
Submitted:
15 August 2024
Posted:
16 August 2024
You are already at the latest version
Abstract
The inclusion of active materials in 3D-printed objects presents many potential applications in a variety of fields, including medicine and agriculture. Through a new three-phase coating system, we fabricate 3D objects that are printed via fused deposition modeling (FDM), with embedded functional materials. The method, namely Continuous Material Deposition on Filaments (CMDF) is based on passing a filament through a solution in which the functional substance is dissolved together with the polymer from which the filament is made. As model cases, three different types of materials were tested, Rhodamine B, ZnO nanoparticles (NPs), and Ciprofloxacin (Cip) while dissolved or dispersed in a PLA-containing solution. It was found that the properties of the coating materials are not affected by the coating and printing steps and they are maintained on the surface of the printed structure. This enabled, for example, achieving an antibacterial activity by the ZnO NPs and the controlled release of the antibiotics, Cip. Since the approach does not alter the mechanical properties of the printed structures, it offers a simple and convenient method for the introduction of a wide range of materials into 3D-printed objects.
Keywords:
3D printing
; fused deposition modeling
; preprinting
; filament treatment
; coating
; continuous material deposition on filaments (cmdf)
; PLA
; ZnO
; Rhodamine B
; ciprofloxacin
1. Introduction
Among a large number of 3D printing techniques, fused deposition modeling (FDM) is probably the most common. Therefore, introducing new functional filaments for FDM opens additional avenues for various applications. In recent years, FDM printing has gained a lot of interest in the improvement of the process and achieving printed objects with improved properties. This includes incorporating various materials within the filaments,[1,2] study of new polymers as filaments,[3,4,5] insertion of fibers in the nozzle directly during printing,[6,7] and localized re-heating of the deposited filament through radiation or heat [8,9,10,11,12,13] to name a few. Modifications to manufactured FDM-printed objects can be carried out during filament fabrication (premanufacturing treatment), directly on a manufactured filament before printing (preprinting treatment), or after performing the printing process (post-printing treatment). Premanufacturing treatments are often done by applying some sort of modification or addition to the polymer pellets before the production of the filament, common examples to the addition of additive materials to the process or treating the polymer pallets before melting them (i.e., by grafting or oil casting) [14]. Post-printing is far more common than preprinting processes and usually involves surface treatment such as dip coating,[15] spray coating,[16,17] and electroless plating [18,19] among others. Two key approaches are used for preprinting treatments, the first, and seemingly more common, utilizes the swelling nature of certain polymers when immersed in organic solvents as a method of inserting additives into the filament, [20,21,22] while the other is based on the adsorption of additive materials as coatings [23,24,25].
Preprinting treatment holds certain advantages over post-printing, which include improved uniformity of the added material in the printed samples, stronger binding, and a ready-to-use object upon printing. An interesting comparison between post- and preprinting treatments was reported by Farto-Vaamonde et al., who incorporated antibiotics and carvacrol into polylactic acid (PLA) [26,27]. They found a strong effect on the release rates of the embedded materials, where preprinting showed a slower delayed release.
Despite the clear advantages of preprinting treatment over post-printing, it does bear certain additional challenges, such as the need to ensure a uniform layer coating before and after the printing process, the high temperature encountered during the FDM printing, and the unfit geometry of the filament to certain coating processes, such as spraying and spin coating. Therefore, most studies turn to post-printing or premanufacturing of the filament as a method of sample modification. Among the studies that are focused on preprinting treatment, the majority utilize the swelling nature of the polymers to include active materials. Only a handful of reports applied a preprinting modification through the adsorption of additive materials dissolved in a solution containing the same polymer as the filament. Francis et al. applied this method to acrylonitrile butadiene styrene filaments, carrying montmorillonite-based nanocomposites into the forming layer, thus, improving both the relative permittivity and mechanical properties of the printed samples [28]. Wang et. al., wrapped hydroxyapatite nanoparticles (NPs) with PLA before attaching them to PLA filaments as coatings, attempting to better meet the physical requirements of load-bearing bone implants [29]. This preprinting approach is appealing and adaptable as it results in a uniformity of the active material as long as it can be attracted to the dissolved polymer, and allows the functionalization of filaments without changing their printability.
Despite that, certain problems and limitations need to be overcome; Often preprinting treatment of filaments is carried out by cutting them prior to the treatment and remelting them together afterwards [26,27,28]. This adds a challenge, as should the seams not be perfectly aligned, the printer might clog during printing, and the amount of filament drawn by the motors might be inconstant. Certain studies overcome this problem by treating the entire filament [25,29]. However, in those cases large volumes of the coating solutions were necessary, and the filaments needed to be separated when the coating material caused the formation of bundles of filaments. Sweeney et al. suggested a continuous system, termed continuous bath coating, where the filament was withdrawn through a coating solution, solving the cutting and rebinding or bundling of the filament challenges [30,31,32]. A major flaw of the continuous bath coating approach stems from the friction acting on the filament during the process, resulting in an uneven coating. Another challenge of the continuous bath coating approach as well as the other methods, arises from the volatility (and toxicity) of the organic solvents used, which gradually change the concentration of the additives and the dissolved polymer, thus affecting the coated layer on the filament.
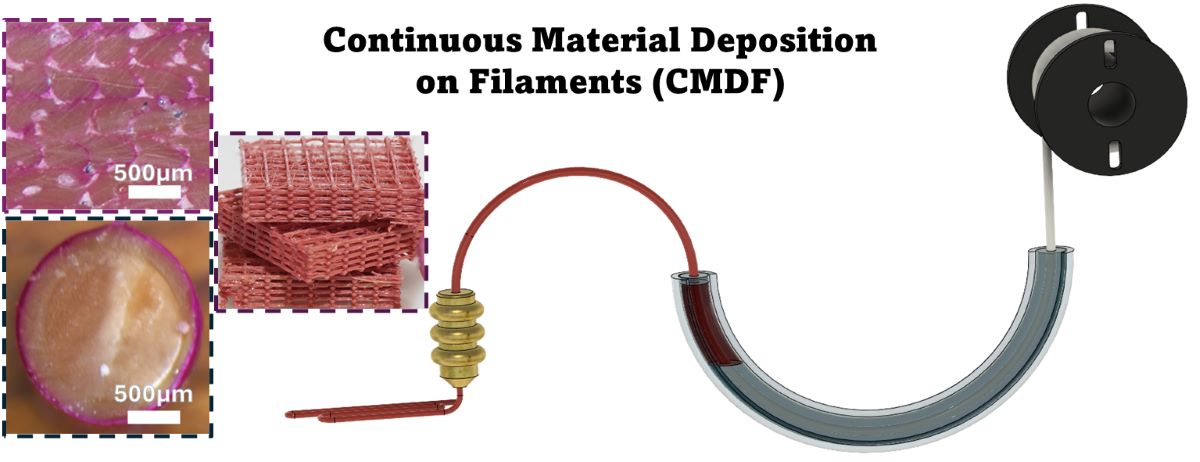
In view of the above, an improved preprinting treatment system for filaments, where the filament does not come in contact with the bath walls during the process and the evaporation of the organic solvent is slowed, could perform better. Our approach for the preprinting treatment of FDM filaments is presented schematically in Figure 1: the filament is immersed within a half-circular tube containing an aqueous salt solution, with a PLA-saturated dichloromethane (DCM)/tetrahydrofuran (THF) (1:1 v/v) solution on top of the aqueous solution, covered at the end with a distilled water layer. By this design, the potential friction from the surfaces of the bath is completely avoided by pulling the filament in one direction only during the coating and the initial drying step. Furthermore, the evaporation of the organic phase is greatly diminished by covering the DCM/THF with a water layer.
Using this novel design we have successfully coated a PLA filament with either Rhodamine B as a model material, antibacterial ZnO NPs, and the antibiotics Ciprofloxacin (Cip). We have found that the filaments were evenly and uniformly coated, the coatings have survived the printing process, and the coated materials showed high activity in the printed structures, despite the low amount of material used per filament length.
