
Submitted:
04 August 2024
Posted:
06 August 2024
You are already at the latest version
Abstract
The use of green hydrogen as a high-energy fuel of the future may be an opportunity to balance the unstable energy system, which still remains renewable energy sources. This work is a comprehensive review of recent advancements in green hydrogen production. The review outlines the current energy consumption trends. It presents the tasks and challenges of the Hydrogen Economy towards green hydrogen, including production, purification, transmission, storage, and conversion into electricity. This work discusses the main types of water electrolyzers: alkaline electrolyzers, proton exchange membrane electrolyzers, solid oxide electrolyzers, and anion exchange membrane electrolyzers. Despite the higher production costs of green hydrogen compared to grey hydrogen, the review suggests that as renewable energy technologies become cheaper and more efficient, the cost of green hydrogen is expected to decrease. The review highlights the need for cost-effective and efficient electrode materials for large-scale applications. It concludes by comparing the operating parameters and cost considerations of the different electrolyzer technologies. It sets targets for 2050 to improve the efficiency, durability, and scalability of electrolyzers. The review underscores the importance of ongoing research and development to address the limitations of current electrolyzer technology and to make green hydrogen production more competitive with fossil fuels.
Keywords:
electrolyzers
; green hydrogen
; hydrogen economy
; renewable energy
; water splitting
1. Introduction
The most popular and widely used fuels for energy production are coal, petroleum, natural gas and oils [1,2,3]. Unfortunately, when these fossil fuels are burned, in addition to the energy needed, they also release industrial gases that pose a potential threat to the natural environment [4]. Undesirable by-products of the combustion of fossil fuels include sulfur(IV) oxide, carbon(II) oxide, carbon(IV) oxide, nitrogen oxides, dust and ashes, as well as hydrocarbons that have not been burned. The combustion process also emits heavy metals such as radium, thorium and lead, which are contained as admixtures in fossil fuels. All emitted combustion products change the natural environment irreversibly, polluting the air, soil and groundwater, and contributing to the accelerated death of plants and animals, an increase in the incidence of asthma, allergies, cardiovascular diseases and cancer. The effects of air pollution in the form of smog, the ozone hole, acid rain, odors and the greenhouse effect are particularly dangerous to human health and life [5,6].
Reducing the amount of pollution in the combustion process of fossil fuels can be ensured by the modernization of outdated industrial plants, waste-free or at least low-waste production, reuse of exhaust gases, or energy saving. Taking into account the fact that the Earth’s fossil fuel resources are slowly decreasing and the need to diversify energy to avoid an energy crisis, it is necessary to generate electricity from renewable sources at an affordable price [1,3]. Primary energy consumption by source on a global scale in 2022 as shown in Figure 1 was already 166,588.47 TWh [7]. Primary energy assuming that it is unconverted energy available as a resource was based on the substitution method. It includes energy needed by the end user in the form of electricity, transportation and heating, as well as inefficiencies and energy lost in converting raw materials into a usable form. Primary energy consumption for fossil fuels including coal, oil and gas amounted to as much as 137,236.67 TWh, which constitutes over 83 % of the total consumption. The highest value of 52,969.59 TWh among depleting fossil fuels was achieved in the case of oil. Primary energy consumption for nuclear and renewables in 2022 was only 6,702.34 TWh and 22,649.47 TWh, respectively. It should be noted that primary energy consumption for other renewables should be increased.
Electricity production from fossil fuels, nuclear and renewables in the world from 1985 to 2023 is presented in Figure 2 [8]. Yearly electricity generation, capacity, emissions, import, and demand data for over 200 geographies are contained in this dataset.
The share of fossil fuels in global electricity production has not changed much over the last three decades, decreasing only from 64 to 61 %, while the share of nuclear has decreased from 15 to 9 % and the share of renewables has increased from 21 to 30 %. Total electricity production in 2023 amounted to 29,479 TWh, of which 17,879 TWh was generated from fossil fuels, 2,686 TWh from nuclear, and 8,914 TWh from renewables. One can see that a global upward trend in the implementation of renewable technologies is observed, which is partially offset by a decline in nuclear energy production.
The current challenge for the global energy economy is to implement a large-scale, low-emission energy alternative to fossil fuels that is cheap, safe and sustainable [9]. The key to progress in reducing pollutant emissions and combating energy poverty is energy source and its price. Balancing greenhouse gas emissions and their removals will enable the global economy to transition to zero-emission activities, but requires a comprehensive approach and a long-term strategy based on innovative technologies as priority tasks [1,2,3].
Investments in the Hydrogen Economy (HE) will allow the use of hydrogen as an energy carrier that will help meet the growing energy demand due to the excessive development of civilization and depleting fossil fuel resources [10,11,12,13,14]. Due to the possibility of ecologically obtaining energy from renewable energy sources (RES) for green hydrogen production, research and development (R&D) is being carried out on the search for new electrode materials capable of catalytic participation in reducing the energy barrier for obtaining green hydrogen through the emission-free process of electrolysis [11,14,15,16,17,18,19,20,21,22,23]. The current technologies used for green hydrogen production primarily involve four types of electrolyzers like alkaline electrolyzers (AEs) [17,21,24,25,26,27,28], proton exchange membrane (PEM) electrolyzers [18,21,29,30,31,32,33,34,35], solid oxide electrolyzers (SOEs) [19,21,36,37,38,39,40,41,42,43,44,45,46,47,48], and anion exchange membrane (AEM) electrolyzers [20,21,49,50,51,52,53,54,55,56,57,58]. In addition to these electrolyzer technologies, there are other innovative methods being researched and developed for green hydrogen production, including photoelectrochemical (PEC) water splitting, which uses solar energy directly to drive electrolysis [59,60,61,62,63,64,65,66], biological hydrogen production, which involves using microorganisms to produce hydrogen through processes like fermentation or biophotolysis [66,67,68,69,70,71,72], and high-temperature electrolysis (HTE), which operates similarly to SOEs and can use heat from nuclear reactors or concentrated solar power to improve efficiency [73,74,75,76,77,78].
The choice of technology for green hydrogen production depends on various factors, including the availability and cost of renewable energy, the scale of production, system efficiency, capital and operating costs, and the specific application or end-use of the hydrogen. As the demand for green hydrogen grows, it is expected that these technologies will continue to evolve and become more cost-effective and efficient [21,79,80]. Therefore, the main aim of this review work was to highlight the latest trends on the development of technologies for green hydrogen production including requirements for key components and materials of water electrolyzers as well as operating principle of AEs, PEM electrolyzers, SOEs and AEM electrolyzers. The subject of discussion were also current tasks and challenges of HE related to green hydrogen. The review provides a detailed analysis of the advantages of green hydrogen over grey hydrogen, which is produced from fossil fuels. The literature review on which the article is based covers the years 2020-2024.
2. Tasks and Challenges of Hydrogen Economy Towards Green Hydrogen
Figure 3 presents the main tasks of the HE towards green hydrogen [81,82,83,84]. R&D research conducted within the functional stages of the HE concerns green hydrogen production (stage I), green hydrogen purification and transmission (stage II), green hydrogen storage (stage III), and conversion of chemical energy of green hydrogen into electricity using fuel cells (stage IV) [13,14,85]. Stage I primarily involves the development of low-emission or emission-free methods of hydrogen production [86,87,88,89]. A concept of green hydrogen production through water electrolysis supporting a net zero emissions in the future is shown in Figure 3a [81]. Currently, mainly prototype solutions and technologies are used in hydrogen energy. Their costs must be significantly reduced in widespread use and mass production for hydrogen energy to be competitive with conventional fossil fuel-based energy [85]. Hydrogen can be transferred using gas pipelines as in the case of natural gas (stage II) [90,91,92,93,94], or transported under pressure using tankers (stage III) [95,96,97,98,99,100].
An exemplary pipeline in modern style for green hydrogen long-distance transport is shown in Figure 3b [82]. Current challenges related to the HE focus on the search for new methods of green hydrogen storing (stage III) [101,102,103] as Figure 3c shows [83], and converting green hydrogen (stage IV) [103,104,105] by fuel cells (Figure 3d) [84]. Hydrogen storage is the most difficult technical barrier to overcome, which hinders the implementation of hydrogen technologies on an industrial scale. Presently, expensive pressure vessels and less durable cryogenic tanks are used to store hydrogen. In the stage III, it is necessary to develop methods for storing hydrogen, especially for transport applications [95,99,103]. Progress in technologies for obtaining materials for hydrogen storage is a factor determining the economic success of using hydrogen to power cars. Therefore, R&D research is being conducted on the safe storage of hydrogen in the crystalline structures of metals and their alloys [95,100,101,102,103,106,107,108]. The most important indicator for the use of hydrogen in fuel cells in stage IV is the level of its purity requiring the 5.0 standard. Even the smallest traces of hydrogen contamination may damage the efficiency and durability of the fuel cell system, especially in hydrogen vehicles. Due to the need to reduce emissions in each economic sector, not only the purity of hydrogen, but also the origin of the energy used in the hydrogen production process becomes particularly important.
Currently approximately 96 % of the total hydrogen production in the world is based on fossil fuels and only 4 % on water electrolysis of which approximately 1 % uses energy from renewable energy sources for electrolysis process, in which green hydrogen is obtained in a zero-emission way [109]. According to data published by the International Energy Agency, in 2021 the total global production of hydrogen was 94 million tonnes (Mt H2) including 74 Mt H2 of pure hydrogen production and around 20 Mt H2 mixed with carbon-containing gases in methanol production and steel manufacturing as shown in Figure 4 [109].
Emissions associated with the hydrogen production based on fossil fuels were above 900 Mt CO2. The majority of hydrogen is produced from natural gas without Carbon Capture, Utilisation and Storage (CCUS) technologies, accounting for 62 % of total hydrogen production [109]. This method, known as steam methane reforming (SMR), is the most common due to its cost-effectiveness and the widespread availability of natural gas. Approximately 18 % of total hydrogen production is hydrogen produced in refineries as a by-product of naphtha reforming, which is then used in various refinery processes such as hydrocracking and desulfurization. Hydrogen production from coal represents 19 % of the total production. This method, known as coal gasification, is less environmentally friendly than SMR due to higher carbon emissions. Less than 1 % crude oil was also used to produce hydrogen. Low-emission hydrogen production, which accounts for less than 1 % of the total, is almost entirely from fossil fuels with CCUS. This indicates that while there’s a push towards cleaner hydrogen production, it’s still in its infancy. Hydrogen produced via water electrolysis, using electricity, is a very small fraction of the total, but it saw a significant increase of almost 20 % from 2020. This growth reflects the increasing deployment of water electrolyzers, driven by the need for green hydrogen in various sectors, including transportation, industry, and power generation. The data shows a strong reliance on fossil fuels for hydrogen production, with natural gas being the dominant source. The shift towards cleaner production methods, such as water electrolysis powered by renewable energy, is growing but still represents a minor part of the overall hydrogen market. The increasing interest in hydrogen as a clean energy carrier and its potential role in decarbonizing various sectors underscores the need for further development and deployment of low-emission hydrogen production technologies. This includes scaling up electrolysis powered by renewable energy sources to produce green hydrogen, as well as enhancing CCUS technologies to reduce the carbon footprint of hydrogen production from fossil fuels.
3. Grey, Blue, Green and Pink Hydrogen
Figure 5 shows a concept illustration of grey, blue, green, and pink hydrogen production. Grey hydrogen is a term used to describe hydrogen that is produced from fossil fuels in high-emission processes primarily through SMR (Figure 5a) [110].
The SMR process involves reacting natural gas (methane, CH4) with steam (H2O) to produce hydrogen (H2) and carbon monoxide (CO) at a temperature of 700–1000 °C in the presence of an appropriate metal catalyst according to the following chemical Reaction (1) [114,115]:
CH4 + 2H2O → CO2 + 4H2.
The SMR process produces high emissions of carbon dioxide (CO2), a greenhouse gas, as a by-product of 9-12 kg CO2/kg H2. Although methane is a raw material that ensures high efficiency, resource sufficiency and relatively low costs compared to other methods using fossil fuels, the SMR process requires significant energy inputs and, due to its emissivity, contributes to climate change and environmental concerns. Grey hydrogen is the most common form of hydrogen produced today, accounting for the majority of the hydrogen used globally. The production of grey hydrogen in the world already exceeds 55 Mt per year. Grey hydrogen is widely used in various industries, including chemical production, refining, and as a feedstock for the production of ammonia and methanol. To address the environmental impact of grey hydrogen production, there are efforts to develop and implement CCUS technologies [116,117]. When these technologies are applied to the SMR process, the resulting hydrogen is often referred to as blue hydrogen as shown in Figure 5b [111]. The goal of CCUS is to capture the carbon dioxide emissions from the SMR process and store them underground or use them in other applications, thereby reducing the net carbon footprint of hydrogen production. Implementing CCUS technologies for grey hydrogen production involves several challenges as high costs, energy penalties, transportation and storage, and other [109]. The initial capital expenditure for CCUS infrastructure is significant. This includes the cost of capture technologies, transportation systems, and storage facilities. Additionally, the operational costs can be high due to the energy requirements for capturing and compressing CO2. Capturing CO2 from industrial processes typically requires a lot of energy, which can reduce the overall efficiency of the hydrogen production process. This energy penalty can increase the cost of hydrogen and may lead to higher greenhouse gas emissions if the additional energy comes from fossil fuels. Transporting large volumes of CO2 to storage sites can be challenging and costly. It requires pipelines, ships, or trucks, and the routes must be carefully planned. Capturing CO2 from the flue gases of hydrogen production facilities is technically challenging, especially if the concentration of CO2 is low. The capture process must be highly efficient to be economically viable, and it must not significantly disrupt the existing industrial processes. Demonstrating CCUS at a pilot or demonstration scale does not guarantee that it can be effectively scaled up to meet the needs of large industrial hydrogen production. Scaling up requires overcoming engineering challenges and ensuring the economic viability of the process. As renewable energy sources and technologies advance, green hydrogen produced from electrolysis using renewable electricity may become more competitive. This could reduce the incentive for investing in CCUS for grey hydrogen production. Addressing these challenges requires a combination of technological innovation, policy support, investment in infrastructure, and public engagement to ensure that CCUS can play a role in decarbonizing hydrogen production and other industrial processes.
In contrast, green hydrogen is produced through processes that do not emit carbon dioxide, such as water electrolysis, which ensures the production of hydrogen of the highest purity and is the most promising, but unfortunately currently the most expensive method [10,11,14,15,16,85,86,87,88,89,101]. Therefore, new catalysts with high electroactivity are being developed [118]. Green hydrogen obtained electrolytically can be used to balance energy surpluses produced using electricity generated by RES, and in the long run it may become competitive with grey hydrogen produced from fossil fuels in high-emission processes [114,115,116]. Figure 5c illustrates a diagram of green hydrogen production [112]. The process begins with the generation of electricity from RES. For example, solar photovoltaic panels convert sunlight into electricity, or wind turbines generate electricity from the kinetic energy of the wind. The renewable electricity is then used to power an electrolyzer. The hydrogen gas produced is collected and may undergo further purification processes to remove any remaining moisture or impurities, ensuring it is suitable for its intended use. Once purified, the hydrogen can be stored in high-pressure tanks, underground caverns, or other storage facilities. It can then be distributed to where it is needed, either through pipelines or by transporting it in compressed or liquefied form. Green hydrogen is considered a key component of a sustainable energy future because it can be used in various applications, including powering fuel cells in vehicles, heating buildings, or as a feedstock in industrial processes, without emitting pollutants or greenhouse gases. However, the production of green hydrogen is currently more expensive than hydrogen produced from fossil fuels, largely due to the higher costs of renewable electricity and electrolysis equipment. As technology advances and economies of scale are achieved, the cost of green hydrogen is expected to decrease, making it more competitive with other forms of hydrogen and energy carriers.
Table 1 presents a comparative analysis of green hydrogen and grey hydrogen, highlighting the advantages of green hydrogen in terms of environmental benefits, sustainability, energy security, versatility, economic opportunities, health, air quality, and technological innovation.
Green hydrogen is produced from RES through the electrolysis of water, offering a clean energy carrier with zero greenhouse gas emissions at the point of use. In contrast, grey hydrogen, produced from fossil fuels via SMR, releases significant amounts of carbon dioxide, contributing to climate change. Green hydrogen’s production from inexhaustible RES enhances energy security by reducing reliance on imported fossil fuels, which are subject to depletion and price fluctuations. Green hydrogen’s versatility allows it to be used in various applications, such as transportation, power generation, industrial processes, and as a storage medium for renewable energy, potentially providing flexibility in energy systems. Moreover, green hydrogen does not produce air pollutants like NOx, SO2, or PM, which can harm human health and contribute to poor air quality. Investment in green hydrogen supports technological advancements in renewable energy technologies, electrolysis systems, and energy storage solutions. This contrasts with grey hydrogen technology, which is more mature and less likely to benefit from the same pace of innovation and cost reductions seen in renewable energy sectors. Green hydrogen is positioned as a more sustainable, environmentally friendly, and versatile energy source compared to grey hydrogen, with the potential to drive economic growth, improve air quality, and foster technological innovation in the energy sector.
