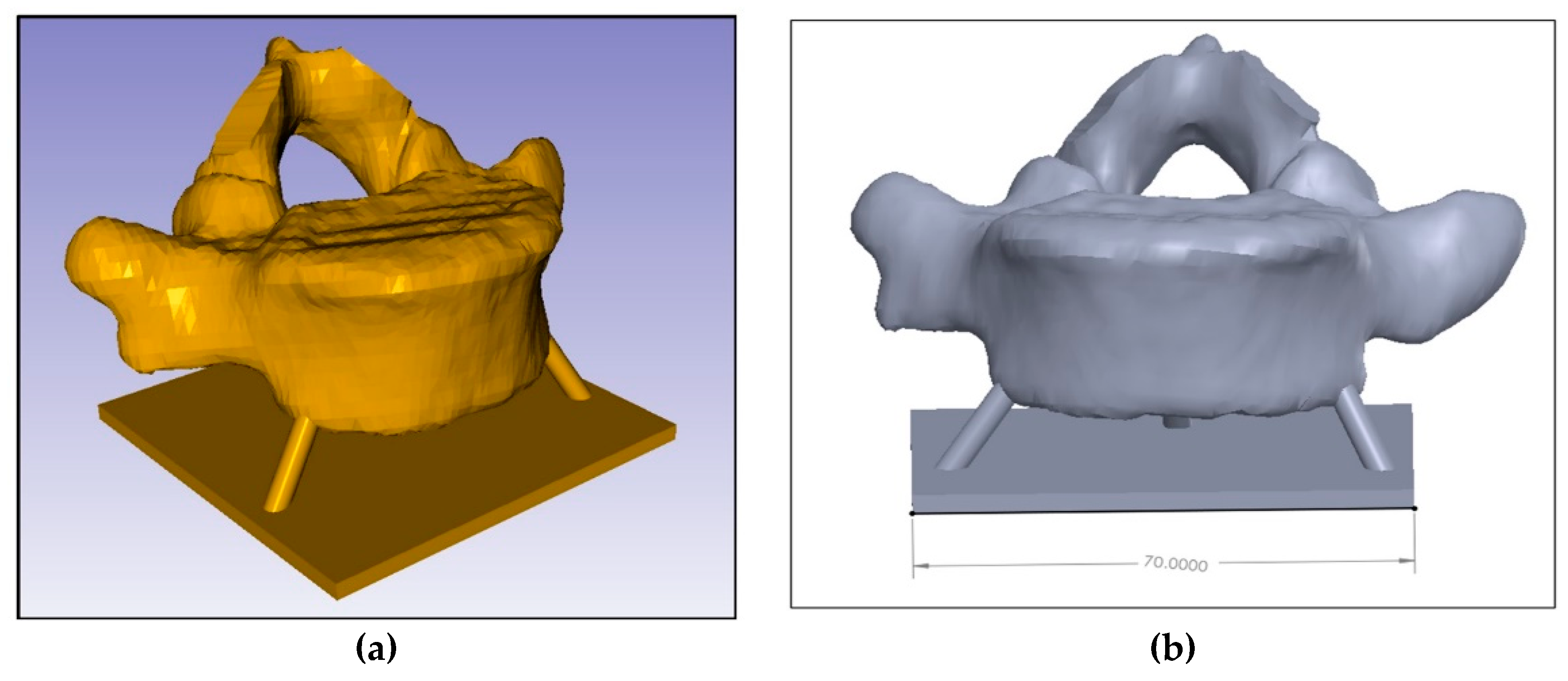
This is an experimental study conducted at the Surgical Innovation Laboratory at AIIMS New Delhi. Surgical Innovation lab (SIL) is an ICMR-funded laboratory where Reconstructive Healthcare Solutions (RHS) provides consultation, designing, printing and scanning services. No patient was involved in the study. The study was conducted by a team of clinical engineers and designers housed at SIL. Nine different filaments which are commonly used were selected for study. The 3D model of the thoracic vertebrae bone (T12) was segmented from DICOM file (Digital Imaging and Communications in Medicine) of anonymized data using Simpleware Scan IP Imaging software. The region of interest which was the T12 was extracted from the pelvis (Figure 5a). The threshold range for the sample was set at the range of bone segmentation [200-2800] (Figure 1a). Thereafter, the sample was exported to STL (Standard Triangle Language) format.
To make a printed model, there are five important steps. First, choose the specific area of the body you want to create. Next, use medical images from a CT (Computed Tomography) or MRI (Magnetic Resonance Imaging) scan to build a 3D design (shown in Figure 1b). Then, optimize the file for physical printing. After that, get the right 3D printer and materials (Figure 4). This file guides the printing process by slicing the digital model into cross sections. These slices are sent to a 3D printer, which builds the object layer by layer, starting from the bottom of the surface. The printer uses FDM filament to create the object. In the end, you get a personalized model that accurately represents the anatomy from the imaging data [32].
Figure 2.
3D-printing workflow.

Simplify 3D slicing software was used for creating digital models and a Delta WASP 2040 3D FDM printer (Figure 4) to print physical models from nine filaments made of various materials (Figure 7). The temperature settings for each filament varied depending on the manufacturer. Table 1 provides details on the specific temperatures used. Nozzle diameter of 0.4mm and a 0.2 mm layer height was used for additive manufacturing, with a 20% infill. The base dimensions were set at 70x70 mm, as illustrated in Figure 5b, serving as a reference for dimension accuracy comparison. Table 1 outlines the FDM printer parameters for the different filament materials.
Fused Deposition Modeling (FDM) is an additive manufacturing technique where an object is created by extruding melted material along a predefined path, layer by layer (Figure 3). The process involves the following steps:
1. A computer program slices a 3D object into hundreds of thin cross-sections.
2. The 3D printer receives the sliced 3D model and starts heating a metal nozzle.
3. A long strand of thermoplastic is fed into the heated nozzle by a gear system.
4. The nozzle, moved horizontally by two belts, deposits the melted filament onto a build platform according to the pattern of a single layer of the sliced model.
5. The build platform lowers by a fraction of a millimeter along with the deposited plastic layer.
6. The nozzle then prints the next layer.
Figure 3.
Process of FDM printing.