2. Materials and Methods
2.1. Materials
PLA filaments were purchased from Esun (Chi Minh, Vietnam) and PRUSA (Prague, Czech Republic). Most chemicals were purchased from Sigma-Aldrich-Merck: Rhodamine B, potassium nitrate ≥99.0%, ZnO NPs (nanopowder, <100 nm particle size), sodium phosphate monobasic (AR), sodium phosphate dibasic (AR), hydrochloric acid 32%, and zincon monosodium salt. Edible NaCl was used. BACTO agar, BACTO yeast extract, and BACTO tryptone were from Thermofisher Scientific (Bleiswijk, Netherlands). Solvents, including dichloromethane (DCM), tetrahydrofuran (THF), and acetonitrile (ACN) were purchased from BioLab Ltd. (Jerusalem, Israel). Ciprofloxacin ≥ 99% was provided by TZAMAL-D-CHEM (Petach Tikva, Israel). The bacteria Escherichia coli (E. Coli) and Staphylococcus aureus (S.Aureus.) were cultivated in-house.
2.2. Instruments
A Prusa i3 MK3S+ 3D printer and the slicer software used, Pruseslicer 2.5.2, were ordered and downloaded from PRUSA (Prague, Czech Republic). An orbital shaker incubator (MRC, Holon, Israel) was used for cultivating the bacteria and simulating body-mimicking conditions, and a 3150 Tuttnaur autoclave was used for sterilization. The mechanical properties were measured with an Instron 3345 (Instron, Norwood, MA, USA). Images of the samples were taken using a fluorescence microscope (Axio Scope.A1, Carl Zeiss, Germany) with a 543 nm excitation and 565 nm emission filter, and optical microscopes, Carl Zeiss (Jena, Germany), and an Olympus BX60 (Tokyo, Japan). UV-Vis spectroscopy measurements were done using a UV-1900i UV-VIS Shimadzu Spectrophotometer (Nakagyo-ku, Kyoto, Japan).
2.3. Methods
2.3.1. Coating Solution Preparation
10 mL of DCM and 10 mL of THF are first stirred at 600 rpm, at 38 °C in a closed glass vial. Clear PLA filament is added and dissolved under continuous stirring. After 30 minutes, when no solid PLA strands are visible in the solution, the active material, e.g., Rhodamine B, is added. The solution is stirred for an additional 5 minutes after the solution is visibly homogenous.
2.3.2. Coating Setup
The semicircle glass tube (shown schematically in Figure 1 and a photo in Figure 2) of the coating system was constructed with glassware used for organic synthesis, i.e., two vacuum and thermometer adapters. A new strand of filament is guided inside the tube using a small, motorized wheel (Figure 2A) moving the filament at a speed of 7.5 cm∙min−1. Firstly, the filament moves through a saturated NaCl and KNO3 solution (Figure 2A-Sec. 1). This is the only section where the filament comes in contact with the bath walls. Next, the filament is pulled through the hydrophobic DCM/THF phase (Figure 2A-Sec. 2). The dissolved PLA in this solution precipitates onto the surface of the passing filament, trapping the active materials from the solution with it. In the following section, the coated filament goes through a thin layer of distilled water (Figure 2A-Sec. 3) which cleans the filament and also serves as a barrier between the organic phase and the environment, preventing direct evaporation. Between the bath and the motor collecting the product (Figure 2A-Sec. 5), the coating is dried upon exposure to air (Figure 2A-Sec. 4). Keeping the distance between the distilled water phase and the collecting motor longer than 20 cm, causes the filament to dry sufficiently to be rolled and collected. The color of the filament changes according to the added material (Figure 2B). The filament was dried for an additional 4 hours at 50-60 °C. Thermally sensitive materials, such as Cip, were not dried using a second step.
2.3.3. FDM Printing
The desired objects were sliced using Pruseslicer 2.5.2 software and printed by a Mk3S+ Prusa FDM printer. The most printed objects were disks (10 mm diameter, 3 mm height) for the antibacterial measurements and kinetics release experiments. In addition, doggy bone shapes for mechanical testing and aligned rectangular cuboids (where all layers were printed facing the same orientation instead of the 90° default) for microscopy imaging. The printing parameters are described in Table S1 in the supporting information.
2.3.4. Antibacterial Tests
The antibacterial activity was tested as described previously, with a method based on optical density (O.D.) measurements [33,34]. The viability percentage was estimated according to:
where O.D.s and O.D.c are the average optical densities of the samples and the control, respectively. The control experiments were performed for filaments coated with the same PLA coating solution but without the ZnO NPs. Each assay was performed five times, and the control group was tested for every individual plate.
2.3.5. Leaching of Zn(II) and Presence of Zn(II) in Samples
The leaching of Zn(II) ions was determined by measuring the absorptance of the zinc-Zincon complex spectrophotometrically [35]. Printed samples with different concentrations of ZnO NPs were placed in 10 mL sterilized phosphate-buffered saline (PBS) under shaking (120 rpm, 37 °C). The concentration of Zn(II) ions was measured every week for 9 weeks. For determining the total amount of Zn in printed samples or in treated filaments, a known mass was immersed in 3 ml of 5 M NaOH solution (to decompose the PLA) for 3 days (120 rpm, 37 °C). The pH of the solution was then acidified using 800 µl of HCl 32% to completely dissolve any ZnO NPs. After 2 days, the solution was diluted to a final volume of 10 ml with borate buffer 0.5 M pH 9. A sample of 100 µL was further diluted with 850 µL of borate buffer and 50 µL of Zincon solution 1.6 mM and measured spectrophotometrically at 615 nm. The concentrations were determined by comparing the absorbance to that of a calibration curve obtained from known concentrations of ZnCl2.
2.3.6. Tensile Testing
The Young’s modulus (E) was measured using doggybone samples, printed in two orientations, XY samples, and Z samples (Figure S1), testing the mechanical properties of the mesh and the adhesion between layers. All measurements occurred under a tension speed of 5 mm/min at room temperature.
2.3.7. Cip release and Entrapment
The release of Cip from samples immersed in 10 mL PBS under incubation (120 rpm, 37 °C) was followed periodically (up to 35 days) by measuring the absorptance at 271 nm. To determine the total amount of Cip within printed samples, the samples were first dissolved in ACN, followed by adding 0.1 M HCl to cause PLA precipitation, obtaining the PLA-free Cip solution (Figures S2-S4).
3. Results and Discussion
The essence of CMDF involves passing a polymeric filament through a saturated solution of the filament material and the substance to be embedded. Specifically, we demonstrate the scope of this approach by coating a PLA filament with Rhodamine B, ZnO NPs, and Cip, followed by their 3D printing.
3.1. Rhodamine B Coating
Rhodamine B was initially used as a model material, due to its intense color and fluorescence. The cross-section of the filament that passed through the coating solution containing 45 mM of Rhodamine B is shown in Figure 3. The optical images show a clear and homogenous coating of the filament with a thickness of approximately 45 μm (based on the cross-section image). Further imaging using fluorescence microscopy (Figure 4) shows that Rhodamine B coats the periphery of the filament with a thin and uniform layer, which maintains its integrity quite well upon printing. Notice (Figure 3 and Figure 4) that the filament that is originally ca. 1.8 mm in diameter decreases to a structure that is approximately 0.4 mm x 0.35 mm due to the passage through a 0.4 mm nozzle and a layer height (determined by the software) of 0.35 mm, respectively. Hence, the microscope images confirm that the coating around the filament is kept after printing as a thin layer, allowing for the introduction of the material to the printed sample in distinct locations. Keeping the coating as an outer brim enables controlling only the surface properties with no changes to the bulk of the material.
3.2. ZnO NP Coating
Nanomaterials are particles with at least one dimension below 100 nm. The most studied nanomaterials are NPs, benefiting medicine, energy harvesting and storage, and sensing. The inclusion of nanomaterials within 3D objects can bring unique advantages. Metal oxide NPs, such as ZnO, are among the most promising materials for medical implants because of their potent antimicrobial activity, including antibiotic-resistant bacteria [36]. ZnO NPs are low-toxicity, FDA-approved materials, with broad applications, as highly efficient antibacterial and antifungal materials [37]. Therefore, we evaluated the applicability of our system for ZnO NPs. The resulting printed objects should have a uniform coating around and along the filament, and provide an antibacterial activity without affecting the mechanical properties of the PLA. Accordingly, we applied CMDF to coat the PLA filament by passing it through a dispersion of ZnO NPs, as described in section 2.3.2. The amount of ZnO around the filament (Figure 5) and the printed samples (Figure 6) was analyzed by a spectrophotometric method based on the complexation by Zincon, for samples obtained by dissolving the PLA in NaOH and adjusting the acidity (see Section 2.3.5).