Despite these advantages, the widespread adoption of green hydrogen is currently limited by its higher production costs compared to grey hydrogen. The global hydrogen generation market size was estimated at USD 170.14 billion in 2023, and is expected to grow at a compound annual growth rate of 9.3 % from 2024 to 2030 [119]. Grey hydrogen, produced from natural gas through SMR, benefits from well-established industrial processes and typically has lower production costs, often in the range of $1 to $2 per kilogram, depending on the price of natural gas and the efficiency of the production process. In contrast, green hydrogen, produced via electrolysis powered by renewable energy, can cost between $3 and $6 per kilogram or more, depending on factors such as the cost of electricity, the capacity factor of the renewable energy source, and the cost of the electrolyzer. However, as renewable energy technologies become cheaper and more efficient, and as economies of scale are achieved in electrolysis equipment, the cost of green hydrogen is expected to decrease, making it a more competitive alternative to fossil fuel-based hydrogen. The transition from grey to green hydrogen aligns with the goals of sustainability, environmental protection, and the reduction of anthropogenic impacts on the climate and ecosystems. As green hydrogen technologies mature and costs decrease, the potential for these environmental benefits to be realized on a large scale increases.
The latest concept of hydrogen production in the water electrolysis process assumes the use of nuclear energy (Figure 5d) [114]. Hydrogen produced by nuclear-powered water electrolysis is called pink hydrogen, or alternately violet, purple or red. The production of pink hydrogen will ensure low emissions, target profitability and will be able to complement production from RES, and thus meet the growing demand of industry and energy. The wide range of hydrogen colours confirms the belief that the potential of hydrogen fuel is huge and, more importantly, it will be developed even more strongly in the coming years.
4. Key Components and Materials of Water Electrolyzers
The production of green hydrogen through electrolysis involves the use of an electrolyzer, where water is split into its constituent hydrogen and oxygen gases by passing an electric current through it [81,89,120]. In the electrolyzer, water is fed into the system, and an electric current is applied to two electrodes— the anode and the cathode—which are separated by a membrane as shown in Figure 6 [121]. At the cathode, electrons from the electric current cause water molecules to gain electrons (reduction) and form hydrogen gas. At the anode, water molecules lose electrons (oxidation) and produce oxygen gas and positively charged hydrogen ions. The hydrogen ions migrate through the membrane to the cathode, where they combine with electrons to form hydrogen gas. The efficiency of different electrolyzer technologies for green hydrogen production can vary depending on the design of electrolyzer, the operating conditions, the energy source used, the electrical energy input, the conductivity of the electrolyte, and, to a large extent, electrode materials used for the HER at the cathode and the OER at the anode.
Table 2 summarizes the key components and materials of various types of electrolyzers, such as AEs, PEM electrolyzers, AEM electrolyzers and SOEs, used in the production of green hydrogen [21].
The cells colored grey represent conditions or a component that show significant variation across manufacturers or R&D institutions. Based on the data obtained by the International Renewable Energy Agency depicted in Table 2 [21], it can be observed that AEM electrolyzers and SOEs are less mature at lab scale compared to other types, such as already commercial AEs or PEM electrolyzers, which might have more standardized or optimized components and conditions across different manufacturers. For AEM electrolyzers, the technology is relatively new and still under development, which could lead to a wide range of materials and operating conditions being explored by different institutions. AEM electrolyzers operate in an alkaline environment, which can offer advantages in terms of catalyst activity and durability but also presents challenges in terms of membrane stability and performance. SOEs operate at high temperatures, which creates challenges in material selection, thermal expansion mismatch, and durability. The significant variation in these technologies could indicate that they are still in the research phase, with many institutions experimenting with different approaches to improve performance, durability, and cost-effectiveness. This diversity of approaches is typical in the early stages of technology development and is essential for the eventual maturation and commercialization of these technologies.
Each type has specific materials and configurations for their electrolyte, separator, electrodes/catalysts, and bipolar plates (Table 2) [21]. For AE, the electrolyte is a solution of KOH, the separator is ZrO2 stabilized with a PPS mesh, and the electrodes are nickel-coated stainless steel with a nickel mesh as the porous transport layer. The bipolar plates are made of nickel-coated stainless steel. PEM electrolyzers use PFSA membranes as the electrolyte, a solid electrolyte for the separator, and platinum nanoparticles on carbon black for the hydrogen side electrode. The oxygen side electrode is made of high surface area Ni or NiFeCo alloys, and the bipolar plates are nickel-coated steel or stainless steel. AEM electrolyzers employ DVB polymer support with either KOH or NaHCO3 as the electrolyte, a solid electrolyte separator, and perovskite-type catalysts like LSCF or LSM for the oxygen side electrode. The hydrogen side uses high surface area nickel, and the bipolar plates are made of nickel-coated stainless steel. SOEs utilize yttria-stabilized zirconia (YSZ) as both the electrolyte and separator. The oxygen side electrode is made of perovskite-type materials, and the hydrogen side uses Ni/YSZ. The bipolar plates are constructed from nickel-coated stainless steel or cobalt-coated stainless steel.
The current limitations in electrolyzer technology that are being actively addressed by R&D strategies include many factors as efficiency, cost, durability and lifetime, scalability, energy source integration, hydrogen compression and storage, system integration and control [10,11,15,16,21,26,70,79]. While electrolyzers can convert electricity into hydrogen, the process is not yet as efficient as desired. Energy losses occur due to electrical resistance, heat generation, and inefficiencies in the electrochemical reactions. R&D is focused on improving the efficiency of the electrolysis process, which includes developing better catalysts, optimizing cell design, and improving the electrical conductivity of materials [86,99,102,113,125,143]. The cost of electrolyzers and their components, such as membranes, catalysts, and bipolar plates, is currently high [18,19,20,23,25,29,30,31,32,33,34,35,52,54,55]. This is partly due to the use of expensive materials like precious metals as catalysts. R&D is working on reducing costs by finding alternatives to these expensive materials, improving manufacturing processes, and scaling up production to benefit from economies of scale. Electrolyzers need to operate for thousands of hours under varying conditions to be economically viable (Table 2) [21]. However, degradation of components over time can lead to reduced efficiency and increased maintenance costs [38,39,43,44,45,46,74,78,138,141]. R&D is focused on enhancing the durability of electrolyzer components, including the development of more robust membranes, catalysts, and other materials that can withstand corrosive environments and maintain performance over extended periods. To meet the growing demand for green hydrogen, electrolzers need to be scaled up effectively. This involves not only building larger electrolyzers but also ensuring that they can be manufactured and operated at scale without significant increases in cost or decreases in efficiency. R&D is exploring modular designs and standardization to facilitate scalability [79,96]. Electrolyzers are most environmentally beneficial when powered by RES like wind and solar. However, the intermittent nature of these sources can pose challenges for continuous hydrogen production. R&D is investigating ways to better integrate electrolyzers with variable RES, including energy storage solutions and smart grid technologies. After production, hydrogen needs to be compressed and stored for transportation or use. This step can account for a significant portion of the overall cost and energy requirements. R&D is exploring inexpensive and effective methods for hydrogen compression and storage, including new materials for storage tanks and innovative compression technologies. Optimizing the operation of electrolyzers within larger energy systems requires advanced control systems and integration strategies [36,102,130,141]. R&D is focused on developing smart control algorithms and integration solutions that can maximize the efficiency and flexibility of hydrogen production systems. By addressing these limitations, R&D strategies aim to make green hydrogen production more efficient, cost-effective, and scalable, thereby enabling it to compete with fossil fuels and other forms of energy storage in various applications.
5. Current Technologies Used for Green Hydrogen Production
5.1. Alkaline Electrolyzers (AEs)
AEs are the most mature and commonly used electrolyzers for industrial-scale hydrogen production [17,21,24,25,26,27,28,122,123,124,125,126]. Figure 7a shows an alkaline electrolyzer and water isolated [127]. The operating principle of AE is schematically illustrated in Figure 7b [124]. Operating parameters of AE are summarized in Table 2. AEs are characterized by their straightforward design and ease of production, with electrode areas up to 3 m2. They utilize a concentrated KOH solution as the electrolyte, zirconium dioxide-based diaphragms, and nickel-coated stainless-steel electrodes. The OH− ion serves as the ionic charge carrier, facilitating the electrochemical reaction. The electrochemical reactions in an AE involve the transfer of electrons and the exchange of ions at the electrodes. At the anode, water is oxidized to produce oxygen gas, protons, and electrons. The half-reaction releases electrons to the anode, which then flow through an external circuit to the cathode as described in Reaction (2):
At the cathode, the protons that have been produced at the anode, along with electrons from the external circuit, combine to form hydrogen gas. The electrons are supplied to the cathode by the external circuit, completing the electrical circuit according to the half-reaction given in Reaction (3):
Combining the two half-reactions gives the overall Reaction (4), which shows that water is split into hydrogen and oxygen gases:
In AEs, the alkaline electrolyte facilitates the movement of ions between the electrodes. The hydroxide ions from the electrolyte participate in the reactions at the electrodes. At the anode, hydroxide ions are oxidized to form oxygen gas and water, while at the cathode, they combine with the protons and electrons to form water and hydrogen gas.
Table 3 outlines the operating parameters and cost considerations for AE technology, which is used for green hydrogen production [21].
In 2020, AE operated with a nominal current density range of 0.2 to 0.8 A cm−², a voltage range of 1.4 to 3 V, and a temperature range of 70 to 90 °C. The cell pressure was below 30 bar, with a load range of 15 to 100 % and hydrogen purity between 99.9 and 99.9998 %. The voltage efficiency based on the lower heating value (LHV) was 50 to 68 %, with electrical efficiency for the stack and system at 47 to 66 kWh kg−1 H2 and 50 to 78 kWh kg−1 H2, respectively. The stack lifetime was approximately 60,000 hours. By 2050, the targets for AE include a nominal current density exceeding 2 A cm−², a voltage below 1.7 V, an operating temperature above 90 °C, and a cell pressure greater than 70 bar. The load range is expected to be 5 to 300 %, with hydrogen purity exceeding 99.9999 %. The voltage efficiency is targeted to be over 70 %, with electrical efficiency for the stack and system reducing to less than 42 kWh kg−1 H2 and 45 kWh kg−1 H2, respectively. The stack lifetime is projected to increase to 100,000 hours. R&D efforts are focused on various components, including the diaphragm, catalysts, cell frames, balance of plant components, and electrodes. The minimum size for a stack unit is 1 MW, with an electrode area of 10,000 to 30,000 cm². The time to reach nominal load from a cold start should be less than 50 minutes for a 1 MW unit and less than 30 minutes for a 10 MW unit. Capital costs for the stack in 2020 were USD 270/kW for a minimum 1 MW unit and less than USD 100/kW for a 10 MW unit. For the system, capital costs were between USD 500 and 1000/kW for a minimum 10 MW unit, with a target to reduce this to less than USD 200/kW.
AEs are reliable and have a long operational lifetime, but they typically have lower efficiency and energy density compared to other types of electrolyzers. They are known for their robustness and typically operate at lower current densities. However, the design limitations include the intermixing of hydrogen and oxygen gases due to the permeability of the diaphragm, which can be mitigated by using thicker diaphragms or adding spacers, but at the cost of increased resistance and reduced efficiency. Advancements in alkaline electrolyzer technology have seen the introduction of zerogap electrodes, thinner diaphragms, and improved electrocatalysts, which have helped to close the performance gap with PEM technology. Despite these advancements, alkaline systems are known for their reliability and long lifespan. The operation of alkaline electrolyzers involves the recirculation of the KOH electrolyte through the stack, which introduces a pressure drop and requires specific pumping solutions. This recirculation can negatively impact efficiency, with power consumption for pumping typically less than 0.1 % of the stack’s power consumption but varying significantly among manufacturers. Some systems operate without the need for pumping peripherals. The produced gases must be separated from the alkaline solution in gas-water separators located above the stack. The water column within these separators acts as a buffer for load changes, and the water management system controls the filling level of each separator. Water permeation through the diaphragm is a factor that must be managed, and a mixing pipe is used to balance the OH− charges consumed or produced during the electrochemical reaction. AEs can operate at high pressures by maintaining both sides of the stack at high pressure within a high-pressure vessel. This configuration requires more robust cell frames and balance of plant materials, which can increase the capital expenditure [21]. However, the need to balance charges between the anode and cathode complicates the operation of the stack at differential pressures compared to PEM technology.
5.2. Proton Exchange Membrane (PEM) Electrolyzers
PEM electrolyzers use a solid polymer electrolyte to conduct protons from the anode to the cathode while keeping the electronic conductivity low to prevent short-circuiting [18,21,29,30,31,32,33,34,35,124,128,129,130,131,132,133]. The electrochemical reactions in PEM electrolyzers are similar to those in AEs but are facilitated by the proton exchange membrane, which plays a crucial role. The membrane also serves to keep the hydrogen and oxygen gases separated to prevent recombination, which is important for safety reasons. Minimalist and photorealistic image of a PEM electrolyzer, showcasing technological sophistication and commercial potential is shown in Figure 8a [134]. Figure 8b illustrates the operating principle of PEM [124].
In a PEM electrolyzer, the oxidation reaction occurs at the anode, in which water is oxidized to produce oxygen gas, protons, and electrons in the half-reaction represented as Reaction (5):
The Reaction (5) releases electrons to the anode, which then flow through an external circuit to the cathode.
At the cathode, the reduction reaction takes place, where the protons that have been produced at the anode, along with electrons from the external circuit, combine to form hydrogen gas. In the half-reaction, the electrons are supplied to the cathode by the external circuit, completing the electrical circuit as described Reaction (6):
Reaction 7 represents the overall electrolysis reaction showing the water splitting into hydrogen and oxygen gases as a result of combining the two half-reactions:
Table 4 presents the operating parameters of PEM electrolyzers, a key technology for green hydrogen production, as outlined by the International Renewable Energy Agency in their 2020 report [21]. The Table 4 compares the nominal current density, voltage range, operating temperature, and cell pressure between the year 2020 and the target for 2050, indicating a significant improvement in efficiency and operational parameters by the latter year. In 2020, PEM electrolyzers operated with a nominal current density of 1−2 A cm−2, a voltage range of 1.4−2.5 V, a temperature between 50−80 °C, and a cell pressure below 30 bar. By 2050, the target is to achieve a higher current density of 4−6 A cm−2, a reduced voltage of less than 1.7 V, an increased operating temperature of 80 °C, and a higher cell pressure exceeding 70 bar. These advancements are expected to enhance the durability and efficiency of the electrolyzers.
R&D efforts are focused on various aspects such as design improvements, membrane and catalyst technologies, and the impact on durability (Table 4). Specifically, the R&D aims to improve the membrane, reconversion catalysts, and the balance of plant components like the membrane electrode assembly (MEA) and platinum group metal (PGM) catalysts.
The Table 4 also outlines the load range, hydrogen purity, voltage efficiency, electrical efficiency, and lifetime of the electrolyzer stack and system. In 2020, the load range was 5−120 %, with hydrogen purity varying from 99.9−99.9999 %. The voltage efficiency was 50−68 %, and the electrical efficiency ranged from 47−66 kWh kg−1 H2 for the stack and 50−83 kWh kg−1 H2 for the system. The stack lifetime was between 50,000−80,000 hours, with a unit size of 1 MW and an electrode area of 1500 cm2. By 2050, the load range is expected to increase to 5−300 %, with hydrogen purity maintained, voltage efficiency exceeding 80 %, and electrical efficiency dropping below 42 kWh kg−1 H2 for the stack and 45 kWh kg−1 H2 for the system. The stack lifetime is projected to extend to 100,000−120,000 hours, with larger unit sizes of 10 MW and an electrode area greater than 10,000 cm2.
Capital costs for the electrolyzer stack and system are also highlighted in Table 4. In 2020, the minimum capital cost for a 1 MW stack was USD 400/kW, with a target of less than 5 minutes for a cold start to nominal load. For a 10 MW system, the capital costs ranged from USD 700−1400/kW. The Table 4 sets future targets of less than USD 100/kW for the stack and less than USD 200/kW for the system, indicating a significant reduction in costs by 2050. Further insights and developments in PEM electrolyzer technology are discussed more specific in [21].
PEM electrolyzers operate at low temperatures and can respond more quickly to changes in power supply, making them well-suited for integration with variable RES like solar and wind. They are more efficient and have a higher power density than AEs, but they can be more expensive due to the use of precious metal catalysts such as platinum and the need for high-purity deionized water. Efficiency of PEM electrolyzers is generally higher than AEs. PEM electrolyzers offer faster response times, higher current densities, and the ability to operate at higher pressures, which can lead to higher efficiencies and potentially lower compression costs for the green hydrogen produced. Despite their higher cost compared to alkaline electrolyzers, PEMs offer a compact and straightforward design that is sensitive to water impurities. The technology is rapidly advancing, with electrode areas increasing and the promise of future large-scale MW stack units.