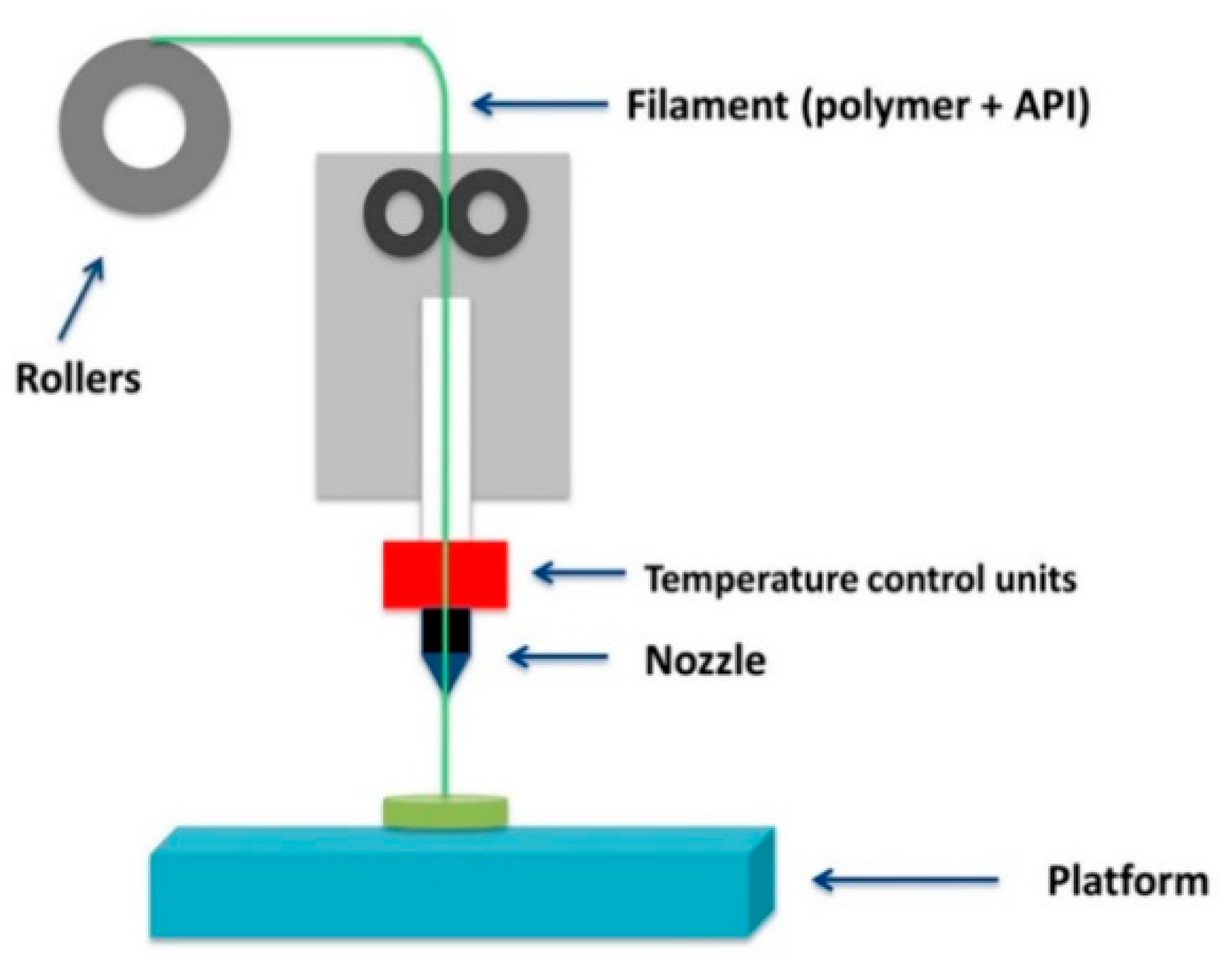
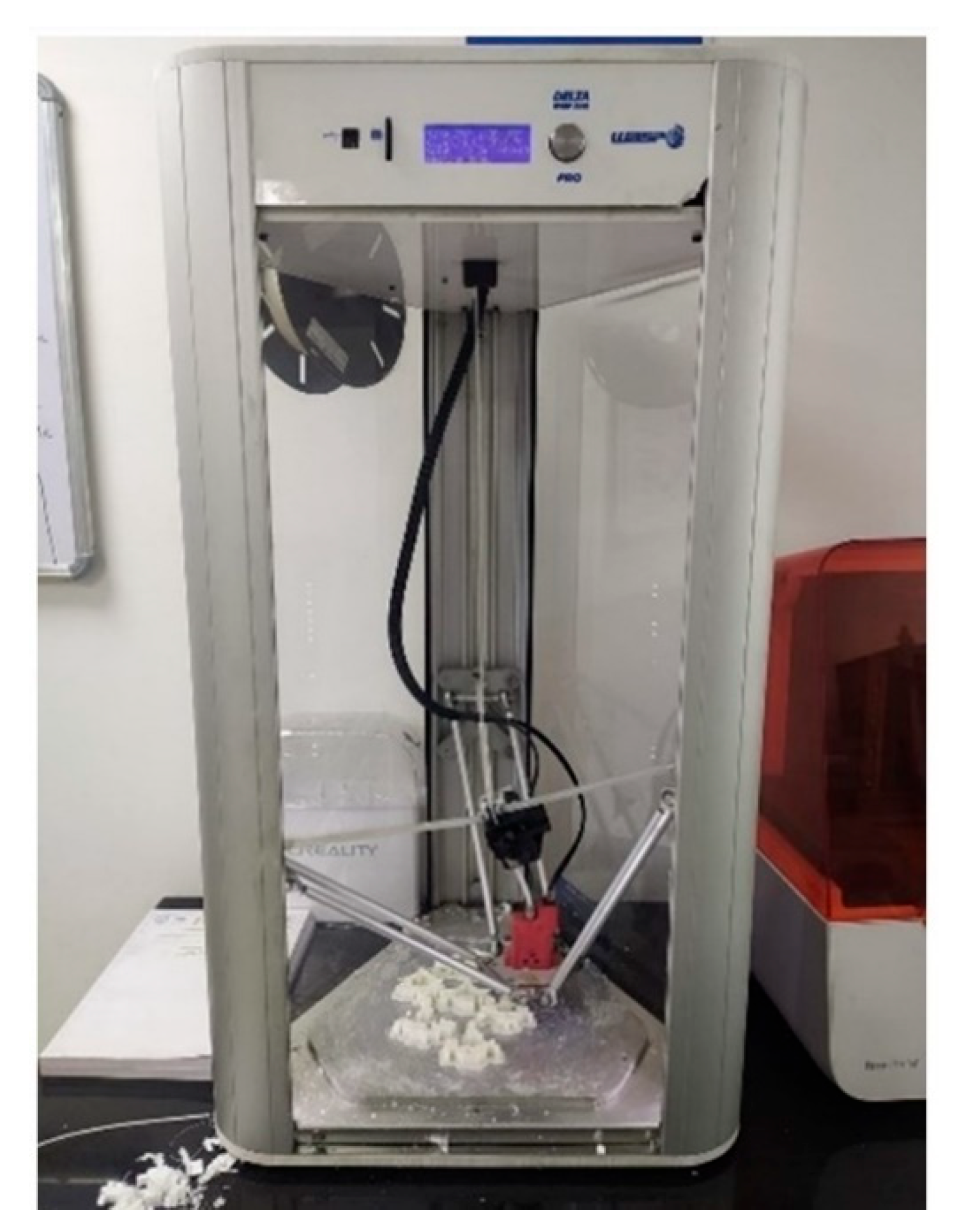
Figure 4.
Delta WASP 2040, FDM 3D Printer.
This sequence continues until all layers are deposited, resulting in a completed model. Depending on the object’s size and resolution, the process can take from 30 minutes to several days. On average, a print at the MIC takes around 3 hours of machine operating time.
Printer Specifications:
Build volume Ø200 x h 400 mm
Minimum layer height 50 micron
Print speed max (*) 500 mm/s
Travel speed max (*) 800 mm/s
Acceleration (*) 15.000 mm/s2
Bed temperature max 110 C°
Nozzle diameter standard WASP spitfire red extruder with LT cartridge, nozzle 0.4 mm
Figure 5.
(a) Segmented 3D model, (b) CAD model Dimension.