The amount of ZnO NPs was evaluated along the filament length and as a function of ZnO concentration in the coating dispersion. As seen in Figure 5, the amount of Zn in all sections within the first meter of the filament decreases, until reaching a constant value. We expect this trend to continue for long filaments, changing only after a noticeable reduction of the concentration of ZnO NPs in the coating solution. For example, 35 m of filament coating would cause a decrease of only 5% ZnO NPs in the dispersion. This indicates that CMDF holds great promise for the treatment of long filaments. A second interesting finding concerns the significant increase of Zn in the printed samples as a result of increasing the concentration of dissolved PLA in the coating dispersion, as appears in Figure 6. This alludes to an interaction between the PLA and the ZnO NPs, which is supported by the fact that the addition of PLA in the ZnO NPs solution increases the dispersion stability and prevents the aggregation of the NPs (Figure S5).
Obtaining long-lasting antibacterial surfaces based on metal oxide NPs requires minimal leaching of the inorganic material. Hence, we examined the leaching of Zn(II) ions over time from the coated printed samples placed in a PBS solution (120 rpm at 37 °C) for 9 weeks. Less than 5 μg of Zn(II) ions leaching out of every gram of printed samples was detected after 9 weeks (less than 2.5% loss), implying very high durability of the additive NPs within the polymer.
Tensile strength testing was carried out to ensure that the mechanical properties of the filaments did not change during the coating process. Hence, the following filaments were tested after being printed doggybones in two orientations, XY and Z (Fig. S1): filaments that were not coated, filaments coated using 10 and 20 mg/ml of dissolved PLA without any added material, and filaments coated with up to 15 mg/ml ZnO NPs. XY samples were printed with the large face of the structure on the heated bed, thus enabling testing the PLA strands melted one onto the other at 90° layers. Z samples were printed upwards, applying the pressure of the Ingstrom machine during the measurement against the layers’ connection. It was found that the addition of the additives, i.e., PLA and ZnO NPs, did not affect the Young modulus (E) of all printed structures, at the two orientations (EXY= 530 ± 40 MPa. EZ= 510 ± 10 MPa). This lack of changes indicates that the bulk properties after coating and printing are unaffected.
ZnO NPs are often used for biological applications due to their effective antibacterial properties and structure-dependent physicochemical properties [38]. Therefore, we conducted antibacterial tests to assess the effectiveness of the coating on the printed samples (Figure 7). The test involved measuring the optical density of the solution containing the bacteria left after being exposed for four hours to the printed samples, and an additional 20 hours of incubation inside Lysogeny broth (LB). Hence, the lower the O.D., the higher the antibacterial activity (see section 2.3.4 for more details).
Three important trends can be seen in Figure 7: i) As expected, the more ZnO NPs present in the coating process, the stronger the antibacterial effect is. ii) Unexpectedly, the gram-negative E.Coli showed stronger viability than the gram-positive S.Aureus, requiring more ZnO NPs to prohibit its extermination. This stands against numerous studies and theories regarding the weaker resistance of gram-negative bacteria to metal oxide NPs in general, and the activity of ZnO NPs against E.Coli in comparison to S.Aureus in particular [36,39]. iii) A stronger or equal antibacterial activity against E.Coli was found for all ZnO NP concentrations higher than 5 mg/ml when 10 mg/ml of PLA was used. We recall that the amount of ZnO NPs increases with that of PLA in the coating solution (Figure 6). For this reason, we expected to find a greater eradication of bacteria on samples made with 20 mg/ml of PLA (as seen for S.Aureus) against both bacteria.
The two surprising trends can be explained through possible compatibilities between E.Coli and FDM-printed PLA samples. We hypothesize that the cracks and pores on the sample’s surface are compatible with the growth pattern of E.Coli, thus acting as an optimal breeding site for the pathogen. Coating made using a high concentration of PLA could have resulted in a greater abundance of defects in the filament and print or a looser layer, providing additional optimal sites for bacteria growth. This claim is supported by the higher O.D. found of bacteria upon 20 and 10 mg/ml of dissolved PLA samples where no ZnO NPs were suspended (1.7±0.3 and 1.5±0.1 a.u. after 20 hours of incubation, respectively). However, an in-depth comparison of the growth speed of the different bacteria colonies on FDM-printed samples is beyond the scope of this research.
In summary, ZnO NPs dispersed in a hydrophobic phase for a long period were used to homogeneously coat a PLA filament. The embedded ZnO NPs were stable in the printed objects for nine weeks under physiological conditions, and showed high antibacterial activity against both gram-negative and gram-positive bacteria, indicating their potential use in biological implants and prostheses.
3.3. Cip Coating
To further test other capabilities of CMDF, we loaded small organic molecules and followed their rate of release and kinetics involved. The model material was Ciprofloxacin (Cip), known for its broad spectrum of antibacterial activity, possible anticancer activity, and relative ease of detection [40,41]. Cip is a proper candidate for such tests, as it has already shown in-vivo promise as a medical additive for preprinting surgical implants in rabbits [22].
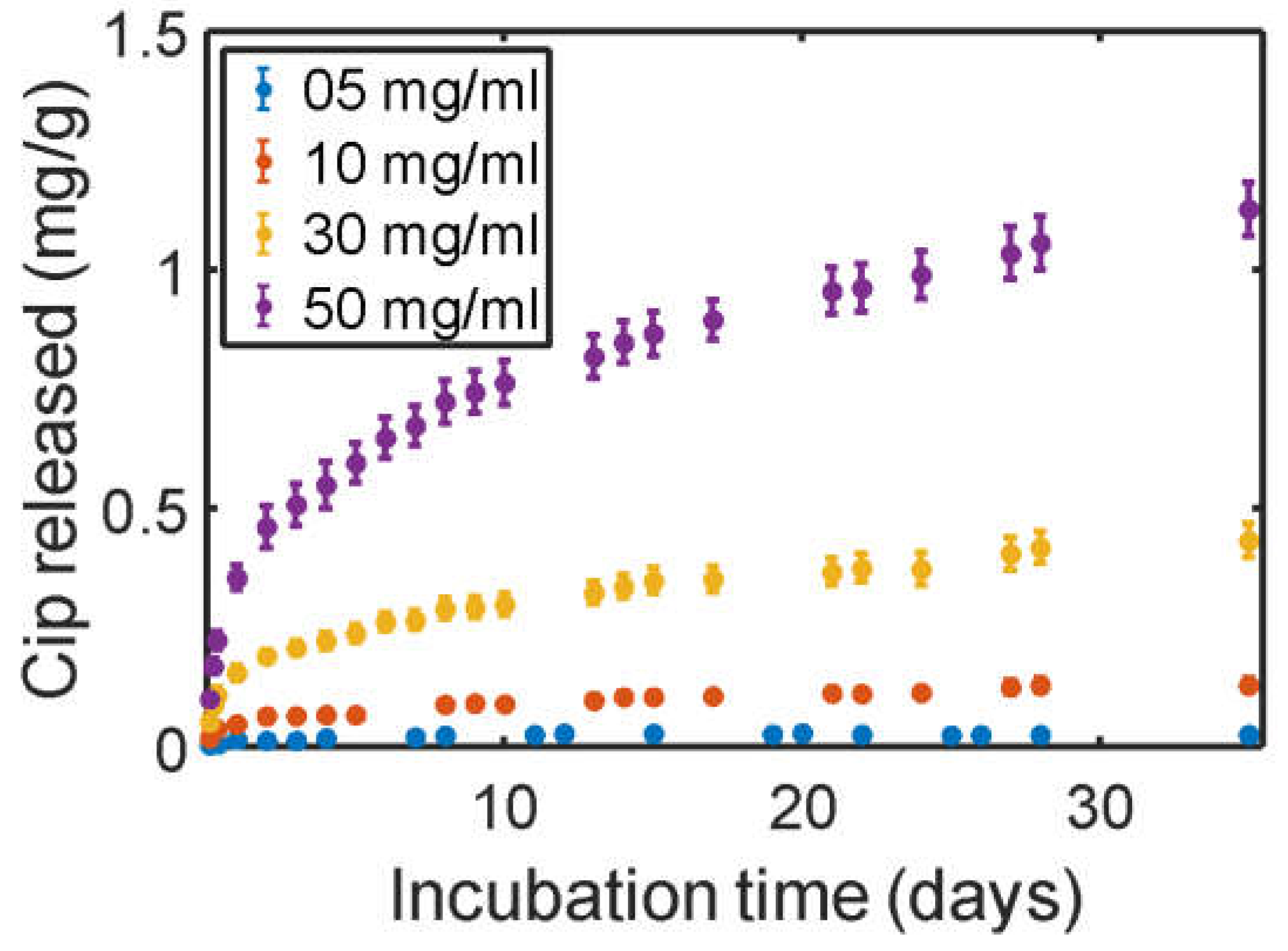
The release profile of the Cip was followed through UV light absorption measurements for an incubation time in PBS for up to 35 days (Figure 8), for Printed samples coated in a solution containing 20 mg/ml PLA and 5 to 50 mg/ml dissolved Cip.