PEM systems are characterized by their simplicity, requiring only circulation pumps, heat exchangers, and pressure control at the anode side. The cathode side involves a gas separator, de-oxygenation component, gas dryer, and final compressor step. These systems offer design flexibility, including atmospheric, differential, and balanced pressure operations, which can reduce costs and maintenance. Balanced pressure operation keeps the anode and cathode at the same pressure, while atmospheric pressure operation maintains a constant pressure below one standard atmosphere. Differential pressure operation, which can range from 30 to 70 bar, requires a thicker membrane for stability and may need an additional catalyst to reconvert hydrogen that permeates back to water, potentially reducing efficiency.
PEM electrolyzers are efficient and robust systems for hydrogen production, with the potential for large-scale applications. They operate under high-pressure differentials and require specialized materials to withstand harsh conditions. Despite their higher cost and sensitivity to impurities, PEMs offer a simple design with operational flexibility, making them a promising technology for the future of hydrogen production.
5.3. Solid Oxide Electrolyzers (SOEs)
SOEs operate at high temperatures, typically between 700 and 850 °C, which allows for the efficient electrolysis of water vapor to produce hydrogen using a solid oxide or ceramic electrolyte [19,21,36,37,38,39,40,41,42,43,44,45,46,47,48,124,135,136,137,138,139,140,141]. They can achieve higher efficiency by using some of the heat energy in addition to electrical energy, which is particularly useful when integrated with industrial processes that produce excess heat. Efficiency of SOEs is high, potentially up to 85 % or more on an HHV basis, due to their ability to utilize high-temperature heat. SOEs operate at very high temperatures, which allows for the integration of waste heat from industrial processes or solar thermal energy, improving overall efficiency. They are still in the development stage and are not yet widely used commercially. Figure 9a shows the world’s largest SOE installed at the NASA facility in California [142]. This 4MW unit will be 20–25% more efficient than same-sized commercially available alkaline or PEM electrolyzers. Schematic illustration of SOE operating principle is presented in Figure 9b [124].
The electrochemical reactions in a SOE occur at the interfaces between the electrodes and the electrolyte. At the cathode, the reduction reaction occurs, in which water molecules from the cathode side are reduced to form hydrogen gas and oxygen ions. The O2− ions then migrate through the solid oxide electrolyte towards the anode. The half-reaction is represented as Reaction (8):
At the anode, the oxygen ions reaching the anode release their electrons to the anode, completing the electrical circuit. These OH− ions then combine to form oxygen gas. The half-reaction related to oxidation at the anode is represented by Reaction (9):
Reaction 10 shows the overall electrolysis reaction in a SOE combining the reactions at the cathode and anode:
This reaction shows that water is split into hydrogen and oxygen gases.
Table 5 outlines the specifications and targets for SOEs for the production of green hydrogen, comparing the parameters in 2020 with the projected targets for 2050 [21]. Based on key parameters it can be stated that nominal current density is expected to increase from 0.3−1 A cm−² in 2020 to over 2 cm−² by 2050. The voltage range is to be reduced from an upper limit of 1.5 V in 2020 to less than 1.48 V by 2050. Operating temperature, aiming to decrease from 700−850 °C to less than 600 °C. Cell pressure is to increase from 1 bar to over 20 bar. The load range is to be expanded from 30−125% to 0−200%. Hydrogen purity is to be improved from 99.9% to over 99.9999%. Voltage efficiency (LHV) and electrical efficiency (stack and system) both target more than 85 % improvement and reduction of energy consumption to less than 35 kWh kg−¹ H2 and less than 40 kWh kg−¹ H2, respectively. Stack life will increase significantly from less than 20,000 hours to 80,000 hours. Stack unit size is expected to be increased from 5 kW to 200 kW. R&D focus areas are identified for each parameter, with a particular emphasis on electrolyte, electrodes, catalysts, and the balance of plant. Additionally, the Table 5 notes the importance of reducing capital costs for both the stack and the system, with targets of less than USD 200/kW for the stack and less than USD 300/kW for the system for a minimum size of 1 MW and 10 MW, respectively.
SOEs are high-temperature devices offering several advantages. The elevated temperatures facilitate favorable chemical reactions, allowing for the use of inexpensive nickel electrodes and a reduction in electricity demand due to the utilization of waste heat, which can lead to apparent efficiencies exceeding 100 %. Additionally, SOEs have the potential to operate in reverse as fuel cells and can facilitate the co-electrolysis of CO2 and water to produce syngas, a critical feedstock for the chemical industry.
Despite these benefits, SOEs face challenges such as accelerated degradation and reduced lifespan due to thermo-chemical cycling, particularly during shutdowns and ramping periods. Other issues include difficulties with sealing at high differential pressures, electrode contamination from sealants like silica, and other contaminants from system components. Currently, SOEs are deployed at a small scale, with some demonstration projects reaching 1 MW.
SOEs can be integrated with heat-generating technologies to enhance system efficiency, as the energy demand for water electrolysis decreases with increasing temperature due to Joule heating. This allows for the use of external heat sources, such as industrial waste heat or concentrated solar power, to drive the water-splitting reaction. A notable renewable application is the coupling of SOECs with concentrated solar power, which can provide both the electricity and heat required for the electrolysis process.
SOEs offer benefits like using inexpensive electrodes and waste heat for increased efficiency, but face challenges in scaling up and maintaining performance due to material degradation, sealing difficulties, and system integration complexities.
5.4. Anion Exchange Membrane (AEM) Electrolyzers
AEM electrolyzers are a newer technology that aims to combine the advantages of AEs and PEM electrolyzers [20,21,49,50,51,52,53,54,55,56,57,58,124,143,144,145,146,147,148,149]. AEM electrolyzers use a solid polymer electrolyte that conducts hydroxide ions from the cathode to the anode and can operate with less-pure water than PEM electrolyzers. Figure 10a presents the AEM Flex 120 with a configuration from 70 to 480 kW enables your streamlined launch of green hydrogen in pilots from industrial process heat to re-fuelling [150]. This modular AEM ensures reactivity to intermittent renewable energy, built-in redundancy, and easy to scale. Diagram of the AEM operating principle is shown in Figure 10b [124].
An AEM electrolyzer uses an anion exchange membrane as the electrolyte, which selectively conducts anions such as OH− ions while blocking cations. The AEM electrolyzer operates similarly to a PEM electrolyzer but with the charge carriers reversed. In an AEM electrolyzer, anions migrate from the anode to the cathode, while in a PEM electrolyzer, cations (protons) migrate from the anode to the cathode.
In an AEM electrolyzer, water is oxidized to produce oxygen gas, protons, electrons, and hydroxide ions at the anode. The half-reaction is represented as Reaction (11):
This reaction releases hydroxide ions to the anode side of the AEM. The OH− ions produced at the anode migrate through the anion exchange membrane to the cathode side.
At the cathode, the hydroxide ions combine with the protons to form water and hydrogen gas. The half-reaction is described by Reaction (12):
The electrons are supplied to the cathode by the external circuit, completing the electrical circuit. Combining the two half-reactions leads to Reaction 13 that represents the overall electrolysis reaction showing that water is split into hydrogen and oxygen gases (Reaction 13):
In an AEM electrolyzer, the anion exchange membrane plays a crucial role by allowing hydroxide ions to pass through while blocking other ions and gases. This ensures that the hydrogen produced at the cathode is pure and that the oxygen produced at the anode is kept separate, which is important for safety and efficiency.
Table 6 presents operating parameters for AEM technology and provides a comparison between the current (2020) and target (2050) operating conditions for AEM electrolyzers, highlighting the significant improvements needed to meet the climate objective [21]. In 2020, AEM electrolyzers operated with a nominal current density range of 0.2 to 2 A cm−², a voltage range of 1.4 to 2.0 V, and a temperature between 40 to 60 °C. The cell pressure was below 35 bar, with a load range of 5 to 100 %, producing hydrogen with purity between 99.9 to 99.999 %. The voltage efficiency based on the LHV was 52 to 67 %, and the electrical efficiency for the stack and system was 51.5 to 66 kWh kg−1 H2 and 57 to 69 kWh kg−1 H2, respectively. The stack lifetime exceeded 5,000 hours, with a unit size of 2.5 kW. By 2050, the target operating parameters aim to increase the nominal current density to over 2 A cm−², reduce the voltage to less than 2 V, and operate at a higher temperature of 80 °C and pressure above 70 bar. The load range is expected to expand to 5 to 200 %, with hydrogen purity exceeding 99.9999 %. The voltage efficiency is targeted to be over 75 %, with electrical efficiency reducing the energy consumption to less than 42 kWh kg−1 H2 for the stack and less than 45 kWh kg−1 H2 for the system. The stack lifetime should reach 100,000 hours, and the unit size is projected to be 2 MW.
R&D efforts are focused on improving the membrane, catalysts, durability, and the balance of plant components. The electrode area for a cold start to nominal load should be less than 300 cm² for a time under 20 minutes or less than 1000 cm² for under 5 minutes. The capital costs for a stack with a minimum size of 1 MW are currently unknown but are expected to be less than USD 100/kW, while the system costs for a minimum 10 MW are also unknown but targeted to be less than USD 200/kW. The need for substantial advancements in AEM technology to achieve the desired cost reductions and efficiency improvements for green hydrogen production, which is crucial for meeting the stringent climate goals set for 2050 is emphasized.
AEM electrolyzers are of interest due to their potential to use less expensive materials compared to PEM electrolyzers, as they can operate with non-noble metal catalysts and may allow for the use of a wider range of membrane materials. However, they face challenges such as the stability of the membrane and electrolyte in the highly alkaline environment and the management of the gas and water interfaces within the cell. R&D in this area are ongoing to improve the performance and durability of AEM electrolyzers.
AEM represent a nascent technology in the realm of electrolyzers, with only a handful of companies currently commercializing the product. AEMs offer a promising synthesis of the milder conditions found in alkaline electrolyzers and the efficiency of PEM electrolyzers. This technology allows for the use of non-precious catalysts and titanium-free components, and like PEM, can operate under differential pressure. However, AEMs currently face challenges with chemical and mechanical stability, which results in inconsistent lifespan and performance that falls short of expectations. These issues are primarily due to low membrane conductivity, suboptimal electrode design, and sluggish catalyst kinetics. Efforts to enhance performance, such as adjusting membrane conductivity or introducing supporting electrolytes, may inadvertently compromise durability. The intrinsic lower conductivity of hydroxide ions compared to protons in PEM necessitates either thinner membranes or those with higher charge density for AEMs.
Despite these challenges, AEM electrolyszers share many design principles with PEM electrolyzers. Nonetheless, the immaturity of AEM technology means there is a dearth of information on the difficulties associated with high differential pressure operation. Improvements are anticipated in the robustness of AEM membranes, the purity of the gas produced, the ability to endure high pressure differentials, and the expansion of the power range beyond what AEs can offer. However, AEM electrolyzers are currently constrained to a narrower power input range compared to PEM electrolyzers, with the limitation stemming not from the stack itself but from the sizing of the balance of plant.
6. Conclusions and Future Directions
The future direction of green hydrogen production is pivotal for transitioning to a sustainable and carbon-neutral energy system. Green hydrogen, produced through the electrolysis of water using renewable energy sources such as solar, wind, or hydroelectric power, offers a clean alternative to traditional hydrogen production methods that rely on fossil fuels. The key future directions in green hydrogen production include efficiency improvements in electrolysis technology, integration with RES, scaling up production, reducing costs, developing end-use applications, international collaboration and policy support, innovative business models as well as environmental and social considerations.
Advancements in electrolyzer technology are crucial for reducing the cost and increasing the efficiency of green hydrogen production. This includes the development of more durable and efficient electrolyzer materials that can operate at higher current densities and lower energy consumption. Enhancing the integration of green hydrogen production with variable renewable energy sources is essential. This involves developing smart grid technologies and energy storage solutions that can manage the intermittent nature of renewable energy, ensuring a consistent supply of electricity for hydrogen production. Scaling up green hydrogen production from pilot and demonstration projects to large-scale commercial operations is necessary to meet the growing demand for clean energy. This includes building larger electrolysis plants and establishing infrastructure for hydrogen transport and storage. Reducing the cost of green hydrogen to be competitive with hydrogen produced from fossil fuels is a major goal. This can be achieved through technological advancements, economies of scale, and policy support mechanisms such as subsidies and carbon pricing. Expanding the use of green hydrogen in various sectors, including transportation, industry, and power generation, is crucial. This involves developing fuel cells for vehicles, using hydrogen in industrial processes as a feedstock or fuel, and incorporating hydrogen into the gas grid for heating and power generation. International collaboration on research, development, and deployment of green hydrogen technologies is important for sharing knowledge and best practices. Additionally, supportive policies such as renewable energy targets, carbon taxes, and funding for research and development can accelerate the adoption of green hydrogen. Developing innovative business models that can finance the high upfront costs of green hydrogen production and infrastructure development is necessary. This includes public-private partnerships, green bonds, and other financial instruments that can attract investment. Ensuring that the production and use of green hydrogen are environmentally and socially sustainable is important. This includes assessing the lifecycle emissions of green hydrogen, ensuring water usage for electrolysis is sustainable, and considering the social impacts of hydrogen production and use. The future of green hydrogen production is promising, with the potential to play a significant role in decarbonizing the global economy. However, realizing this potential will require concerted efforts in technology development, infrastructure investment, and policy support.
Funding
This research received no external funding.
Data Availability Statement
MDPI Research Data Policies.
Conflicts of Interest
The author declare no conflicts of interest.
References
- Farhidi, F.; Mawi, Z. Is It Costly to Transition from Fossil Fuel Energy: A Trade-Off Analysis. Energies 2022, 15, 7873. [Google Scholar] [CrossRef]
- Hou, H.; Lu, W.; Liu, B.; Hassanein, Z.; Mahmood, H.; Khalid, S. Exploring the Role of Fossil Fuels and Renewable Energy in Determining Environmental Sustainability: Evidence from OECD Countries. Sustainability 2023, 15, 2048. [Google Scholar] [CrossRef]
- Holechek, J.L.; Geli, H.M.E.; Sawalhah, M.N.; Valdez, R. A Global Assessment: Can Renewable Energy Replace Fossil Fuels by 2050? Sustainability 2022, 14, 4792. [Google Scholar] [CrossRef]
- Gbenga Wilfred, A.; Ohonba, A. The Effects of Fossil Fuel Consumption-Related CO2 on Health Outcomes in South Africa. Sustainability 2024, 16, 4751. [Google Scholar] [CrossRef]
- Hodgson, J.R.; Benkowitz, C.; Castellani, B.C.; Ellison, A.; Yassaie, R.; Twohig, H.; Bhudia, R.; Jutila, O.-E.I.; Fowler-Davis, S. A Scoping Review of the Effects of Ambient Air Quality on Cognitive Frailty. Environments 2024, 11, 4. [Google Scholar] [CrossRef]
- Andrade, A.; D’Oliveira, A.; De Souza, L.C.; Bastos, A.C.R.d.F.; Dominski, F.H.; Stabile, L.; Buonanno, G. Effects of Air Pollution on the Health of Older Adults during Physical Activities: Mapping Review. Int. J. Environ. Res. Public Health 2023, 20, 3506. [Google Scholar] [CrossRef] [PubMed]
- Our World in Data. Primary Energy Consumption by Source. World. 2022. Available online: https://ourworldindata.org/grapher/primary-energy-source-bar?country=~OWID_WRL (accessed on 17 May 2024).
- Our World in Data. Electricity Production from Fossil Fuels, Nuclear and Renewable. World. 2023. Available online: https://ourworldindata.org/grapher/elec-fossil-nuclear-renewables (accessed on 18 May 2024).
- Our World in Data. Ritchie, H. Global renewables are growing, but have been partly offset by a decline in nuclear production. 2017. Available online: https://ourworldindata.org/global-renewables-are-growing-but-are-only-managing-to-offset-a-decline-in-nuclear-production (accessed on 18 May 2024).
