
Submitted:
30 July 2024
Posted:
31 July 2024
You are already at the latest version
Abstract
The combination of different wood modification technologies to obtain improved performance is increasingly receiving attention in research. In this study, Scots Pine (Pinus sylvestris) sapwood was impregnated with furfuryl alcohol (FFA) in pure aqueous 20, 40 and 60% solution strength without adding any catalyst. In a second step, the FFA was polymerized while simultaneously performing thermal modification in a closed system at 130, 150 or 180 °C. After leaching and ageing tests, the 9 different combinations were tested for use class 4 applications according to CEN/TS 15083-2 (2005) decay lab test. It was noted that even the minimum intensity combination of 20% FFA at 130 °C resulted in maximum durability class (DC) 1 performance. On the contrary, DC 4 was assigned to thermally modified control samples, even at the maximum intensity of thermal modification. Similarly, for FFA modifications, previous research has suggested that an uptake of 35% solution strength is required to obtain an adequate durability performance for use class 4 applications. High levels of resistance against termites were also noted by corresponding termite lab tests. Moisture studies showed the combined treatments resulted in improved stability and reduced moisture uptakes. Thus, the results obtained by this study revealed synergistic performance effects which originate from the combined thermo-chemical modification approach and which were higher than simple accumulation of the individual performance of purely thermally or chemically modified wood. Thus, the presented findings have provided positive implications for industrial applications of thermo-chemical modification techniques and offers an array of new research opportunities.
Keywords:
Wood modification
; hybrid system
; furfuryl alcohol
; synergistic effect
; thermal modification
1. Introduction
In recent years, there have been significant advances in the commercialisation of wood modification processes [1], particularly in Europe. This has been driven due a range of factors, including:
- A change in wood properties as a result of changes in silvicultural practices and the way of using wood, e.g., in construction;
- Awareness of the use of rare species with outstanding properties such as durability and appearance;
- Awareness and restrictions by law of using environmental non-friendly chemicals for increased durability and reduced maintenance of wood products;
- Increased interest from the industry to add value to sawn timber and by-products from the sawmill and refining processes;
- (Specifically within Europe) Polices supporting the development of a sustainable society; and
- The international dimension on climate change and related activities mainly organised within the frame of the United Nations (UN), such as the Paris Agreement under the UN Framework Convention on Climate Change [2].
The most common form of wood modification is thermal modification. Controlling the conditions during treatment is of critical importance, given the fact that excess oxygen can lead to more conventional pyrolysis processes. Hill [3] referred to thermal modification as “the application of heat to wood in order to bring about a desired improvement in the performance of the material”. Industrial thermal modification processes typically aim at improving the biological durability of less durable wood species and enhancing the dimensional stability of the wood or wood-based products. Stamm et al. [4] made the first systematic attempts to increase the resistance to wood-destroying fungi by heating wood beneath the surface of molten metal, heating Sitka spruce to between 140 and 320°C resulted in reduced swelling, improved the dimensional stability, and increased the resistance to microbial attack. The success of the method was, however, limited, and the work extended with a focus on different gaseous atmospheres by Thunell and Elken [5] and the work of Buro [6,7]. However, the current commercialized methods tend to be derived from the pioneering work of Burmester [8,9,10,11]. Since these early studies, various timber species have been treated, and multiple commercialization processes have been marketed [1].
A recent review [12] considered the difference between wet and dry thermal modification processes, and more specifically how moisture content during the modification process affects the degradation and repolymerization chemistry and ultimately the mass loss, hygroscopic behavior and dimensional stability. As would be expected, dry systems are those where the wood has been dried to close to zero moisture content prior to undergoing thermal modification. Alternatively wet systems can refer to two similar systems depending on the mature of the moisture: steam conditions are typically referred to as hygrothermal systems, whilst those involving immersion in liquid water are referred to as hydrothermal systems, with higher mass losses noted for the hydrothermal systems. This difference between wet and dry thermal treatment systems has been identified in terms of the water activity (aw) against the treatment temperature [13], whereby aw refers to the ratio of the vapor pressure of water compared to the pressure of pure water at the same temperature. They identified that dry conditions lead to dry thermolysis. Wet systems were typically at lower temperatures, with pressure having significant impact on resulting mass loss.
Within wood, it is recognized that hemicelluloses are the first components to undergo chemical changes such as degradation. In hygrothermal and hydrothermal processes, the degradation of hemicelluloses is often referred to as autohydrolysis, yielding a range of oligomeric sugars, usually as a result of water reacting with the glycosidic bonds, whilst further degradation at higher temperatures can yield furfurals [14]. The furfural has been shown to participate in cross-linking reaction between lignin moieties [15].
In addition to thermal modification, there have been significant advances in chemical modification. Among the chemical modification process that have achieved commercialization is furfurylation. Furfurylation is a process in which a material is impregnated with furfuryl alcohol (or its derivative/prepolymer), a liquid usually derived from agricultural wastes, such as sugar cane and corn cobs, in the presence of a mild acid catalyst. This is followed by a heat-curing step and drying including recycling of chemicals, where the heating results in a hard and resistant product. The resin contributes to the dark (brownish) color of the product but, when exposed to direct solar radiation, greying occurs. The first commercial plant for the furfurylation of wood was the Kebony™ AS company which started in 2009 in Skien outside Oslo in Norway, whilst another plant has been established in Antwerp, Belgium. Foreco Dalfsen in The Netherlands also produces furfurylated solid wood products named Nobelwood™ from radiata pine (Pinus radiata) using prepolymerized furfuryl alcohol resin [16]. The typical polymerization processes on a chemical level are summarized in Figure 1, though long curing times (between 12-16 hours) have been indicated [17,18], with typical reaction conditions reported shown in Table 1 [1], which often require the use of catalysts.
Typically, furfurylated wood has an increased hardness, elasticity and rupture modulus than untreated wood, though it is more brittle [19]. Increasing weight gain leads to higher hardness, but lower impact strength [17]. Moderate to high loading levels (weight gains above 30%) provide significant resistance against fungal decay [20]. Aesthetically, commercially-available furfurylated wood has an appealing color, even with weathering over whole sections [1].
Whilst options exist for both thermal modification and the furfurylation of wood, a logical progression would be to combine the two processes, thereby generating the benefits exhibited by each system. Klaas [21] outlines a method for modifying wood performed in one, simultaneous hybrid process, and does not involve any additional step with physical and/or chemical treatment, such as a drying step, between the impregnation step and the polymerization step, with elevated pressure and/or temperature.
The fundamental concept of the process is to perform a chemical reaction/polymerization modification process step at elevated pressure, as opposed to atmospheric pressure in the majority of existing processes. This facilitates a second, simultaneous process of thermal hydrolysis modification, which improves desired wood properties beyond those only obtained by chemical reaction/polymerization modes of modification, in a novel simultaneous combined modification process, further creating a synergetic effect.
This paper considers the potential of a novel wood modification process, combining furfurylation and thermal modification of wood under pressure, in a synergistic way in the absence of catalysts, and thereby outlining the effectiveness of the treatment (in terms of weight gain) and durability classes according to losses in the modulus of elasticity (MOE) and against termites.
2. Materials and Methods
2.1. Combined Hybrid Hydrolysis and Chemical Modification
The modification process followed the general process described in Klaas [21], whereby pressure-treated wood is modified at high pressure achieving a hybrid, simultaneous in-situ combination of chemical and hydrolysis modification. The process is a two-step process and was applied to specimens of dimension 500 (ax.) x 50 x 25 mm. In the first step, the specimens were pressure treated, using a vacuum-pressure (“full cell”; “Bethel”) process. The treatment fluid consisted of a pure aqueous solution of furfuryl alcohol (FFA) without any additives (i.e., catalysts). The omittance of catalysts such as organic acids and metals normally used is specified in the high-pressure hybrid process description. Three different solution strengths were prepared, containing 20, 40 and 60% FFA. For commercial applications, solution strengths around 40% are used.
The second step, involving high pressure modification, was performed directly after the pressure treatment in step one, without any intermediate drying or curing type of processes. The modification was performed at 15 bar pressure at three different intensities (130 ℃, 150 ℃ and 180 ℃), with a two-hour holding phase at the desired pressure and temperature. Thus, a total of nine different processes combining low, medium and high FFA solution strengths with low medium and high temperature – were prepared, all of them under 15 bar pressure.
For reference, comparative treatments incorporating only the thermal modification process (i.e., no FFA pressure treatment) at the three different temperatures were also performed, in order to determine the effects of the thermal process alone.
2.2. Preparation of Specimens and Testing Procedures
The wood species used throughout this study was Scots Pine (Pinus sylvestris L.) with an average density of 645 kg/m3. Depending on the tests undertaken, relevant sample dimensions and number of replicates were prepared.
2.3. Durability Testing against Soft-Rot Fungi
Durability testing for use class 4 in-ground applications was performed according to the European Technical Specification CEN/TC 15083-2 [36] providing a lab decay test. The duration of the test is 32 weeks. For each test, 30 specimens were cut from 5 different samples with dimensions of 500 (ax.) x 50 x 25 mm according to EN 252 [37]. Accelerated ageing test before durability testing was performed according to European standard EN 84 [38]. The test soil used was Pindstrup så- og priklemuld (sowing and pricking soil), WHC 58% and pH = 5. Durability classes were assigned according to European standard EN 350 [39].