It was found that the release profile closely matches the Ritger-Peppas theoretical and empirical model for material diffusion out of a reservoir-type device (Figure S6). In that model, the diffusing materials are non-covalently embedded within a polymeric structure and are released under a rate-controlling polymeric membrane through pores [23]. It should be noted that we also carried out antibacterial tests and found full eradication of both bacteria by the printed samples containing Cip. As the applied method consists of prolonged direct exposure of highly concentrated bacteria suspension in small volumes and the surface, and clear direct Cip release was found, the result is as expected.
4. Conclusions
Continuous Material Deposition on Filaments (CMDF) is a new approach for the in-situ continuous coating of FDM filaments for 3D printing. This is based on passing the filament through a solution in which the coating material is dissolved or dispersed together with the polymer from which the filament is made. This approach shows promising results in forming thin homogeneous layers on a polymeric filament for FDM printing, enabling a variety of active materials to be easily and effectively embedded within 3D structures printed by FDM technology. As model demonstrations, both small organic molecules and metal oxide NPs were successfully coated in a thin layer onto the filament, which is also preserved during the printing of the 3D structures. The functionality of the embedded material is demonstrated in a prolonged antibacterial activity due to coating the filament with ZnO NPs and the controlled release of the antibiotic Cip. Importantly, the method does not alter the mechanical properties of the printed structures. Considering the promising results, the simplicity of the method, and the construction of the fabrication setup, we expect that CMDF Can be adapted for rapidly imparting a functional property in commercially available fillaments, under proper tailoring of the composition of the coating materials.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org.
Author Contributions
“Conceptualization, G. Naim and D. Mandler; methodology, G. Naim, S. Magdassi, and D. Mandler; validation, G. Naim; formal analysis, G. Naim; investigation, G. Naim; resources, D. Mandler and S. Magdassi; data curation, G. Naim; writing—original draft preparation, G. Naim; writing—review and editing, G. Naim, S. Magdassi and D. Mandler; supervision, S. Magdassi, and D. Mandler; project administration, D. Mandler and S. Magdassi; funding acquisition, D. Mandler and S. Magdassi. All authors have read and agreed to the published version of the manuscript.
Funding
The Hebrew University Center for Nanoscience and Nanotechnology.
Acknowledgments
We kindly thank the Hebrew University Center for Nanoscience and Nanotechnology and their 3D & Functional Printing Center in particular.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, A. Fused deposition modelling: Current status, methodology, applications and future prospects. Additive Manufacturing 2021, 47, 102378. [Google Scholar] [CrossRef]
- Khalid, G.M.; Billa, N. Solid Dispersion Formulations by FDM 3D Printing—A Review. Pharmaceutics 2022, 14, 690. [Google Scholar] [CrossRef]
- Dey, A.; Roan Eagle, I.N.; Yodo, N. A Review on Filament Materials for Fused Filament Fabrication. Journal of Manufacturing and Materials Processing 2021, 5, 69. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. A Review of Natural Fiber-Based Filaments for 3D Printing: Filament Fabrication and Characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef] [PubMed]
- Rupp, H.; Binder, W.H. 3D Printing of Solvent-Free Supramolecular Polymers. Frontiers in Chemistry 2021, 9, 771974. [Google Scholar] [CrossRef] [PubMed]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Composites Part B-Engineering 2019, 175, 107147. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Andreu, A.; Kim, S.; Dittus, J.; Friedmann, M.; Fleischer, J.; Yoon, Y.J. Hybrid material extrusion 3D printing to strengthen interlayer adhesion through hot rolling. Additive Manufacturing 2022, 55, 102773. [Google Scholar] [CrossRef]
- Lee, J.E.; Park, S.J.; Son, Y.; Park, K.; Park, S.H. Mechanical reinforcement of additive-manufactured constructs using in situ auxiliary heating process. Additive Manufacturing 2021, 43, 101995. [Google Scholar] [CrossRef]
- Prajapati, H.; Salvi, S.S.; Ravoori, D.; Qasaimeh, M.; Adnan, A.; Jain, A. Improved print quality in fused filament fabrication through localized dispensing of hot air around the deposited filament. Additive Manufacturing 2021, 40, 101917. [Google Scholar] [CrossRef]
- Sabyrov, N.; Abilgaziyev, A.; Ali, M.H. Enhancing interlayer bonding strength of FDM 3D printing technology by diode laser-assisted system. International Journal of Advanced Manufacturing Technology 2020, 108, 603–611. [Google Scholar] [CrossRef]
- Han, P.; Tofangchi, A.; Deshpande, A.; Zhang, S.H.; Hsu, K. An approach to improve interface healing in FFF-3D printed Ultem 1010 using laser pre-deposition heating. In Proceedings of the 47th SME North American Manufacturing Research Conference (NAMRC), Penn Univ, Behrend Coll, Erie, PA, 10--14 Jun 2019; pp. 672–677. [Google Scholar]
- Ravi, A.K.; Deshpande, A.; Hsu, K.H. An in-process laser localized pre-deposition heating approach to inter-layer bond strengthening in extrusion based polymer additive manufacturing. Journal of Manufacturing Processes 2016, 24, 179–185. [Google Scholar] [CrossRef]
- Elumalai, A.; Nayak, Y.; Ganapathy, A.K.; Chen, D.; Tappa, K.; Jammalamadaka, U.; Bishop, G.; Ballard, D.H. Reverse Engineering and 3D Printing of Medical Devices for Drug Delivery and Drug-Embedded Anatomic Implants. Polymers 2023, 15, 4306. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, N.; Ghosh, C.; Sharma, V.; Roy, P.; Kumar, P. Investigations on effect of pore architectures of additively manufactured novel hydroxyapatite coated PLA/Al2O3 composite scaffold for bone tissue engineering. Rapid Prototyping Journal 2023, 29, 1061–1079. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface modification of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses. Journal of Magnesium and Alloys 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Tak, J.; Kang, D.-G.; Choi, J. A lightweight waveguide horn antenna made via 3D printing and conductive spray coating. Microwave and Optical Technology Letters 2017, 59, 727–729. [Google Scholar] [CrossRef]