Printing Parameters for this Study
The characteristics of all filaments are presented in Table 1. The highest printing temperature was observed for PA (280 °C), while PLA and Metal composite had the lowest temperature (220 °C). A consistent nozzle diameter of 0.4mm was maintained for all nine samples. Printing speed, ranging from 30-100 mm/sec, depends on the printer type and its precision. Slower speeds increase printing time but enhance accuracy. A speed of 70 mm/sec was found to be optimal for balancing time and accuracy. Bed temperature varies among filaments, and the values (Table 1) were obtained from referenced research articles [33,34,35,36,37,38,39]. The layer thickness was 0.2mm, and the density ranged from 1030 kg/m3 to 1520 kg/m3. Figure 6 illustrates a comparison of all filament materials based on Printing Temperature, Bed Temperature, and Density.
Figure 6.
Comparison of the Filaments.
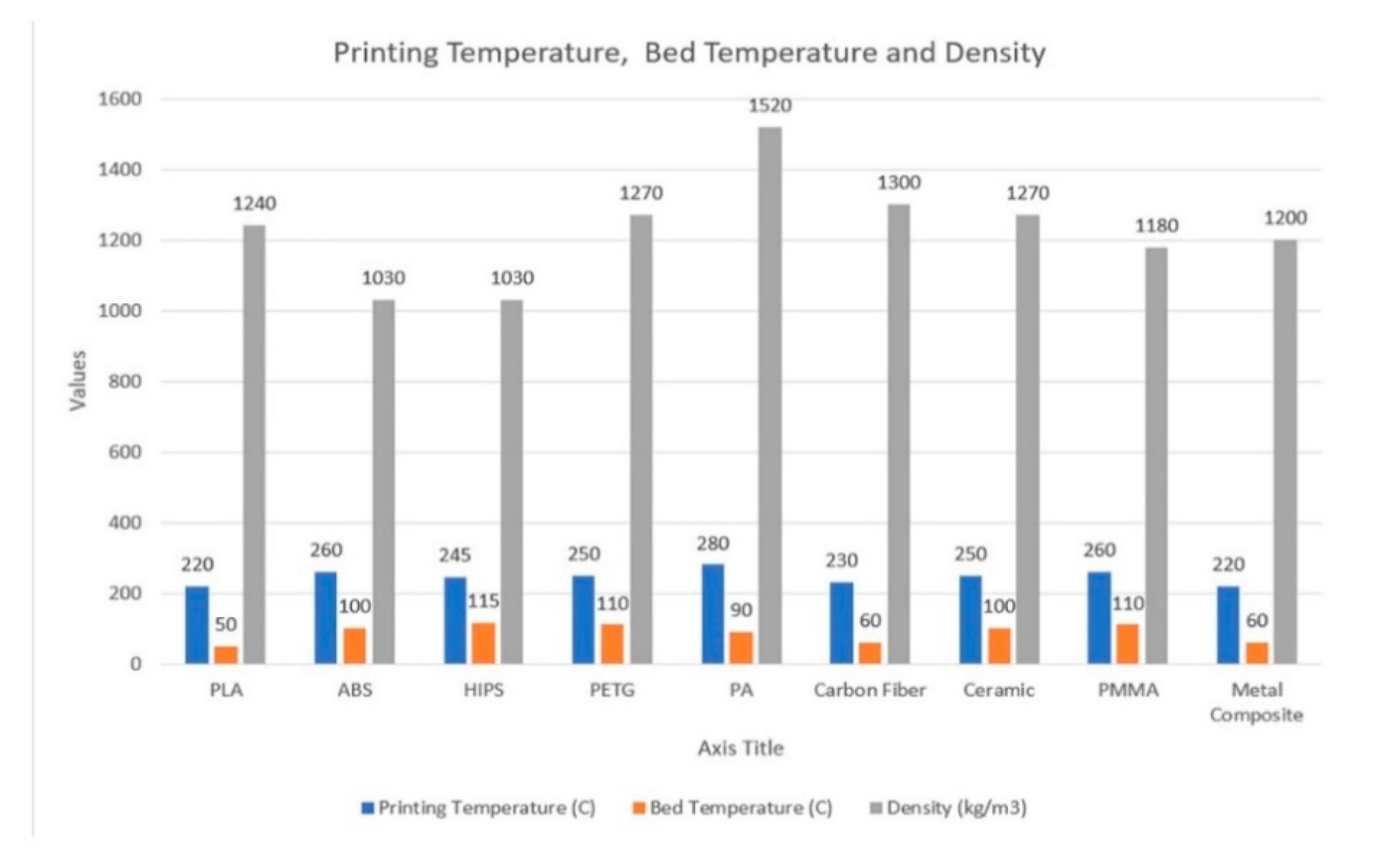
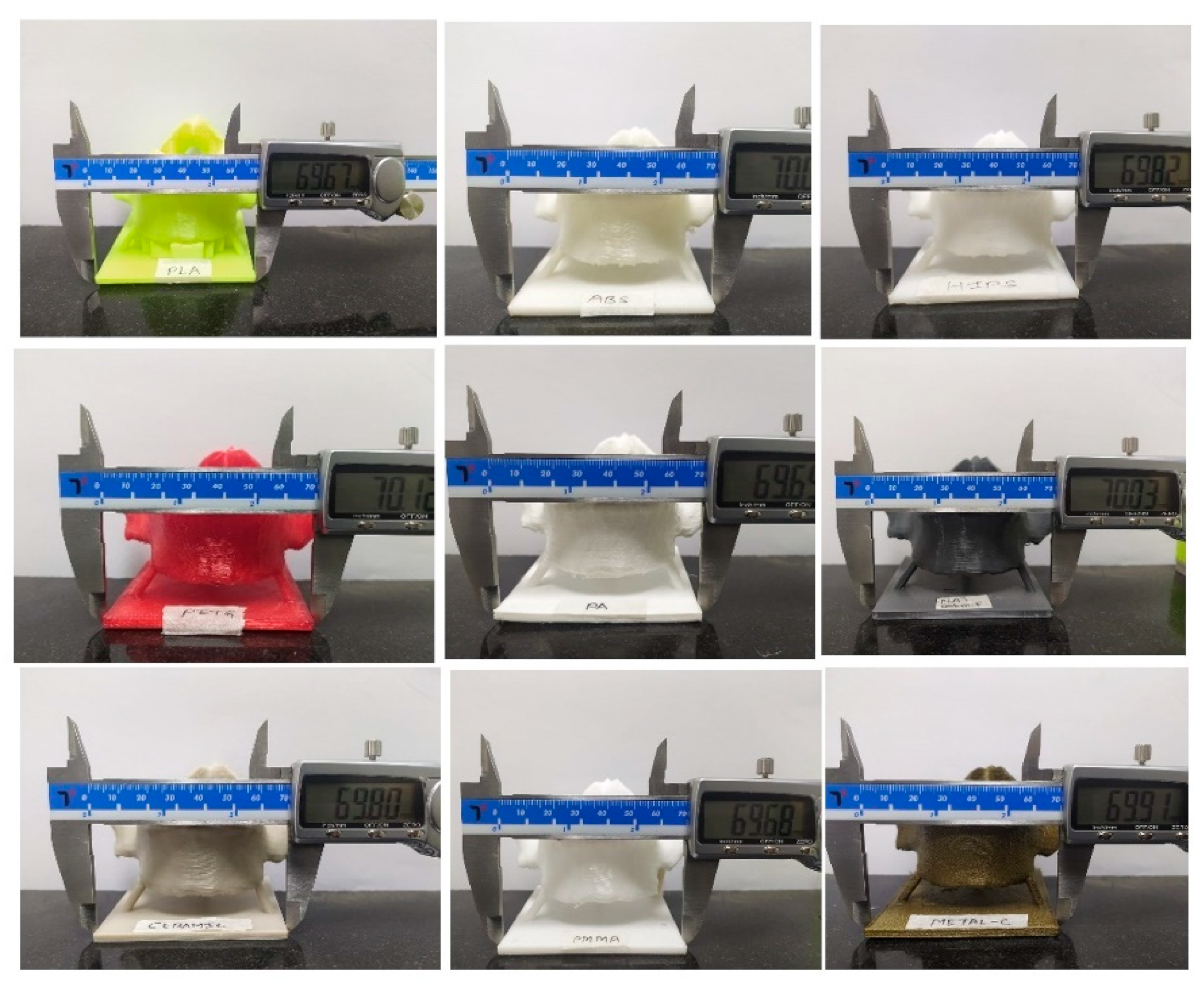
Figure 7.