2.3.1. Characterization
The European standard EN 350:2016 [39] gives guidance on methods for determining and classifying the durability of wood and wood-based materials against biological wood-destroying agents. The methods can be applied either to individual wood species, batches of wood and processed wood-based materials, including heat-treated, preservative-treated wood and modified wood.
For softwood specimens, the results were determined according to median values of loss of modulus of elasticity (MOE) according to the European standard EN 310 [40], as defined by x-values shown in Table 2, with x-values calculated for softwoods according to Equation (1).
Where for softwoods:
2.4. Durability against Termites
To assess the effectiveness of treatments against termites, testing was undertaken using a modified version of European standard EN 117 [41]. Thus, a no-choice (forced) test was undertaken against Mastotermes darwiniensis (100 workers, 10 soldiers), placed in glass vessels containing vermiculite and sample under investigation (Figure 2). Two treatment levels, 20% FFA 130℃ and 20% FFA, 150 ℃ were tested, with Scots pine (Pinus sylvestris L.) used as the control. Three replicates with dimensions of 50 (ax.) x 25 x 15 mm were tested for each level. Evaluation of results were based on percentage of termites surviving the test and visual assessment of the level of attack of the samples, according to criteria outlined in Table 3.
2.5. Modified Wood/Water Relationships
In order to assess the moisture performance of modified samples testing was carried out using conventional sorption testing, assessing equilibrium moisture content and water uptake as a result of total immersion or capillary uptake.
2.5.1. Sorption Studies
Long-term water vapor tests were performed using saturated salt solutions (Table 3). Wood specimens of 20 x 20 x 10 (ax.) mm were oven-dried at 103 °C for 48 h and the dry mass was recorded to the nearest 10-3 g. Subsequently, dried wood blocks were placed on perforated, stainless-steel plates over saturated, aqueous salt solutions in sealed plastic containers, which were stored in a temperature-controlled room at approx. 20 °C. Saturated salt solutions listed in Table 4 were used to achieve RH levels varying from 20 % to 97 %. The mass of each wooden sample was recorded twice a month to the nearest 10-3 g until constant mass (equilibrium) was achieved. In this period, saturated salt solutions were stirred weekly. MCmaterial was calculated on the basis of the oven-dry specimen weight at equilibrium.
2.5.1. Short-Term Water Uptake Tests
(i). Capillary water uptake test
Short-term water absorption, i.e., the capillary water uptake (CWU) was measured in a tailor-made CWU-meter [42]. Specimens of 100 (ax.) x 5 x 10 mm were first conditioned at 20 °C / 65% RH until constant mass was achieved. Finally, the end-grain surface was positioned to be in contact with water for 200 s and afterwards weighed to the nearest 10-3¬ g. The capillary water uptake was determined over time in g/cm² according to Equation (2).
Where: CWU = capillary water uptake (g/cm²); m65%RH = conditioned mass before CWU testing (g); m200s = mass after 200 s in contact with water (g); and A = cross sectional area of the specimens (cm²).
(ii). W24 tests (24-h water uptake and release tests [43])
Liquid water uptake by submersion
Specimens of 100 (ax.) x 10 x 5 mm were oven-dried at 103 °C until constant mass, measured to the nearest 10-3 g. Oven-dry specimens were submerged in a sealed plastic container with demineralized water and placed in a surrounding climate of 20 °C, 65 % RH. The specimens were weighed again after 24-h submersion. The liquid water uptake (W24submersion) was determined and the resulting moisture content (MC) calculated according to Equation (3).
Where: W24submersion = liquid water uptake during 24-h submersion (%); m0 = oven-dry mass before submersion (g); and msubmerged = mass after 24 h of submersion (g).
Water vapor uptake in water-saturated atmosphere
Specimens of 100 (ax.) x 10 x 5 mm were oven-dried at 103 °C until constant mass and measured to the nearest 10-3 g. The bottom of a miniature climate chamber (sealed plastic container) was filled with 5 l demineralized water. Specimens were exposed with approx. 5 mm distance to each other on perforated stainless steel plates above the water body. The containers were stored in a climate chamber with 20 °C, 65 % RH and specimens weighed again after 24 h. The water uptake of the specimens (W24100%RH) was determined and the resulting MC calculated, as shown in Equation (4).
Where: W24100%RH = water vapor uptake during 24-h exposure above water (%); m0 = oven-dry mass before exposure (g); and m100%RH = mass after 24 h exposure above water (g)
Finally, ratios of liquid water (W24submersion) and water vapor uptake (W24100% RH) of modified specimens, related to the moisture performance of untreated control specimens were calculated.
3. Results and Discussion
3.1. Weight Changes after Treatment
Table 5 gives an overview of the uptake of FFA as a result of treating with 20, 40 or 60% concentrations of FFA at thermal modification temperatures of 130, 150 and 180 ℃ respectively. The results do not follow conventional furfurylation reactions, where significantly lower temperatures, but longer curing times were used (Table 1, adapted from [1]). Experiments carried out at 130 ℃ followed the expected trend for conventional furfurylation, whereby higher concentrations of FFA as reagent resulted in higher WPG under comparable processing times. Experiments involving higher thermal procedure applied to each concentration group had the effect of a competing mass loss process, from a combined hydrolytic process comprising hydrolysis, polymerization and thermal degradation. However, these higher temperature conditions, under pressure result in additional reaction mechanisms. It is well-established that increasing temperature can increase the rate of reaction, so elevating the furfurylation temperature could increase the higher FFA uptake, though results in Table 5 suggest that these uptake levels remained fairly constant at each FFA percentage concentration used. The variations in results should then be related to the afore-mentioned hydrolysis process. It is also well known that reaction rates of gases can be affected by pressure. Since the hybrid process operates under elevated pressure, there are likely to be more interactions between gaseous elements released during the hydrolytic process, which in turn could undergo secondary polymerization reactions and/or interactions with the furfurylation process.
As noted with conventional treatments (both thermal modification [44] and furfurylation [45] treatments), samples undergoing the hybrid treatment resulted in increased coloration at harsher conditions (Figure 3). However, there were fluctuations in the coloration within larger dimensioned specimens over the cross sections measuring 50 x 25 mm, suggesting there might not have been a uniform level of treatment and/or distribution of the modification chemical (here: FFA) applied.
3.2. Durability According to EN 15083-2
The combined results from the CEN/TC 15083-2 evaluation are shown in Table 6. It can be seen that all variations of combined treatments resulted in very durable (DC 1) material when analyzing the loss of MOE of the specimens. This was confirmed by the level of decay being below 5% from the specimens used in the testing for 32 weeks. Whilst the measured mass loss due to decay for the control samples was only 14.6%, the measured MOE loss of more than 40% validated the test results. The results shown suggested that the combined FFA and thermal treatments led to conditions suitable for the prevention of degradation by wood-destroying fungi under use class 4 conditions. The results obtained in this study were comparable to those for commercially obtained Kebony ™ and Accoya ™ (also included in Table 6), indicating that comparable results could be achieved with commercially-available materials and demonstrating the potential of this combined treatment for producing highly durable material.
Cross-referencing the weight percent gains of specimens (Table 5) at each treatment condition with the durability classes listed in Table 6, it is interesting to note that the highest durability class was achieved with significantly lower WPGs than those suggested in the scientific literature, where WPG of at least 35% is recommended to achieve durability class 1 by a pure chemical modification system [46]. This would seem to indicate that the hybrid system can achieve highly durable samples at considerably lower WPG than needed for pure chemical modifications, which should be approved by durability field tests (e.g., EN 252).
It was interesting to note that median MOE losses for all treatments were rated as 0.0. This was due to a significant number of specimens within each test group experiencing an increase in MOE, primarily due to the uptake of FFA leading to increased densities, which combined with minimal decay, leading to an overall increase in MOE for said specimens. For evaluations according to CEN/TS 15083-2, all MOE gains were nullified for determining the x-value. Figure 4 gives an overview of the level of data spread between individual specimens undergoing MOE analysis according to the European standard EN 310, excluding those for commercially-available Kebony™ and Accoya™. Figure 4 also shows specimens that were outliers from the statistical spread of the data (marked in circles for each respective treatment group). The mean values (as opposed to median values used for x-value determination) are marked by the line within each group box. It is interesting to note that all combined treatments had MOE values close to those of untreated materials, or experiencing slight gains, suggesting very little difference between the applied impregnation concentration and thermal treatment temperature, respectively.