- Rolo, I.; Costa, V.A.F.; Brito, F.P. Hydrogen-Based Energy Systems: Current Technology Development Status, Opportunities and Challenges. Energies 2024, 17, 180. [Google Scholar] [CrossRef]
- Ishaq, H.; Dincer, I.; Crawford, C. A review on hydrogen production and utilization: Challenges and opportunities. Int. J. Hydrogen Energy 2022, 47, 26238–26264. [Google Scholar] [CrossRef]
- Capurso, T.; Stefanizzi, M.; Torresi, M.; Camporeale, S.M. Perspective of the role of hydrogen in the 21st century energy transition. Energy Convers. Manag. 2022, 251, 114898. [Google Scholar] [CrossRef]
- Falcone, P.M.; Hiete, M.; Sapio, A. Hydrogen economy and sustainable development goals: Review and policy insights. Curr. Opin. Green Sustain. Chem. 2021, 31, 100506. [Google Scholar] [CrossRef]
- Wappler, M.; Unguder, D.; Lu, X.; Ohlmeyer, H.; Teschke, H.; Lueke, W. Building the green hydrogen market – Current state and outlook on green hydrogen demand and electrolyzer manufacturing. Int. J. Hydrogen Energy 2022, 47, 33551–33570. [Google Scholar] [CrossRef]
- Yue, M.; Lambert, H.; Pahon, E.; Roche, R.; Jemei, S.; Hissel, D. Hydrogen energy systems: A critical review of technologies, applications, trends and challenges. Renew. Sustain. Energy Rev. 2021, 146, 111180. [Google Scholar] [CrossRef]
- Qazi, U.Y. Future of Hydrogen as an Alternative Fuel for Next-Generation Industrial Applications; Challenges and Expected Opportunities. Energies 2022, 15, 4741. [Google Scholar] [CrossRef]
- Anantharaj, S.; Noda, S.; Jothi, V.R.; Yi, S.; Driess, M.; Menezes, P.W. Strategies and Perspectives to Catch the Missing Pieces in Energy-Efficient Hydrogen Evolution Reaction in Alkaline Media. Angew. Chem. Int. Ed. 2021, 60, 18981–19006. [Google Scholar] [CrossRef] [PubMed]
- Angeles-Olvera, Z.; Crespo-Yapur, A.; Rodríguez, O.; Cholula-Díaz, J.L.; Martínez, L.M.; Videa, M. Nickel-Based Electrocatalysts for Water Electrolysis. Energies 2022, 15, 1609. [Google Scholar] [CrossRef]
- Wei, Y.; Soomro, R.A.; Xie, X.; Xu, B. Design of efficient electrocatalysts for hydrogen evolution reaction based on 2D MXenes. J. Energy Chem. 2021, 55, 244–255. [Google Scholar] [CrossRef]
- Ahmed, K.W.; Jang, M.J.; Habibpour, S.; Chen, Z.; Fowler, M. NiFeOx and NiFeCoOx Catalysts for Anion Exchange Membrane Water Electrolysis. Electrochem 2022, 3, 843–861. [Google Scholar] [CrossRef]
- IRENA, 2020b. Green Hydrogen Cost Reduction: Scaling Up Electrolysers to Meet the 1.5 °C Climate Goal. International Renewable Energy Agency, Abu Dhabi, ISBN: 978-92-9260-295-6.
- Kubisztal, J.; Kubisztal, M. Pressed Ni/MFe2O4 (M = Ni, Co) powder compacts for application as bifunctional, high-performance electrodes in electrochemical water splitting. Int. J. Hydrogen Energy 2024, 56, 912–923. [Google Scholar] [CrossRef]
- Kubisztal, J.; Kubisztal, M. Synthesis and Characterisation of Cobalt Ferrite Coatings for Oxygen Evolution Reaction. Catalysts 2022, 12, 21. [Google Scholar] [CrossRef]
- Yu, W.; Huang, H.; Qin, Y.; Zhang, D.; Zhang, Y.; Liu, K.; Zhang, Y.; Lai, J.; Wang, L. The Synergistic Effect of Pyrrolic-N and Pyridinic-N with Pt Under Strong Metal-Support Interaction to Achieve High-Performance Alkaline Hydrogen Evolution. Adv. Energy Mater. 2022, 21, 2200110. [Google Scholar] [CrossRef]
- Wang, J.; Gao, Y.; Kong, H.; Kim, J.; Choi, S.; Ciucci, F.; Hao, Y.; Yang, S.; Shao, Z.; Lim, J. Non-precious-metal catalysts for alkaline water electrolysis: operando characterizations, theoretical calculations, and recent advances. Chem. Soc. Rev. 2020, 49, 9154. [Google Scholar] [CrossRef] [PubMed]
- Xie, X.; Du, L.; Yan, L.; Park, S.; Qiu, Y.; Sokolowski, J.; Wang, W.; Shao, Y. Oxygen Evolution Reaction in Alkaline Environment: Material Challenges and Solutions. Adv. Funct. Mater. 2022, 32, 2110036. [Google Scholar] [CrossRef]
- Yang, H.; Ji, Y.; Shao, Q.; Zhu, W.; Fang, M.; Ma, M.; Liao, F.; Huang, H.; Zhang, Y.; Yang, J.; Fan, Z.; Li, Y.; Liu, Y.; Shao, M.; Kang, Z. Metastable-phase platinum oxide for clarifying the Pt–O active site for the hydrogen evolution re action. Energy Environ. Sci. 2023, 16, 574. [Google Scholar] [CrossRef]
- Hülsey, M.J.; Fung, V.; Hou, X.; Wu, J.; Yan, N. Hydrogen Spillover and Its Relation to Hydrogenation: Observations on Structurally Defined Single-Atom Sites. Angew. Chem. Int. Ed. 2022, 61, e202208237. [Google Scholar] [CrossRef] [PubMed]
- Hughes, J.P.; Clipsham, J.; Chavushoglu, H.; Rowley-Neale, S.J.; Banks, C.E. Polymer electrolyte electrolysis: A review of the activity and stability of non-precious metal hydrogen evolution reaction and oxygen evolution reaction catalysts. Renew. Sustain. Energy Rev. 2021, 139, 110709. [Google Scholar] [CrossRef]
- Kuhnert, E.; Heidinger, M.; Sandu, D.; Hacker, V.; Bodner, M. Analysis of PEM Water Electrolyzer Failure Due to Induced Hydrogen Crossover in Catalyst-Coated PFSA Membranes. Membranes 2023, 13, 348. [Google Scholar] [CrossRef] [PubMed]
- Noor Azam, A.M.I.; Li, N.K.; Zulkefli, N.N.; Masdar, M.S.; Majlan, E.H.; Baharuddin, N.A.; Mohd Zainoodin, A.; Mohamad Yunus, R.; Shamsul, N.S.; Husaini, T.; et al. Parametric Study and Electrocatalyst of Polymer Electrolyte Membrane (PEM) Electrolysis Performance. Polymers 2023, 15, 560. [Google Scholar] [CrossRef] [PubMed]
- Cross, M.W.; Smith, R.P., III; Varhue, W.J. RuO2 Nanorods as an Electrocatalyst for Proton Exchange Membrane Water Electrolysis. Micromachines 2021, 12, 1412. [Google Scholar] [CrossRef] [PubMed]
- Cheng, F.; Tian, T.; Wang, R.; Zhang, H.; Zhu, L.; Tang, H. Structure–Performance Correlation Inspired Platinum-Assisted Anode with a Homogeneous Ionomer Layer for Proton Exchange Membrane Water Electrolysis. Polymers 2024, 16, 237. [Google Scholar] [CrossRef] [PubMed]
- Villamayor, A.; Alba, A.; Barrio, L.V.; Rojas, S.; Gutierrez-Berasategui, E. Magnetron Sputtered Low-Platinum Loading Electrode as HER Catalyst for PEM Electrolysis. Coatings 2024, 14, 868. [Google Scholar] [CrossRef]
- Pérez-Viramontes, N.J.; Collins-Martínez, V.H.; Escalante-García, I.L.; Flores-Hernández, J.R.; Galván-Valencia, M.; Durón-Torres, S.M. Ir-Sn-Sb-O Electrocatalyst for Oxygen Evolution Reaction: Physicochemical Characterization and Performance in Water Electrolysis Single Cell with Solid Polymer Electrolyte. Catalysts 2020, 10, 524. [Google Scholar] [CrossRef]
- Vibhu, V.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. La0.6Sr0.4MnO3-Based Fuel Electrode Materials for Solid Oxide Electrolysis Cells Operating under Steam, CO2, and Co-Electrolysis Conditions. Energies 2023, 16, 7115. [Google Scholar] [CrossRef]
- Srinivas, S.; Dhanushkodi, S.R.; Chidambaram, R.K.; Skrzyniowska, D.; Korzen, A.; Taler, J. Benchmarking Electrolytes for the Solid Oxide Electrolyzer Using a Finite Element Model. Energies 2023, 16, 6419. [Google Scholar] [CrossRef]
- Wierzbicki, M.; Jagielski, S.; Naumovich, Y.; Niemczyk, A.; Skrzypkiewicz, M.; Kupecki, J. Impact of Sweep Gas on the Degradation of an La0.6Sr0.4Co0.8Fe0.8O3 Anode in a Solid Oxide Electrolysis Cell. Energies 2024, 17, 1144. [Google Scholar] [CrossRef]
- Budiman, R.A.; Konishi, R.; Bisaka, N.; Yashiro, K.; Kawada, T. Time-Dependence of Microstructural Evolution and Performance Degradation of Ni/YSZ Electrode in Co-Electrolysis SOEC. ECS Trans. 2023, 111, 1509. [Google Scholar] [CrossRef]
- Rorato, L.; Shang, Y.; Yang, S.; Hubert, M.; Couturier, K.; Zhang, L.; Vulliet, J.; Chen, M.; Laurencin, J. Understanding the Ni Migration in Solid Oxide Cell: A Coupled Experimental and Modeling Approach. J. Electrochem. Soc. 2023, 170. [Google Scholar] [CrossRef]
- Shang, Y.; Smitshuysen, A.L.; Yu, M.; Liu, Y.; Tong, X.; Jørgensen, P.S.; Rorato, L.; Laurencin, J.; Chen, M. 3D microstructural characterization of Ni/yttria-stabilized zirconia electrodes during long-term CO2 electrolysis. J. Mater. Chem. A 2023, 11, 12245–12257. [Google Scholar] [CrossRef]
- Mogensen, M.B.; Chen, M.; Frandsen, H.L.; Graves, C.; Hauch, A.; Hendriksen, P.V.; Jacobsen, T.; Jensen, S.H.; Skafte, T.L.; Sun, X. Ni migration in solid oxide cell electrodes: Review and revised hypothesis. Fuel Cells 2021, 21, 415–429. [Google Scholar] [CrossRef]
- Unachukwu, I.D.; Vibhu, V.; Uecker, J.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. Electrochemical impedance analysis and degradation behavior of a Ni-GDC fuel electrode containing single cell in direct CO2 electrolysis. J. CO2 Util. 2023, 69, 102423. [Google Scholar] [CrossRef]
- Uecker, J.; Unachukwu, I.D.; Vibhu, V.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. Performance, electrochemical process analysis and degradation of gadolinium doped ceria as fuel electrode material for solid oxide electrolysis cells. Electrochim. Acta 2023, 452, 142320. [Google Scholar] [CrossRef]
- Unachukwu, I.D.; Vibhu, V.; Uecker, J.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. Comparison of the Electrochemical and Degradation Behaviour of Ni-YSZ and Ni-GDC Electrodes Under Steam, Co- and CO2 Electrolysis. ECS Trans. 2023, 111, 1445. [Google Scholar] [CrossRef]
- Vibhu, V.; Vinke, I.C.; Zaravelis, F.; Neophytides, S.G.; Niakolas, D.K.; Eichel, R.-A.; de Haart, L.G.J. Performance and Degradation of Electrolyte-Supported Single Cell Composed of Mo-Au-Ni/GDC Fuel Electrode and LSCF Oxygen Electrode during High Temperature Steam Electrolysis. Energies 2022, 15, 2726. [Google Scholar] [CrossRef]
- Sala, E.M.; Mazzanti, N.; Mogensen, M.B.; Chatzichristodoulou, C. Current understanding of ceria surfaces for CO2 reduction in SOECs and future prospects–A review. Solid State Ion. 2022, 375, 115833. [Google Scholar] [CrossRef]
- Vafaeenezhad, S.; Hanifi, A.R.; Laguna-Bercero, M.A.; Etsell, T.H.; Sarkar, P. Microstructure and long-term stability of Ni–YSZ anode supported fuel cells: A review. Mater. Futures 2022, 1, 042101. [Google Scholar] [CrossRef]
- Guo, D.; Chi, J.; Yu, H.; Jiang, G.; Shao, Z. Self-Supporting NiFe Layered Double Hydroxide “Nanoflower” Cluster Anode Electrode for an Efficient Alkaline Anion Exchange Membrane Water Electrolyzer. Energies 2022, 15, 4645. [Google Scholar] [CrossRef]
- Ahmed, K.W.; Jang, M.J.; Habibpour, S.; Chen, Z.; Fowler, M. NiFeOx and NiFeCoOx Catalysts for Anion Exchange Membrane Water Electrolysis. Electrochem 2022, 3, 843–861. [Google Scholar] [CrossRef]
- Tardy, E.; Bultel, Y.; Druart, F.; Bonnefont, A.; Guillou, M.; Latour, B. Three-Dimensional Modeling of Anion Exchange Membrane Electrolysis: A Two-Phase Flow Approach. Energies 2024, 17, 3238. [Google Scholar] [CrossRef]
- Vinodh, R.; Kalanur, S.S.; Natarajan, S.K.; Pollet, B.G. Recent Advancements of Polymeric Membranes in Anion Exchange Membrane Water Electrolyzer (AEMWE): A Critical Review. Polymers 2023, 15, 2144. [Google Scholar] [CrossRef] [PubMed]
- Li, D.; Motz, A.R.; Bae, C.; Fujimoto, C.; Yang, G.; Zhang, F.; Ayers, K.E.; Kim, Y.S. Durability of anion exchange membrane water electrolyzers. Energy Environ. Sci. 2021, 14, 3393. [Google Scholar] [CrossRef]
- Rossini, M.; Pan, D.; Koyutürk, B.; Chen, S.; Khataee, A.; Lindbergh, G.; Jannasch, P.; Ann Cornell, A. High performance water electrolysis using a poly(fluorene phenylpropylammonium) anion-exchange membrane with 2 M aqueous KOH. J. Mater. Chem. A 2024, 12, 12826–12834. [Google Scholar] [CrossRef]
- Wijaya, G.H.A.; Im, K.S.; Nam, S.Y. Advancements in commercial anion exchange membranes: A review of membrane properties in water electrolysis applications. Desalin. Water Treat. 2024, 320, 100605. [Google Scholar] [CrossRef]
- Li, S.; Liu, T.; Zhang, W.; et al. Highly efficient anion exchange membrane water electrolyzers via chromium-doped amorphous electrocatalysts. Nat Commun 2024, 15, 3416. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Yang, S.H.; Shin, S-H.; Cho, H.J.; Jang, J.K.; Kim, T.H.; Oh, S-G.; Kim, T-H.; Han, H.S.; Lee, J.Y. High-performance and durable anion-exchange membrane water electrolysers with high-molecular-weight polycarbazole-based anion-conducting polymer. Energy Environ. Sci. 2024, 17, 5399–5409. [Google Scholar] [CrossRef]
- Ranz, M.; Grabner, B.; Schweighofer, B.; Wegleiter, H.; Trattner, A. Dynamics of anion exchange membrane electrolysis: Unravelling loss mechanisms with electrochemical impedance spectroscopy, reference electrodes and distribution of relaxation times. J. Power Sources 2024, 605, 234455. [Google Scholar] [CrossRef]
- Patnaik, S.; Sahoo, D.P.; Parida, K. Recent advances in anion doped g-C3N4 photocatalysts: a review. Carbon. 2021, 172, 682–711. [Google Scholar] [CrossRef]
- Theerthagiri, J.; Karuppasamy, K.; Lee, S.J.; Shwetharani, R.; Kim, H.; Pasha, S.K.K.; Ashokkumar, M.; Choi, M.Y. Fundamentals and comprehensive insights on pulsed laser synthesis of advanced materials for diverse photo- and electrocatalytic applications. Light Sci. Appl. 2022, 11, 250. [Google Scholar] [CrossRef] [PubMed]
- Zhu, B.; Cheng, B.; Fan, J.; Ho, W.; Yu, J. g-C3N4-based 2D/2D composite heterojunction photocatalyst. Small Structures. 2021, 2, 2100086. [Google Scholar] [CrossRef]
- Liu, S.; Wang, M.; He, Y.; Cheng, Q.; Qian, T.; Yan, C. Covalent organic frameworks towards photocatalytic applications: Design principles, achievements, and opportunities. Coord. Chem. Rev. 2023, 475, 214882. [Google Scholar] [CrossRef]
- Murali, G.; Modigunta, J.K.R.; Park, Y.H.; Lee, J.; Rawal, J.; Lee, S.; In, I.; Park, S. A Review on MXene Synthesis, Stability, and Photocatalytic Applications. ACS Nano 2022, 16, 13370–13429. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Q.; Xu, Q.; Du, M.; Zeng, X.; Zhong, G.; Qiu, B.; Zhang, J. Recent Progress of Metal Sulfide Photocatalysts for Solar Energy Conversion. Adv. Mater. 2022, 34, 2202929. [Google Scholar] [CrossRef] [PubMed]
- Foo, J.J.; Ng, S.; Ong, W. Dimensional heterojunction design: The rising star of 2D bismuth-based nanostructured photocatalysts for solar-to-chemical conversion. Nano Res. 2023, 16, 4310–4364. [Google Scholar] [CrossRef]
- Osman, A.I.; Elgarahy, A.M.; Eltaweil, A.S.; El-Monaem, E.M.A.; El-Aqapa, H.G.; Park, Y.; Hwang, Y.; Ayati, A.; Farghali, M.; Ihara, I.; Al-Muhtaseb, A.H.; Rooney, D.W.; Yap, P.; Sillanpää, M. Biofuel production, hydrogen production and water remediation by photocatalysis, biocatalysis and electrocatalysis. Environ. Chem. Lett. 2023, 21, 1315–1379. [Google Scholar] [CrossRef]
- Aslam, A.; Bahadar, A.; Liaquat, R.; Muddasar, M. Recent advances in biological hydrogen production from algal biomass: A comprehensive review. Fuel 2023, 350, 128816. [Google Scholar] [CrossRef]
- Zhang, Q.; Jiao, Y.; He, C.; et al. Biological fermentation pilot-scale systems and evaluation for commercial viability towards sustainable biohydrogen production. Nat. Commun. 2024, 15, 4539. [Google Scholar] [CrossRef] [PubMed]
- Dari, D.N.; Freitas, I.S.; Aires, F.I.d.S.; Melo, R.L.F.; dos Santos, K.M.; da Silva Sousa, P.; Gonçalves de Sousa Junior, P.; Luthierre Gama Cavalcante, A.; Neto, F.S.; da Silva, J.L.; et al. An Updated Review of Recent Applications and Perspectives of Hydrogen Production from Biomass by Fermentation: A Comprehensive Analysis. Biomass 2024, 4, 132–163. [Google Scholar] [CrossRef]
- Worku, A.K.; Ayele, D.W.; Deepak, D.B.; Gebreyohannes, A.Y.; Agegnehu, S.D.; Kolhe, M.L. Recent Advances and Challenges of Hydrogen Production Technologies via Renewable Energy Sources. Adv. Energ. Sust. Res. 2024, 5, 2300273. [Google Scholar] [CrossRef]
- Samrot, A.V.; Rajalakshmi, D.; Sathiyasree, M.; Saigeetha, S.; Kasipandian, K.; Valli, N.; Jayshree, N.; Prakash, P.; Shobana, N. A Review on Biohydrogen Sources, Production Routes, and Its Application as a Fuel Cell. Sustainability 2023, 15, 12641. [Google Scholar] [CrossRef]
- Hassan, Q.; Hafedh, S.A.; Mohammed, H.B.; Abdulrahman, I.S.; Salman, H.M. and Jaszczur, Ma. A review of hydrogen production from bio-energy, technologies and assessments. Energy Harvest. Syst. 2024, 11, 20220117. [Google Scholar] [CrossRef]
- Fallah Vostakola, M.; Ozcan, H.; El-Emam, R.S.; Amini Horri, B. Recent Advances in High-Temperature Steam Electrolysis with Solid Oxide Electrolysers for Green Hydrogen Production. Energies 2023, 16, 3327. [Google Scholar] [CrossRef]
- Yuan, J.; Li, Z.; Yuan, B.; Xiao, G.; Li, T.; Wang, J.-Q. Optimization of High-Temperature Electrolysis System for Hydrogen Production Considering High-Temperature Degradation. Energies 2023, 16, 2616. [Google Scholar] [CrossRef]
- Riester, C.M.; García, G.; Alayo, N.; Tarancón, A.; Santos, D.M.F.; Torrell, M. Business Model Development for a High-Temperature (Co-)Electrolyser System. Fuels 2022, 3, 392–407. [Google Scholar] [CrossRef]
- Wolf, S.E.; Vibhu, V.; Tröster, E.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. Steam Electrolysis vs. Co-Electrolysis: Mechanistic Studies of Long-Term Solid Oxide Electrolysis Cells. Energies 2022, 15, 5449. [Google Scholar] [CrossRef]
- Afroze, S.; Sofri, A.N.S.B.; Reza, M.S.; Iskakova, Z.B.; Kabyshev, A.; Kuterbekov, K.A.; Bekmyrza, K.Z.; Taimuratova, L.; Uddin, M.R.; Azad, A.K. Solar-Powered Water Electrolysis Using Hybrid Solid Oxide Electrolyzer Cell (SOEC) for Green Hydrogen—A Review. Energies 2023, 16, 7794. [Google Scholar] [CrossRef]
- Yuan, J.; Li, Z.; Yuan, B.; Xiao, G.; Li, T.; Wang, J.-Q. Optimization of High-Temperature Electrolysis System for Hydrogen Production Considering High-Temperature Degradation. Energies 2023, 16, 2616. [Google Scholar] [CrossRef]
- Bollmann, J.; Pitchaimuthu, S.; Kühnel, M.F. Challenges of Industrial-Scale Testing Infrastructure for Green Hydrogen Technologies. Energies 2023, 16, 3604. [Google Scholar] [CrossRef]
- IRENA, 2020a. Green Hydrogen: A Guide to Policy Making. International Renewable Energy Agency, Abu Dhabi, ISBN: 978-92-9260-286-4.
