
Submitted:
31 July 2024
Posted:
05 August 2024
You are already at the latest version
Abstract
This study investigates the potential of utilizing hazelnut shells (HS) as an innovative filler in three-layer plywood technology, addressing the growing need for sustainable, high-performance materials. Traditional plywood production relies on adhesives enhanced with various fillers to improve physical, mechanical, and operational characteristics. This research explores using native, chemically modified, and activated carbon derived from hazelnut shells as fillers in urea-formaldehyde (UF) resin. The mechanical properties, water absorption, and formaldehyde emissions of the produced plywood were thoroughly analyzed. Key findings demonstrate that incorporating 10 part by weight (pbw) native hazelnut shell flour significantly enhances the modulus of rupture (MOR) and modulus of elasticity (MOE). Chemically modified hazelnut shell flour achieves optimal results at 5 pbw, while activated carbon from hazelnut shells, even at 1 pbw, markedly improves bonding strength and thermal properties. Notably, activated carbon effectively reduces formaldehyde emissions and improves water resistance, indicating better further dimensional stability and lower environmental impact. The study also shows that excessive filler content negatively affects strength parameters, confirming the importance of optimizing filler concentration. These results highlight the potential of hazelnut shells as an eco-friendly alternative filler in plywood production, contributing to waste valorization and environmental sustainability. This study supports the practical application of hazelnut shell fillers, promoting a circular economy and reducing reliance on traditional, less sustainable materials, thus providing a valuable solution for the wood composite industry.
Keywords:
plywood
; binder
; filler
; hazelnut shell
; residue
; modification
; upcycling
1. Introduction
The technology for plywood production has remained essentially unchanged for over a century, but ongoing research aims to enhance its quality. The primary advancements in improving plywood involve adopting modern equipment and novel adhesives. On a daily basis, the furniture business utilizes adhesives with various fillers to produce plywood, which improves its physical-mechanical, technological, and operational features. Research is focused on generating adhesives with fewer emissions and using renewable resources, signaling a move toward non-formaldehyde or low-emission formaldehyde-based resin for sustainable and equivalent adhesive solutions [1,2]. Fillers are characterized according to numerous parameters such as size, role, dimensions, source, and morphology [3]. Fillers are divided into organic and inorganic [4]. The first category includes components including wood flour, starch, wheat flour, soya flour, and lignin. Inorganic fillers include nanoparticles of various chemicals such as titanium dioxide and zinc [4] or kaolin [5]. Inorganic fillers, such as precipitated calcium carbonate (PCC), provide improved mechanical characteristics and greater replacement ratios, contributing to increased mechanical strength in polymer composites [6]. Organic fillers swell in water, actively absorb moisture, enhance adhesive viscosity, and minimize veneer glue dripping [7]. Biomaterials using natural fillers, such as bagasse, eggshell, and lemon leaves, have demonstrated superior mechanical properties, including strength under tension, resistance to indentation, and mass per unit volume, making them appropriate for various uses [8,9]. Inorganic-organic hybrids are frequently employed as fillers for polymer composites, having better physicochemical, thermal, or mechanical qualities [10]. Beech bark and corn cob powder were investigated as eco-friendly fillers for UF adhesives in plywood manufacture, demonstrating good benefits on mechanical characteristics and formaldehyde emissions [11,12]. The application of modified corn cob powder as a filler for UF resin in plywood manufacturing successfully stopped the UF adhesive from curing prematurely and greatly lowered its viscosity, resulting in increased bonding strength [13]. Oak and birch bark were also investigated as suitable fillers, demonstrating lower formaldehyde emissions and enhanced bonding quality in plywood manufacture [14]. Wood flour as a filler in plywood composites showed a drop in tensile strength and impact strength with an increase in filler concentration but a beneficial effect on the modulus of elasticity at lower binder content [15]. The investigation of using various bark species as fillers for UF resin in three-layer plywood manufacturing revealed decreased tensile strength and varied formaldehyde emissions. The results showed that the type of bark filler employed had an influence on the strength metrics and formaldehyde emissions of the resulting plywood [16,17], supporting the practical growth of a circular economy and assisting in environmental pollution control [18]. Life cycle assessment (LCA) studies have demonstrated that the use of organic fillers in the plastics industry can assist in minimizing emissions to the environment, highlighting the environmental benefits of employing bio-based fillers [19,20]. This research implies possible economic benefits in terms of increased adhesive qualities and lower emissions. On the other hand, inorganic fillers, specifically when used in large amounts, may have a greater environmental impact, especially when considering end-of-life treatment and recycling procedures [21].
The manufacture of nuts, which are widely available in stores, generates shells, which are typically discarded, but to avoid wasting the potential of such raw materials, for example, cashew nut shells (CNS) are converted into solid briquettes [22], cashew nut shells can also be used to generate activated charcoal [23]. Nutshells such as pistachio shells [24], palm nut shells [25], and Brazil nut shells [26] were used to produce activated carbon. As evident, scientists typically utilize products that are readily available in their specific regions. Activated carbon, generated from diverse waste materials, provides environmental benefits such as reduced material waste and greater exploitation of natural resources [27]. Activated carbon is a carbon-based material that has been processed to be highly porous, offering a large surface area and diverse chemical functionalities [28]. It is produced by subjecting waste biomass or fossil resources like coal to high-temperature and chemical activation [29,30]. Activated carbon production involves several methods, including pyrolysis activation, physical activation, chemical activation, and steam pyrolysis [31]. Activated carbon features a rigid carbon matrix with a high surface area and diverse functional groups, enabling it to attract and bind various molecules in both gas-phase and liquid-phase applications [28,29]. It is employed in a wide range of applications, such as purifying drinking water, air, and gas and medical treatments for poisoning and overdoses. Additionally, it is used in industrial processes for the removal of contaminants, in air filters for environmental control, and in the food and beverage industry for decolorization, purification purposes [32], treatment of wastewater and leachate [31], soil detoxification from pesticide residue [33]. Materials made from silicone-modified activated carbon demonstrated resistance to combustion [34]. Activated carbon aerogels created from carboxymethyl cellulose can be effectively used in energy storage applications [35].
Activated carbon is also used in wood composite technology. It has been found that the addition of activated carbon to particleboards improves their mechanical properties, indicating better bonding and increased strength. This study investigated the effect of incorporating different proportions of activated carbon (0%, 1.5%, 4.5%, 7.5%) on the properties of particleboard. The results demonstrate that density increased with higher activated carbon content while moisture content decreased, suggesting better dimensional stability and water resistance. Mechanical properties, such as internal bond strength, modulus of rupture, and modulus of elasticity, significantly improved with the addition of activated carbon, indicating enhanced bonding and increased strength. Additionally, thermal conductivity decreased as the activated carbon content increased, leading to improved insulation performance. In summary, incorporating activated carbon at a ratio of 4.5% in particleboard significantly enhances its physical, mechanical, and thermal properties [36]. Activated carbon was utilized as a filler in epoxy resin, resulting in smoother surfaces and enhanced characteristics [37]. The impact of activated charcoal on the curing kinetics and crosslink density of UF resin was studied using differential scanning calorimetry. The results revealed that activated charcoal accelerates the curing process of UF resin, increases the crosslink density, and reduces the activation energy. Notably, in medium-density fiberboard, the addition of activated charcoal enhanced the modulus of rupture and internal bond strength, indicating improved performance with even a small amount of activated charcoal. Additional benefits include: the activation energy of UF resin decreases with increasing concentration of activated carbon, suggesting lower curing temperatures for the resin and the crosslink density of UF resin improves significantly with activated carbon addition. Additionally, formaldehyde emissions significantly decreased by incorporating activated carbon [38,39].
Based on the literature review conducted, it can be stated that the conversion of hazelnut shells into activated carbon is not a widely adopted solution. However, experiments have used hazelnut shells and ground them into powder form in research on wood materials. Walnut shells and dregs were utilized as fillers in plywood, with the dregs demonstrating better characteristics and fewer formaldehyde emissions than the shell filler [40]. Palm Kernel Meal and Palm Shell have been studied as fillers for wood adhesives. Their addition positively affected the shear strength in plywood [41]. Hemp flour and rye flour were both investigated as fillers for urea-formaldehyde resin. Hemp flour showed promise in reducing formaldehyde emissions without compromising the mechanical properties of plywood [42].
Global hazelnut yield was 1.0 tons per hectare in 2021, marking a 1.2% decline compared to the previous year. Despite irregular yield fluctuations, the growth trend persisted during 2016-2021, with an average annual increase of 7.0%. The growth in the hazelnut industry is driven by increasing market demand. The hazelnut market is projected to grow from USD 474.21 million in 2023 to USD 700 million by 2028, with a compound annual growth rate (CAGR) of 8.1%. Demand for hazelnuts is rising due to consumer preferences for their beneficial health properties [43]. The unused biomass after the shelling process, known as hazelnut shells (HS), accounts for approximately 50-55% of the product weight in shells and is currently predominantly used as boiler fuel [44].
To summarize the literature review prepared, hazelnut cultivation worldwide is increasing, leading to a higher volume of waste in the form of shells. To prevent an increase in carbon dioxide emissions into the atmosphere through the incineration of this waste and simultaneously recognize the potential of activated carbon, the aim of this study was to apply the hazelnut shells in various stages (native, chemically treated/delignified, activated carbon from hazelnut shells) as a filler in three-layer plywood technology.