3.3. Durability against Termites
Preliminary evaluation of the effectiveness of the hybrid treatment system was undertaken against a modified version of EN 117 [41], with testing against Mastotermes darwiniensis. For these early trials, only specimens treated at 130 and 150 ℃ with 20% FFA were evaluated. As with the durability testing according to CEN/TC 15038-2 (Section 3.2), it was interesting to note that the levels of treatment with the hybrid process resulted in a highly effective treatment against Mastotermes darwiniensis, with no surviving termites and no significant visual damage.
| Treatment | WPG (%) | Number of surviving termites | Visual evaluation acc. to EN 117 (2024) [41] | |
| Workers | Soldiers | |||
| Untreated control* | - | 93 (0.0) | 0 (0.0) | 4 |
| 130 °C TMT + 20 % FFA | 4.1 | 0 (0.0) | 0 (0.0) | 0 |
| 150 °C TMT + 20 % FFA | 15.4 | 0 (0.0) | 0 (0.0) | 1 |
Previoulsy, it had been suggested [47] that a WPG of around 45% wasnecessary for furfurylated wood to prevent fungal attack by termites, though this was based on outdoor field trials. The WPGs for the specimens tested according to EN 117 in this study had considerably lower values than those recommended in [47], thought this effectveness needs to be proven in field test experiments.
3.4. Modified Wood/Water Relationship
Results from sorption studies are shown in Figure 5. It can be seen that there was considerably lower moisture content in the intermediate saturated salt solutions for the hybrid treatments for the highest level of FFA uptake (60%), though results on exposure to deionised water (100% RH) were not as good as expected for samples treated at 150 ℃ compared to those at 130 ℃. This was assumed to be a result of microcracking in samples at the higher treatment temperature for this degree of FFA loading. In house observations have shown the presence of exothermic conditions under certain temperatures and pressures, which can result in considerably higher temperatures within the wood specimen compared to that of the reaction chamber. This could result in cellular damage within the samples. This conclusion was seemingly confirmed from issues in obtaining suitable samples at 60% FFA treated at 180 ℃.
Further studies (Table 7) outlined the EMC values determined per treatment group, in term of desorption. It can be seen that the equilibrium moisture content is lower both in terms of the concentration of FFA impregnated into the wood, as well as the thermal temperature applied after impregnation. This further emphasises the synergistic effect of the combined treatment regimes.
Additional testing of water uptake, either as a result of total immersion for 24 hours, or through capillary water uptake following 200 seconds contact with water indicated significantly improved performance of samples treated with the hybrid treatment (Table 8 and Figure 6, respectively). For liquid wate uptake after submersion testing, there appear, despite some fluctuation in uptake as a result of treatment temperature, to be a general trend to increasing water resistance with increasing FFA concentration. This would appear to suggest an increased degree of cell wall / lumen filling by the FFA treatment, reducing the sorption capacity of the specimens.
The results obtained would seem to indicate that the hybrid treatments appears to limit the uptake of liquid water and/or moisture, which is known to contribute to reduced biological decay by fungi. This has been explained [48] as being due to a reduced diffusion coefficient of diffusible agents from the fungi into the cell wall [49], thereby preventing the decay mechanism becoming fully established. Furthermore, limiting the moisture exclusion efficiency of the hybrid treatment system below 40% has been determined as a defining criterion for preventing fungal decay [48]. The moistute exclusion efficiency can be determined from the respective moisture contents of the modified and unmodified samples according to Equation (5).
Where EMCu and EMCm are the equilibrium moisture contents of unmodified and modified wood, respectively
4. Conclusions
The potential of furfurylation and thermal modification of wood are well-established commercial processes. Despite their commercial status, there is scope for further improvement. This study shows the potential benefits of a novel pressurised process combining the FFA impregnation process with thermal modification, in the absence of catalysts. Results according to CEN/TS 15083-2 show durability class 1 (very durable) treatments of Scots pine can be achieved, all showing a trend in reduced EMC depending on concentration of FFA and thermal modification applied, respectively.
Indeed, it would appear that there is little difference in properties of treated specimens across all the FFA concentrations and temperatures tested, suggesting results from milder conditions were very similar to those from more aggressive conditions. The only improvement from the more aggressive conditions would be the slight reduction in equilibrium moisture content, which would imply a more dimensionally stable material when treated at higher temperatures.
Further studies are necessary to optimise the reaction parameters using this hybrid system, as well as wider evaluations of resulting properties, including field trials. Despite this, these preliminary results would appear to suggest a means of combining the benefits from both the furfurylation and thermal modification processes into a combined treatment system, without the need for excessive curing times nor catalysts. As such, this new combined process appears to represent a considerable advance in achieving very durable modified wood.
Supplementary Materials
None.
Author Contributions
Conceptualization, P.K.; methodology, P.K. and D.J.; validation, P.K., H.M. and LE.; formal analysis, P.K.; investigation, P.K., H.M. and L.E.; resources, P.K and D.J..; data curation, P.K, D.J and L.E..; writing—D.J., X.X.; writing—review and editing, P.K., D.J., H.M. and L.E.; visualization, D.J.; supervision, H.M.; project administration, P.K and D.J. All authors have read and agreed to the published version of the manuscript.
Acknowledgments
Support from CT WOOD—a centre of excellence at Luleå University of Technology, supported by the Swedish wood industry, is gratefully acknowledged. Data generated through consultancy services purchased from the Danish Technological Institute and MPA Eberswalde are also acknowledged.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Sandberg, D, Kutnar, A, Karlsson, O., Jones, D. Wood Modification Technologies. Principles, Sustainability and the Need for Innovation. CRC Press, Baton Rouge, U.S.A., 2021.
- United Nations. Paris agreement. http://unfcc.int/files/essential_background/convention/application/pdf/english_paris_agreement.pdf.
- Hill, C A S. Wood Modification. Chemical, Thermal and Other Processes. John Wiley and Sons Ltd., Chichester, U.K., 2006.
- Stamm, A J, Burr, H K, Kline A A. Staybwood. Heat stabilized wood. Ind. Eng. Chem., 1946, 38, 630–634. [Google Scholar] [CrossRef]
- Thunell, B., Elken, E. Värmebehandling av trä för minskning av svällning och krympning [Thermal treatment of wood for decreased swelling and shrinkage.] Report No. 18, The Swedish Wood Technology Research Institute, Stockholm, Sweden, 1948 (In Swedish).
- Buro, A. Die Wirkung von Hitzebehandlung auf die Pilzresistenz von Kiefern- und Buchenholz [The influence of thermal treatment on decay resistance of pine and beech wood.]. Holz Roh Werkstoff, 1954, 12, 297–304. [Google Scholar] [CrossRef]
- Buro, A. Untersuchungen über die Veränderung der Pilzresistenz von Hölzern durch Hitzebehandlung in Metallschmelzen [Investigation of the change in decay resistance of wood during thermal treatment in a metal melt. ] Holzforschung, 1955, 9, 177–181. [Google Scholar] [CrossRef]
- Burmester, A. Formbeständigkeit von Holz gegenüber Feuchtigkeit – Grundlagen und Vergütungsverfahren [Influnce of moisture on dimension stability of wood—theory and improvements.] BAM Berichte Nr. 4, Bundesanstalt für Materialforschung, Berlin, Germany, 1970 (In German).
- Burmester, A. Effect of heat-pressure treatments of semi-dry wood on its dimensional stability. Holz Roh Werkstoff, 1973, 31, 237–243. [Google Scholar] [CrossRef]
- Burmester, A. Zur Dimensionsstabilisierung von Holz [The dimensional stabilization of wood. ] Holz Roh Werkstoff, 1975, 33, 333–335. [Google Scholar] [CrossRef]
- Burmester, A. Dimensational stabilisation of wood. In: The Proceedings IRG Annual Meeting, Sarajevo, Yugoslavia. Proceedings IRG Annual Meeting, 1981, IRG/WP/81-3171. 8pp.
- Hill, C.A.S. , Altgen, M., Rautkari, L. Thermal modification of wood – a review: chemical changes and hygroscopicity. J. Mat. Sci, 6581; 56. [Google Scholar]
- Willems W, Altgen M (2020) Hygrothermolytic wood modification. process description and treatment level characterisation. Wood Mat. Sci. Eng., 2020, 15, 213–222. [Google Scholar] [CrossRef]
- Sella Kapu, N., Trajano, H.L. Review of hemicellulose hydrolysis in softwoods and bamboo, Biofpr, 2014, 8, 857–870.
- Dongre, P., Driscoll, M., Amidon, T., Bujanovic, B. Lignin-Furfural Based Adhesives. Energies, 2015, 8, 7897–7914. [CrossRef]
- Jones, D, Sandberg, D, Goli, G., Todaro, L. Wood Modification in Europe. A State-of-the-art about Processes, Products and Applications. Firenze University Press, Florence, Italy, 2019.
- Lande, S, Westin, M, Schneider, M. Properties of furfurylated wood. Scand. J. For. Res., 2004, 19, 22–30.
- Hoydoncx, H E, Van Rhijn, W M, van Rhijn, W, Hueting, D, Tjeerdsma, B, van der Zee, M, Van Acker, J. Renewable furfuryl resin technology for wood modification. In Proceedings of the Third European Conference on Wood Modification, ed. C.A.S.; Hill, D.; Jones, H.; Militz, G.A. Ormondroyd. Cardiff, U.K., 2007, pp81–86.
- Larsson-Brelid, P. Benchmarking and state-of-the-art report for modified wood. SP Report no. 54, SP Technical Research Institute of Sweden, Stockholm, Sweden, 2013, pp. 1–31.