- Li, J.; Wang, Y.; Xiang, G.; Liu, H.; He, J. Hybrid Additive Manufacturing Method for Selective Plating of Freeform Circuitry on 3D Printed Plastic Structure. Advanced Materials Technologies 2019, 4, 1800529. [Google Scholar] [CrossRef]
- Park, S.; Kim, S.; Park, S.; Lee, J.; Kim, H.; Kim, M. Recent Progress in Development and Applications of Ionic Polymer–Metal Composite. Micromachines 2022, 13, 1290. [Google Scholar] [CrossRef] [PubMed]
- Domsta, V.; Seidlitz, A. 3D-Printing of Drug-Eluting Implants: An Overview of the Current Developments Described in the Literature. Molecules 2021, 26, 4066. [Google Scholar] [CrossRef]
- Auriemma, G.; Tommasino, C.; Falcone, G.; Esposito, T.; Sardo, C.; Aquino, R.P. Additive Manufacturing Strategies for Personalized Drug Delivery Systems and Medical Devices: Fused Filament Fabrication and Semi Solid Extrusion. Molecules 2022, 27, 2784. [Google Scholar] [CrossRef]
- Qamar, N.; Abbas, N.; Irfan, M.; Hussain, A.; Arshad, M.S.; Latif, S.; Mehmood, F.; Ghori, M.U. Personalized 3D printed ciprofloxacin impregnated meshes for the management of hernia. Journal of Drug Delivery Science and Technology 2019, 53, 101164. [Google Scholar] [CrossRef]
- Yang, W.-W.; Pierstorff, E. Reservoir-Based Polymer Drug Delivery Systems. SLAS Technology 2012, 17, 50–58. [Google Scholar] [CrossRef]
- Shi, S.; Chen, Y.; Jing, J.; Yang, L. Preparation and 3D-printing of highly conductive polylactic acid/carbon nanotube nanocomposites via local enrichment strategy. RSC Adv 2019, 9, 29980–29986. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.; Gu, H.; Cui, C.; Hao, J. Improved mechanical properties of 3D-printed SiC/PLA composite parts by microwave heating. Journal of Materials Research 2019, 34, 3412–3419. [Google Scholar] [CrossRef]
- Farto-Vaamonde, X.; Auriemma, G.; Aquino, R.P.; Concheiro, A.; Alvarez-Lorenzo, C. Post-manufacture loading of filaments and 3D printed PLA scaffolds with prednisolone and dexamethasone for tissue regeneration applications. European Journal of Pharmaceutics and Biopharmaceutics 2019, 141, 100–110. [Google Scholar] [CrossRef] [PubMed]
- Farto-Vaamonde, X.; Diaz-Gomez, L.; Parga, A.; Otero, A.; Concheiro, A.; Alvarez-Lorenzo, C. Perimeter and carvacrol-loading regulate angiogenesis and biofilm growth in 3D printed PLA scaffolds. Journal of Controlled Release 2022, 352, 776–792. [Google Scholar] [CrossRef]
- Francis, V.; Jain, P.K. A filament modification approach for in situ ABS/OMMT nanocomposite development in extrusion-based 3D printing. Journal of the Brazilian Society of Mechanical Sciences and Engineering 2018, 40, 1–13. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Xie, M.; Zhou, Z.; Xu, H. A surface modification of polylactic acid composites for additive manufacturing with modified chopped carbon fiber and modified nano-hydroxyapatite. Polymer Composites 2022, 43, 7859–7870. [Google Scholar] [CrossRef]
- Sweeney, C.B.; Lackey, B.A.; Pospisil, M.J.; Achee, T.C.; Hicks, V.K.; Moran, A.G.; Teipel, B.R.; Saed, M.A.; Green, M.J. Welding of 3D-printed carbon nanotube-polymer composites by locally induced microwave heating. Science Advances 2017, 3, e1700262. [Google Scholar] [CrossRef]
- Sweeney, C.B.; Burnette, M.L.; Pospisil, M.J.; Shah, S.A.; Anas, M.; Teipel, B.R.; Zahner, B.S.; Staack, D.; Green, M.J. Dielectric Barrier Discharge Applicator for Heating Carbon Nanotube-Loaded Interfaces and Enhancing 3D-Printed Bond Strength. Nano Letters 2020, 20, 2310–2315. [Google Scholar] [CrossRef] [PubMed]
- Shinde, V.V.; Taylor, G.; Celestine, A.D.N.; Beckingham, B.S. Fused Filament Fabrication 3D Printing of Self-Healing High-Impact Polystyrene Thermoplastic Polymer Composites Utilizing Eco-friendly Solvent-Filled Microcapsules. Acs Applied Polymer Materials 2022, 4, 3324–3332. [Google Scholar] [CrossRef]
- Geuli, O.; Lewinstein, I.; Mandler, D. Composition-Tailoring of ZnO-Hydroxyapatite Nanocomposite as Bioactive and Antibacterial Coating. Acs Applied Nano Materials 2019, 2, 2946–2957. [Google Scholar] [CrossRef]
- Naim, G.; Bruchiel-Spanier, N.; Betsis, S.; Eliaz, N.; Mandler, D. Vat Polymerization by Three-Dimensional Printing and Curing of Antibacterial Zinc Oxide Nanoparticles Embedded in Poly(ethylene glycol) Diacrylate for Biomedical Applications. Polymers 2023, 15, 3586. [Google Scholar] [CrossRef] [PubMed]
- Sabel, C.E.; Neureuther, J.M.; Siemann, S. A spectrophotometric method for the determination of zinc, copper, and cobalt ions in metalloproteins using Zincon. Analytical Biochemistry 2010, 397, 218–226. [Google Scholar] [CrossRef] [PubMed]
- Slavin, Y.N.; Asnis, J.; Hafeli, U.O.; Bach, H. Metal nanoparticles: Understanding the mechanisms behind antibacterial activity. Journal of Nanobiotechnology 2017, 15, 1–20. [Google Scholar] [CrossRef] [PubMed]
- Czyzowska, A.; Barbasz, A. A review: Zinc oxide nanoparticles - friends or enemies? International Journal of Environmental Health Research 2022, 32, 885–901. [Google Scholar] [CrossRef] [PubMed]
- Xie, J.; Li, H.; Zhang, T.; Song, B.; Wang, X.; Gu, Z. Recent Advances in ZnO Nanomaterial-Mediated Biological Applications and Action Mechanisms. Nanomaterials 2023, 13, 1500. [Google Scholar] [CrossRef] [PubMed]
- Mendes, C.R.; Dilarri, G.; Forsan, C.F.; Sapata, V.D.M.R.; Lopes, P.R.M.; De Moraes, P.B.; Montagnolli, R.N.; Ferreira, H.; Bidoia, E.D. Antibacterial action and target mechanisms of zinc oxide nanoparticles against bacterial pathogens. Scientific Reports 2022, 12, 2658. [Google Scholar] [CrossRef]
- Kloskowski, T.; Gurtowska, N.; Drewa, T. Does ciprofloxacin have an obverse and a reverse? Pulmonary Pharmacology & Therapeutics 2010, 23, 373–375. [Google Scholar] [CrossRef]
- Zhang, G.F.; Liu, X.F.; Zhang, S.; Pan, B.F.; Liu, M.L. Ciprofloxacin derivatives and their antibacterial activities. European Journal of Medicinal Chemistry 2018, 146, 599–612. [Google Scholar] [CrossRef]
Figure 1.
A schematic representation of Continuous Material Deposition on Filaments treatment (CMDF). A new strand of filament moves through a glass tube through three different liquid phases; a salt-saturated aqueous phase, a Dichloromethane/Tetrahydrofuran (DCM/THF) hydrophobic phase (where the coating occurs), and distilled water, before being dried and printed.
Figure 1.
A schematic representation of Continuous Material Deposition on Filaments treatment (CMDF). A new strand of filament moves through a glass tube through three different liquid phases; a salt-saturated aqueous phase, a Dichloromethane/Tetrahydrofuran (DCM/THF) hydrophobic phase (where the coating occurs), and distilled water, before being dried and printed.
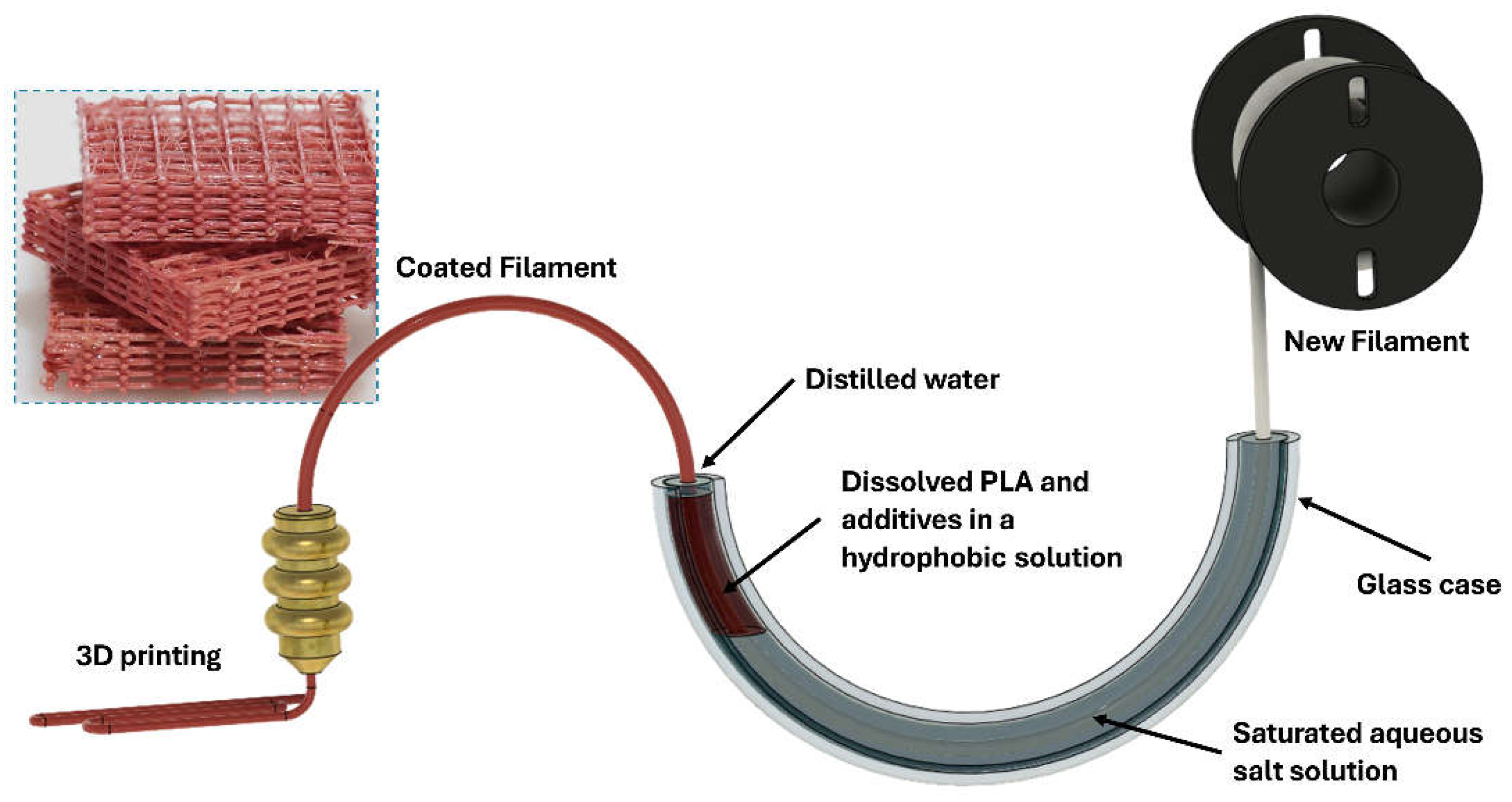
Figure 2.