3D printed part of Vertebrae bone: Thoracic T12 with all Nine Materials. (Figure 7a. PLA printed part, Figure 7b. ABS printed part, Figure 7c. HIPS printed part, Figure 7d. PETG printed part, Figure 7e. PA printed part, Figure 7f. PLA+Carbon Fiber printed part, Figure 7g. Ceramic printed part, Figure 7h. PMMA printed part, Figure 7i. PLA+Metal printed part.).
Figure 7.
3D printed part of Vertebrae bone: Thoracic T12 with all Nine Materials. (Figure 7a. PLA printed part, Figure 7b. ABS printed part, Figure 7c. HIPS printed part, Figure 7d. PETG printed part, Figure 7e. PA printed part, Figure 7f. PLA+Carbon Fiber printed part, Figure 7g. Ceramic printed part, Figure 7h. PMMA printed part, Figure 7i. PLA+Metal printed part.).

Accuracy, Quality and Printing Time:
The accuracy of printed parts depends on various factors such as bed temperature, printing temperature, fan speed, initial layer height, shrinkage, printing speed, layer height, and more. All models were printed using the settings in Table 2, based on the default specifications of the material, 3D printer, and slicer software.
In Figure 8, the side wall of specimens at different printing temperatures is shown. The optimal printing temperature for PLA filament, providing the best tensile behavior while maintaining dimensional accuracy, was found to be T=220°C, with a bed temperature of 50°C [40]. For ABS, the maximum tensile strength and peak load carrying capacity occurred at a nozzle temperature of 260°C and a bed temperature of 100°C [41,42]. According to a study on pure HIPS, the recommended parameters for FDM printing are a nozzle temperature of 250°C and a bed temperature of 100°C [43].Similarly, bed temperature and printing temperature of remaining filaments, PETG [44], PA [45], Carbon Fiber [46], Ceramic [47], PMMA [31], Metal composite [48], as provided in Table 1.
Figure 8.
Side wall of specimens at different printing temperatures printed with PLA material. (a) 180°C, (b) 190°C, (c) 220°C.
Figure 8.
Side wall of specimens at different printing temperatures printed with PLA material. (a) 180°C, (b) 190°C, (c) 220°C.

Using vernier calipers to measure models shows a strong connection with the corresponding features determined from CT CAD design. To guarantee the precision of sample evaluations, Vernier calipers were used to check dimensions. The dimensions of nine printed (Figure 9) samples were compared with the digital dimensions (Figure 5b) obtained from CT/DICOM files. The evaluation included comparing one side of the base square dimensions (70mmx70mm) using Vernier calipers, with a specific focus on the front side dimension. Table 3 displays the percentage errors in dimensions, calculated using the formula:
Figure 9.
Dimension of printed samples using vernier caliper.
Shrinkage
In 3D printing, shrinkage happens when the final model becomes smaller due to temperature changes during the process. The printer melts the filament to create the 3D model, and as the material cools, it becomes denser and reduces in size. This shrinkage is not noticeable for artistic models like artworks and toys. However, when precision is crucial, such as in phone cases or connecting parts, shrinkage becomes a problem. It occurs in almost every 3D printing process due to temperature variations, and the rate of shrinkage depends on factors like the material used, temperature, printing technology, and curing time for resin prints. Among these factors, the material used is perhaps the most critical in influencing shrinkage.
Tensile Strength and Compressive Strength
In this study, nine different filament materials underwent both tensile and compressive testing, resulting in a comprehensive evaluation of their mechanical properties. For tensile testing, each filament material was subjected to experimentation, with nine specimens produced and tested individually
Tensile Testing
In this research, the nine material specimens were tested using the UTM Instron 25kN UTM (Universal Testing Machine), [49], for both stretching and squeezing assessments. The specimen sizes followed the guidelines set in ASTM D638 [50] (Type 1 flat sheet dog bone) for tensile study and ASTM D695 [51] for compressive study. Ultimate tensile strength refers to the maximum stress a material can handle while being stretched or pulled before breaking. It is determined by conducting a tensile test and recording the engineering stress versus strain. The highest point on the stress–strain graph represents the ultimate tensile strength, measured in stress units. The equivalent point for compression, rather than tension, is called compressive strength.The ultimate tensile strength values range from 9.18 to 0.93 MPa. Table 5, demonstrate the tensile values in MPa.
Compressive Testing
The compressive test is a fundamental mechanical test used to determine the behavior of materials under a compressive load. This test is critical for assessing the strength, deformation, and failure characteristics of materials when subjected to compressive forces.During a compressive test, a material specimen is subjected to a controlled compressive force until it deforms or fails. The stress (σ) and strain (ε) relationship is recorded, providing insights into the material’s mechanical properties. Compressive tests are conducted according to standardized ASTM D695 methods to ensure consistency and accuracy. The recorded data was stored in an Excel file and subsequently analyzed. Table 6. shows the compressive stress value for different materials used in this study.