- Gérardin, P. New alternatives for wood preservation based on thermal and chemical modification of wood—a review. Ann. For. Sci., 2016, 73, 559–570. [Google Scholar] [CrossRef]
- Klaas, J P. Elevated pressure hybrid wood modification. World patent (pending) WO2024002448A1, 2023.
- Venås, T.M. H.H. Wong. Feasibility study on three furfurylated non-durable tropical wood species evaluated for resistance to brown, white and soft rot fungi. In: The Proceedings IRG Annual Meeting, Istanbul, Turkey. International Research Group on Wood Protection, 2008. IRG/WP 08-40395.
- Puttmann, S.; Krause, A.; Pilgård, A.; Treu, H. Militz. Furfurylated wood for wooden window constructions, pp. 569–576. In: Englund, F., Hill, C.A.S., Militz, H. and Segerholm, B.K. [eds.]. The Proceeding of the Fourth European Conference on Wood Modification, Stockholm, Sweden, 2009.
- Esteves, B., Nunes, L., Pereira, H. Furfurylation of Pinus pinaster wood, pp. 415–418. In: Englund, F., Hill, C.A.S., Militz, H. and Segerholm, B.K. [eds.]. The Proceeding of the Fourth European Conference on Wood Modification, Stockholm, Sweden, 2009.
- Pilgård, A. , Treu, A., Zeeland, A.N., Gosselink, R.J., Westin, M. Toxic hazard and chemical analysis of leachates from furfurylated wood. Env. Toxic. Chem., 2010, 29, 1918–1924. [Google Scholar] [CrossRef]
- Thygesen, L.G. , Barsberg, S., Venås, T.M. The fluorescence characteristics of furfurylated wood studied by fluorescence spectroscopy and confocal laser scanning microscopy. Wood Sci. Technol., 2010, 44, 51–65. [Google Scholar] [CrossRef]
- Dong, Y. , Qin, Y., Wang, K., Yan, Y., Zhang, S., Li, J., Zhang, S. Assessment of the performance of furfurylated wood and acetylated wood: Comparison among four fast-growing wood species. BioRes., 2016, 11, 3679–3690. [Google Scholar] [CrossRef]
- Li, W. , Ren, D., Zhang, X., Wang, H., Yu, Y. 2016. The furfurylation of wood: A nanomechanical study of modified wood cells. BioRes., 2016, 11, 3614–3625. [Google Scholar]
- Alfredsen, G. , Fossdal, C.G.; Nagy, N.E., Jellison, J., Goodell, B. Furfurylated wood: Impact on Postia placenta gene expression and oxalate crystal formation. Holzforschung, 2016, 70, 747–962. [Google Scholar] [CrossRef]
- Sejati, P.S. , Imbert, A., Gérardin-Charbonnier, C., Dumarçay, S., Fredon, E., Masson, E., Nandika, D., Priadi, T., Gérardin, P. Tartaric acid catalyzed furfurylation of beech wood. Wood Sci. Technol., 2017, 51, 379–394. [Google Scholar] [CrossRef]
- Yang, T. , Ma, E., Cao, J. 2019. Synergistic effects of partial hemicellulose removal and furfurylation on improving the dimensional stability of poplar wood tested under dynamic conditions. Ind. Crops Prod., 2019, 139, 111550. [Google Scholar] [CrossRef]
- Skrede, I. , Solbakken, M.H., Hess, J., Fossdal, C.G., Hegnar, O., Alfredsen, G. 2019. Wood modification by furfuryl alcohol resulted in a delayed decomposition response in Rhodonia (Postia) placenta. App. Environ. Microbiol., 2019, 85, 1–21. [Google Scholar]
- Li, W. , Liu, M., Wang, H., Yu, Y. Fabrication of highly stable and durable furfurylated wood materials. Part 1: process optimization. Holzforschung, 2020, 74, 1135–1146. [Google Scholar] [CrossRef]
- Hadi, Y.S. , Herliyana, E.N., Pari, G., Pari, R., Abdillah, I.B. Furfurylation effects on discoloration and physical-mechanical properties of wood from tropical plantation forests. J. Kor. Wood Sci. Technol., 2022, 50, 46–58. [Google Scholar] [CrossRef]
- Dong, Y. , Wang, J., Zhu, J., Jin, T., Li, J., Wang, W., Xia, C. Surface colour and chemical change of furfurylated poplar wood and bamboo due to artificial weathering. Wood Mat. Sci. Eng., 2020, 17, 168–175. [Google Scholar] [CrossRef]
- CEN. CEN/TS 15083-2: 2005. Durability of wood and wood-based products – Determination of natural durability of solid wood against wood-destroying fungi, test methods – Part 2: Soft rotting micro-fungi. European Committee for Standardization, Brussels, Belgium, 2005.
- CEN. EN 252: 2014. Field test method for determining the relative protective effectiveness of a wood preservative in ground contact. European Committee for Standardization, Brussels, Belgium, 2014.
- CEN. EN84: 2020. Durability of wood and wood-based products – Accelerated ageing of treated wood prior to biological testing – Leaching procedure. European Committee for Standardization, Brussels, Belgium, 2020.
- CEN. EN 350: 2016. Durability of wood and wood-based products – Testing and classification of the durability to biological agents of wood and wood-based materials. European Committee for Standardization, Brussels, Belgium, 2016.
- CEN. EN 310: 1994. Wood-based panels – Determination of modulus of elasticity in bending strength. European Committee for Standardization, Brussels, Belgium, 1994.
- CEN. EN 117: 2024. Wood preservatives – Determination of toxic values against Reticulitermes species (European termites) (Laboratory method). European Committee for Standardization, Brussels, Belgium, 2024.
- Brischke, C., Purps, H., Emmerich, L. Intra-species variability of moisture dynamics in wood. The Proceedings IRG Annual Meeting, Knoxville, Tennessee, USA. The International Research Group on Wood Protection. IRG-WP 24-11040. Stockholm, Sweden, 2024.
- Meyer-Veltrup, L. , Brischke, C., Alfredsen, G., Humar, M., Flæte, P.O., Isaksson, T., Larsson Brelid, P., Westin, M., Jermer, J. The combined effect of wetting ability and durability on outdoor performance of wood: development and verification of a new prediction approach. Wood Sci. Technol., 2017, 51, 615–637. [Google Scholar] [CrossRef]
- Torniainen, P. , Jones, D., Sandberg, D. Colour as a quality indicator for industrially manufactured ThermoWood®. Wood Mat Sci. Eng., 2021, 16, 287–289. [Google Scholar] [CrossRef]
- Hadi, Y.S. , Mulyosari, D., Herliyana, E.N., Pari, G., Arsyad, W.O.M., Abdillah, I.B., Gérardin, P. (2021). Furfurylation of wood from fast-growing tropical species to enhance their resistance to subterranean termite. Eur. J. Wood Wood Prod., 2021, 79, 1007–1015. [Google Scholar] [CrossRef]
- Lande, S., Eikenes, M., Westin, M., Schneider, M.H. (2008). Furfurylation of Wood: Chemistry, Properties, and Commercialization. Development of Commercial Wood Preservatives, ACS Symposium Series 982, Chapter 20, 337–355.
- Hadi, Y.S. , Westin, M., Rasyid, E. Resistance of furfurylated wood to termite attack. For. Prod. J., 2005, 55, 85–88. [Google Scholar]
- Thybring, E.E. The decay resistance of modified wood influenced by moisture exclusion and swelling reduction. Int. Biodet. Biodeg., 2013, 82, 87–95. [Google Scholar] [CrossRef]
- Hill, C.A.S. How does the chemical modification of wood provide protection against decay fungi?. In: Proceedings of the COST E22 Meeting. 2002, Finland.
Figure 1.
Reactions during the furfurylation of wood: (a) self-condensation of furfuryl alcohol, forming a methylene bridge, and (b) condensation of furfuryl alcohol to phenolic compounds via methylene bridging. Reproduced from [1].
Figure 1.
Reactions during the furfurylation of wood: (a) self-condensation of furfuryl alcohol, forming a methylene bridge, and (b) condensation of furfuryl alcohol to phenolic compounds via methylene bridging. Reproduced from [1].