2. Materials and Methods
2.1. Materials
The rotary cut birch (Betula L.) veneer of an average thickness of 1.5 mm, 5% ± 1% moisture content (MC), and dimensions of 360 mm × 360 mm were used to produce plywood. As a binder, an industrial UF resin S-120 (Silekol Sp. z o.o., Kędzierzyn—Koźle, Poland) of about 65% of dry content [45] was used with ammonium nitrate water solution (industrial hardener; 20 wt%) as a hardener, pH about 6.2 ± 0.1, to reach the curing time of REF0 (Table 1) bonding mass at 100 °C about 88 s. The rye flour was used as a reference filler. The mentioned UF resin was also the base of the tested bonding mixtures of different hazelnut shell flour fillers.
The hazelnut (Corylus avellana L.) shells have been kiln-dried to the moisture content of about 3% ± 0.5%, then have been ground in a Retsch SM 100 knife mill (Haan, Germany) to a fraction below 0.7 mm. Such a fraction has been used or further processed as follows:
- Native: the powder has been sieved, and the fraction below 0.25 mm has been used in the research.
- Chemically modified: the hazelnut flour has been subjected to chemical components amount characterization according to the following methods: cellulose content - Seifert method, lignin content by TAPPI method, holocellulose content with sodium chlorite. The following results were achieved: 42.7% lignin, 28.8% cellulose, and 30.6% hemicellulose. The two-hour delignification process has been done according to [46]. The final lignin content was 2.6%.
- Carbonized: the hazelnut shells flour has been subjected to heating in a laboratory prototype furnace under the following parameters: heating to 150 °C at 10 °C ramp, heating to 300 °C with a temp. ramp 2 °C, storing at a constant temp. 300 °C for 15 min and cool down to room temperature. The fraction below 0.25 mm has been used in the research.
2.2. Preparation of Panels
A three-layer plywood was created using reference or alternative fillers. The glue mixture was manually and evenly applied to the veneers using a brush at a rate of 180 g m−2. Once the veneers were aligned correctly and joined, the samples were pressed using a high-temperature press (AKE, Mariannelund, Sweden) at 140 °C and a maximum unit pressure of 1.2 MPa for 7 minutes. The produced boards were conditioned before the tests at 20 °C and 65% ambient air humidity until a constant mass had been obtained.
2.3. Characterization of the Elaborated Panels
The test specimens were cut on a saw blade as required by European standards EN-326-2 [47] and EN-326-1 [48]. The modulus of rupture (MOR) and modulus of elasticity (MOE) were determined according to EN 310 [49], and the shear strength was measured according to [50]. All the mechanical properties were examined with a computer-controlled universal testing machine delivered by the Research and Development Centre for Wood-Based Panels Sp. z o. o. (Czarna Woda, Poland). The density profiles of the tested panels were measured on a GreCon DAX 5000 device (Fagus-GreCon Greten GmbH and Co. KG, Alfeld/Hannover, Germany). For the filler water absorption test, 3 filter paper containers were used per every tested filler. Approximately 1−2 g of tested filler were placed in each container. Three repetitions were performed for each variant. Each sample was soaked for 10 minutes in demineralized water at approximately 20 °C ± 1 °C, followed by 10 minutes of free draining. After this process, the weight of the samples was measured. The formaldehyde (HCHO) emission has been determined according to [51] on two samples per tested panel, where one representative from every panel type has been selected to that test based on the highest mechanical properties (MOR), as well as REF10 as reference panel. The number of samples of every tested panel was not less than 10 (3 for the density profile, 2 for HCHO emission) for every abovementioned test. The density profile measurement results are the representative plots selected after analyses of 3 individual plots for every tested panel.
2.4. Statistical Analysis
Analysis of variance (ANOVA) and t-test calculations were used to test (α = 0.05) for significant differences between factors and levels, and where appropriate, using IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA). A comparison of the means was performed when the ANOVA indicated a significant difference by employing the Duncan test. The statistically significant differences in achieved results are given in Table 2 as homogenous and non-homogenous groups.
3. Results and Discussion
3.1. Modulus of Rupture and Modulus of Elasticity
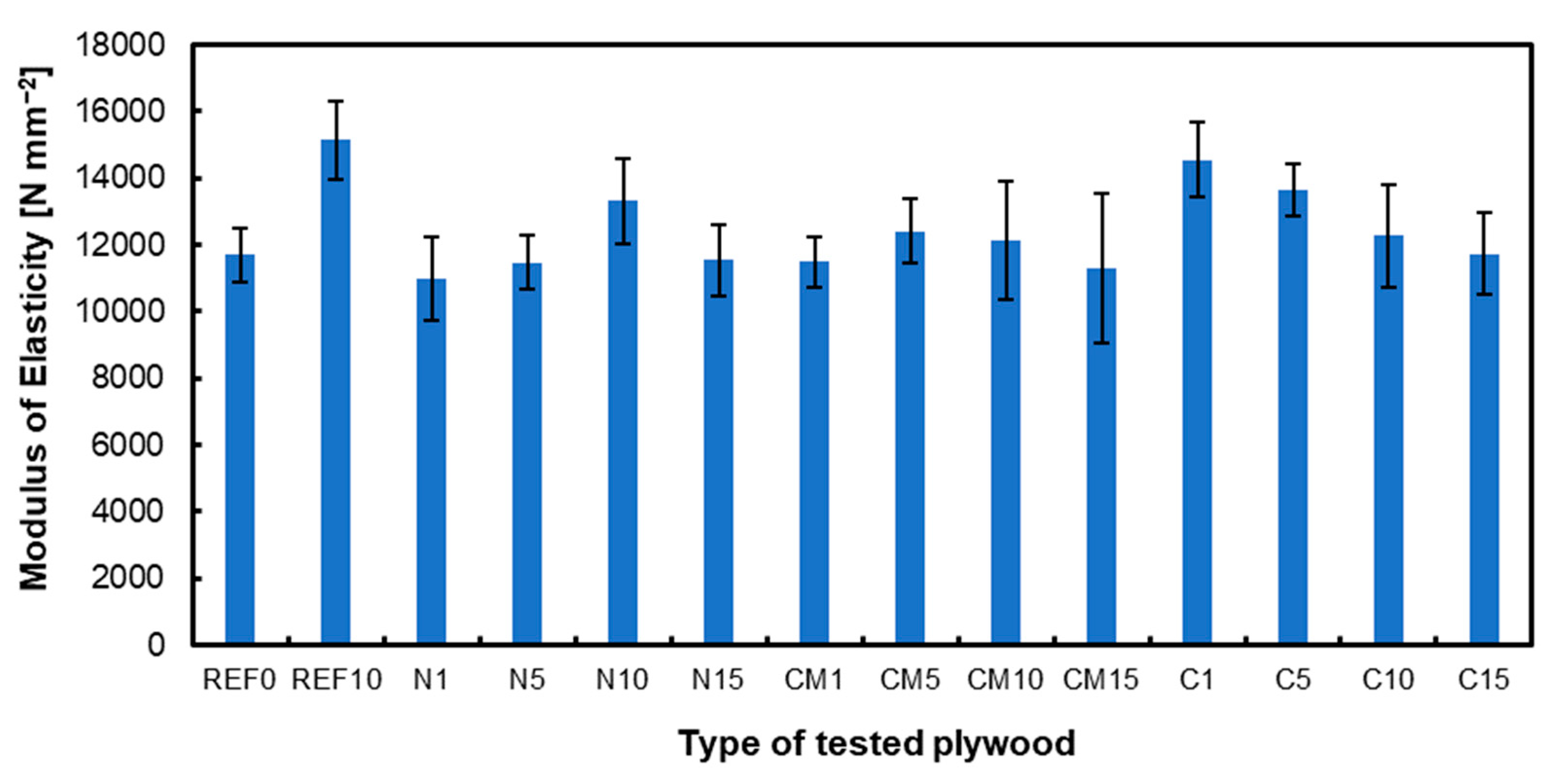
The Modulus of Rupture (MOR) (Figure 2) and Modulus of Elasticity (MOE) (Figure 3) are presented in the accompanying graphs. The reference plywood containing 10% filler had the highest MOR values. When analyzing plywood with hazelnut shell milling dust, the optimum filler content was determined to be 10%, as higher filler content proved to be unfavorable. For plywood with chemically modified hazelnut shell dust, the optimum filler content was found to be 5%, with higher proportions negatively affecting the MOR. In the case of activated carbon from hazelnut shell dust, the best results were achieved with a filler content of 1%, which yielded the highest MOR values. Studies confirm that excessive filler content negatively impacts the strength parameters [16,52]. Including nanocellulose at specific concentrations improved bonding quality and plywood qualities, but higher amounts had a negative effect [53]. Activated carbon from coconut shells was incorporated into urea-formaldehyde glue for particleboard production. The glue was enhanced with 0.75% and 1% activated carbon. Based on the conducted tests, this additive positively influenced the mechanical properties of the panels [54]. The carbonization process enriches the carbon content and creates initial porosity, while the activation process enhances the pore structure, resulting in a large specific surface area. Therefore, even a small amount can significantly improve adhesive properties, such as viscosity [55]. Furthermore, it was found that using carbon nanotubes as a filler in electrically conductive adhesives substantially increases the viscosity of the adhesive, indicating the impact of carbon materials on the adhesive's properties [56].