(A) Photo of CMDF. (B) Treated filament before and after embedding Rhodamine B.
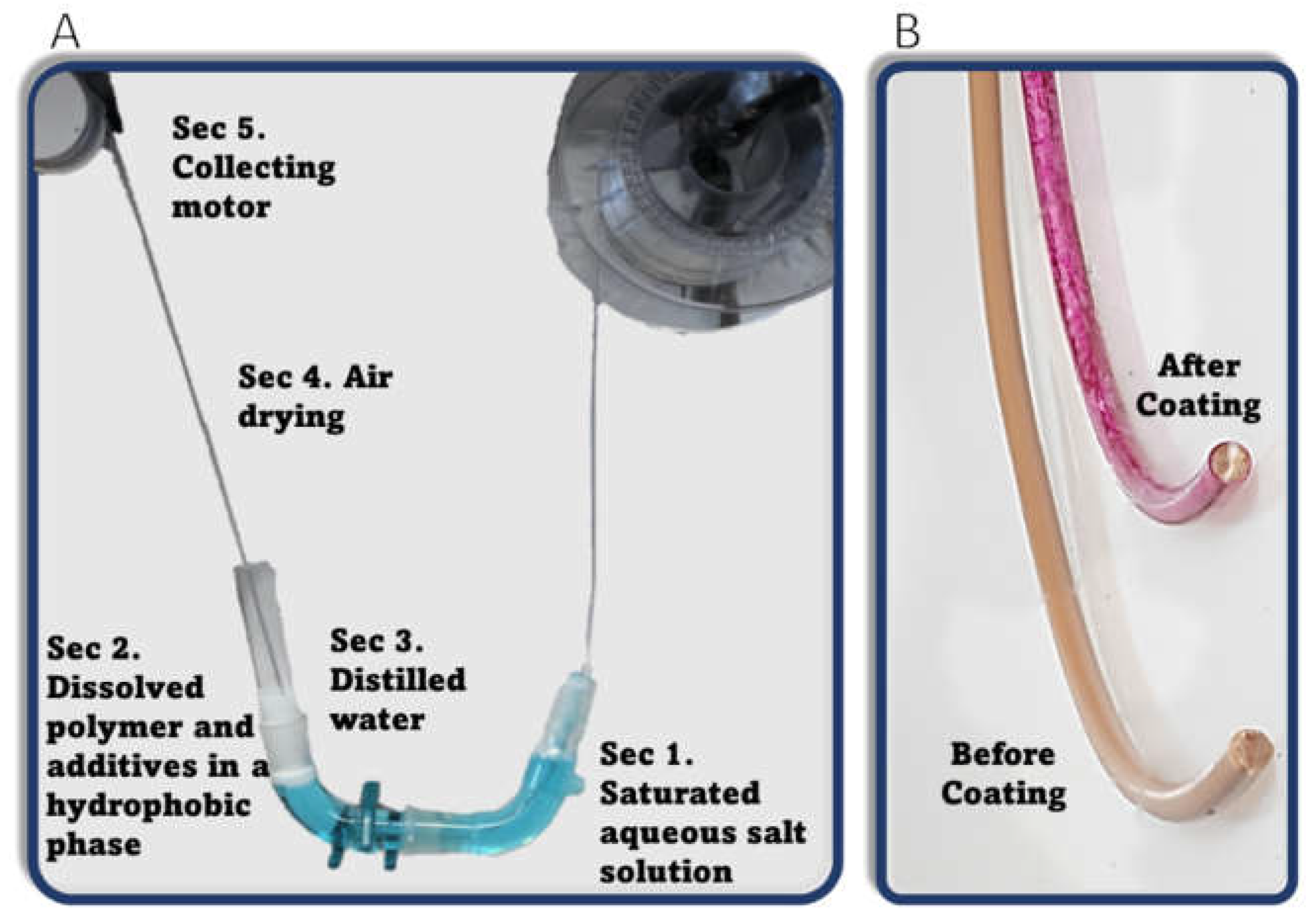
Figure 3.
(A) Coated filament and print with Rhodamine B, and cross-section optical microscopy images of (B) the printed sample and (C, D) the filament.
Figure 3.
(A) Coated filament and print with Rhodamine B, and cross-section optical microscopy images of (B) the printed sample and (C, D) the filament.
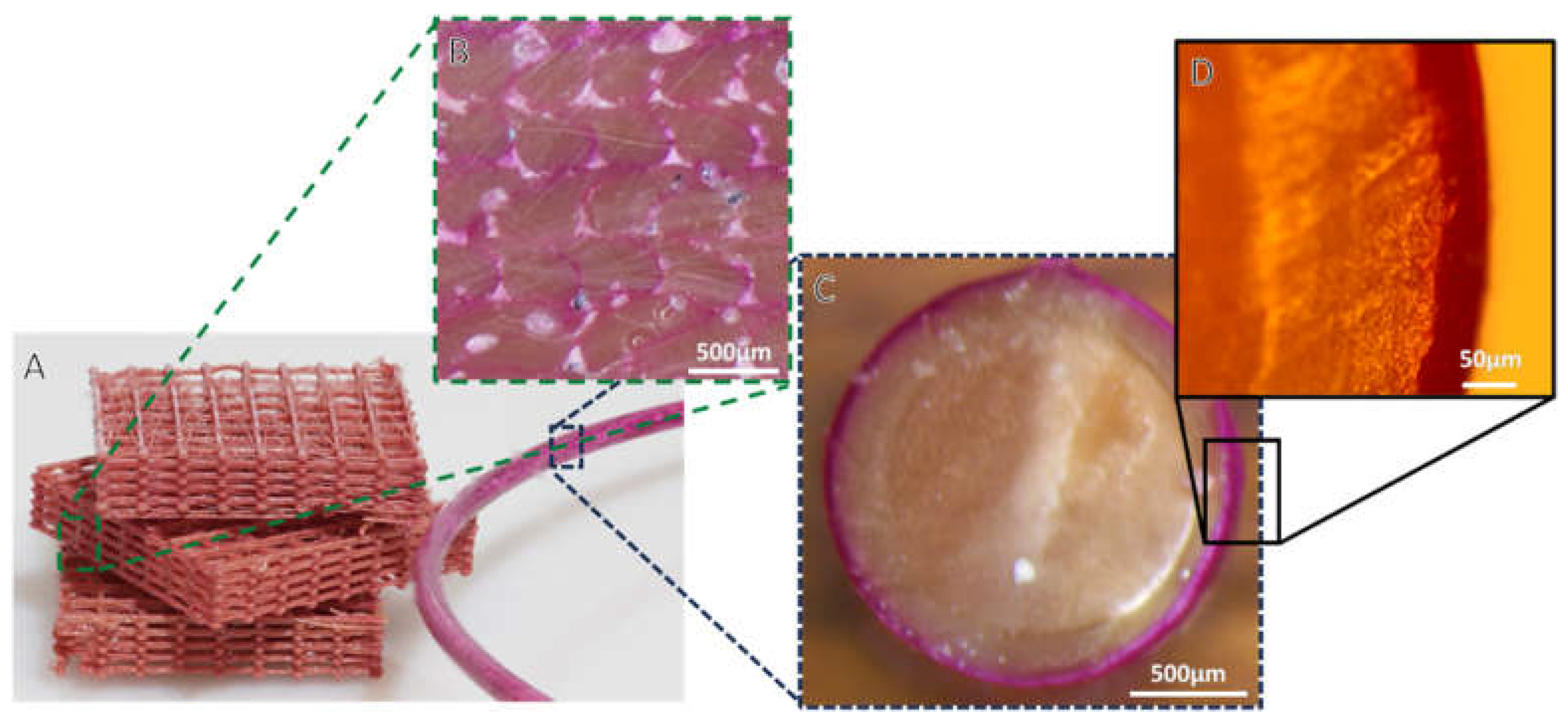
Figure 4.