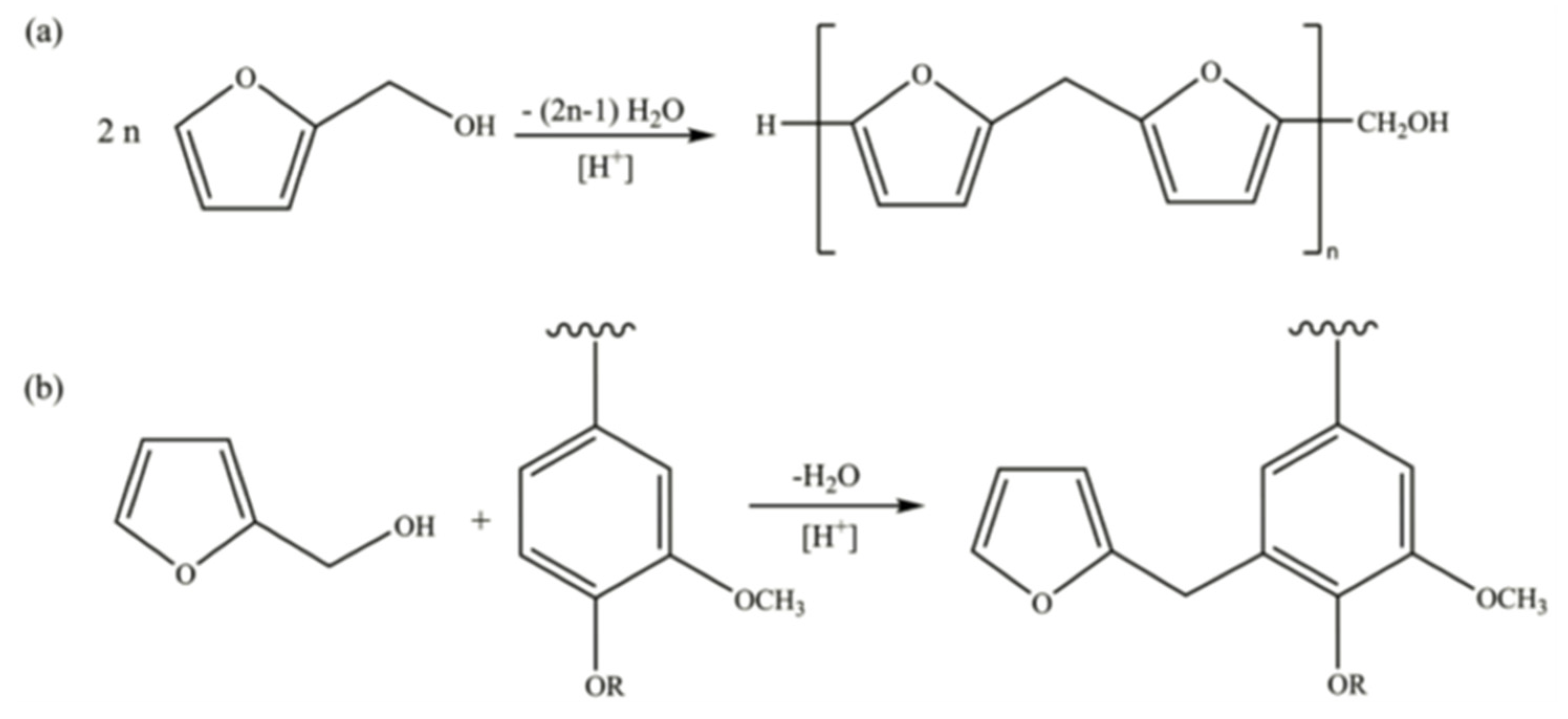
Figure 2.
Example of a modified wooden sample (50 (ax.) x 25 x 15 mm) being exposed on vermiculite with Mastotermes darwiniensis according to EN 117 (2024) test [41].
Figure 2.
Example of a modified wooden sample (50 (ax.) x 25 x 15 mm) being exposed on vermiculite with Mastotermes darwiniensis according to EN 117 (2024) test [41].
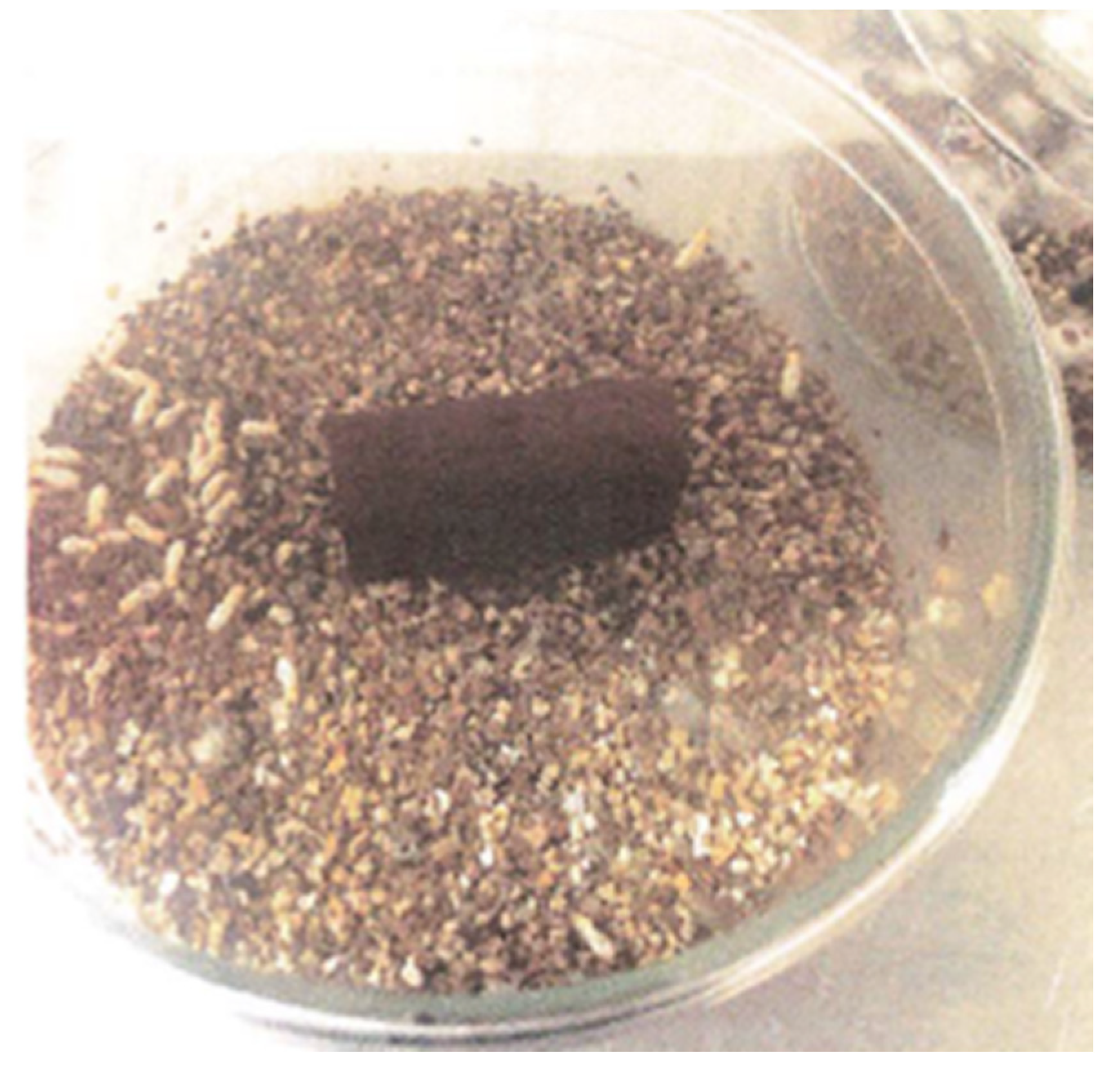
Figure 3.
Optical appearance of Scots pin (Pinus sylvestris L.) sapwood specimens after thermal modification and after the hybridized thermal modification / FFA treatment at 20% and 40% FFA aqueous solutions, respectively.
Figure 3.
Optical appearance of Scots pin (Pinus sylvestris L.) sapwood specimens after thermal modification and after the hybridized thermal modification / FFA treatment at 20% and 40% FFA aqueous solutions, respectively.