3. Results and Discussion
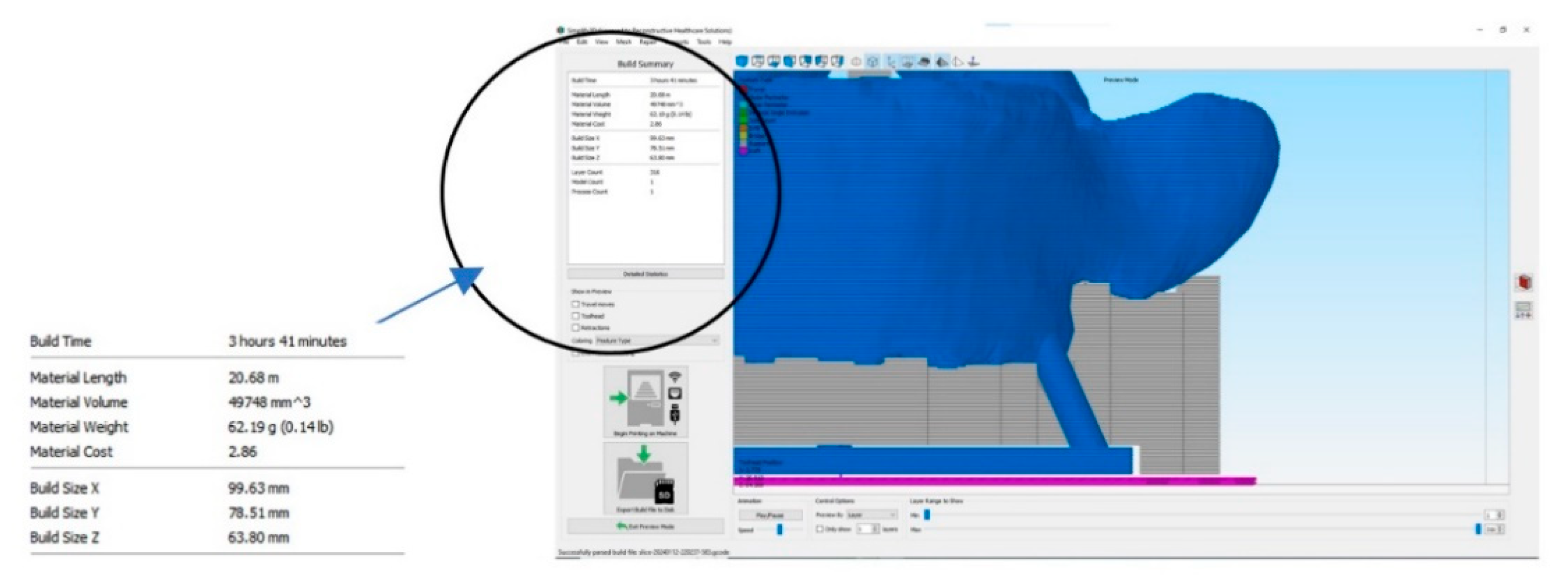
This study involved experiments on nine FDM based 3D printing materials, namely PETG, PA, ABS, PLA, HIPS, PMMA, Ceramic, (PLA + Carbon Fiber), and Metal composite. A single human vertebra (Thoracic T12) was printed, after segmentation using imaging software called Synopsys Simpleware ScanIP. The printed bone was then compared to the dimensions of its digital model using a vernier calliper (refer to Figure 9). The T12 thoracic vertebrae sample took approximately 3 hours and 41 minutes to print, as shown in Figure 10. This printing duration remains consistent for all filament materials. The printing time is influenced by factors such as layer height, speed, acceleration, infill percentage, infill pattern, number of raft layers, support pattern, support infill percentage, and printing position.
Figure 10.
Printing time.
Since the printing material and bed temperatures vary for each of the nine materials, it is crucial for the bed to be sticky. To maintain the attachment of model to the bed and prevent failures in printing, ABS was dissolved in ethanol solution which was coated on the bed before printing was initiated. The printing temperature needs to be accurate to ensure the best outcome, as shown in Figure 7. Before starting the printing process, the printer is levelled and then the print bed is coated with ABS ethanol solution. The dimensions of the printed model were measured and compared with the dimensions of the actual digital model using a vernier calliper (Figure 9). Table 7 provides information on the percentage error in dimensions when printed with different materials. The values of percentage error were calculated using Equation 1.
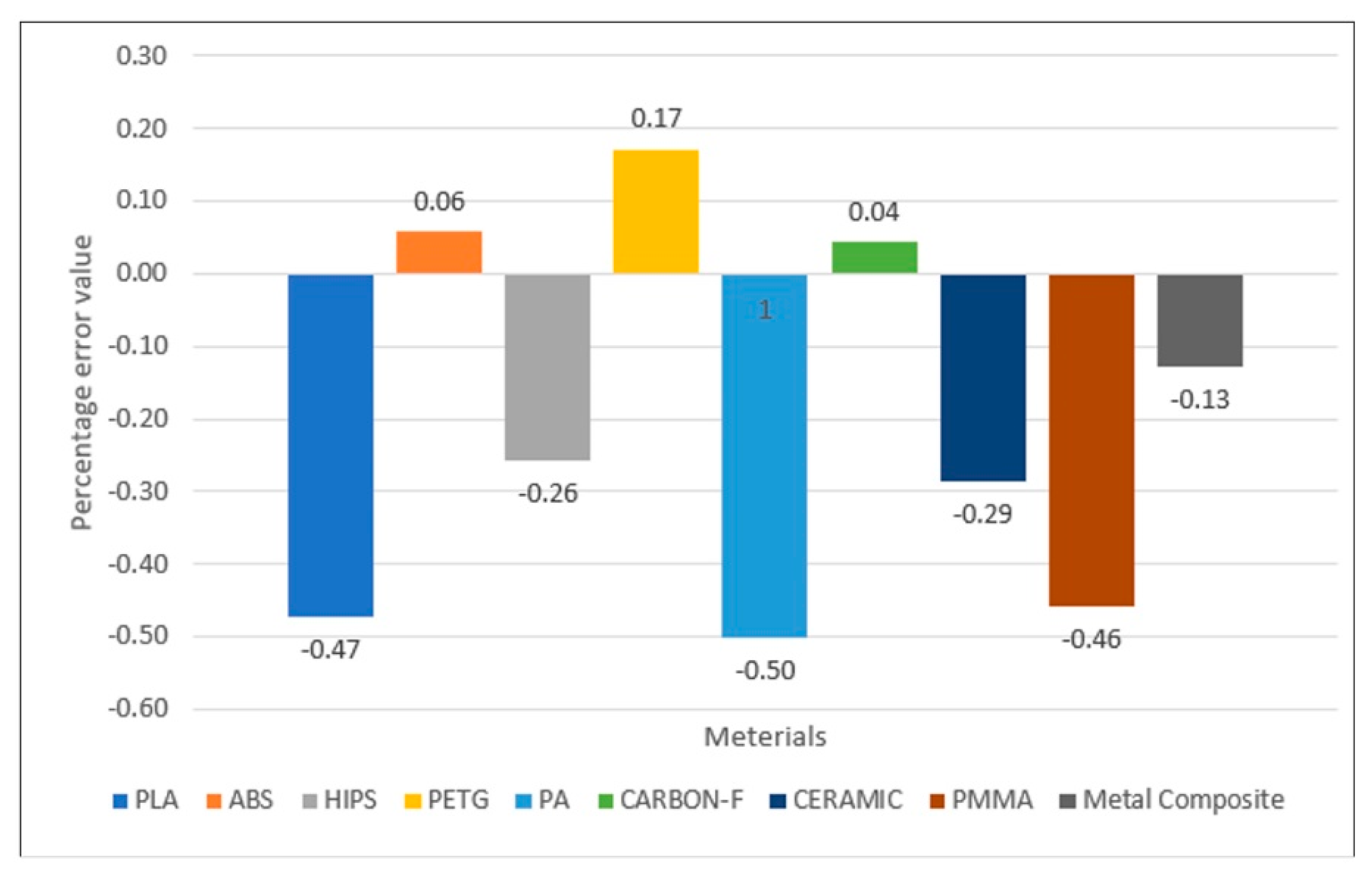
The negative percentage indicates that the size of the printed model was smaller than its actual dimensions. On the other hand, positive percentages mean the model’s overall size increased by the respective percentage. The variations in these values are caused by factors like shrinkage (refer to Table 4), influenced by printing temperature, layer height, and the speed of the cooling fan within the printer. For PLA, the dimension turned out to be 69.67 mm, with a shrinkage of 0.3-0.5%. Our results show a percentage error of -0.47%, which falls within the expected shrinkage range (0.3-0.5%).