The MOE differences for the same samples show more minor variations between the variants because the wood mitigates the differences in joint stiffness with different types and amounts of filler. Studies confirm that several factors, such as the type of wood, adhesive, and joining method, can affect the MOE of the tested samples [57]. The wood species can also influence the MOE values [58].
Figure 2.
Modulus of Rupture of tested panels.
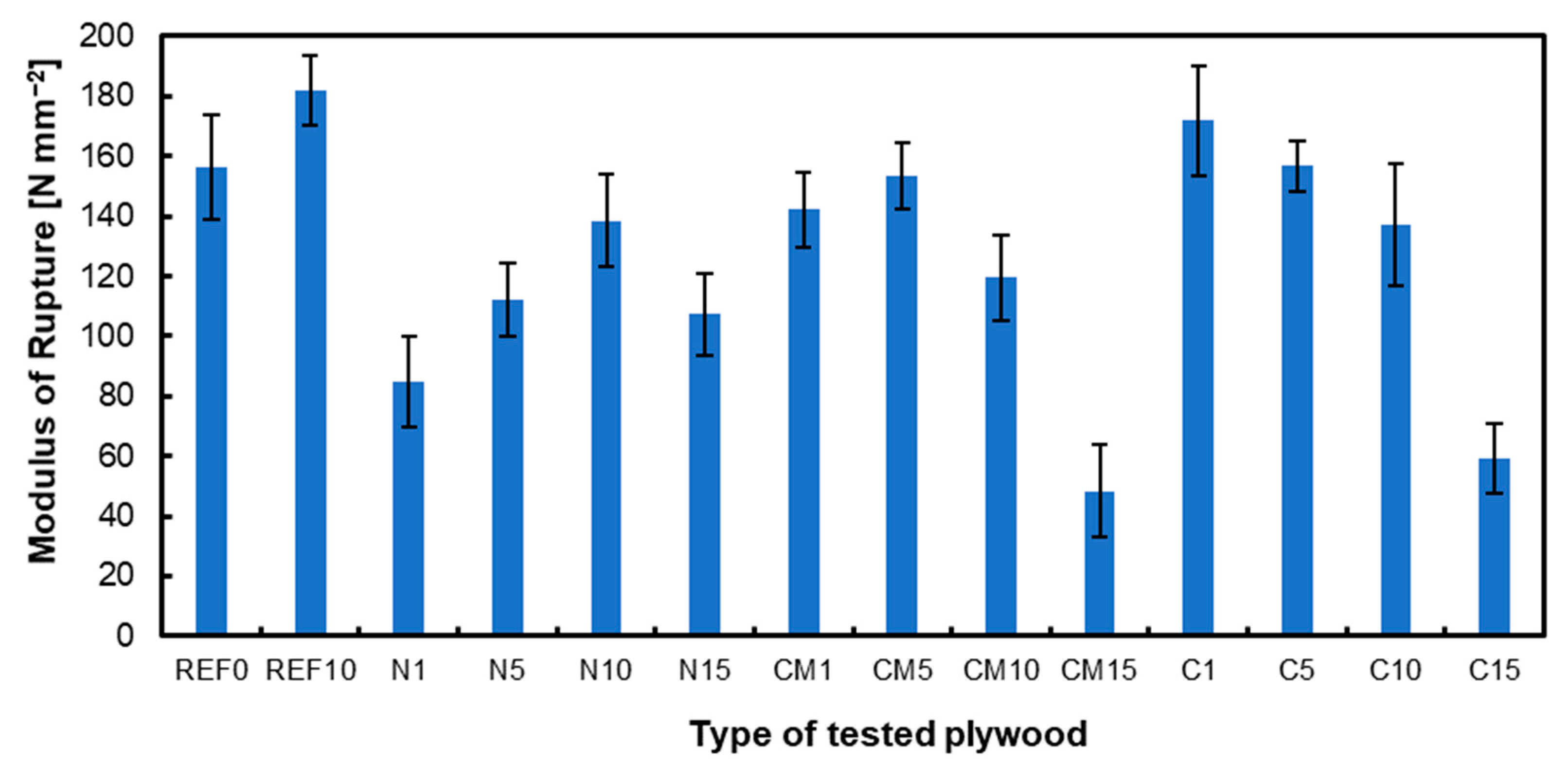
Figure 3.
Modulus of Elasticity of tested panels.
3.2. Shear Strength
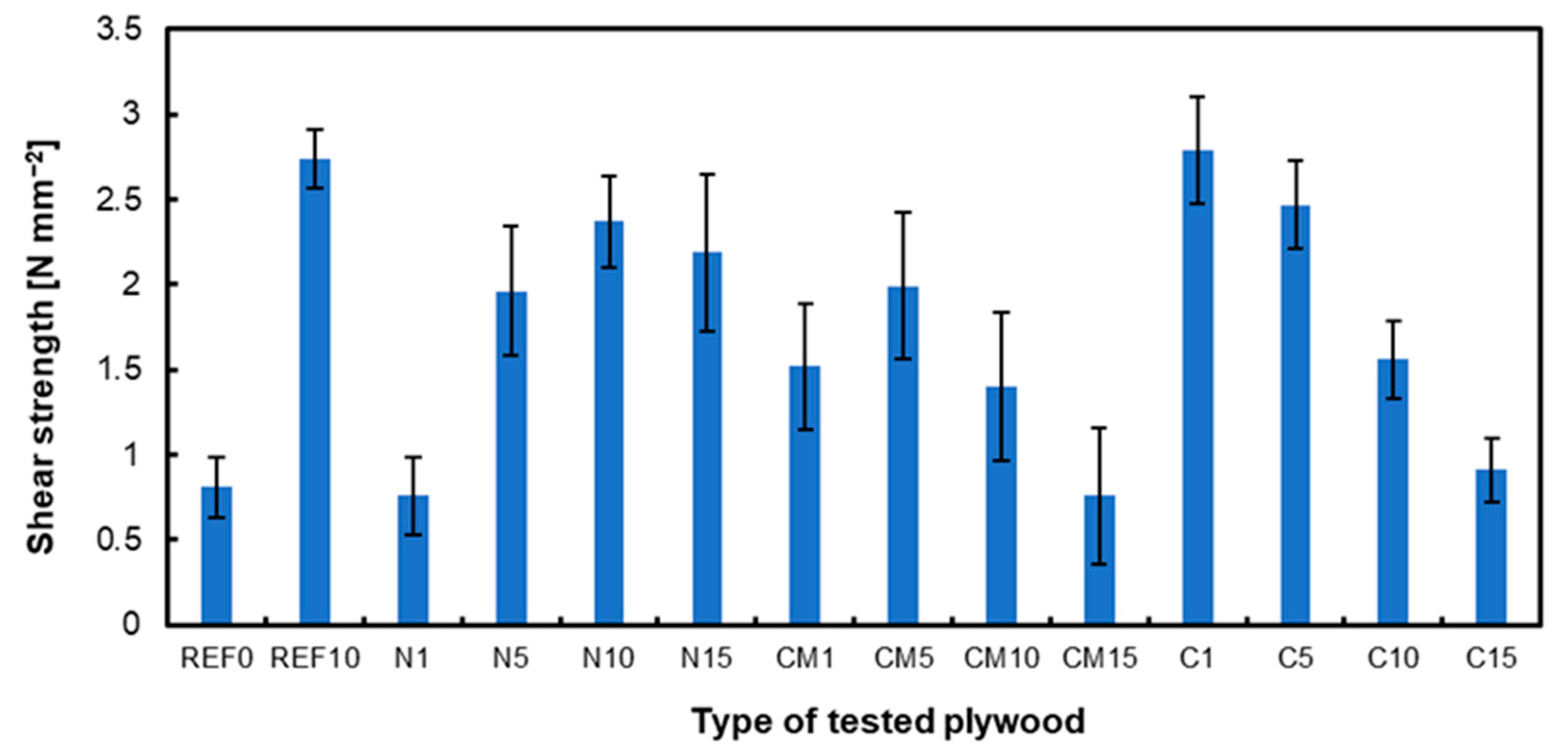
Figure 4 illustrates the shear strength of the options studied. The results are consistent with those observed in MOR and MOE, highlighting more pronounced differences between the variants and the amounts of filler. Using alternative fillers in plywood technology, chestnut shell meal, walnut shells, and coffee waste were tested, each comprising 6% of the adhesive mass. Compared to the reference value, shear strength improved significantly with walnut and chestnut shells [22]. However, with coffee waste, shear strength decreased slightly. The results are consistent with those obtained using hazelnut shell dust. The selection of filler materials in plywood considerably impacts its shear strength. For example, using kenaf core powder and pine bark powder as adhesives in two-ply plywood have exhibited good bonding capacity, producing dry shear strengths of up to 1 MPa, exceeding the national standard for plywood [59]. The impact of activated carbon as a filler in wood composites, such as plywood, on mechanical properties has been studied. The addition of activated carbon filler affected the strength of the wood composites, with medium-density fiberboard (MDF) samples exhibiting higher strength values than plywood samples due to the increased thickness of the activated carbon [60].
Figure 4.
Shear strength of tested panels.