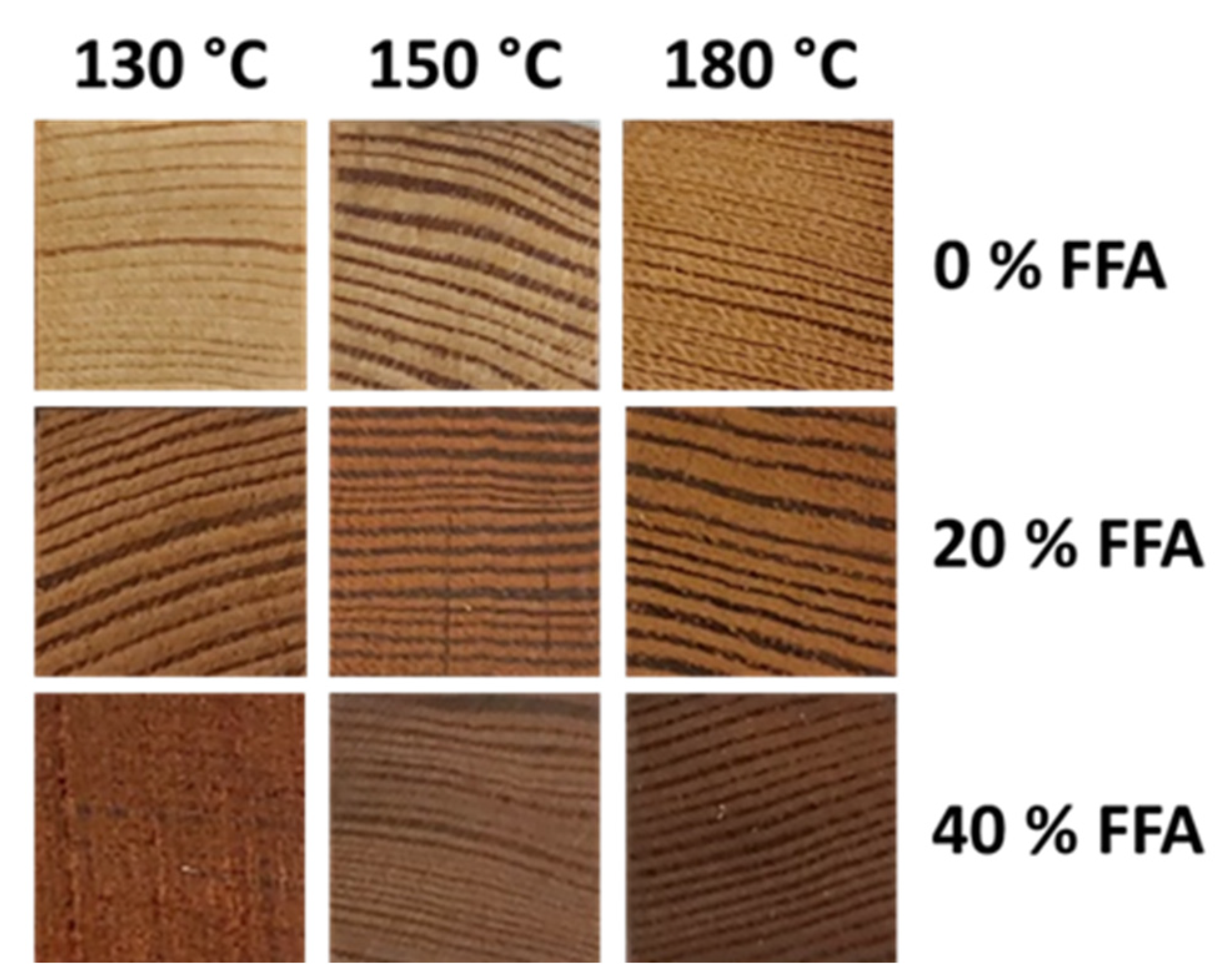
Figure 4.
Summary of statistical spread of (a) Mass loss (%) and (b) MOE loss (%) data for untreated (“control”) and modified specimens (TMT control = 180 °C treatment) being exposed for 32 weeks in unsterile soil according to CEN/TS 15083-2 (2005). Mean values plus corresponding standard deviation; red X = Median.
Figure 4.
Summary of statistical spread of (a) Mass loss (%) and (b) MOE loss (%) data for untreated (“control”) and modified specimens (TMT control = 180 °C treatment) being exposed for 32 weeks in unsterile soil according to CEN/TS 15083-2 (2005). Mean values plus corresponding standard deviation; red X = Median.
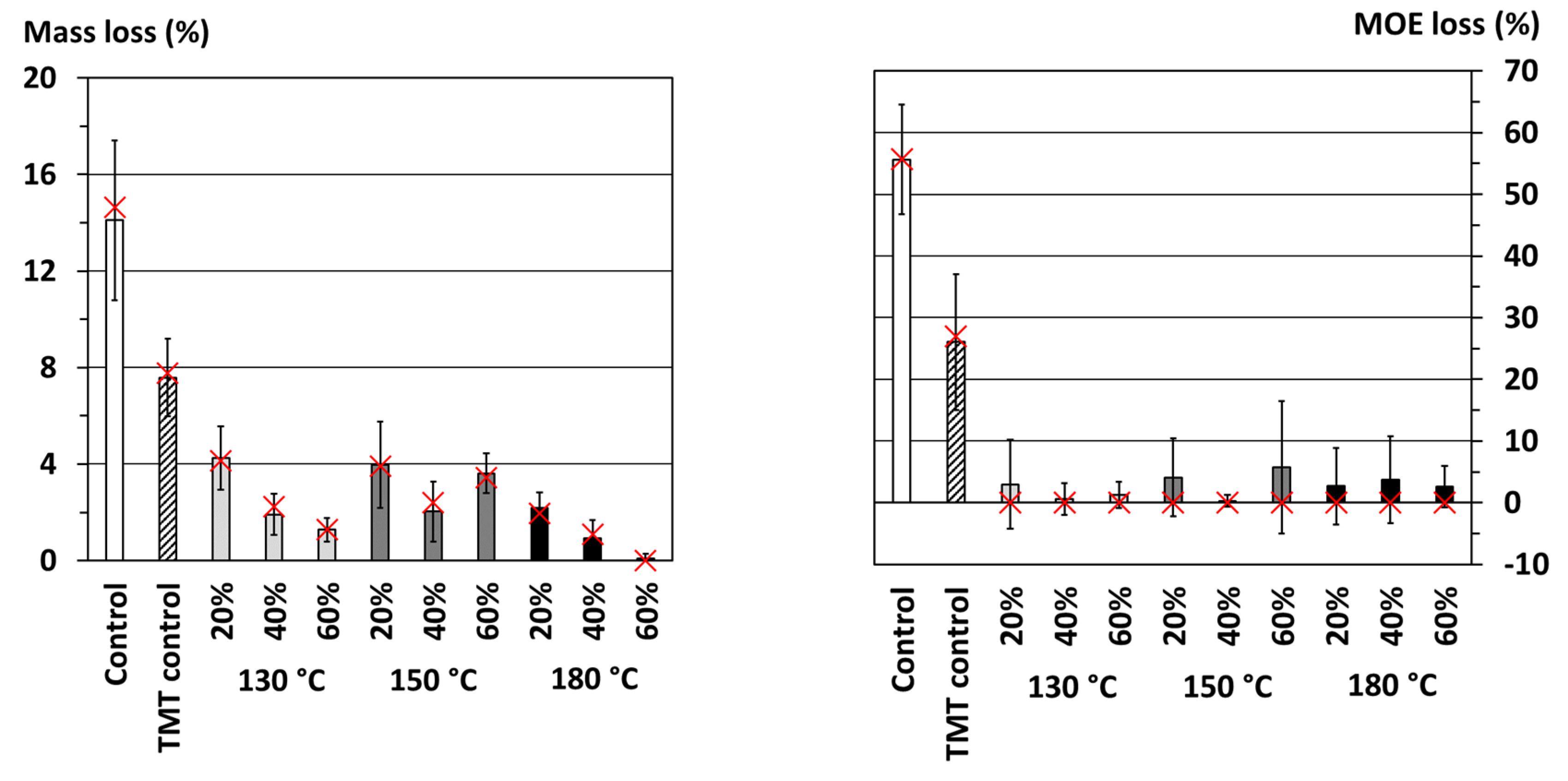
Figure 5.
Absorption curves for (a) thermally modified samples and (b) FFA hybrid treatments at 130 °C and varying FFA concentrations of 20, 40 and 60%, measured after exposure above saturated salt solutions in miniature climate chambers at 20 °C.
Figure 5.
Absorption curves for (a) thermally modified samples and (b) FFA hybrid treatments at 130 °C and varying FFA concentrations of 20, 40 and 60%, measured after exposure above saturated salt solutions in miniature climate chambers at 20 °C.
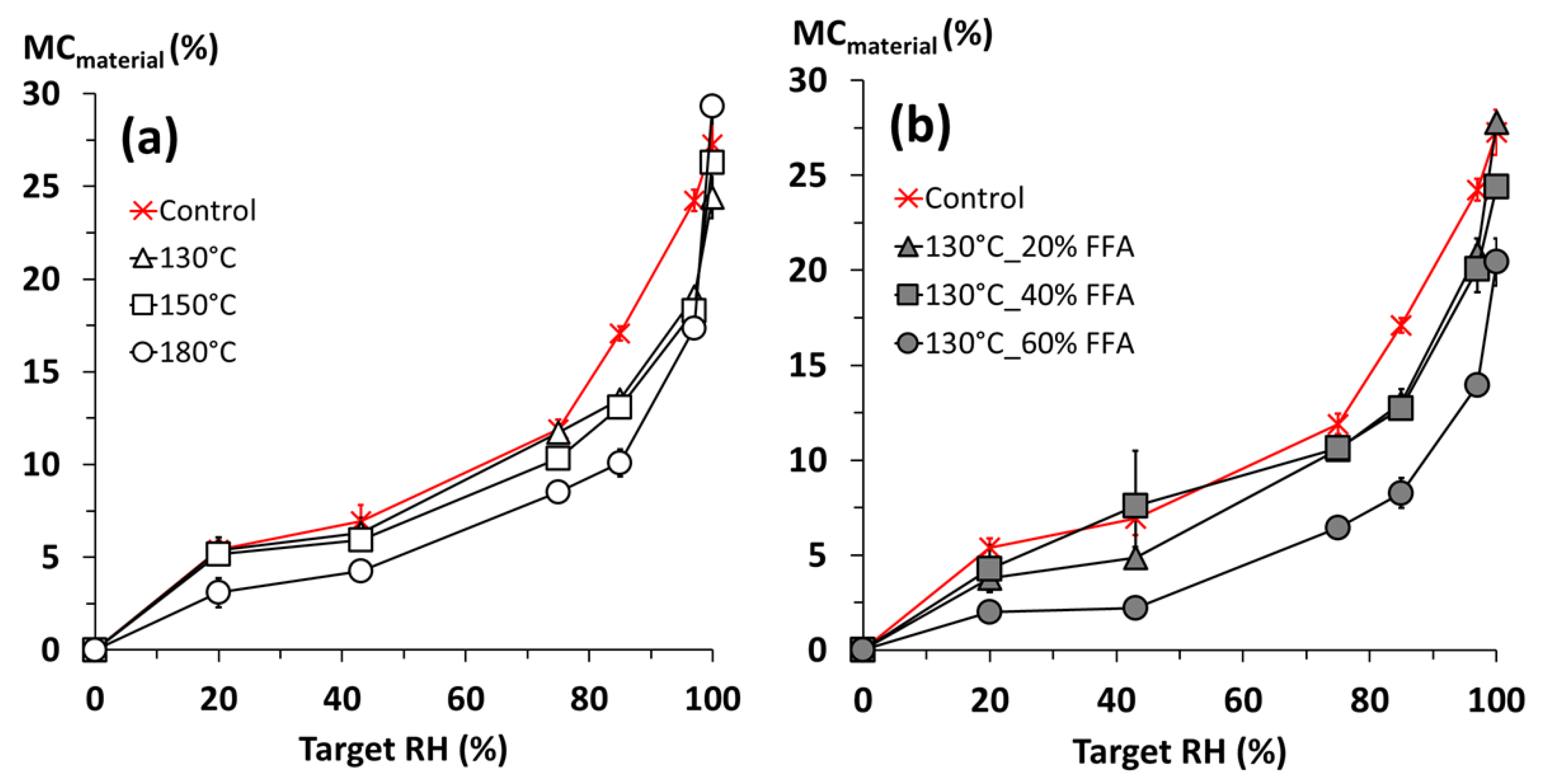
Figure 6.