Among the nine materials tested, three (ABS, PETG, and Carbon Fiber) exhibited positive deviations (Figure 11). The analysis highlights that PETG had the maximum error with a positive deviation of +0.17%, while PA(Nylon) had the least error with a negative deviation of -0.50%. Importantly, the overall percentage error in dimensions did not exceed ±0.5%. Figure 7 displays the model’s quality effectively by illustrating variations in filament density as outlined in Table 1. The filaments also differ in weight, with PA being the heaviest and ABS+HIPS being the lightest.
Figure 11.
Percentage error.
The quality of a 3D printed model relies on the printing settings and the characteristics of the materials used. In Figure 7, it is observed that PA material exhibits undesired filament printing because of its flexible nature. While some printed parts have good finishing, PLA with Metal composite provides a finish resembling real metal. However, Metal composite is more prone to breaking as it is more brittle. On the other hand, PA is less brittle, but it may not last for an extended period.
Figure 12.
(a) Layer height of 0.1mm, (b) Layer height of 0.2mm, (c) Layer height of 0.3mm.
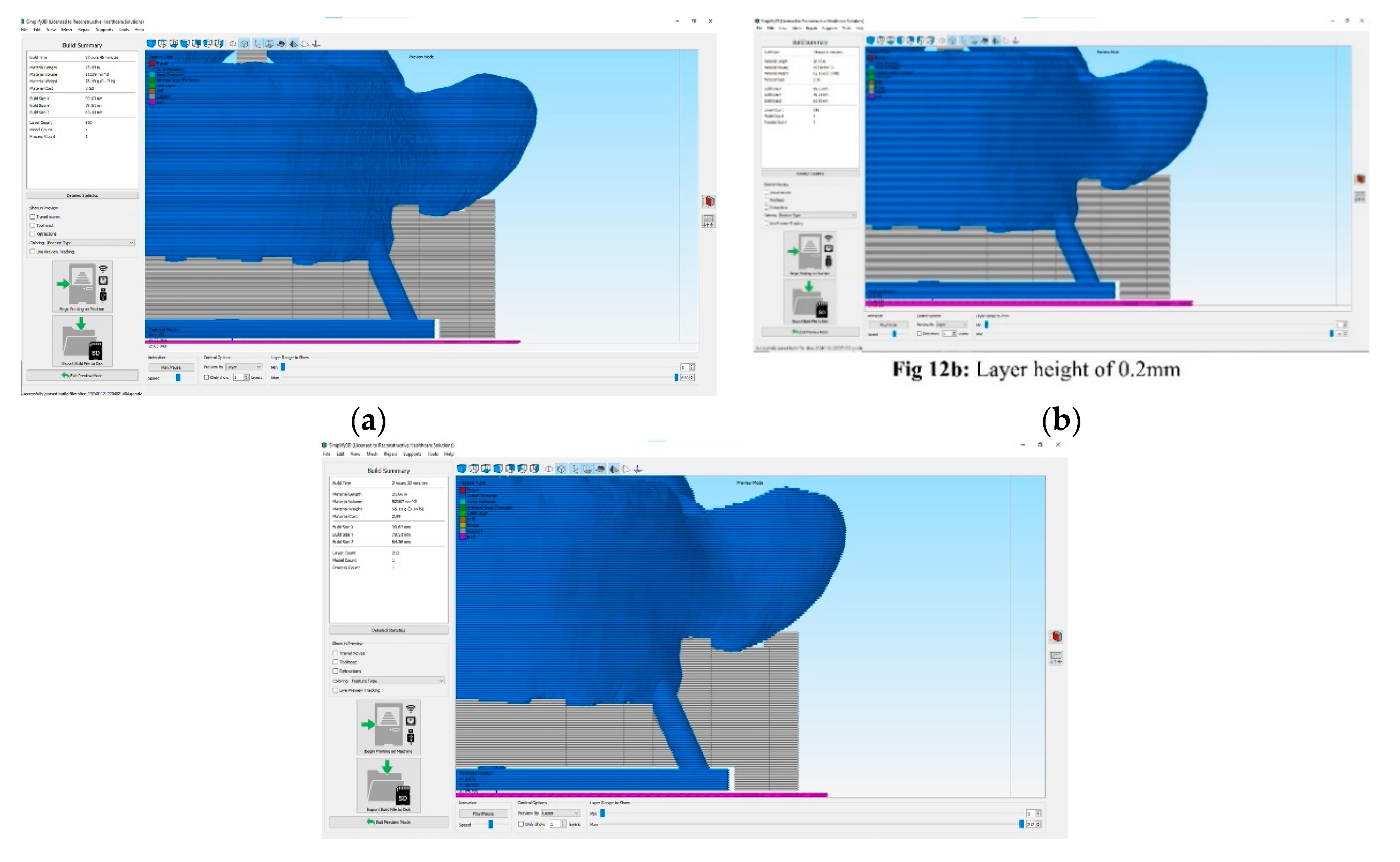
In this research, we used a layer height of 0.2mm. However, if we increase the layer height to 0.3mm (see Figure 12.c), the printing time will decrease by about 1 hour, the surface quality of the printed sample will be poor. On the other hand, if we decrease the layer height to 0.1mm (see Figure 12.a), the printing time will approximately double to 8 hours compared to the 0.2mm layer height. however. We will achieve more accurate print with higher surface quality.
The ultimate tensile strength of the filaments ranged between 9.18 and 38.43 MPa, with Carbon Fiber exhibiting the highest value and Polyamide (PA) the lowest. Graphical representation of the experimental results illustrated the diverse mechanical behaviors of the filaments under tensile stress, highlighting PA’s exceptional resistance compared to others
Similarly, compressive testing involved the same set of filament materials, with nine parts produced and tested for each material. Statistical analysis facilitated data interpretation, revealing a range of compressive stress values between 52.12 and 70.13 MPa. PA demonstrated the highest compressive stress, while PMMA exhibited the lowest. Graphical representation of the results underscored the varying mechanical behaviors of the filaments under compressive stress, emphasizing PA’s remarkable resistance compared to others.
These findings provide significant insights into the mechanical properties of different filaments, essential for applications in diverse fields such as manufacturing, engineering, and material science. The study’s meticulous methodology and comprehensive analysis contribute valuable information for future research and practical applications in various industries.
4. Conclusions
The article provides a comprehensive overview of commonly used materials using Fused Deposition modelling as a process of additive manufacturing. The research systematically compares nine distinct 3D printing filaments through the printing of T-12 thoracic vertebrae models using each material. Various properties, applications across medical fields, performance metrics, costs, accuracy, and quality are evaluated and compared.