3.3. Water Absorption
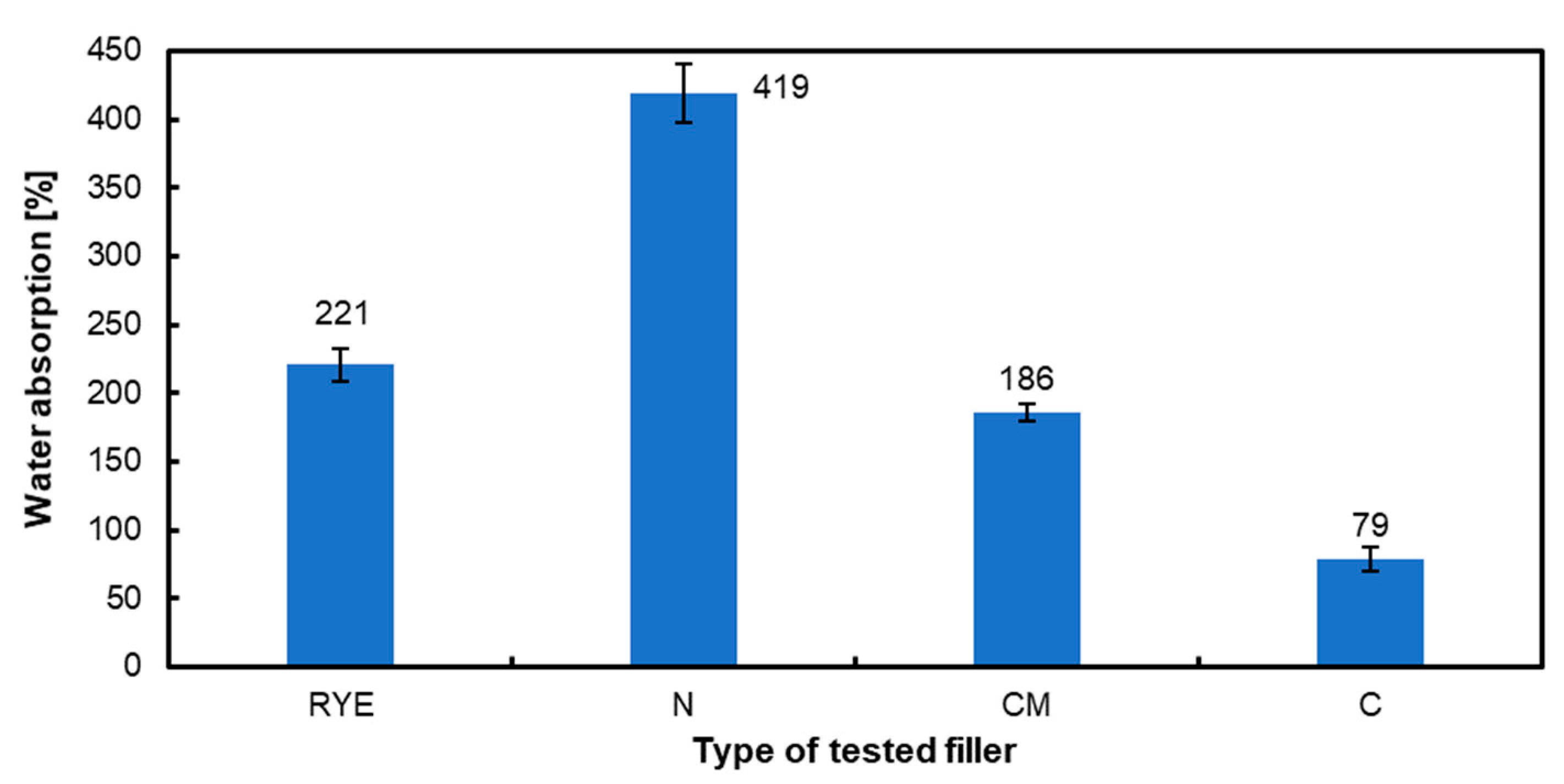
Figure 5 shows the adsorption capacity of the fillers used. The reference rye flour swelled by 221%, while the hazelnut shell flour swelled by 419%, which was the highest value obtained among the fillers used. For the chemically modified hazelnut shell flour, 186% swelling was obtained, and for the carbonized flour derived from hazelnut shell flour, the water absorption was the lowest at 79%. Water absorption depends on several factors, including the size of the particles or dust used, the composition of the material, and the immersion time [61,62,63]. Research reveals that activated carbon is an effective absorbent, but this is dependent on the raw material and activation process. The adsorption capacity of activated carbon is heavily influenced by the type of activation, whether physical or chemical [64]. Carbonization temperature, activation temperature, and water vapor flow all substantially influence activated carbon's specific surface area and pore distribution [65]. The properties of activated carbon are strongly influenced by the raw material used to create it. For example, activated carbon produced from coconut shells and silica exhibited varying compositions and water content [66]. Activated carbon is often considered hydrophobic [67], which makes it hesitant to absorb water [64]. It is worth mentioning that just a small amount of activated carbon improved the mechanical qualities of the finished boards, whereas a larger amount reduced the strength parameters. Chemical modification does not always improve all examined properties, but it can exhibit other beneficial characteristics, such as lowering formaldehyde emissions. For instance, using modified fillers, such as corn cob powder and pine needle powder, decreased formaldehyde emissions, thereby improving the environmental impact of plywood production [13,68].
Figure 5.
Water absorption of used fillers.
3.4. Density Profiles
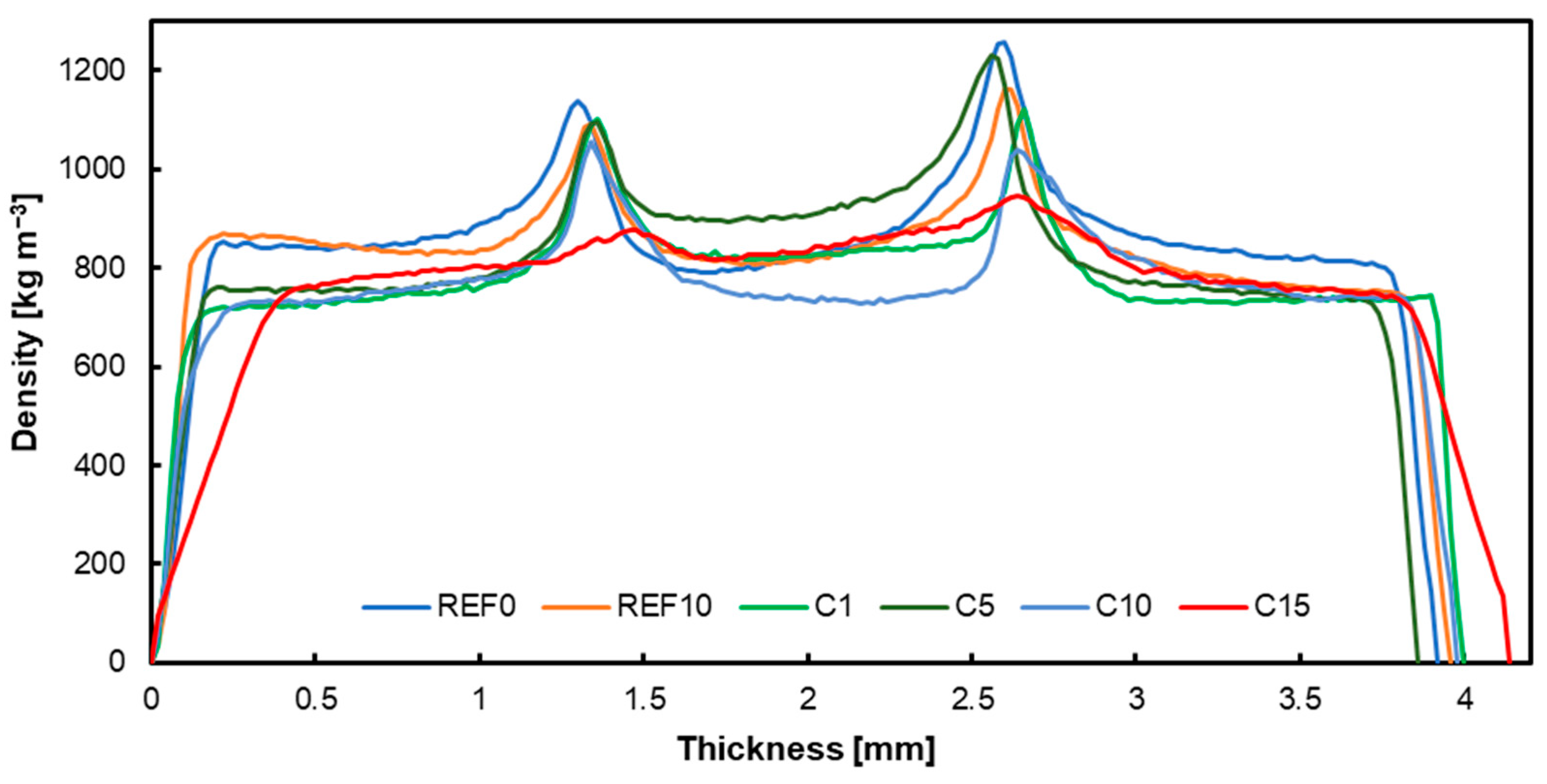
The attached graphs below show the density profiles of the produced plywood, each with the respective fillers applied: native hazelnut shell flour (Figure 6), chemically modified hazelnut shell flour (Figure 7), carbonized hazelnut shell flour (Figure 8). Comparing the presented data, it is noticeable that, particularly in the case of modified hazelnut shell dust, the joints with filler contents above 1% do not form characteristic peaks in the adhesive bond, which may also explain the unfavorable strength results. However, considering variants containing 1% alternative filler, it can be observed that the adhesive peaks are comparable to the reference values. According to the water absorption studies, activated carbon had the lowest absorbent properties. Consequently, more activated carbon resulted in greater plywood thickness, with water absorbed by the wood. Generally, the more solid components there were, the greater the plywood thickness became [69]. The bond line is influenced by factors such as pH, buffer capacity, and the surface free energy of the perpendicular layer material [70,71].