- A concept of green hydrogen production through water electrolysis supporting a decarbonized future. https://www.freepik.com/premium-ai-image/concept-green-hydrogen-production-through-water-electrolysis-supporting-decarbonized-future_188163710.htm#from_view=detail_alsolike. (accessed on 24 May 2024).
- Green hydrogen pipeline wind turbines in modern style. https://www.freepik.com/premium-photo/green-hydrogen-pipeline-wind-turbines-modern-style-modern-concept-design-green-energy-production-electricity-equipment-generative-ai_48963318.htm#fromView=search&page=1&position=44&uuid=13cb16fb-c1ad-46f5-847a-519491d425b3. (accessed on 24 May 2024).
- Green Hydrogen factory concept. Hydrogen production from renewable energy sources. https://www.shutterstock.com/image-photo/green-hydrogen-factory-concept-production-renewable-2280474099?irclickid=U4FyqUVm0xyPUWHWwGQTwTn7UkHVCyxIPQcV2Q0&irgwc=1&pl=4869764-1906897&utm_campaign=Freepik%20Company&utm_content=1906897&utm_medium=Affiliate&utm_source=4869764&utm_term=www.freepik.com. (accessed on 24 May 2024).
- Green hydrogen gas production at wind farm in forest, Sustainable renewable energy, sketch illustration of Electric car filling H2 at hydrogen fueling station, Net zero emission, future emission. https://stock.adobe.com/search?k=%22sketch+drawing%22&asset_id=721796374. (accessed on 24 May 2024).
- Athia, N.; Pandey, M.; Sen, M.; Saxena, S. Factors affecting the production cost of green hydrogen and its challenge for sustainable development. Environ. Dev. Sustain. 2024. [Google Scholar] [CrossRef]
- Dash, S.K.; Chakraborty, S.; Elangovan, D. A Brief Review of Hydrogen Production Methods and Their Challenges. Energies 2023, 16, 1141. [Google Scholar] [CrossRef]
- Megía, P.J.; Vizcaíno, A.J.; Calles, J.A.; Carrero, A. Hydrogen Production Technologies: From Fossil Fuels toward Renewable Sources. A Mini Review. Energy Fuels 2021, 35, 20–16403. [Google Scholar] [CrossRef]
- Yu, Z.; Duan, Y.; Feng, X.; Yu, X.; Gao, M.; Yu, S. Clean and Affordable Hydrogen Fuel from Alkaline Water Splitting: Past, Recent Progress, and Future Prospects. Adv. Mater. 2021, 33, 2007100. [Google Scholar] [CrossRef] [PubMed]
- Nasser, M.; Megahed, T.F.; Ookawara, S.; Hassan, H. A review of water electrolysis–based systems for hydrogen production using hybrid/solar/wind energy systems. Environ. Sci. Pollut. Res. 2022, 29, 86994–87018. [Google Scholar] [CrossRef]
- Lee, H.; Lee, S. Economic Analysis on Hydrogen Pipeline Infrastructure Establishment Scenarios: Case Study of South Korea. Energies 2022, 15, 6824. [Google Scholar] [CrossRef]
- Klopčič, N.; Stöhr, T.; Grimmer, I.; Sartory, M.; Trattner, A. Refurbishment of Natural Gas Pipelines towards 100% Hydrogen—A Thermodynamic-Based Analysis. Energies 2022, 15, 9370. [Google Scholar] [CrossRef]
- Khwaja, S.A.; Paul, S. Inspection of Coated Hydrogen Transportation Pipelines. Appl. Sci. 2022, 12, 9503. [Google Scholar] [CrossRef]
- Mahajan, D.; Tan, K.; Venkatesh, T.; Kileti, P.; Clayton, C.R. Hydrogen Blending in Gas Pipeline Networks—A Review. Energies 2022, 15, 3582. [Google Scholar] [CrossRef]
- Ban, J.; Yan, X.; Song, B.; Deng, S.; Wu, H.; Tang, Y.; Yin, W. Research Progress and Prospects on Hydrogen Damage in Welds of Hydrogen-Blended Natural Gas Pipelines. Processes 2023, 11, 3180. [Google Scholar] [CrossRef]
- Hassan, I.A.; Ramadan, H.S.; Saleh, M.A.; Hissel, D. Hydrogen storage technologies for stationary and mobile applications: Review, analysis and perspectives. Renew. Sustain. Energy Rev. 2021, 149, 111311. [Google Scholar] [CrossRef]
- Li, J.; Chai, X.; Gu, Y.; Zhang, P.; Yang, X.; Wen, Y.; Xu, Z.; Jiang, B.; Wang, J.; Jin, G.; et al. Small-Scale High-Pressure Hydrogen Storage Vessels: A Review. Materials 2024, 17, 721. [Google Scholar] [CrossRef] [PubMed]
- Shin, H.K.; Ha, S.K. A Review on the Cost Analysis of Hydrogen Gas Storage Tanks for Fuel Cell Vehicles. Energies 2023, 16, 5233. [Google Scholar] [CrossRef]
- Kim, M.-S.; Jeon, H.-K.; Lee, K.-W.; Ryu, J.-H.; Choi, S.-W. Analysis of Hydrogen Filling of 175 Liter Tank for Large-Sized Hydrogen Vehicle. Appl. Sci. 2022, 12, 4856. [Google Scholar] [CrossRef]
- Alves, M.P.; Gul, W.; Cimini Junior, C.A.; Ha, S.K. A Review on Industrial Perspectives and Challenges on Material, Manufacturing, Design and Development of Compressed Hydrogen Storage Tanks for the Transportation Sector. Energies 2022, 15, 5152. [Google Scholar] [CrossRef]
- Cao, Z.; Habermann, F.; Burkmann, K.; Felderhoff, M.; Mertens, F. Unstable Metal Hydrides for Possible On-Board Hydrogen Storage. Hydrogen 2024, 5, 241–279. [Google Scholar] [CrossRef]
- Rampai, M.M.; Mtshali, C.B.; Seroka, N.S.; Khotseng, L. Hydrogen production, storage, and transportation: recent advances. RSC Adv. 2024, 14, 6699–6718. [Google Scholar] [CrossRef] [PubMed]
- Bosu, S.; Natarajan Rajamohan, N. Recent advancements in hydrogen storage - Comparative review on methods, operating conditions and challenges. Int. J. Hydrogen Energy 2024, 52, Part C. 352–370. [Google Scholar] [CrossRef]
- Khan, M.M.K.; Azad, A.K.; Oo, A.M.T. Hydrogen Energy Conversion and Management, 1st ed.; Elsevier Inc., 2023. [CrossRef]
- Hoelzen, J.; Silberhorn, D.; Zill, T.; Bensmann, B.; Hanke-Rauschenbach, R. Hydrogen-powered aviation and its reliance on green hydrogen infrastructure – Review and research gaps. Int. J. Hydrogen Energy 2022, 47, 3108–3130. [Google Scholar] [CrossRef]
- Marouani, I.; Guesmi, T.; Alshammari, B.M.; Alqunun, K.; Alzamil, A.; Alturki, M.; Hadj Abdallah, H. Integration of Renewable-Energy-Based Green Hydrogen into the Energy Future. Processes 2023, 11, 2685. [Google Scholar] [CrossRef]
- Klopčič, N.; Grimmer, I.; Winkler, F.; Sartory, M.; Trattner, A. A review on metal hydride materials for hydrogen storage. J. Energy Storage 2023, 72, Part B, 108456. [Google Scholar] [CrossRef]
- Hájková, P.; Horník, J.; Čižmárová, E.; Kalianko, F. Metallic Materials for Hydrogen Storage—A Brief Overview. Coatings 2022, 12, 1813. [Google Scholar] [CrossRef]
- Liu, J.; Sun, L.; Yang, J.; Guo, D.; Chen, D.; Yang, L.; Xiao, P. Ti–Mn hydrogen storage alloys: from properties to applications. RSC Adv. 2022, 12(55), 35744–35755. [Google Scholar] [CrossRef] [PubMed]
- International Energy Agency. Global Hydrogen Review 2022, IEA, Paris, Licence: CC BY 4.0. https://www.iea.org/reports/global-hydrogen-review-2022.
- Type of hydrogen production grey color. https://www.shutterstock.com/image-vector/type-hydrogen-production-grey-color-electrolysis-2264840099?irclickid=U4FyqUVm0xyPUWHWwGQTwTn7UkHVC31wPQcV2Q0&irgwc=1&pl=4869764-1906897&utm_campaign=Freepik%20Company&utm_content=1906897&utm_medium=Affiliate&utm_source=4869764&utm_term=www.freepik.com. (accessed on 25 May 2024).
- Type of hydrogen production blue color https://www.shutterstock.com/image-vector/type-hydrogen-production-blue-color-electrolysis-2264840095. (accessed on 25 May 2024).
- Type of hydrogen production green color. https://www.freepik.com/premium-vector/type-hydrogen-production-green-color-electrolysis-ecology-clean-energy-how-work-diagram_38581556.htm. (accessed on 25 May 2024).
- Fernández-Arias, P.; Antón-Sancho, Á.; Lampropoulos, G.; Vergara, D. Emerging Trends and Challenges in Pink Hydrogen Research. Energies 2024, 17, 2291. [Google Scholar] [CrossRef]
- Fatigati, F.; Di Giuliano, A.; Carapellucci, R.; Gallucci, K.; Cipollone, R. Experimental Characterization and Energy Performance Assessment of a Sorption-Enhanced Steam–Methane Reforming System. Processes 2021, 9, 1440. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Z.; Ji, C.; Liu, L. Heat Transfer and Reaction Characteristics of Steam Methane Reforming in a Novel Composite Packed Bed Microreactor for Distributed Hydrogen Production. Energies 2023, 16, 4347. [Google Scholar] [CrossRef]
- Hermesmann, M.; Müller, T.E. Green, Turquoise, Blue, or Grey? Environmentally friendly Hydrogen Production in Transforming Energy Systems. Prog. Energ. Combust. Science 2022, 90, 100996. [Google Scholar] [CrossRef]
- Noussan, M.; Raimondi, P.P.; Scita, R.; Hafner, M. The Role of Green and Blue Hydrogen in the Energy Transition—A Technological and Geopolitical Perspective. Sustainability 2021, 13, 298. [Google Scholar] [CrossRef]
- Wang, S.; Lu, A. & Zhong, CJ. Hydrogen production from water electrolysis: role of catalysts. Nano Converg. 2021, 8, 4. [Google Scholar] [CrossRef] [PubMed]
- Global Hydrogen Generation Market Size Report, 2030. Horizon Databook. 2023.
- Franco, A.; Giovannini, C. Recent and Future Advances in Water Electrolysis for Green Hydrogen Generation: Critical Analysis and Perspectives. Sustainability 2023, 15, 16917. [Google Scholar] [CrossRef]
- Electrolysis of water forming hydrogen and oxygen vector illustration. https://stock.adobe.com/pl/search?get_facets=1&order=relevance&safe_search=1&search_page=1&k=electrolysis+of+water&filters%5Bcontent_type%3Azip_vector%5D=1&clickref=1101lyy5uV97&mv=affiliate&mv2=Freepik&as_camptype=&as_channel=affiliate&as_source=partnerize&as_campaign=Freepik&as_content=api&as_audience=srp&sdid=6WTV6YJ5&asset_id=508554505. (accessed on 25 May 2024).