Cross-section imaging by fluorescence microscopy of Rhodamine B coated filament, before (A) and after (B) printing.
Figure 4.
Cross-section imaging by fluorescence microscopy of Rhodamine B coated filament, before (A) and after (B) printing.
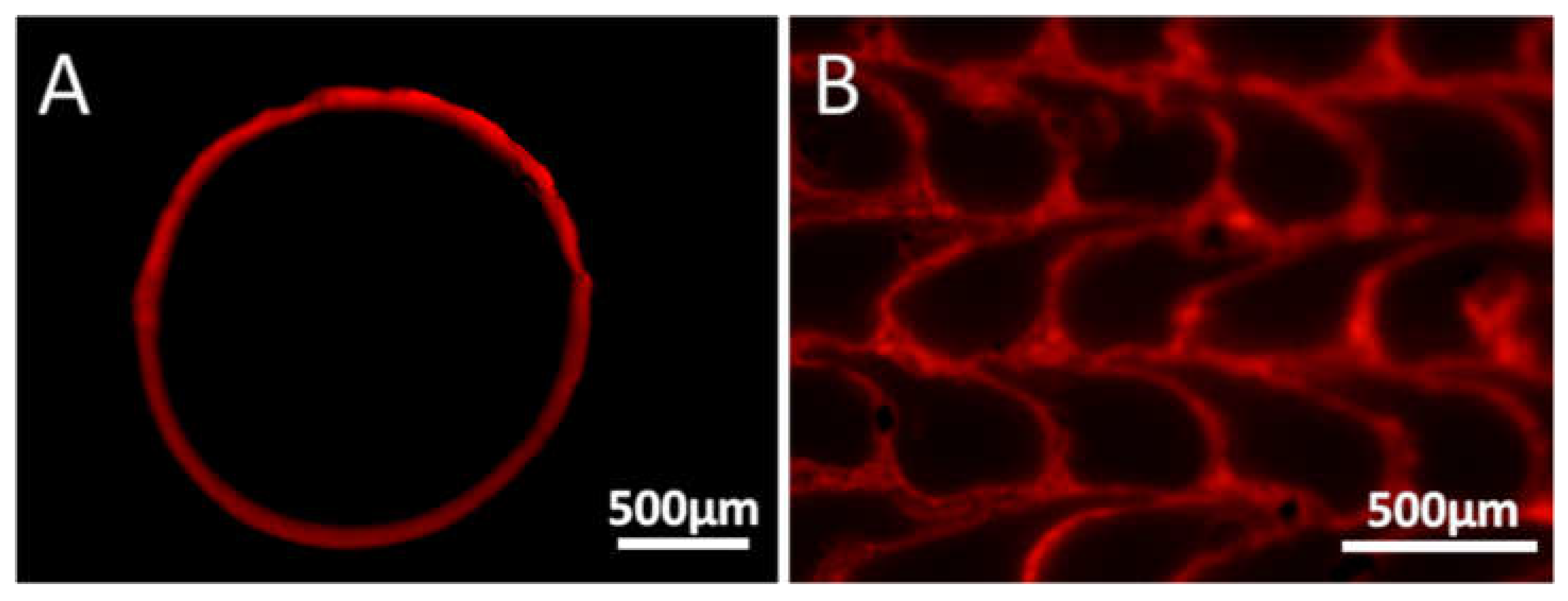
Figure 5.
Amount of Zn in a coated filament at different locations along the filament. The coating dispersion contains 20 mg/ml of polylactide acid (PLA) and 15 mg/ml of ZnO nanoparticles (NPs). Each point on the graph refers to 20 cm of filament centered at the location.
Figure 5.
Amount of Zn in a coated filament at different locations along the filament. The coating dispersion contains 20 mg/ml of polylactide acid (PLA) and 15 mg/ml of ZnO nanoparticles (NPs). Each point on the graph refers to 20 cm of filament centered at the location.
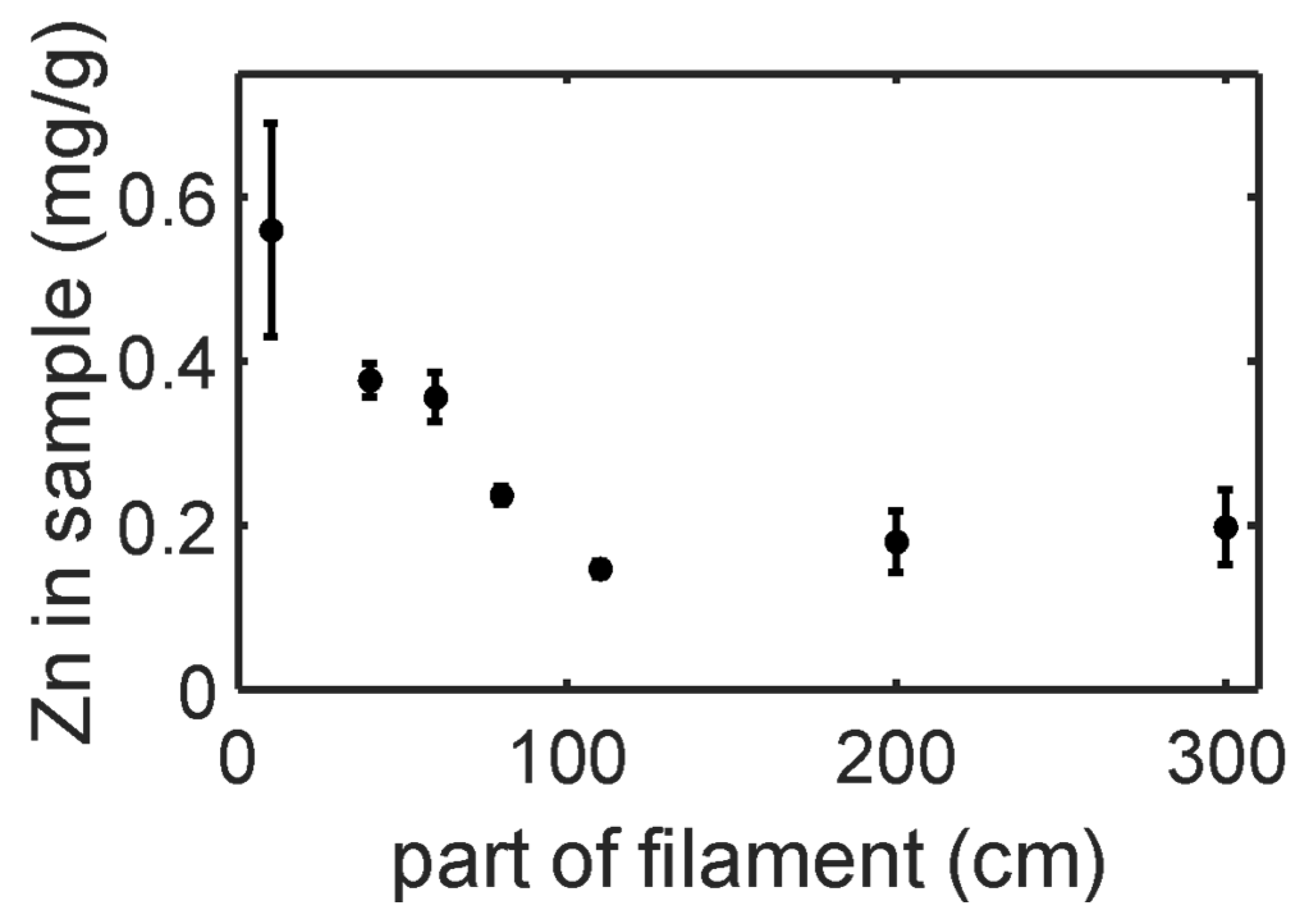
Figure 6.