Figure 6.
Density profile of tested panels with native hazelnut shell flour.
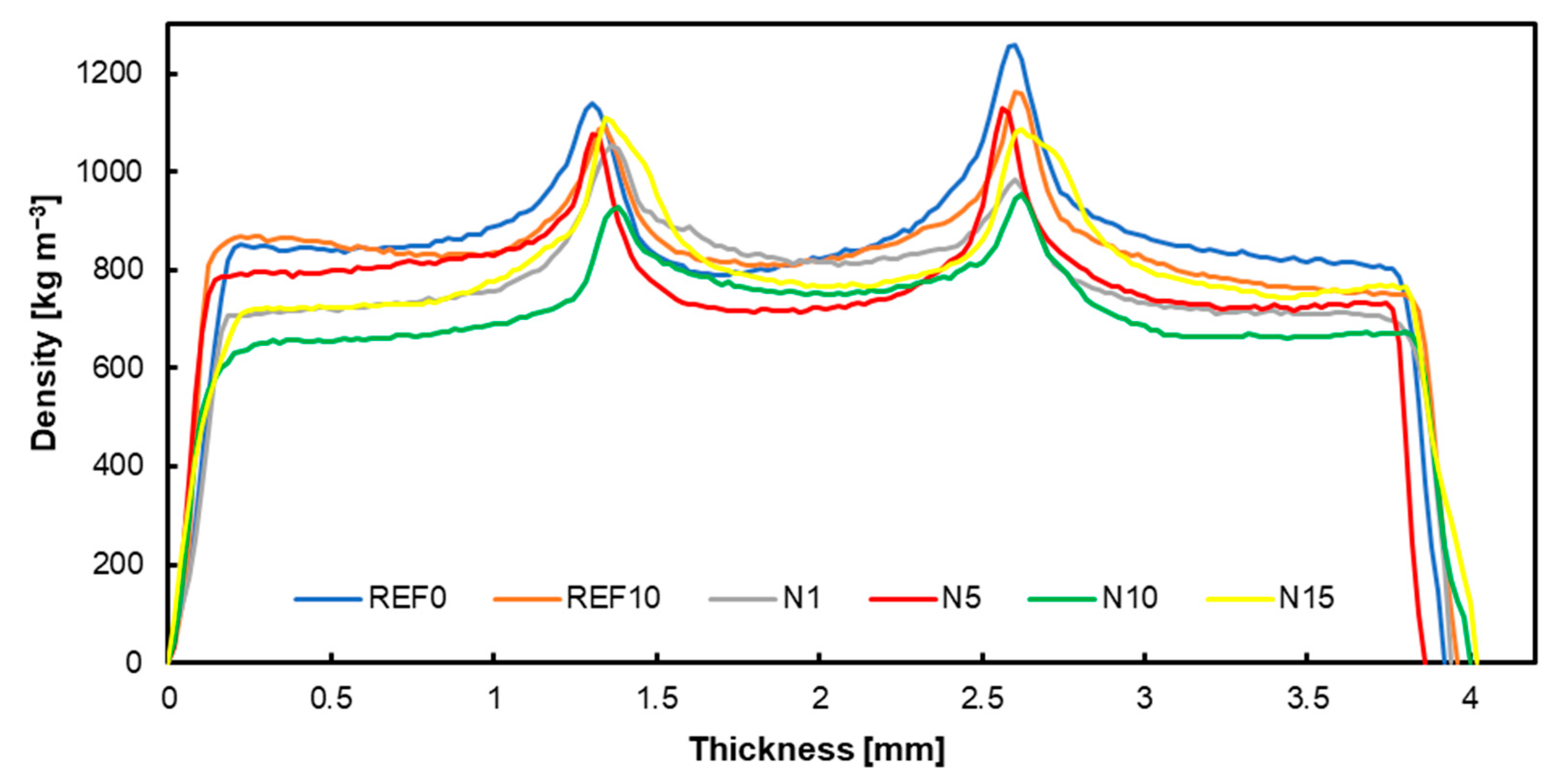
Figure 7.
Density profile of tested panels with chemically modified hazelnut shell flour.
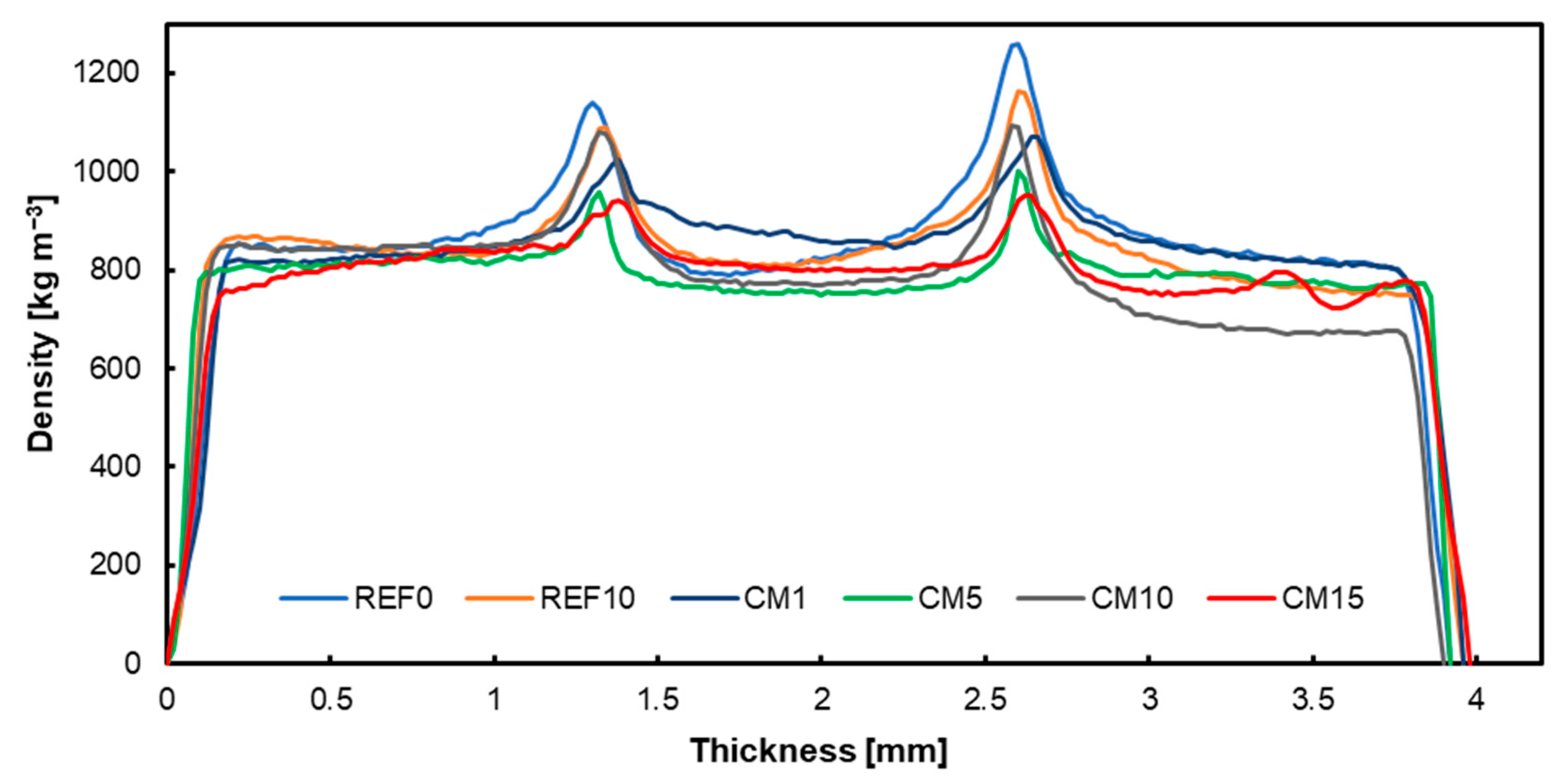
Figure 8.
Density profile of tested panels with carbonized hazelnut shell flour.