- López-Fernández, E.; Sacedón, C.G.; Gil-Rostra, J.; Yubero, F.; González-Elipe, A.R.; de Lucas-Consuegra, A. Recent Advances in Alkaline Exchange Membrane Water Electrolysis and Electrode Manufacturing. Molecules 2021, 26, 6326. [Google Scholar] [CrossRef] [PubMed]
- Gambou, F.; Guilbert, D.; Zasadzinski, M.; Rafaralahy, H. A Comprehensive Survey of Alkaline Electrolyzer Modeling: Electrical Domain and Specific Electrolyte Conductivity. Energies 2022, 15, 3452. [Google Scholar] [CrossRef]
- Shiva Kumar, S.; Lim, H. An overview of water electrolysis technologies for green hydrogen production. Energy Reports 2022, 8, 13793–13813. [Google Scholar] [CrossRef]
- Xie, X.; Du, L.; Yan, L.; Park, S.; Qiu, Y.; Sokolowski, J.; Wang, W.; Shao, Y. Oxygen Evolution Reaction in Alkaline Environment: Material Challenges and Solutions. Adv. Funct. Mater. 2022, 32, 2110036. [Google Scholar] [CrossRef]
- Lao, M.; Li, P.; Jiang, Y.; Pan, H.; Dou, S.X.; Sun, W. From fundamentals and theories to heterostructured electrocatalyst design: An in-depth understanding of alkaline hydrogen evolution reaction. Nano Energy 2022, 98, 107231. [Google Scholar] [CrossRef]
- Alkaline electrolyzer and water isolated. https://stock.adobe.com/pl/images/id/818720025?clickref=1101lyKmqIyD&mv=affiliate&mv2=Freepik&as_camptype=&as_channel=affiliate&as_source=partnerize&as_campaign=Freepik&as_content=api&as_audience=404&sdid=6WTV6YJ5. (accessed on 6 July 2024).
- Yodwong, B.; Guilbert, D.; Phattanasak, M.; Kaewmanee, W.; Hinaje, M.; Vitale, G. Proton Exchange Membrane Electrolyzer Modeling for Power Electronics Control: A Short Review. C 2020, 6, 29. [Google Scholar] [CrossRef]
- Wang, Y.; Pang, Y.; Xu, H.; Martinez, A.; Chen, K.S. PEM Fuel cell and electrolysis cell technologies and hydrogen infrastructure development – a review. Energy Environ. Sci. 2022, 15, 2288. [Google Scholar] [CrossRef]
- Scheepers, F.; Stähler, M.; Stähler, A.; Rauls, E.; Müller, M.; Carmo, M.; Lehnert, W. Improving the Efficiency of PEM Electrolyzers through Membrane-Specific Pressure Optimization. Energies 2020, 13, 612. [Google Scholar] [CrossRef]
- Mohamed, A.; Ibrahem, H.; Yang, R.; Kim, K. Optimization of Proton Exchange Membrane Electrolyzer Cell Design Using Machine Learning. Energies 2022, 15, 6657. [Google Scholar] [CrossRef]
- Perović, K.; Morović, S.; Jukić, A.; Košutić, K. Alternative to Conventional Solutions in the Development of Membranes and Hydrogen Evolution Electrocatalysts for Application in Proton Exchange Membrane Water Electrolysis: A Review. Materials 2023, 16, 6319. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Cao, X.; Jiao, L. PEM water electrolysis for hydrogen production: fundamentals, advances, and prospects. Carb. Neutrality 2022, 1, 21. [Google Scholar] [CrossRef]
- Minimalist and Photorealistic Image of a PEM Fuel Cell, Showcasing Technological Sophistication and Commercial Potential. https://stock.adobe.com/pl/search?get_facets=1&order=relevance&safe_search=1&search_page=1&k=PEM+fuel+cell&filters%5Bcontent_type%3Aphoto%5D=1&filters%5Bcontent_type%3Azip_vector%5D=1&clickref=1101lyKmtyqm&mv=affiliate&mv2=Freepik&as_camptype=&as_channel=affiliate&as_source=partnerize&as_campaign=Freepik&as_content=api&as_audience=srp&sdid=6WTV6YJ5&asset_id=727872286. (accessed on 6 July 2024).
- Afroze, S.; Sofri, A.N.S.B.; Reza, M.S.; Iskakova, Z.B.; Kabyshev, A.; Kuterbekov, K.A.; Bekmyrza, K.Z.; Taimuratova, L.; Uddin, M.R.; Azad, A.K. Solar-Powered Water Electrolysis Using Hybrid Solid Oxide Electrolyzer Cell (SOEC) for Green Hydrogen—A Review. Energies 2023, 16, 7794. [Google Scholar] [CrossRef]
- Vidas, L.; Castro, R. Recent Developments on Hydrogen Production Technologies: State-of-the-Art Review with a Focus on Green-Electrolysis. Appl. Sci. 2021, 11, 11363. [Google Scholar] [CrossRef]
- Srinivas, S.; Dhanushkodi, S.R.; Chidambaram, R.K.; Skrzyniowska, D.; Korzen, A.; Taler, J. Benchmarking Electrolytes for the Solid Oxide Electrolyzer Using a Finite Element Model. Energies 2023, 16, 6419. [Google Scholar] [CrossRef]
- Léon, A.; Micero, A.; Ludwig, B.; Brisse, A. Effect of scaling-up on the performance and degradation of long-term operated electrolyte supported solid oxide cell, stack and module in electrolysis mode. J. Power Sources 2021, 510, 230346. [Google Scholar] [CrossRef]
- Wolf, S.E.; Winterhalder, F.E.; Vibhu, V.; de Haart, L.G.J.; Guillon, O.; Eichel, R.-A.; Menzler, N.H. Solid oxide electrolysis cells–current material development and industrial application. J. Mater. Chem. A 2023, 11, 17977–18028. [Google Scholar] [CrossRef]
- Wolf, S.E.; Vibhu, V.; Tröster, E.; Vinke, I.C.; Eichel, R.-A.; de Haart, L.G.J. Steam Electrolysis vs. Co-Electrolysis: Mechanistic Studies of Long-Term Solid Oxide Electrolysis Cells. Energies 2022, 15, 5449. [Google Scholar] [CrossRef]
- Hauch, A.; Blennow, P. Solid oxide electrolysis cells–Interplay between operating conditions, fuel electrode overpotential and degradation. Solid State Ion. 2023, 391, 116127. [Google Scholar] [CrossRef]
- Hydrogeninsight. Electrolysers. World’s largest solid-oxide hydrogen electrolyser installed at Nasa facility in California. https://www.hydrogeninsight.com/electrolysers/world-s-largest-solid-oxide-hydrogen-electrolyser-installed-at-nasa-facility-in-california/2-1-1445358?zephr_sso_ott=6ovF9u. (accessed on 16 July 2024).
- Liu, L.; Ma, H.; Khan, M.; Hsiao, B.S. Recent Advances and Challenges in Anion Exchange Membranes Development/Application for Water Electrolysis: A Review. Membranes 2024, 14, 85. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Baek, J.-B. The promise of hydrogen production from alkaline anion exchange membrane electrolyzers. Nano Energy 2021, 87, 106162. [Google Scholar] [CrossRef]
- Li, D.; Motz, A.R.; Bae, C.; Fujimoto, C.; Yang, G.; Zhang, F-Y.; Ayers, K.E.; Kim, Y.S. Durability of anion exchange membrane water electrolyzers. Energy Environ. Sci. 2021, 14, 3393. [Google Scholar] [CrossRef]
- Santoro, C.; Lavacchi, A.; Mustarelli, P.; Di Noto, V.; Elbaz, L.; Dekel, D.R.; Jaouen, F. What is Next in Anion-Exchange Membrane Water Electrolyzers? Bottlenecks, Benefits, and Future. ChemSusChem. 2022, 15, e202200027. [Google Scholar] [CrossRef] [PubMed]
- Miller, H.A.; Bouzek, K.; Hnat, J.; Loos, S.; Bernäcker, C.I.; Weißgärber, T.; Röntzsch, L.; Meier-Haack, J. Green hydrogen from anion exchange membrane water electrolysis: a review of recent developments in critical materials and operating conditions. Sustain. Energy Fuels 2020, 4, 2114. [Google Scholar] [CrossRef]
- Noor Azam, A.M.I.; Ragunathan, T.; Zulkefli, N.N.; Masdar, M.S.; Majlan, E.H.; Mohamad Yunus, R.; Shamsul, N.S.; Husaini, T.; Shaffee, S.N.A. Investigation of Performance of Anion Exchange Membrane (AEM) Electrolysis with Different Operating Conditions. Polymers 2023, 15, 1301. [Google Scholar] [CrossRef] [PubMed]
- Du, N.; Roy, C.; Peach, R.; Turnbull, M.; Thiele, S.; Bock, C. Anion-Exchange Membrane Water Electrolyzers. Chem. Rev. 2022, 122, 11830–11895. [Google Scholar] [CrossRef]
- Enapter. AEM Flex 120: The electrolyser fitting your production needs. https://www.enapter.com/aem-electrolysers/aem-flex-120. (accessed on 17 July 2024).
Figure 1.
Primary energy consumption by source, World, 2022 [7].
Figure 1.
Primary energy consumption by source, World, 2022 [7].
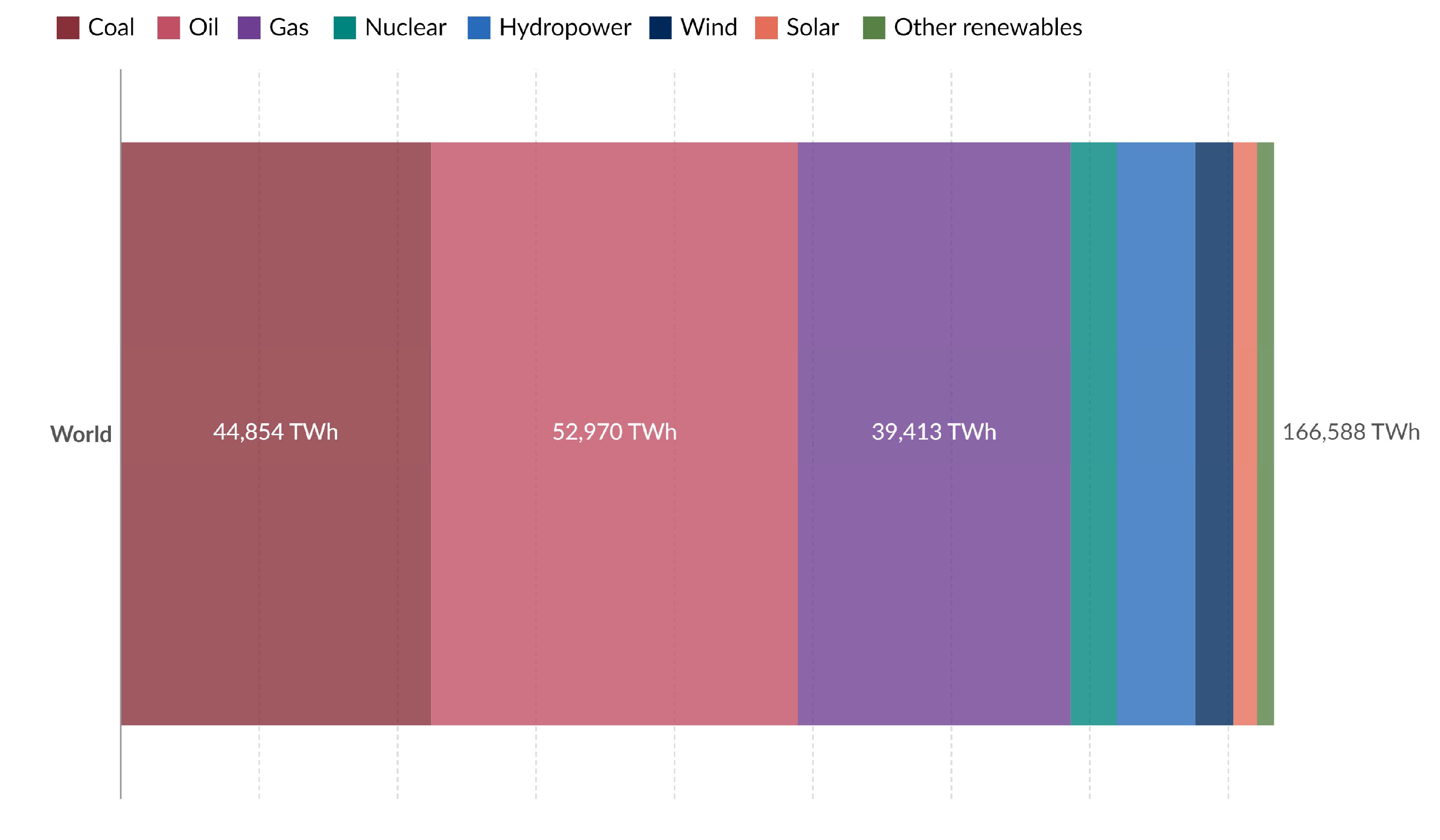
Figure 2.
Electricity production from fossil fuels, nuclear and renewable, World [8].
Figure 2.
Electricity production from fossil fuels, nuclear and renewable, World [8].
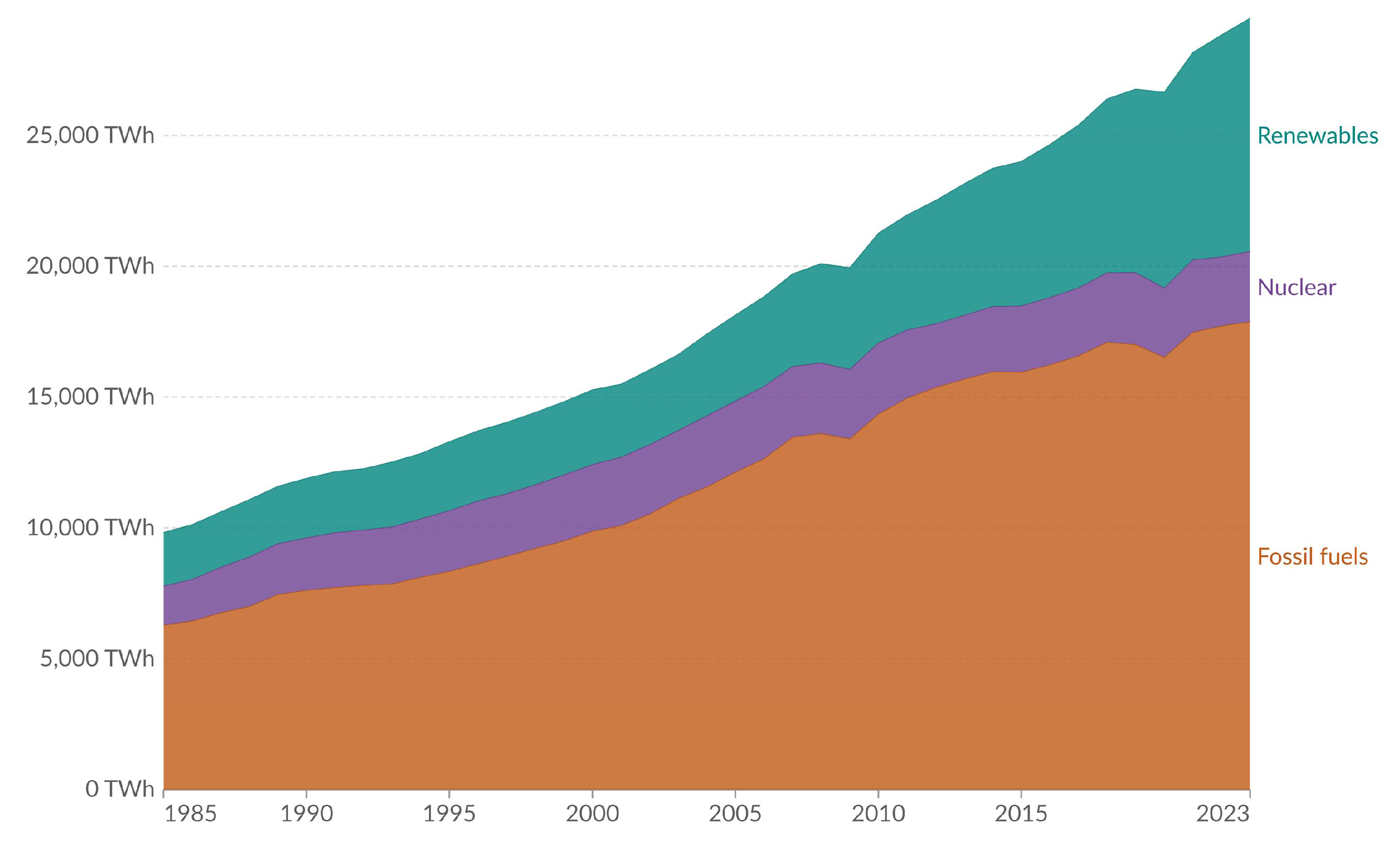
Figure 3.
Hydrogen Economy (HE) tasks towards green hydrogen: (a) A concept of green hydrogen production through water electrolysis (stage I) [81]; (b) Green hydrogen purification and transmission (stage II) [82]; (c) Green hydrogen storage (stage III) [83]; (d) Green hydrogen conversion by fuel cells (stage IV) [84].
Figure 3.
Hydrogen Economy (HE) tasks towards green hydrogen: (a) A concept of green hydrogen production through water electrolysis (stage I) [81]; (b) Green hydrogen purification and transmission (stage II) [82]; (c) Green hydrogen storage (stage III) [83]; (d) Green hydrogen conversion by fuel cells (stage IV) [84].