Ratios of liquid water (W24submersion) and water vapor uptake (W24100% RH) of modified specimens, calculated in relation to untreated control specimens (here: Scots pine sapwood). Mean values plus corresponding standard deviations.
Figure 6.
Ratios of liquid water (W24submersion) and water vapor uptake (W24100% RH) of modified specimens, calculated in relation to untreated control specimens (here: Scots pine sapwood). Mean values plus corresponding standard deviations.
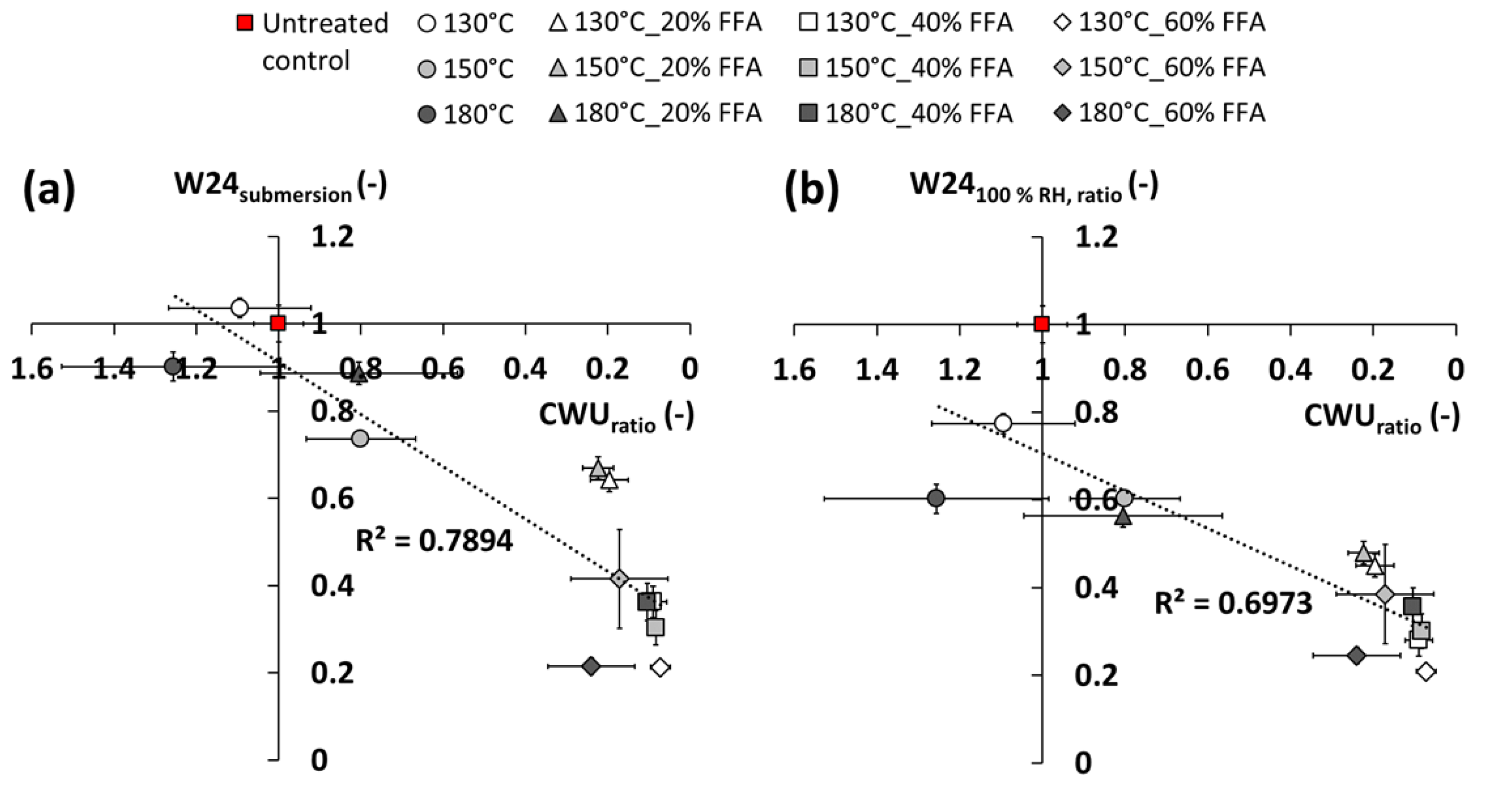

Table 1.
Furfurylation process of wood species (adapted from [1]).
Table 1.
Furfurylation process of wood species (adapted from [1]).
| Species | Process conditions | Ref. |
|---|---|---|
| European beech, European birch, Scots pine | Furfuryl alcohol resin (BioRez)/vacuum for 45 min, pressure at 12 bar for 2 hours. warming at 20–40 °C for 4 hours, heating at 103°C for 16 hours. | [17] |
| Scots pine (only sapwood) | Vacuum, 7–12 bar, and drying at 130 °C for 16 hours. | [18] |
| Rubberwood, kelempayan, sena (Pterocarpus indicus Willd.), European beech, Scots pine sapwood | Furfuryl alcohol/maleic anhydride or furfuryl alcohol/citric acid. Vacuum, 12 bar, and drying at 130 °C for 16 hours. | [22] |
| European beech, European ash, radiata pine, Southern yellow pine, Scots pine | Furfuryl alcohol/citric acid, cyclic anhydride, Kebony (TM) process for outdoor level. | [23] |
| Maritime pine boards | Furfuryl alcohol/additives, vacuum/pressure stage, curing, vacuum drying. | [24] |
| European beech, European ash, radiata pine, Southern yellow pine | Furfuryl alcohol (30%), full-cell impregnation, vacuum drying, steam cure, drying. | [25] |
| Scots pine (sapwood) | Furfuryl alcohol/citric acid, vacuum, pressure at 13 bar for 2 hours, heating at 130°C for 0.5–24 hours | [26] |
| Chinese white poplar, Cunninghamia, swamp mahogany, Masson’s pine | Furfuryl alcohol/additives vacuum 30 minutes, 12 hours soaking, and 100°C for 12 hours | [27] |
| Masson’s pine | Furfuryl alcohol/citric acid/oxalic acid/sodium borate, vacuum, curing at < 115°C for up to 8 hours, drying 60–103°C | [28] |
| Scots pine (sapwood) | 40% Furfuryl alcohol (full-cell impregnation) | [29] |
| European beech | Furfuryl alcohol/various catalysts, vacuum for 5 minutes, 12 bar for 5 minutes, drying for 10 hours at 20°C, heating < 120°C for up to 24 hours | [30] |
| Poplar | 180°C water, furfuryl alcohol /maleic anhydride, borate, vacuum for 1h, heating at < 103°C for 3 h, then at 60−80°C for 4 hours, drying at 103°C | [31] |
| Radiata pine | Furfuryl alcohol/additives, soaking for 15 days, heating at 120°C for 16.5 hours. | [32] |
| Chinese fir, poplar | Furfuryl alcohol, sodium borate (buffer), catalyst. Vacuum 30 min, atmospheric immersion 3-36 hours, curing at 95-125°C for 1.5-8 hours, dry 2 hour 60°C, 2 hour 80°C, 103°C until oven-dry. | [33] |
| Jabon, Sengon, Mangium, Merkus pine | Furfuryl alcohol/catalyst. Vacuum 30 min, pressure 10 bar 30 min. Heat 100°C 24 hours, ambient conditions for 4 weeks. | [34] |
| Poplar, bamboo | Furfuryl alcohol, vacuum 30 min, atmospheric immersion 12 hours. Heat 100°C 10 hours, dry at 100°C | [35] |
Table 2.