Application of all the material is dependent on different properties and applications for healthcare. The results of the study reveal insights into the mechanical properties like tensile strength and compressive strength, which vary significantly among different filament materials. For example, Polyamide (PA) exhibits high tensile strength, while Metal Composite shows low resistance to stretching. Similarly, PA demonstrates the highest compressive stress, indicating its strength under compressive forces. If an application requires flexibility and strength, then PA is preferred. Conversely, if a printed part needs to be rigid and maintain its original shape over an extended period, then ABS is preferred. These characteristics can help in material selection using FDM technology for various applications. Various other properties like dimensional accuracy, shrinkage and quality of printed models can help to access the need of material based on the application.
The conclusion drawn from the study emphasizes the importance of selecting appropriate filament materials and optimizing printing parameters to achieve desired outcomes in medical applications of 3D printing. It underscores the potential of 3D printing technology in revolutionizing healthcare by enabling personalized solutions and advancing various medical procedures, including surgery, prosthetics development, and tissue engineering. Overall, the article contributes valuable decision-making concepts when selecting material for different applications in the healthcare industry.
Declarations
Ethical Clearance was not required in this study as this did not involve any human or animal subject. Patient consent was not needed in this study as it did not involve human subjects. The authors have no competing interests to influence the results and/or discussion reported in this paper.
Funding
We would like to acknowledge Indian Council of medical research (ICMR) for funding this research as per File no5/3/8/3/2022/MDMS.
Acknowledgments
We would like to acknowledge m-Pragati Lab at Indian Institute of Technology New Delhi for their experimental support.
References
- L. Sandanamsamy et al., “A comprehensive review on fused deposition modelling of polylactic acid,” Progress in Additive Manufacturing, vol. 8, no. 5. Springer Science and Business Media Deutschland GmbH, pp. 775–799, Oct. 01, 2023. [CrossRef]
- V. Andronov, L. Beránek, V. Krůta, L. Hlavůňková, and Z. Jeníková, “Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology,” Polymers (Basel), vol. 15, no. 14, Jul. 2023. [CrossRef]
- J. Arockiam, K. Subramanian, R. G. Padmanabhan, R. Selvaraj, D. K. Bagal, and S. Rajesh, “A review on PLA with different fillers used as a filament in 3D printing,” Mater Today Proc, vol. 50, pp. 2057–2064, Jan. 2022. [CrossRef]
- J. R. C. Dizon, A. H. Espera, Q. Chen, and R. C. Advincula, “Mechanical characterization of 3D-printed polymers,” Addit Manuf, vol. 20, pp. 44–67, Mar. 2018. [CrossRef]
- Mitchell, U. Lafont, M. Hołyńska, and C. Semprimoschnig, “Additive manufacturing — A review of 4D printing and future applications,” Addit Manuf, vol. 24, pp. 606–626, Dec. 2018. [CrossRef]
- J. Schmelzle, E. V. Kline, C. J. Dickman, E. W. Reutzel, G. Jones, and T. W. Simpson, “(Re)Designing for Part Consolidation: Understanding the Challenges of Metal Additive Manufacturing,” Journal of Mechanical Design, vol. 137, no. 11, Nov. 2015. [CrossRef]
- J. Plocher and A. Panesar, “Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures,” Mater Des, vol. 183, p. 108164, Dec. 2019. [CrossRef]
- R. Tino, A. Yeo, M. Leary, M. Brandt, and T. Kron, “A systematic review on 3D-Printed imaging and dosimetry phantoms in radiation therapy,” Technol Cancer Res Treat, vol. 18, pp. 1–14, Sep. 2019. [CrossRef]
- V. Filippou and C. Tsoumpas, “Recent advances on the development of phantoms using 3D printing for imaging with CT, MRI, PET, SPECT, and ultrasound,” Med Phys, vol. 45, no. 9, pp. e740–e760, Sep. 2018. [CrossRef]
- F. Rengier et al., “3D printing based on imaging data: Review of medical applications,” Int J Comput Assist Radiol Surg, vol. 5, no. 4, pp. 335–341, May 2010. [CrossRef]
- N. Okkalidis, “3D printing methods for radiological anthropomorphic phantoms,” Phys Med Biol, vol. 67, no. 15, p. 15TR04, Jul. 2022. [CrossRef]
- M. Leary et al., “Additive Manufacture of Lung Equivalent Anthropomorphic Phantoms: A Method to Control Hounsfield Number Utilizing Partial Volume Effect,” J Eng Sci Med Diagn Ther, vol. 3, no. 1, Feb. 2020. [CrossRef]
- Djukić-Vuković, D. Mladenović, J. Ivanović, J. Pejin, and L. Mojović, “Towards sustainability of lactic acid and poly-lactic acid polymers production,” Renewable and Sustainable Energy Reviews, vol. 108, pp. 238–252, Jul. 2019. [CrossRef]
- M. N. Ahmad and A. Yahya, “Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples,” 2023. [CrossRef]
- P. Żur, A. Kołodziej, A. Baier, and G. Kokot, “Optimization of Abs 3D-Printing Method and Parameters,” European Journal of Engineering Science and Technology, vol. 3, no. 1, pp. 44–51, Jan. 1970. [CrossRef]
- M. Kutz, Applied Plastics Engineering Handbook: Processing and Materials. Elsevier, 2011. Accessed: Jan. 08, 2024. [Online]. Available: http://www.sciencedirect.com:5070/book/9781437735147/applied-plastics-engineering-handbook.
- D. P. Rocha et al., “Sensing Materials: Electrochemical Sensors Enabled by 3D Printing,” Encyclopedia of Sensors and Biosensors: Volume 1-4, First Edition, vol. 1–4, pp. 73–88, Jan. 2023. [CrossRef]
- K. Szykiedans, W. Credo, and D. Osiński, “Selected Mechanical Properties of PETG 3-D Prints,” in Procedia Engineering, Elsevier Ltd, 2017, pp. 455–461. [CrossRef]
- M. Shakiba et al., “Nylon—A material introduction and overview for biomedical applications,” Polym Adv Technol, vol. 32, no. 9, pp. 3368–3383, Sep. 2021. [CrossRef]
- M. Tutar, “A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials,” Polymers (Basel), vol. 15, no. 1, Jan. 2023. [CrossRef]
- B. Almeshari, H. Junaedi, M. Baig, and A. Almajid, “Development of 3D printing short carbon fiber reinforced polypropylene composite filaments,” Journal of Materials Research and Technology, vol. 24, pp. 16–26, May 2023. [CrossRef]
- N. W. Y. Omar, N. A. Shuaib, M. H. J. A. Hadi, A. I. Azmi, and M. N. Misbah, “Mechanical and Physical Properties of Recycled-Carbon-Fiber-Reinforced Polylactide Fused Deposition Modelling Filament,” Materials 2022, Vol. 15, Page 190, vol. 15, no. 1, p. 190, Dec. 2021. [CrossRef]
- G. Marabello, C. Borsellino, and G. Di Bella, “Carbon Fiber 3D Printing: Technologies and Performance—A Brief Review,” Materials, vol. 16, no. 23. Multidisciplinary Digital Publishing Institute (MDPI), Dec. 01, 2023. [CrossRef]
- D. Schawaller, B. Clauß, and M. R. Buchmeiser, “Ceramic Filament Fibers – A Review,” Macromol Mater Eng, vol. 297, no. 6, pp. 502–522, Jun. 2012. [CrossRef]
- K. Gnanasekaran et al., “3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling,” Appl Mater Today, vol. 9, pp. 21–28, Dec. 2017. [CrossRef]
- S. Hwang, E. I. Reyes, K. sik Moon, R. C. Rumpf, and N. S. Kim, “Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process,” J Electron Mater, vol. 44, no. 3, pp. 771–777, Mar. 2015. [CrossRef]
- B. Khatri, K. Lappe, D. Noetzel, K. Pursche, and T. Hanemann, “A 3D-Printable Polymer-Metal Soft-Magnetic Functional Composite—Development and Characterization,” Materials 2018, Vol. 11, Page 189, vol. 11, no. 2, p. 189, Jan. 2018. [CrossRef]
- S. H. Masood and W. Q. Song, “Development of new metal/polymer materials for rapid tooling using Fused deposition modelling,” Mater Des, vol. 25, no. 7, pp. 587–594, Oct. 2004. [CrossRef]
- D. Bourell et al., “Fused deposition modeling of patientspecific polymethylmethacrylate implants,” Rapid Prototyp J, vol. 16, no. 3, pp. 164–173, Apr. 2010. [CrossRef]
- D. K. Mills, U. Jammalamadaka, K. Tappa, and J. Weisman, “Studies on the cytocompatibility, mechanical and antimicrobial properties of 3D printed poly (methyl methacrylate) beads,” Bioact Mater, vol. 3, no. 2, pp. 157–166, Jun. 2018. [CrossRef]
- Polzin, S. Spath, and H. Seitz, “Characterization and evaluation of a PMMA-based 3D printing process,” Rapid Prototyp J, vol. 19, no. 1, pp. 37–43, 2013. [CrossRef]
- C. Lee Ventola, “Medical Applications for 3D Printing: Current and Projected Uses,” Pharmacy and Therapeutics, vol. 39, no. 10, p. 704, Oct. 2014, Accessed: Jan. 11, 2024. [Online]. Available: /pmc/articles/PMC4189697/.