Figure 4.
Hydrogen production mix, 2020 and 2021 [109].
Figure 4.
Hydrogen production mix, 2020 and 2021 [109].
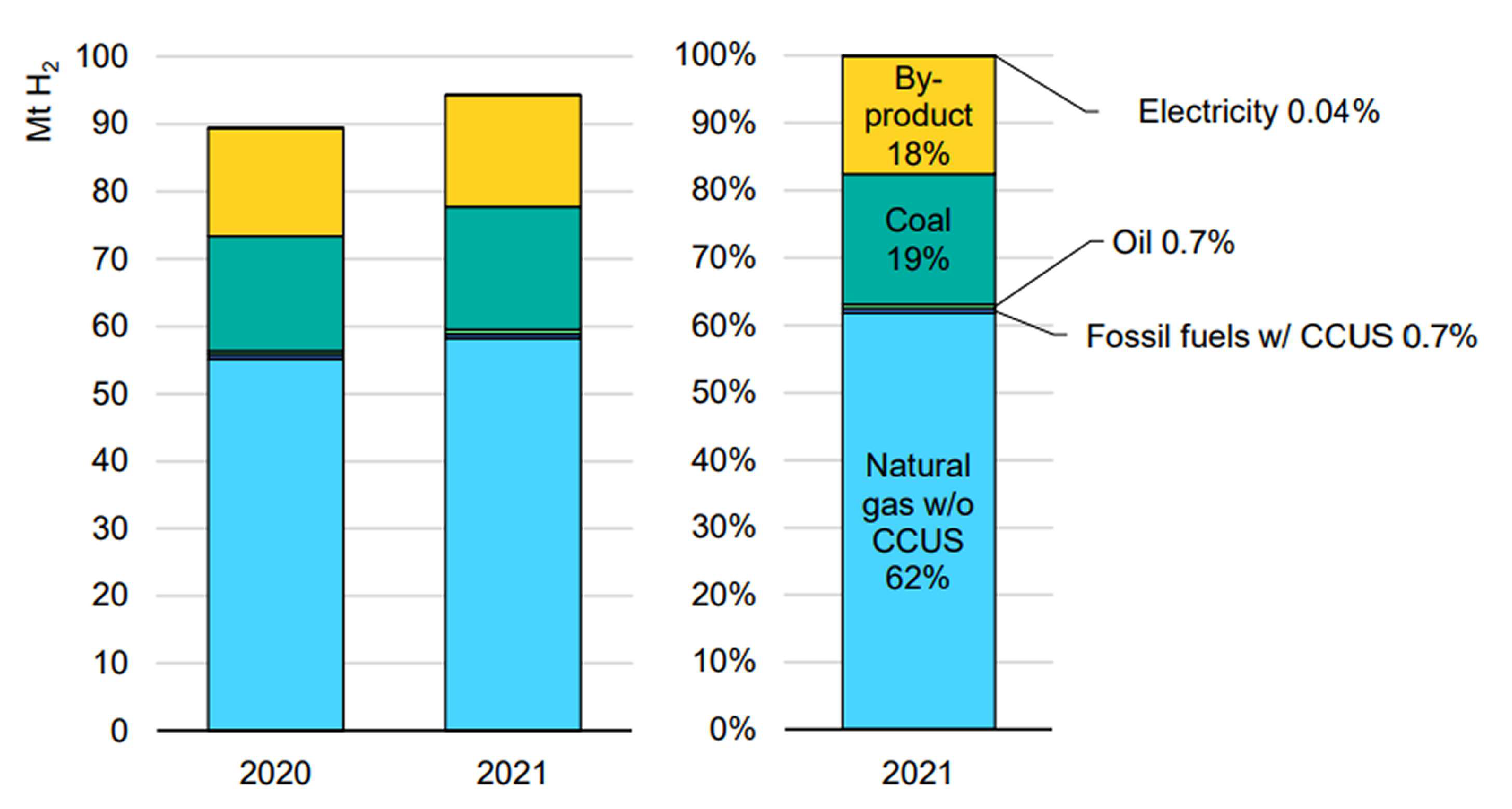
Figure 5.
Type of hydrogen production: (a) Grey hydrogen [110]; (b) Blue hydrogen [111]; (c) Green hydrogen [112]; (d) Pink hydrogen [113].
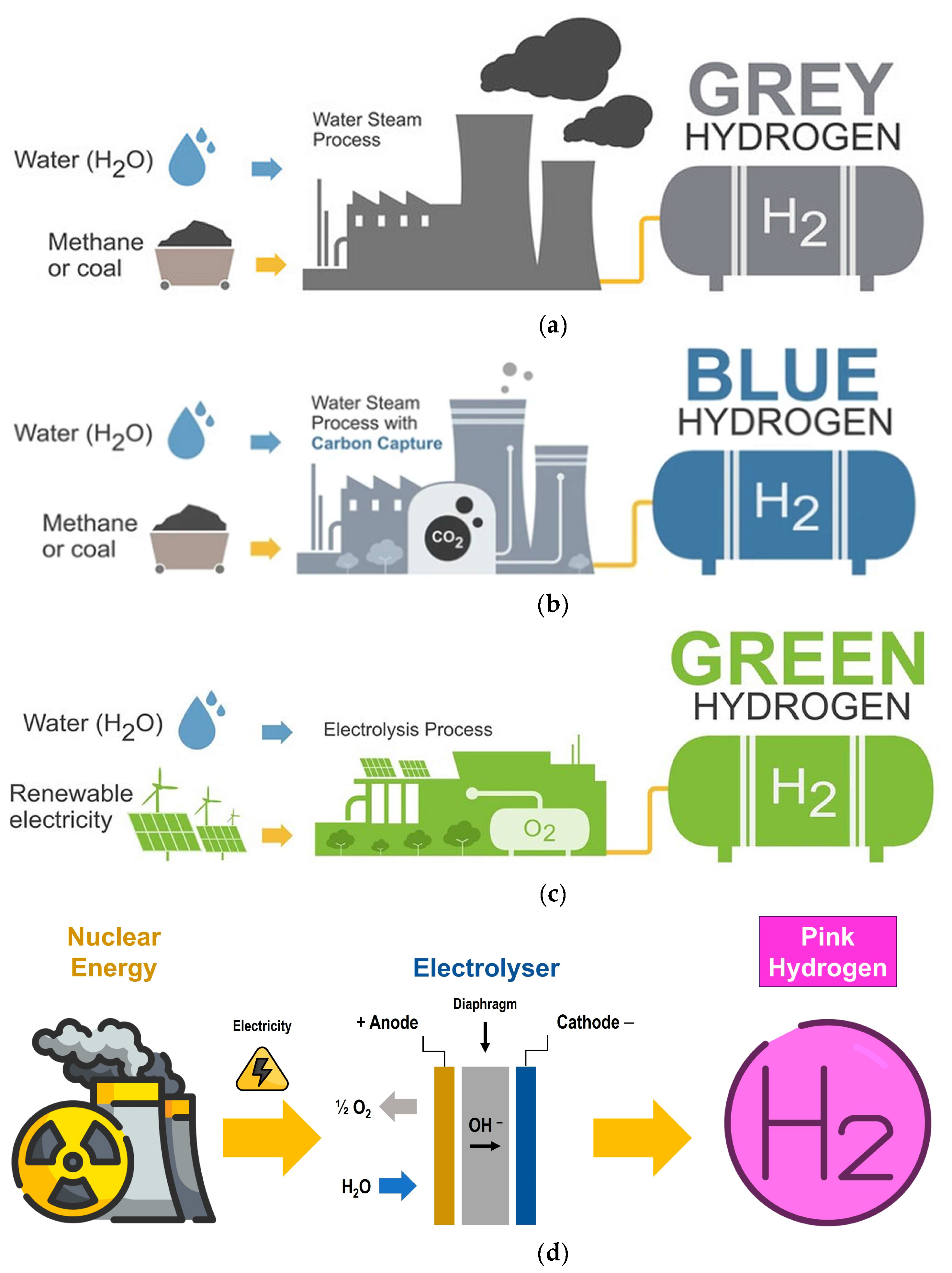
Figure 6.
Electrolysis of water [121].
Figure 6.
Electrolysis of water [121].
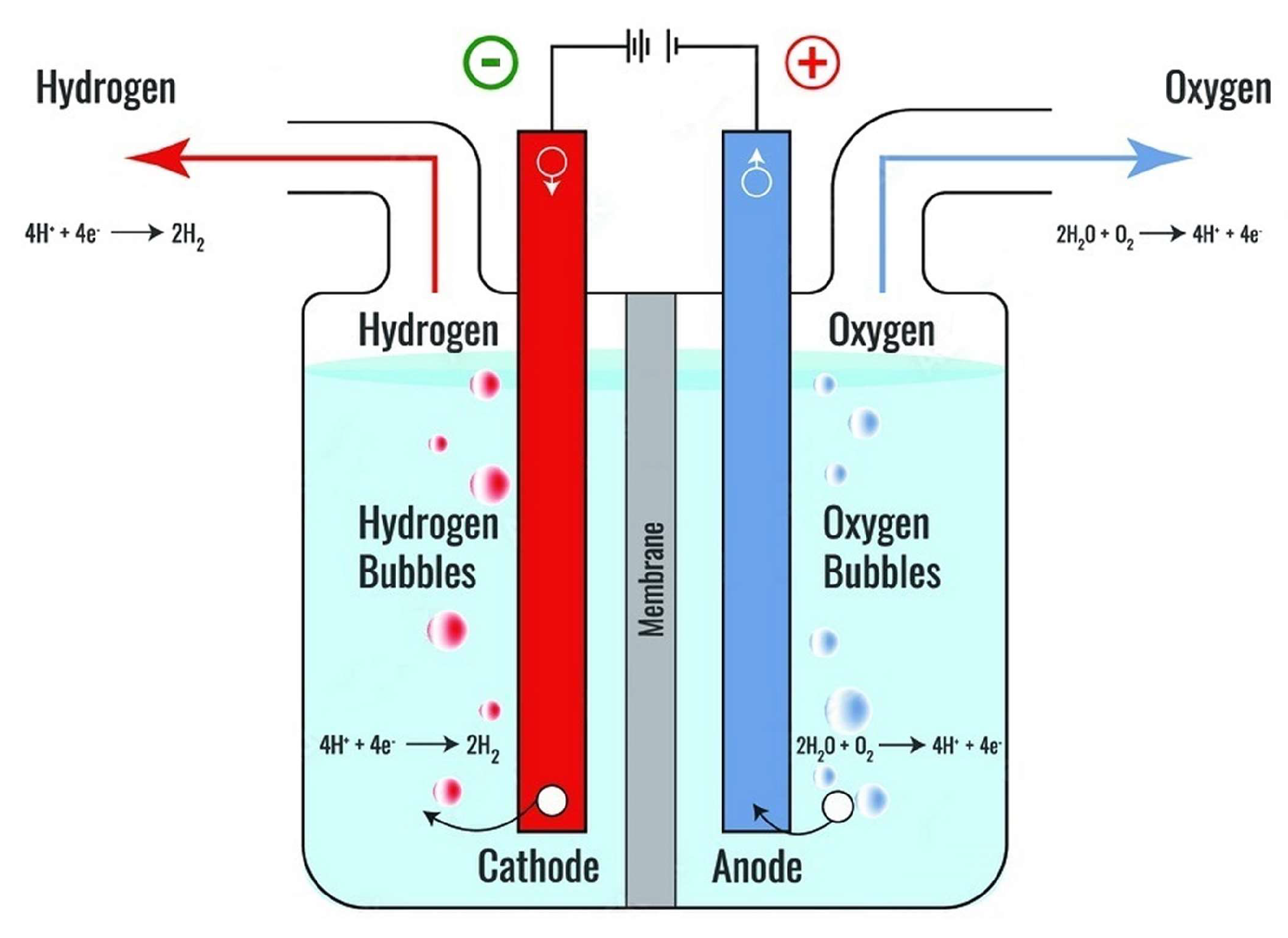
Figure 7.
Type of electrolyzer: (a) Alkaline electrolyzer (AE) and water isolated [127]; (b) Principle of AE [124].
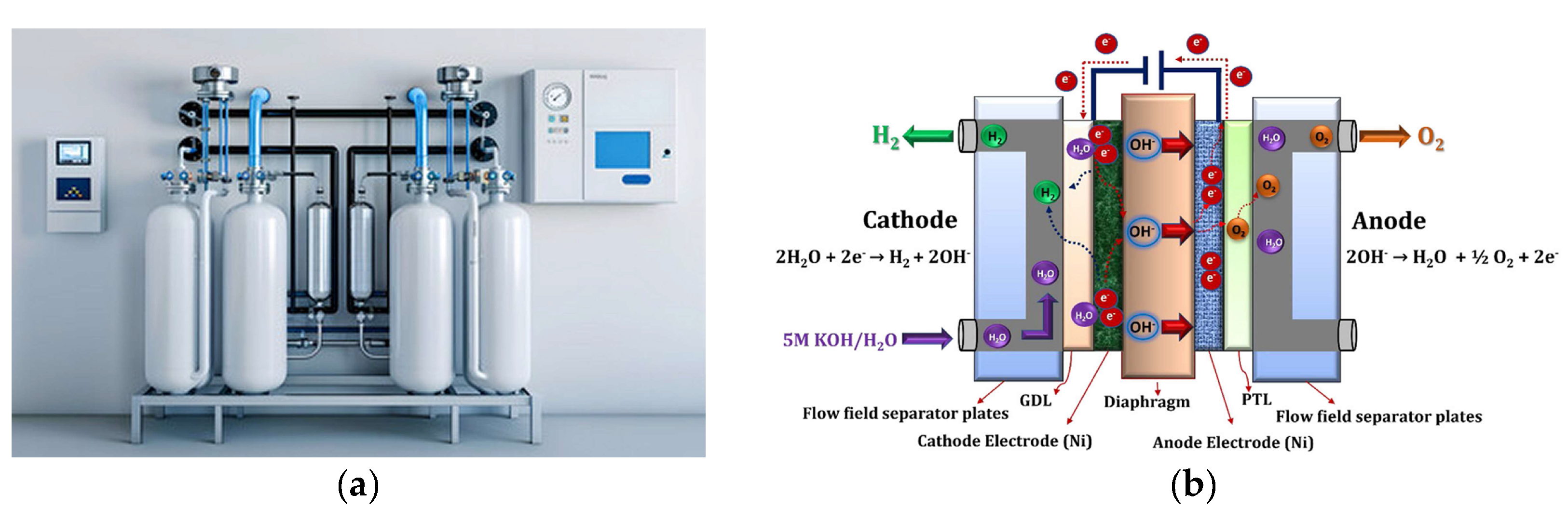
Figure 8.
Type of electrolyzer: (a) Proton exchange membrane (PEM) electrolyzer [134]; (b) Principle of PEM [124].
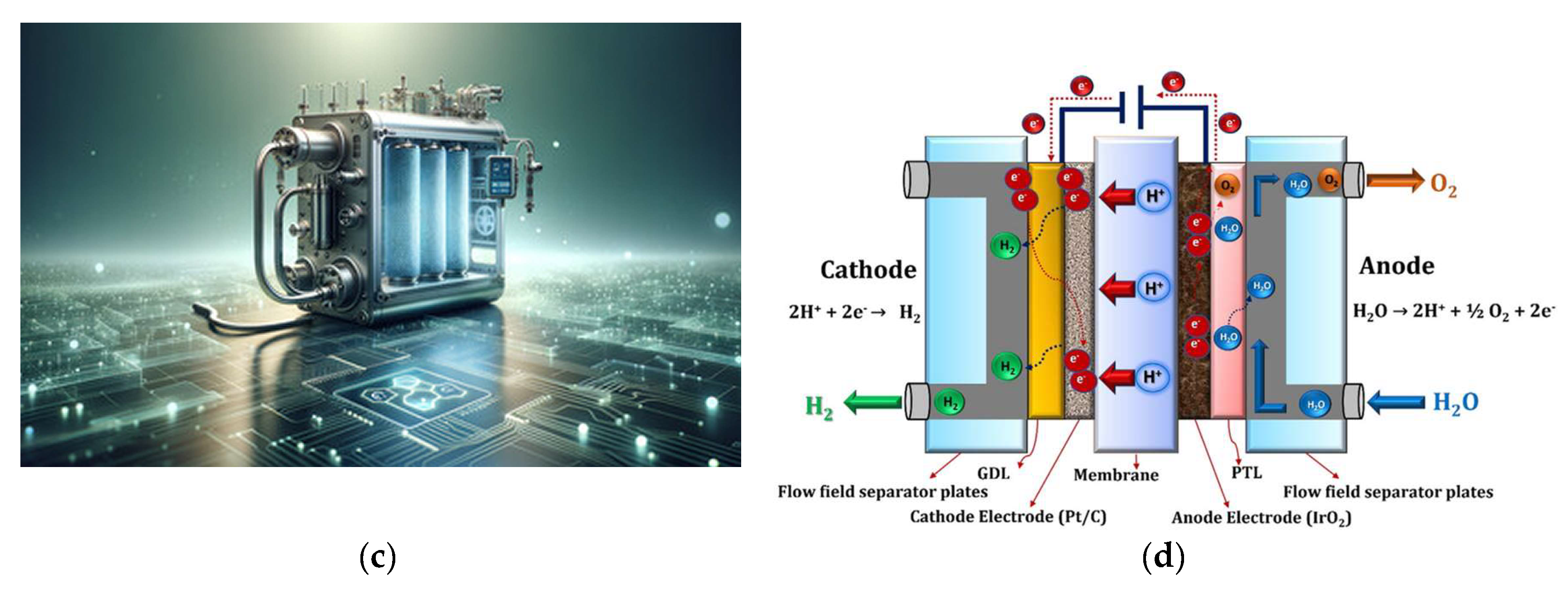
Figure 9.