Untreated and modified pine specimens were evaluated according to CEN/TS 15083-2 [36] and durability classes assigned on the basis of EN 350 [39].
| Durability class | Description | X-value according to EN 350 (2016) |
|---|---|---|
| 1 | Very durable | x ≤ 0.10 |
| 2 | Durable | 0.10 < x ≤ 0.20 |
| 3 | Moderately durable | 0.20 < x ≤ 0.45 |
| 4 | Slightly durable | 0.45 < x ≤ 0.80 |
| 5 | Not durable | x > 0.80 |
Table 3.
Visual evaluation criteria after exposure towards termites (here: Mastotermes darwiniensis) with 100 workers and 10 soldiers per test chamber and wood block according to EN 117 (2024) test [41].
Table 3.
Visual evaluation criteria after exposure towards termites (here: Mastotermes darwiniensis) with 100 workers and 10 soldiers per test chamber and wood block according to EN 117 (2024) test [41].
| Rating value | Rating definition | Observed conditions |
|---|---|---|
| 0 | No attack | None |
| 1 | Attempted attack |
|
| 2 | Slight attack |
|
| 3 | Average attack |
|
| 4 | Strong attack |
|
Table 4.
Saturated salt solutions and expected moisture regimes (relative humidity (RH) %) in miniature climate chamber stored in a surrounding climate of 20 °C.
Table 4.
Saturated salt solutions and expected moisture regimes (relative humidity (RH) %) in miniature climate chamber stored in a surrounding climate of 20 °C.
| Conditioning | Solution / salt | Target RH at 20 °C (%) | Temperature (℃) |
|---|---|---|---|
| Oven drying | - | 0 | 103 |
| CH3CO2K | Potassium acetate | 20 | 20 |
| K2CO3 | Potassium carbonate | 43 | 20 |
| NaCl | Sodium chloride | 75 | 20 |
| KCl | Potassium chloride | 85 | 20 |
| K2SO4 | Potassium sulfate | 97 | 20 |
| Deionised water | ca. 100 | 20 |
Table 5.
Mass changes and FFA uptake of Scots pine (Pinus sylvestris L.) specimens under different reaction conditions as a result of the thermal and thermo-chemical modifications.
Table 5.
Mass changes and FFA uptake of Scots pine (Pinus sylvestris L.) specimens under different reaction conditions as a result of the thermal and thermo-chemical modifications.
| Treatment | Weight percentage gain (%) | FFA uptake (kg/m3) | |
|---|---|---|---|
| Temperature (℃) | FFA concentration (%) | ||
|
130 |
- | ||
| 20 | 4.12 | 134.7 | |
| 40 | 21.35 | 247.4 | |
| 60 | 46.82 | 380.8 | |
|
150 |
- | -2.26 | |
| 20 | 15.36 | 137.2 | |
| 40 | 26.97 | 229.9 | |
| 60 | 23.60 | 331.3 | |
|
180 |
- | -6.96 | |
| 20 | -12.36 | 137.9 | |
| 40 | 19.85 | 242.7 | |
| 60 | 43.45 | 368.7 | |
Table 6.
Mass loss and modulus of elasticity (MOE) of untreated and modified specimens (100 (ax.) x 10 x 5 mm) measured after 32 weeks of incubation in unsterile soil according to CEN/TS 15083-2 [36]. Untreated and modified specimens were leaching prior durability testing according to EN 84 [38]. Results were summarized by median values plus corresponding standard deviations in brackets.
Table 6.
Mass loss and modulus of elasticity (MOE) of untreated and modified specimens (100 (ax.) x 10 x 5 mm) measured after 32 weeks of incubation in unsterile soil according to CEN/TS 15083-2 [36]. Untreated and modified specimens were leaching prior durability testing according to EN 84 [38]. Results were summarized by median values plus corresponding standard deviations in brackets.
| Treatment | Median mass loss (%) | Median MOE loss (%) | Assigned X-value based on MOE loss | Durability | |
|---|---|---|---|---|---|
| Temperature (oC) | FFA Concentration (%) | ||||
| - | - | 14.6 (3.3) | 55.7 (8.9) | ||
| 180 | - | 7.8 (1.6) | 27.0 (11.0) | 0.48 | 4 |
| 130 | 20 | 4.1 (1.3) | 0.0 (7.2) | 0.00 | 1 |
| 130 | 40 | 2.2 (0.9) | 0.0 (2.6) | 0.00 | 1 |
| 130 | 60 | 1.3 (0.5) | 0.0 (2.1) | 0.00 | 1 |
| 150 | 20 | 3.9 (1.8) | 0.0 (6.3) | 0.00 | 1 |
| 150 | 40 | 2.4 (1.2) | 0.0 (1.0) | 0.00 | 1 |
| 150 | 60 | 3.4 (0.8) | 0.0 (10.7) | 0.00 | 1 |
| 180 | 20 | 2.0 (0.6) | 0.0 (6.2) | 0.00 | 1 |
| 180 | 40 | 1.1 (0.8) | 0.0 (7.1) | 0.00 | 1 |
| 180 | 60 | 0.0 (0.2) | 0.0 (3.3) | 0.00 | 1 |
| Kebony™ | * | 2.2 (0.9) | 0.0 (1.1) | 0.00 | 1 |
| Accoya™ | * | 0.5 (0.2) | 0.0 (4.3) | 0.00 | 1 |
Table 7.
EMCmaterial (%) of untreated and modified pine sapwood specimens at 20 °C and 65 % relative humidity (RH). Mean values plus corresponding standard deviations in brackets.
Table 7.
EMCmaterial (%) of untreated and modified pine sapwood specimens at 20 °C and 65 % relative humidity (RH). Mean values plus corresponding standard deviations in brackets.
| FFA treatment concentration (%) | Treatment temperature (oC) | ||
|---|---|---|---|
| (%) | 130 | 150 | 180 |
| 0 | Not available | 8.9 (0.3) | 9.1 (0.4) |
| 20 | 9.6 (0.3) | 9.0 (0.3) | 9.4 (0.4) |
| 40 | 8.4 (0.5) | 7.6 (0.2) | 7.6 (0.4) |
| 60 | 7.3 (0.7) | 6.8 (0.2) | 5.7 (0.5) |
Table 8.
Moisture content of untreated and modified specimens (10 x 5 x 100 (rad x tang x long) mm) after exposure to different moistening regimes (liquid and water vapor uptake; W24 = 24 h water uptake tests) and capillary water uptake (CWU). Mean values plus corresponding standard deviations in brackets.
Table 8.
Moisture content of untreated and modified specimens (10 x 5 x 100 (rad x tang x long) mm) after exposure to different moistening regimes (liquid and water vapor uptake; W24 = 24 h water uptake tests) and capillary water uptake (CWU). Mean values plus corresponding standard deviations in brackets.
| Treatment |
W24submersion (%) |
W24100%RH (%) |
CWU (g/cm²) |
|
|---|---|---|---|---|
| Temperature (°C) | FFA concentration (%) | |||
| Control | - | 75.2 (3.3) | 16.9 (0.7) | 0.24 (0.01) |
|
130 |
- | 77.9 (2.8) | 13.1 (0.4) | 0.26 (0.04) |
| 20 | 48.3 (1.9) | 7.6 (0.5) | 0.05 (0.01) | |
| 40 | 27.3 (4.1) | 4.7 (0.6) | 0.02 (0.01) | |
| 60 | 16.0 (1.3) | 3.5 (0.2) | 0.02 (0.01) | |
|
150 |
- | 55.4 (2.7) | 10.2 (0.3) | 0.19 (0.03) |
| 20 | 50.4 (1.6) | 8.1 (0.4) | 0.05 (0.01) | |
| 40 | 22.8 (1.3) | 5.1 (0.7) | 0.02 (0.00) | |
| 60 | 31.3 (11.0) | 6.5 (1.9) | 0.04 (0.03) | |
|
180 |
- | 67.8 (6.2) | 10.2 (0.6) | 0.30 (0.06) |
| 20 | 66.7 (4.8) | 9.5 (0.4) | 0.19 (0.06) | |
| 40 | 27.3 (1.2) | 6.0 (0.7) | 0.02 (0.00) | |
| 60 | 16.2 (2.2) | 4.1 (0.3) | 0.06 (0.03) | |
Table 9.
Moisture exclusion efficiencies of modified samples using the hybrid furfurylation / thermal modification process.
Table 9.
Moisture exclusion efficiencies of modified samples using the hybrid furfurylation / thermal modification process.
| FFA treatment concentration (%) | MEE value | ||
|---|---|---|---|
| (%) | 130 ℃ | 150 ℃ | 180 ℃ |
| 0 | Not available | 36.9 | 35.4 |
| 20 | 31.9 | 36.2 | 33.3 |
| 40 | 40.4 | 46.1 | 46.1 |
| 60 | 48.2 | 51.8 | 59.6) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