3.5. Formaldehyde Emission
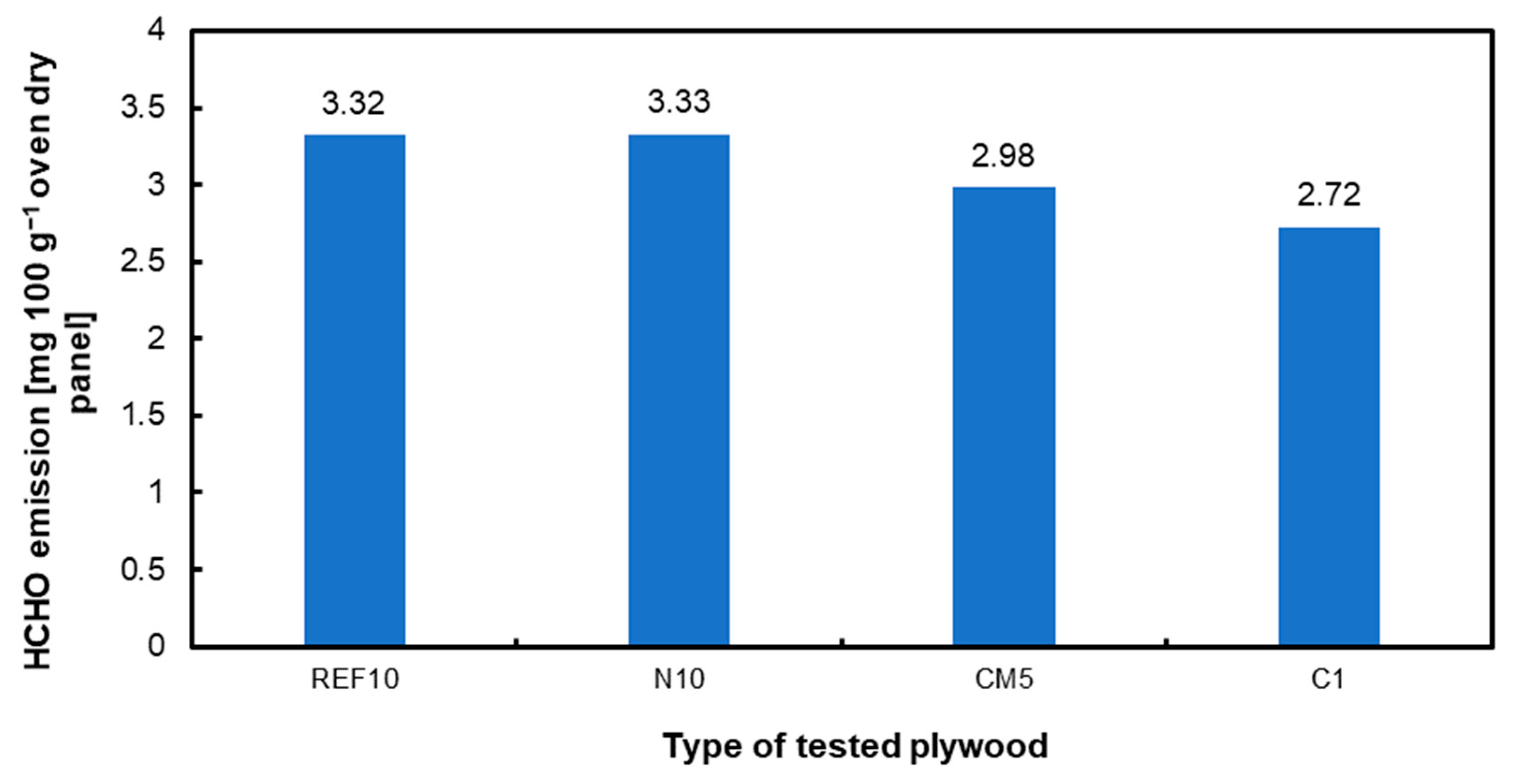
The formaldehyde emissions for the different options are displayed in Figure 9. As the modification of hazelnut shell dust increases, its effectiveness in reducing formaldehyde emissions also improves. Additionally, the literature provides examples of other filler substitutes for plywood, such as chestnut bark meal and fir bark, which similarly contribute to lowering formaldehyde emissions in plywood production [72]. Beech bark has been utilized as a filler in urea-formaldehyde adhesives for plywood, reducing formaldehyde emissions by at least 46% [73]. The researchers demonstrated that bamboo-based activated carbon has a significantly higher formaldehyde removal rate than bamboo charcoal, highlighting the superior effectiveness of activated carbon in reducing formaldehyde emissions [74]. Furthermore, activated carbon has been demonstrated to reduce formaldehyde emissions effectively. Studies have shown that different forms of activated carbon, such as commercial activated carbon (CAC) and biomass-derived activated carbon, have good adsorption capability for formaldehyde [75,76,77].
Figure 9.
Formaldehyde emission of selected panels with various fillers of hazelnut shells.
4. Conclusions
This study confirmed the effective use of hazelnut shells as fillers in three-ply ply-wood production. The introduction of 10 pbw hazelnut shell flour significantly enhanced the modulus of rupture and modulus of elasticity, indicating increased strength and flexibility of the material.
Chemically modified hazelnut shell flour showed optimal results at a 5 pbw concentration, demonstrating a beneficial impact on the mechanical properties of plywood. However, higher concentrations of chemically modified flour resulted in a deterioration of strength parameters.
Carbonized flour derived from hazelnut shells, even at a 1 pbw concentration, significantly improved plywood's bending strength and thermal properties. Carbon particles effectively reduced formaldehyde emissions and could improve water resistance, indicating better dimensional stability and a reduced environmental impact.
The studies confirmed that excessive filler content negatively impacts the strength parameters of plywood. Optimizing the filler concentration is crucial for achieving the material's best mechanical and operational properties.
The use of hazelnut shells as filler promotes sustainability and waste reduction. This solution supports a circular economy, reducing carbon emissions and encouraging the use of renewable resources.
The research indicates the practical feasibility of using hazelnut shell flour in plywood production. This approach could revolutionize the wood materials industry by providing a greener and more efficient solution.
The research demonstrates that hazelnut shells can be a valuable, eco-friendly additive in plywood production. Their use improves plywood's mechanical and operational properties while reducing its environmental impact, supporting sustainability, and promoting the use of renewable resources.
Author Contributions
M.W. elaborated the state of art of hazelnut production and consumption, performed selected measurements, analyzed the data, visualization and collaborated in writing – the first draft of the paper; D.W. prepared the literature review, described various ways of hazelnut utilization, performed selected measurements, and collaborated in writing – the first draft of the paper; G.K. conceptualization, resources, supervision, funding acquisition, designing the experiments and performed the experiments, data curation, analyzed the data, analyzed data statistically and reviewed and edited the final version of the paper, supervision, project administration. All the authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available in the open-access repository: https://doi.org/10.18150/WGJKJA
Acknowledgments
The mentioned research has been completed within the activity of the Student Furniture Scientific Group (Koło Naukowe Meblarstwa), Faculty of Wood Technology, Warsaw University of Life Sciences—SGGW. The authors kindly thank M.Sc. eng. Anita Wronka, Institute of Wood Sciences and Furniture, Warsaw University of Life Sciences – SGGW, Warsaw, Poland, for technical support in the investigation and manuscript preparation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mohd Yunus, N.Y. 6 - Nonformaldehyde-Based Adhesives Used for Bonding Oil Palm Biomass (OPB). In Oil Palm Biomass for Composite Panels; Sapuan, S.M., Paridah, M.T., SaifulAzry, S.O.A., Lee, S.H., Eds.; Elsevier, 2022; pp. 99–110 ISBN 978-0-12-823852-3.
- Ong, H.R.; Reddy Prasad, D.M.; Khan, M.M.R. Optimization of Preparation Conditions for Melamine Urea Formaldehyde Based Adhesive for Plywood Application Using Response Surface Methodology. Indian J. Chem. Technol. 2016, 23, 39–46. [Google Scholar]
- Thapliyal, P.C. Organic Nanofillers and Their Classification Employed in Polymers; 2023.
- Mazitova, A.K.; Zaripov, I.I.; Aminova, G.K.; Ovod, M. V; Suntsova, N.L. Fillers for Polymer Composite Materials. Nanotechnologies Constr. 2022, 14, 294–299. [Google Scholar] [CrossRef]
- Esposito, N.; Bernai, Y.; Goss, G.R. Inorganic Powders Used in Agricultural Formulations. In Proceedings of the ASTM Special Technical Publication; 2015; Vol. STP 1579, pp. 23 – 35.
- Baek, C.S.; Cho, K.H.; Ahn, J.-W. Effect of Grain Size and Replacement Ratio on the Plastic Properties of Precipitated Calcium Carbonate Using Limestone as Raw Material. J. Korean Ceram. Soc. 2014, 51, 127–131. [Google Scholar] [CrossRef]
- Astuti, P.; Erprihana, A.A. Antimicrobial Edible Film from Banana Peels as Food Packaging. 2014, 2, 65–70.