Type of electrolyzer: (a) Solid oxide electrolyzer (SOE) [142]; (b) Principle of SOE [124].
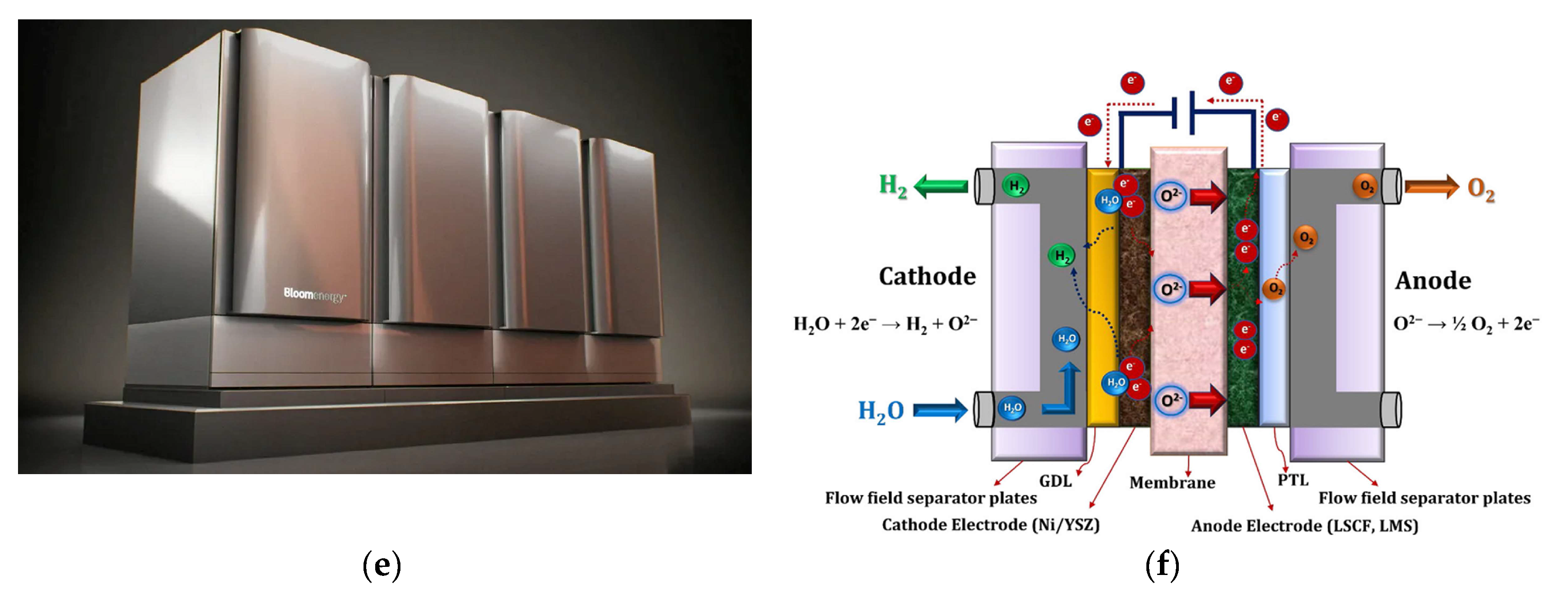
Figure 10.
Type of electrolyzer: (a) Anion exchange membrane (AEM) electrolyzer [150]; (b) Principle of AEM [124].
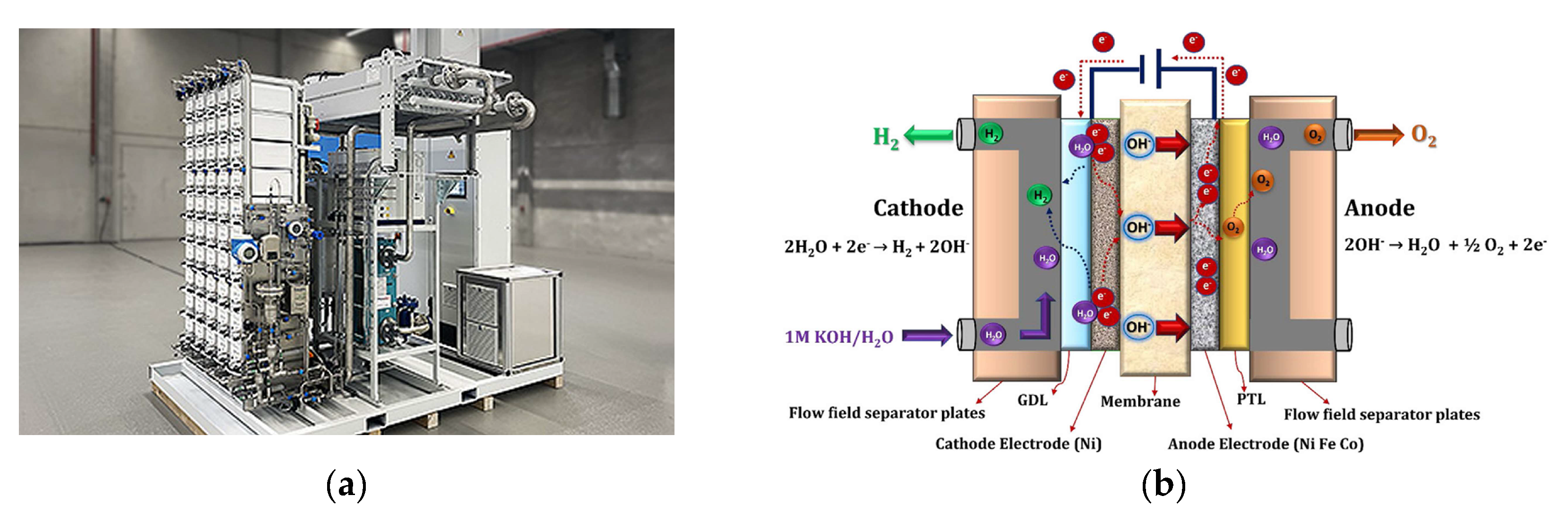

Table 1.
The advantages of green hydrogen, produced from renewable energy sources through the electrolysis of water, over grey hydrogen, which is produced from fossil fuels, typically via SMR of natural gas.
Table 1.
The advantages of green hydrogen, produced from renewable energy sources through the electrolysis of water, over grey hydrogen, which is produced from fossil fuels, typically via SMR of natural gas.
| Advantage | Grey hydrogen | Green hydrogen |
|---|---|---|
| Environmental benefits |
|
|
| Renewable and sustainable |
|
|
| Energy security |
|
|
| Versatility |
|
|
| Economic opportunities |
|
|
| Health and air quality |
|
|
| Technological innovation |
|
|
Table 2.
Components and materials of AEs, PEM eletrolyzers, AEM electrolyzers, and SOEs technology, where: PFSA − Perfluoroacidsulfonic, PTFE − Polytetrafluoroethylene, ETFE − Ethylene Tetrafluorethylene, PSF − poly(bisphenol-A sulfone), PSU − Polysulfone, YSZ − yttriastabilized zirconia, DVB − divinylbenzene, PPS − Polyphenylene sulphide, LSCF − La0.58Sr0.4Co0.2Fe0.8O3-δ, LSM − (La1-xSrx)1-yMnO3 [21].
Table 2.
Components and materials of AEs, PEM eletrolyzers, AEM electrolyzers, and SOEs technology, where: PFSA − Perfluoroacidsulfonic, PTFE − Polytetrafluoroethylene, ETFE − Ethylene Tetrafluorethylene, PSF − poly(bisphenol-A sulfone), PSU − Polysulfone, YSZ − yttriastabilized zirconia, DVB − divinylbenzene, PPS − Polyphenylene sulphide, LSCF − La0.58Sr0.4Co0.2Fe0.8O3-δ, LSM − (La1-xSrx)1-yMnO3 [21].
| Component | AEs | PEM electrolyzers | AEM electrolyzers | SOEs |
|---|---|---|---|---|
| Electrolyte | KOH 5−7 mol L−1 | PFSA membranes | DVB polymer support with KOH or NaHCO3 1 mol L−1 | Yttria-stabilized Zirconia (YSZ) |
| Separator | ZrO2 stabilized with PPS mesh | Solid electrolyte | Solid electrolyte | Solid electrolyte |
| Electrode/catalyst (oxygen side) |
Nickel coated perforated stainless steel |
Iridium oxide | High surface area Ni or NiFeCo alloys |
Perovskite-type (e.g., LSCF, LSM) |
| Electrode/catalyst (hydrogen side) |
Nickel coated perforated stainless steel |
Platinum nanoparticles on carbon black |
High surface area Nickel |
Ni/YSZ |
| Porous transport layer Anode |
Nickel mesh (not always present) |
Platinum coated sintered porous titanium |
Nickel foam | Coarse Nickel-mesh or foam |
| Porous transport layer Cathode | Nickel mesh | Sintered porous titanium or carbon cloth |
Nickel foam or carbon cloth | None |
| Bipolar plate anode | Nickel-coated stainless steel | Platinum-coated Titanium |
Nickel-coated stainless steel | None |
| Bipolar plate cathode | Nickel-coated stainless steel | Gold-coated titanium | Nickel-coated stainless steel | Cobalt-coated stainless steel |
| Frames and sealing | PSU, PTFE, EPDM | PTFE, PSU, ETFE | PTFE, Silicon | Ceramic glass |
Table 3.
Operating parameters of AE, where LHV is lower heating value [21].
Table 3.
Operating parameters of AE, where LHV is lower heating value [21].
| Parameter | 2020 | Target 2050 | R&D focus |
|---|---|---|---|
| Nominal current density | 0.2−0.8 A cm−2 | > 2 A cm−2 | Diaphragm |
| Voltage range (limits) | 1.4−3 V | < 1.7 V | Catalysts |
| Operating temperature | 70−90 °C | > 90 °C | Diaphragm, frames, balance of plant components |
| Cell pressure | < 30 bar | > 70 bar | Diaphragm, cell, frames |
| Load range | 15−100 % | 5−300 % | Diaphragm |
| Hydrogen purity | 99.9−99.9998 % | > 99.9999 % | Diaphragm |
| Voltage efficiency (LHV) | 50−68 % | > 70 % | Catalysts, temperature |
| Electrical efficiency (stack) | 47−66 kWh kg−1 H2 | < 42 kWh kg−1 H2 | Diaphragm, catalysts |
| Electrical efficiency (system) | 50−78 kWh kg−1 H2 | < 45 kWh kg−1 H2 | Balance of plant |
| Lifetime (stack) | 60,000 hours | 100,000 hours | Electrodes |
| Stack unit size | 1 MW | 10 MW | Electrodes |
| Electrode area | 10,000−30,000 cm2 | 30,000 cm2 | Electrodes |
| Cold start (to nominal load) | < 50 minutes | < 30 minutes | Insulation (design) |
| Capital costs (stack) minimum 1 MW |
USD 270/kW | < USD 100/kW | Electrodes |
| Capital costs (system) minimum 10 MW |
USD 500−1000/kW | < USD 200/kW | Balance of plant |
Table 4.
Operating parameters of PEM, where: MEA − membrane electrode assembly, PTLs − porous transport layers, BPs − bipolar plates [21].
Table 4.
Operating parameters of PEM, where: MEA − membrane electrode assembly, PTLs − porous transport layers, BPs − bipolar plates [21].
| Parameter | 2020 | Target 2050 | R&D focus |
|---|---|---|---|
| Nominal current density | 1−2 A cm−2 | 4−6 A cm−2 | Design, membrane |
| Voltage range (limits) | 1.4−2.5 V | < 1.7 V | Catalyst, membrane |
| Operating temperature | 50−80 °C | 80 °C | Effect on durability |
| Cell pressure | < 30 bar | > 70 bar | Membrane, reconversion catalysts |
| Load range | 5−120 % | 5−300 % | Membrane |
| Hydrogen purity | 99.9−99.9999 % | Same | Membrane |
| Voltage efficiency (LHV) | 50−68 % | > 80 % | Catalysts |
| Electrical efficiency (stack) | 47−66 kWh kg−1 H2 | < 42 kWh kg−1 H2 | Catalysts/membrane |
| Electrical efficiency (system) | 50−83 kWh kg−1 H2 | < 45 kWh kg−1 H2 | Balance of plant |
| Lifetime (stack) | 50,000−80,000 hours | 100,000−120,000 hours | Membrane, catalysts, PTLs |
| Stack unit size | 1 MW | 10 MW | MEA, PTL |
| Electrode area | 1500 cm2 | > 10,000 cm2 | MEA, PTL |
| Cold start (to nominal load) | < 20 minutes | < 5 minutes | Insulation (design) |
| Capital costs (stack) minimum 1 MW |
USD 400/kW | < USD 100/kW | MEA, PTLs, BPs |
| Capital costs (system) minimum 10 MW |
USD 700−1400/kW | < USD 200/kW | Rectifier, water purification |
Table 5.
Components of SOE [21].
Table 5.
Components of SOE [21].
| Parameter | 2020 | Target 2050 | R&D focus |
|---|---|---|---|
| Nominal current density | 0.3−1 A cm−2 | > 2 cm−2 | Electrolyte, electrodes |
| Voltage range (limits) | 1.0−1.5 V | < 1.48 V | Catalysts |
| Operating temperature | 700−850 °C | < 600 °C | Electrolyte |
| Cell pressure | 1 bar | > 20 bar | Electrolyte, electrodes |
| Load range | 30−125 % | 0−200 % | Electrolyte, electrodes |
| Hydrogen purity | 99.9 % | > 99.9999 % | Electrolyte, electrodes |
| Voltage efficiency (LHV) | 75−85 % | > 85 % | Catalysts |
| Electrical efficiency (stack) | 35−50 kWh kg−1 H2 | < 35 kWh kg−1 H2 | Electrolyte, electrodes |
| Electrical efficiency (system) | 40−50 kWh kg−1 H2 | < 40 kWh kg−1 H2 | Balance of plant |
| Lifetime (stack) | < 20,000 hours | 80,000 hours | All |
| Stack unit size | 5 kW | 200 kW | All |
| Electrode area | 200 cm2 | 500 cm2 | All |
| Cold start (to nominal load) | > 600 minutes | < 300 minutes | Insulation (design) |
| Capital costs (stack) minimum 1 MW |
> USD 2000/kW | < USD 200/kW | Electrolyte, electrodes |
| Capital costs (system) minimum 10 MW |
Unknown | < USD 300/kW | All |
Table 6.
Operating parameters of AEM, where: MEA − membrane electrode assembly [21].
Table 6.
Operating parameters of AEM, where: MEA − membrane electrode assembly [21].
| Parameter | 2020 | Target 2050 | R&D focus |
|---|---|---|---|
| Nominal current density | 0.2−2 A cm−2 | > 2 A cm−2 | Membrane, reconversion |
| Voltage range (limits) | 1.4−2.0 V | < 2 V | Catalyst |
| Operating temperature | 40−60 °C | 80 °C | Effect on durability |
| Cell pressure | < 35 bar | > 70 bar | Membrane |
| Load range | 5−100 % | 5−200 % | Membrane |
| Hydrogen purity | 99.9−99.999 % | > 99.9999 % | Membrane |
| Voltage efficiency (LHV) | 52−67 % | > 75 % | Catalysts |
| Electrical efficiency (stack) | 51.5−66 kWh kg−1 H2 | < 42 kWh kg−1 H2 | Catalysts/membrane |
| Electrical efficiency (system) | 57−69 kWh kg−1 H2 | < 45 kWh kg−1 H2 | Balance of plant |
| Lifetime (stack) | > 5000 hours | 100,000 hours | Membrane, electrodes |
| Stack unit size | 2.5 kW | 2 MW | MEA |
| Electrode area | < 300 cm2 | 1000 cm2 | MEA |
| Cold start (to nominal load) | < 20 minutes | < 5 minutes | Insulation (design) |
| Capital costs (stack) minimum 1 MW |
Unknown | < USD 100/kW | MEA |
| Capital costs (system) minimum 10 MW |
Unknown | < USD 200/kW | Rectifier |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