- M. Sieradzka, J. Fabia, D. Biniaś, T. Graczyk, and R. Fryczkowski, “High-impact polystyrene reinforced with reduced graphene oxide as a filament for fused filament fabrication 3D printing,” Materials, vol. 14, no. 22, Nov. 2021. [CrossRef]
- S. Guessasma, S. Belhabib, and H. Nouri, “Printability and Tensile Performance of 3D Printed Polyethylene Terephthalate Glycol Using Fused Deposition Modelling,” Polymers (Basel), vol. 11, no. 7, Jul. 2019. [CrossRef]
- Hadi, A. Kadauw, and H. Zeidler, “The effect of printing temperature and moisture on tensile properties of 3D printed glass fiber reinforced nylon 6,” Mater Today Proc, vol. 91, pp. 48–55, Jan. 2023. [CrossRef]
- I. Muna and M. Mieloszyk, “Temperature Influence on Additive Manufactured Carbon Fiber Reinforced Polymer Composites,” Materials, vol. 14, no. 21, Nov. 2021. [CrossRef]
- T. Charasseangpaisarn, C. Wiwatwarrapan, and V. Srimaneepong, “Thermal Change Affects Flexural and Thermal Properties of Fused Deposition Modeling Poly (Lactic Acid) and Compression Molding Poly (Methyl Methacrylate),” Eur J Dent, vol. 17, no. 1, p. 136, Feb. 2023. [CrossRef]
- Y.-H. Choi et al., “Influence of Bed Temperature on Heat Shrinkage Shape Error in FDM Additive Manufacturing of the ABS-Engineering Plastic,” World Journal of Engineering and Technology, vol. 4, no. 3, pp. 186–192, Oct. 2016. [CrossRef]
- M. Spoerk, J. Gonzalez-Gutierrez, J. Sapkota, S. Schuschnigg, and C. Holzer, “Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication,” Plastics, Rubber and Composites, vol. 47, no. 1, pp. 17–24, Jan. 2018. [CrossRef]
- R. Pang, M. K. Lai, K. I. Ismail, and T. C. Yap, “The Effect of Printing Temperature on Bonding Quality and Tensile Properties of Fused Deposition Modelling 3d-Printed Parts,” IOP Conf Ser Mater Sci Eng, vol. 1257, no. 1, p. 012031, Oct. 2022. [CrossRef]
- P. Żur, A. Kołodziej, A. Baier, and G. Kokot, “Optimization of Abs 3D-Printing Method and Parameters,” European Journal of Engineering Science and Technology, vol. 3, no. 1, pp. 44–51, Jan. 1970. [CrossRef]
- C. Casavola, A. Cazzato, V. Moramarco, and G. Renna, “Mechanical behaviour of ABS-Fused Filament Fabrication compounds under impact tensile loadings,” Materials, vol. 12, no. 8, 2019. [CrossRef]
- M. Sieradzka, J. Fabia, D. Biniaś, T. Graczyk, and R. Fryczkowski, “High-impact polystyrene reinforced with reduced graphene oxide as a filament for fused filament fabrication 3D printing,” Materials, vol. 14, no. 22, Nov. 2021. [CrossRef]
- Szykiedans, W. Credo, and D. Osiński, “Selected Mechanical Properties of PETG 3-D Prints,” in Procedia Engineering, Elsevier Ltd, 2017, pp. 455–461. [CrossRef]
- M. Tutar, “A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials,” Polymers (Basel), vol. 15, no. 1, Jan. 2023. [CrossRef]
- M. Kamaal, M. Anas, H. Rastogi, N. Bhardwaj, and A. Rahaman, “Effect of FDM process parameters on mechanical properties of 3D-printed carbon fibre–PLA composite,” Progress in Additive Manufacturing, vol. 6, no. 1, pp. 63–69, Feb. 2021. [CrossRef]
- N. A. S. Mohd Pu’ad, R. H. Abdul Haq, H. Mohd Noh, H. Z. Abdullah, M. I. Idris, and T. C. Lee, “Review on the fabrication of fused deposition modelling (FDM) composite filament for biomedical applications,” in Materials Today: Proceedings, Elsevier Ltd, 2019, pp. 228–232. [CrossRef]
- S. Hwang, E. I. Reyes, K. sik Moon, R. C. Rumpf, and N. S. Kim, “Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process,” J Electron Mater, vol. 44, no. 3, pp. 771–777, Mar. 2015. [CrossRef]
- “Out of Production 5900 Series Universal Testing Systems | Instron.” Accessed: Mar. 07, 2024. [Online]. Available: https://www.instron.com/en/products/testing-systems/universal-testing-systems/low-force-universal-testing-systems/5900-series.
- “Standard Test Method for Tensile Properties of Plastics 1”. [CrossRef]
- “Standard Test Method for Compressive Properties of Rigid Plastics 1”. [CrossRef]
Figure 1.
a: Thresholding range for bone.
Figure 1.
b: Segmented T-12 Vertebrae.

Table 1.
Properties of filaments used in 3D printing.
 |
Table 2.
Parameters used for 3d printing.
 |
Table 3.
Percentage error in dimension.
 |
Table 4.
Shrinkage Values.
 |
Table 5.
Ultimate Tensile Strength Values for various materials used in this study.
 |
Table 6.
Compressive Stress Values for various materials used in this study.
 |
Table 7.
Percentage error in dimension with different materials.
 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