- Trivedi, D.N.; Munezero, F.; Rachchh, N. Mechanical Characterization of Hybrid Bagasse/Eggshell/E-Glass Fiber-Based Polyester Composite. Period. Polytech. Mech. Eng. 2024, 68, 130–140. [Google Scholar] [CrossRef]
- Hayajneh, M.T.; Al-Oqla, F.M.; Al-Shrida, M.M. Hybrid Green Organic/Inorganic Filler Polypropylene Composites: Morphological Study and Mechanical Performance Investigations. E-Polymers 2021, 21, 710–721. [Google Scholar] [CrossRef]
- Grząbka-Zasadzińska, A.; Klapiszewski, Ł.; Jesionowski, T.; Borysiak, S. Functional MgO–Lignin Hybrids and Their Application as Fillers for Polypropylene Composites. Molecules 2020, 25. [Google Scholar] [CrossRef] [PubMed]
- Reh, R.; Kristak, L.; Sedliacik, J.; Bekhta, P.; Wronka, A.; Kowaluk, G. Molded Plywood with Proportions of Beech Bark in Adhesive Mixtures: Production on an Industrial Scale. Polymers (Basel). 2024, 16, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Réh, R.; Igaz, R.; Krišt’ák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials (Basel). 2019, 12. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Quan, H.; Ji, J.; Zhang, H.; Sun, F. Research on the Preparation of Wood Adhesive Active Fillers from Tannin-/Bentonite-Modified Corn Cob. Forests 2024, 15. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1–12. [Google Scholar] [CrossRef]
- Sabirova, G.A.; Safin, R.R.; Galyavetdinov, N.R. Effect of Wood Filler Concentration on Physical and Mechanical Properties of Pla-Based Composites. Key Eng. Mater. 2021, 887 KEM, 110–115. [CrossRef]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Dziurka, D. The Application of Various Bark Species as a Fillers for UF Resin in Plywood Manufacturing. Materials (Basel). 2022, 15, 7201. [Google Scholar] [CrossRef] [PubMed]
- Jeżo, A.; Wronka, A.; Dębiński, A.; Kristak, L.; Reh, R.; Rizhikovs, J.; Kowaluk, G. Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties. Forests 2023, 14(1), 1–14. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Mo, H.; Xie, E.; Fang, J.; Gan, W. Current Utilization of Waste Biomass as Filler for Wood Adhesives: A Review. J. Ind. Eng. Chem. 2022, 115, 48–61. [Google Scholar] [CrossRef]
- Civancik-Uslu, D.; Ferrer, L.; Puig, R.; Fullana-i-Palmer, P. Are Functional Fillers Improving Environmental Behavior of Plastics? A Review on LCA Studies. Sci. Total Environ. 2018, 626, 927–940. [Google Scholar] [CrossRef] [PubMed]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Wieruszewski, M.; Trociński, A. Effects of Using Bark Particles with Various Dimensions as a Filler for Urea-Formaldehyde Resin in Plywood. BioResources 2020, 15, 1692–1701. [Google Scholar] [CrossRef]
- Haylock, R.; Rosentrater, K.A. Cradle-to-Grave Life Cycle Assessment and Techno-Economic Analysis of Polylactic Acid Composites with Traditional and Bio-Based Fillers. J. Polym. Environ. 2018, 26, 1484–1503. [Google Scholar] [CrossRef]
- Oh, Y.-S. Evaluation of Chestnut Shell and Coffee Waste with Phenol-Formaldehyde Resin for Plywood Filler. Ciência Florest. 2021, 31, 1991–2001. [Google Scholar] [CrossRef]
- Anas, M.; Jahiding, M.; Ratna; Sudiana, I.N. Production and Characterization of Activated Carbon from Cashew Nut Shell Using N2 as Activation Agent. In Proceedings of the IOP Conference Series: Materials Science and Engineering; 2019; Vol. 550.
- Shirbhate, V.A.; Gulwade, D.P.; Bhandarkar, S.E.; Narsing, S. V Preparation and Spectroscopic Characterization of Pistachio Nut Shell’s Activated Carbon Using ZnCl2 for Removal of Transition Metal Ions. In Proceedings of the Materials Today: Proceedings; 2020; Vol. 29, pp. 1259 – 1264.
- Buah, W.K.; Williams, P.T. Granular Activated Carbons from Palm Nut Shells for Gold Di-Cyanide Adsorption. Int. J. Miner. Metall. Mater. 2013, 20, 172–179. [Google Scholar] [CrossRef]
- De Castro, P.M.; Ferrarini, S.R.; Rimoli, M.D.S.F.; Merlo, A.A.; Nogueira, R.M.; Pires, E.M. Preparation and Characterization of Steam and Co2 Activated Carbon From Brazil Nut Shell. Biosci. J. 2023, 39, 1–10. [Google Scholar] [CrossRef]
- Kumar, J.; Sivakumar, S.; Prasanth, D.; Guhanesh, B.; Ahamed, A. A Review on the Synthesis of Activated Carbon from Natural Resources for Mechanical Applications. In; 2021; pp. 1013–1025 ISBN 978-981-15-4744-7.
- Wong, J. Introduction to Carbon Sorbents for Pollution Control; 2014.
- Reza, M.S.; Hasan, A.K.; Afroze, S.; Bakar, M.S.A.; Taweekun, J.; Azad, A.K. Analysis on Preparation, Application, and Recycling of Activated Carbon to Aid in COVID-19 Protection. Int. J. Integr. Eng. 2020, 12, 233–244. [Google Scholar] [CrossRef]
- Bergna, D.; Romar, H.; Tuomikoski, S.; Runtti, H.; Kangas, T.; Tynjälä, P.; Lassi, U. Activated Carbon from Renewable Sources: Thermochemical Conversion and Activation of Biomass and Carbon Residues from Biomass Gasification; 2017.
- Kumar, J.A.; Amarnath, D.J.; Renita, A.A.; Babu, G. Activated Carbon Production from Biowaste Materials - Properties and Applications: A Review. Indian J. Environ. Prot. 2020, 40, 507–511. [Google Scholar]
- Raut, E.R.; Thakur, M.A.B.; Chaudhari, A.R. A Review on Activated Carbon Preparation from Natural and Eco-Friendly Raw Materials. In Proceedings of the AIP Conference Proceedings; 2021; Vol. 2417.
- Mukhin, V.M.; Korolev, N. V Active Carbons as an Important Factor in the Sustainable Development of the Economy and the Quality of Life of the Population. Theor. Appl. Ecol. 2021, 2021, 210–217. [Google Scholar] [CrossRef]
- Wang, J.; Wu, Z.; Niu, Q.; Liu, L.; Yang, L.; Fu, M.; Ye, D.; Chen, P. Highly Efficient Adsorptive Removal of Toluene Using Silicon-Modified Activated Carbon with Improved Fire Resistance. J. Hazard. Mater. 2021, 415, 125753. [Google Scholar] [CrossRef] [PubMed]
- Yu, K.; Li, B.; Zhang, H.; Wang, Z.; Zhang, W.; Wang, D.; Xu, H.; Harbottle, D.; Wang, J.; Pan, J. Critical Role of Nanocomposites at Air–Water Interface: From Aqueous Foams to Foam-Based Lightweight Functional Materials. Chem. Eng. J. 2021, 416, 129121. [Google Scholar] [CrossRef]
- Ergun, M.E.; Özlüsoylu, İ.; İstek, A.; Can, A. Analysis and Impact of Activated Carbon Incorporation into Urea-Formaldehyde Adhesive on the Properties of Particleboard. Coatings 2023, 13. [Google Scholar] [CrossRef]
- Himarosa, R.A.; Ramadhan, M.A.; Muflikhun, M.A. Influence of Adding Activated Carbon Filler on Sandpaper-Treated Epoxy Resin Surface. In Proceedings of the AIP Conference Proceedings; 2022; Vol. 2499.
- Kumar, A.; Gupta, A.; Sharma, K. V.; Nasir, M.; Khan, T.A. Influence of Activated Charcoal as Filler on the Properties of Wood Composites. Int. J. Adhes. Adhes. 2013. [Google Scholar] [CrossRef]
- Zamani, R.; Kazemi Najafi, S.; Younesi, H. Utilization of Activated Carbon as an Additive for Urea-Formaldehyde Resin in Medium Density Fiberboard (MDF) Manufacturing. J. Adhes. Sci. Technol. 2022, 36, 2285–2296. [Google Scholar] [CrossRef]
- Li, J.; Xu, S.; Zhang, J.; Luo, X.; Jiang, K.; He, X.; Chen, Y.; Xiao, H. The Effect of Walnut Processing By-Product Filler on Properties of Plywood. In Proceedings of the IOP Conference Series: Materials Science and Engineering; 2019; Vol. 612.
- Jeżo, A.; Wronka, A.; Wang, W.; Zammarano, M.; Shields, J.R.; Knowlton, E.D.; Kim, I.; Gales, J.A.; Hoehler, M.S.; Li, J.; et al. Palm Kernel Meal as a Melamine Urea Formaldehyde Adhesive Filler for Plywood Applications. Int. J. Adhes. Adhes. 2018, 14, 93–98. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Siuda, J.; Mirski, R.; Dziurka, D. Hemp Flour as a Formaldehyde Scavenger for Melamine-Urea-Formaldehyde Adhesive in Plywood Production. BioResources 2020, 15, 4052–4064. [Google Scholar] [CrossRef]
- Alhababy, A.M. Hazelnut Production Sector In Georgia. 2016, 14, 1–23.
- Fuso, A.; Risso, D.; Rosso, G.; Rosso, F.; Manini, F.; Manera, I.; Caligiani, A. Potential Valorization of Hazelnut Shells through Extraction, Purification and Structural Characterization of Prebiotic Compounds: A Critical Review. Foods 2021, 10. [Google Scholar] [CrossRef] [PubMed]
- EN 827 Adhesives - Determination of Conventional Solids Content and Constant Mass Solids Content; European Committee for Standardization, Brussels, Belgium, 2005.
- Li, H.; Guo, X.; He, Y.; Zheng, R. A Green Steam-Modified Delignification Method to Prepare Low-Lignin Delignified Wood for Thick, Large Highly Transparent Wood Composites. J. Mater. Res. 2019, 34, 932–940. [Google Scholar] [CrossRef]
- EN 326-2:2010+A1 Wood-Based Panels. Sampling, Cutting and Inspection. Initial Type Testing and Factory Production Control; European Committee for Standardization, Brussels, Belgium, 2014.