Amount of zinc in a sample as a function of the concentration of ZnO NPs in the dispersion, containing 10 or 20 mg/ml PLA.
Figure 6.
Amount of zinc in a sample as a function of the concentration of ZnO NPs in the dispersion, containing 10 or 20 mg/ml PLA.
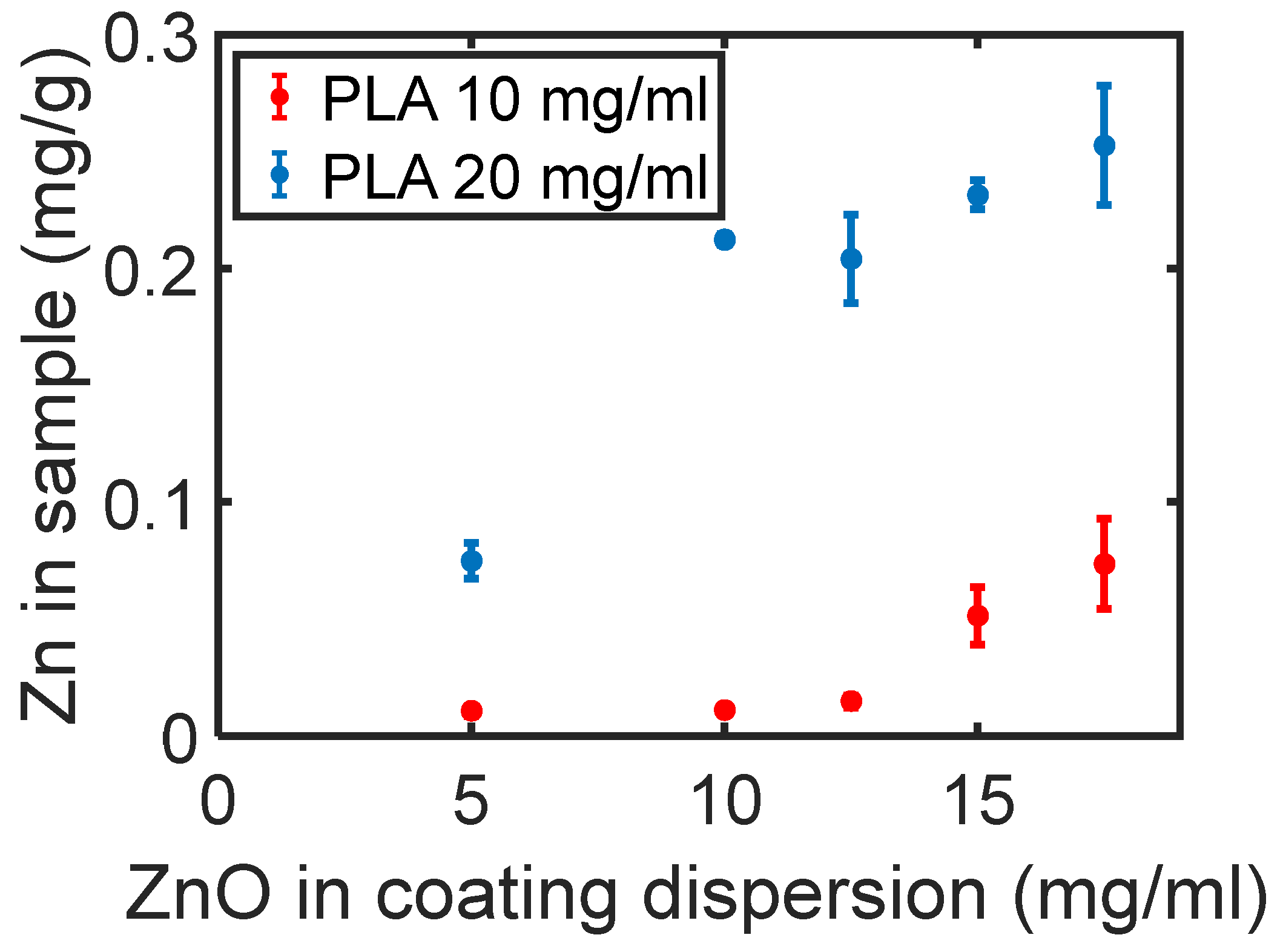
Figure 7.
Antibacterial activity against E.Coli and S.Aureus for different concentrations of PLA and ZnO NPs.
Figure 7.
Antibacterial activity against E.Coli and S.Aureus for different concentrations of PLA and ZnO NPs.
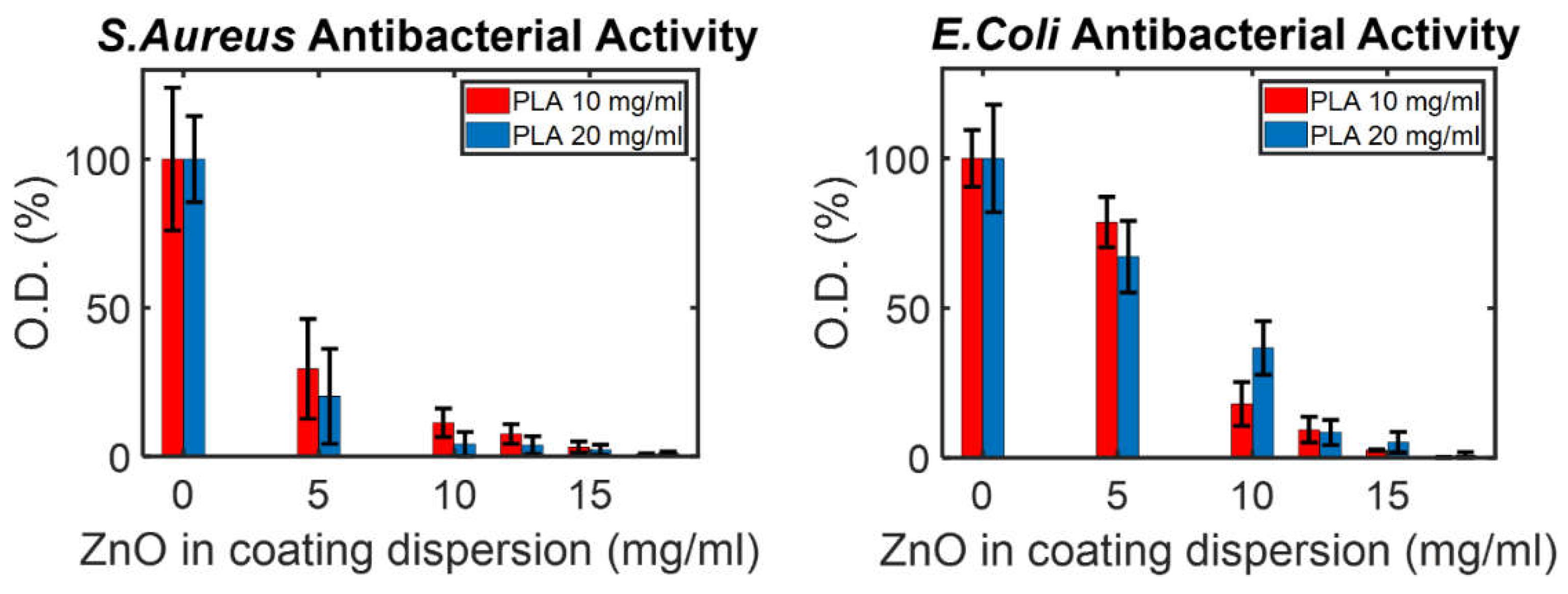
Figure 8.
Accumulative released mass of Ciprofloxacin (Cip) released from samples printed with a filament passing through a coating solution of 20 mg/ml PLA and 5-50 mg/ml dissolved Cip.
Figure 8.
Accumulative released mass of Ciprofloxacin (Cip) released from samples printed with a filament passing through a coating solution of 20 mg/ml PLA and 5-50 mg/ml dissolved Cip.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