- EN 326-1 Wood-Based Panels. Sampling, Cutting and Inspection. Sampling and Cutting of Test Pieces and Expression of Test Results; European Committee for Standardization, Brussels, Belgium, 1993.
- EN 310 Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization, Brussels, Belgium, 1993.
- EN 314-1 Plywood – Bonding Quality – Part 1: Test Methods; European Committee for Standardization, Brussels, Belgium, 2004.
- Dasiewicz, J.; Kowaluk, G. Selected Aspects of Production and Characterization of Layered Biopolymer Composite Bonded with a Cellulose-Based Binder. Ann. WULS - SGGW. For. Wood Technol. 2022, 119, 24–34. [Google Scholar] [CrossRef]
- Dasiewicz, J.; Wronka, A. Influence of the Use of Chestnut Starch as a Binder Filler in Plywood Technology. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2023, 148, 137–148. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Siuda, J.; Babicka, M. Possibility of Use of NCC-Reinforced Melamine-Urea- Formaldehyde Adhesive in Plywood Manufacturing. Drv. Ind. 2021, 72, 279–289. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Dukarska, D.; Antov, P.; Stuper-Szablewska, K.; Dziurka, D.; Mirski, R. Activated Carbon from Coconut Shells as a Modifier of Urea–Formaldehyde Resin in Particleboard Production. Appl. Sci. 2024, 14. [Google Scholar] [CrossRef]
- Oubagaranadin, J.U.K.; Murthy, Z.V.P. Activated Carbons: Classifications, Properties and Applications; 2011.
- Wirts-Rütters, M.; Heimann, M.; Kolbe, J.; Wolter, K.-J. Carbon Nanotube (CNT) Filled Adhesives for Microelectronic Packaging. In Proceedings of the Proceedings - 2008 2nd Electronics Systemintegration Technology Conference, ESTC; 2008; pp. 1057 – 1062.
- Karaman, A.; Nuri̇ Yildirim, M. EFFECT OF MATERIAL, ADHESIVE AND LOADING ON THE STIFFNESS OF WOODEN DOWEL JOINTS. Wood Res. 2023, 68, 768–780. [Google Scholar] [CrossRef]
- Nazerian, M.; Ghalehno, M.D.; Farrokhpayam, S.R. Effect of Wood Species and Veneer Arrangement on Swelling and Strength Properties of Laminated Veneer Lumber (LVL). Eur. J. Sci. Res. 2011, 50, 173–178. [Google Scholar]
- Xu, J.Y.; Niu, Q.; Liao, R.; Zhong, Z. Study on the Bonding Characteristics and Mechanism of Plant-Based Powder. Proc. 2012 Int. Conf. Biobase Mater. Sci. Eng. BMSE 2012 2012, 28–31. [Google Scholar] [CrossRef]
- Atikah, N.; Aziz, A.; Mohamed, T.D.M.; Mohamad, M.; Hazim, M.; Mohamad Amini, M.H.; Abdul Aziz, M.S.; Yusoff, H.; Rizman, Z. INFLUENCE OF ACTIVATED CARBON FILLER ON THE MECHANICAL PROPERTIES OF WOOD COMPOSITES. J. Eng. Appl. Sci. 2015, 10, 376–386. [Google Scholar]
- Jin, F.; Wang, S.; Duan, H.; Xia, Y.; Yang, T.; Yang, D. Study on the Water Absorption Characteristics of Anthracite Particles after Immersion in Water. ACS Omega 2024, 9, 28841–28851. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, S.; Romanias, M.N.; Alleman, L.Y.; Zeineddine, M.N.; Angeli, G.K.; Trikalitis, P.N.; Thevenet, F. Water Interaction with Mineral Dust Aerosol: Particle Size and Hygroscopic Properties of Dust. ACS Earth Sp. Chem. 2018, 2, 376–386. [Google Scholar] [CrossRef]
- Wang, N.; Tan, Y.; Du, X.; Yin, Q. Study on the Difference in Adsorption Thermodynamics for Water on Swelling and Non-Swelling Clays with Implications for Prevention and Treatment of Pneumoconiosis. Arab. J. Chem. 2022, 15. [Google Scholar] [CrossRef]
- Gabelman, A. Adsorption Basics: Part 2. Chem. Eng. Prog. 2017, 113. [Google Scholar]
- Zhong, L.; Zhang, Y.; Ji, Y.; Norris, P.; Pan, W.-P. Synthesis of Activated Carbon from Coal Pitch for Mercury Removal in Coal-Fired Power Plants. J. Therm. Anal. Calorim. 2016, 123, 851–860. [Google Scholar] [CrossRef]
- Mariana, M.; Mulana, F.; Sofyana, S.; Dian, N.P.; Lubis, M.R. Characterization of Adsorbent Derived from Coconut Husk and Silica (SiO2). In Proceedings of the IOP Conference Series: Materials Science and Engineering; 2019; Vol. 523.
- Henning, K.-D.; von Kienle, H. Activated Carbon; 2021; Vol. 1–2;
- Dukarska, D.; Kawalerczyk, J.; Kmieciak, J. Modified Pine Needles as a Formaldehyde Scavenger for Urea-Formaldehyde Resin in Plywood Production. Eur. J. Wood Wood Prod. 2023, Preprint. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Upcycling of Wood Dust from Particleboard Recycling as a Filler in Lignocellulosic Layered Composite Technology. Materials (Basel). 2023, 16, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Ren, H.; Wang, Y. Study of Properties and Mechanism of Bonding Line in Three-Layer Hybrid Cross-Laminated Timber. J. Mater. Civ. Eng. 2022, 34. [Google Scholar] [CrossRef]
- Król, P.; Borysiuk, P.; Mamiński, M. Comparison of Methodologies for Acid Buffering Capacity Determination—Empirical Verification of Models. Appl. Sci. 2019. [Google Scholar] [CrossRef]
- Aydin, I.; Demirkir, C.; Colak, S.; Colakoglu, G. Utilization of Bark Flours as Additive in Plywood Manufacturing. Eur. J. Wood Wood Prod. 2017, 75, 63–69. [Google Scholar] [CrossRef]
- Ružiak, I.; Igaz, R.; Krišták, L.; Réh, R.; Mitterpach, J.; Očkajová, A.; Kučerka, M. Influence of Urea-Formaldehyde Adhesive Modification with Beech Bark on Chosen Properties of Plywood. BioResources 2017, 12, 3250–3264. [Google Scholar] [CrossRef]
- Duan, C.; Meng, M.; Huang, H.; Wang, H.; Zhang, Q.; Gan, W.; Ding, H.; Zhang, J.; Tang, X.; Pan, C. Performance and Characterization of Bamboo-Based Activated Carbon Prepared by Boric Acid Activation. Mater. Chem. Phys. 2023, 295. [Google Scholar] [CrossRef]
- Margiana, R.; Solanki, R.; Lin, Y.-C.; Altimari, U.S.; Alnassar, Y.S.; Mohammed, B.M.; Ibrahim, A.I.; Shams, M.A.; Surendar, A.; Kzar, H.H.; et al. Removal of Formaldehyde from Aqueous Solution Using Low-Cost and Reusable Adsorbents. Phys. Chem. Res. 2023, 11, 853–864. [Google Scholar] [CrossRef]
- Rengga, W.D.P.; Wahyuni, S.; Feinnudin, A. Thermodynamics of Formaldehyde Removal by Adsorption onto Nanosilver Loaded Bamboo-Based Activated Carbon. Mater. Sci. Forum, 2017, 890 MSF, 93–97. [CrossRef]
- Isinkaralar, K.; Gullu, G.; Turkyilmaz, A. Experimental Study of Formaldehyde and BTEX Adsorption onto Activated Carbon from Lignocellulosic Biomass. Biomass Convers. Biorefinery 2023, 13, 4279–4289. [Google Scholar] [CrossRef]

Table 1.
Compositions of bonding mixtures and their curing time at 100 °C.
| Variant Label | Filler type | Filler Content | Curing time [s] |
|---|---|---|---|
| [pbw 1 per 100 pbw of Resin] | |||
| REF0 | - | 0 | 88 |
| REF10 | Rye flour | 10 | 86 |
| N1 | Native hazelnut shell flour | 1 | 88 |
| N5 | 5 | 88 | |
| N10 | 10 | 86 | |
| N15 | 15 | 84 | |
| CM1 | Chemically modified hazelnut shell flour | 1 | 87 |
| CM5 | 5 | 85 | |
| CM10 | 10 | 84 | |
| CM15 | 15 | 82 | |
| C1 | Carbonized hazelnut shell flour | 1 | 86 |
| C5 | 5 | 82 | |
| C10 | 10 | 80 | |
| C15 | 15 | 76 |
1 pbw—parts by weight.
Table 2.
The statistical assessment results of mean values.
| Test type | Type of tested plywood | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| REF0 | REF10 | N1 | N5 | N10 | N15 | CM1 | CM5 | CM10 | CM15 | C1 | C5 | C10 | C15 | |
| MOE | a 1 | b | a | a | a, b | a | a | a | a | a | b | b | a, b | a |
| MOR | a | a, b | c | d | a | d | a | a | d | e | a, b | a | a | e |
| Shear strength | a | b | a | c | c | c | c | c | c | a, c | b | b, c | c | a, c |
1 a, b… homogenous groups
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



