
Submitted:
27 September 2024
Posted:
29 September 2024
You are already at the latest version
Abstract
In the current environmental scenario, the proposal of alternatives for petroleum-based products has considerably increased, looking for bioproducts with interesting properties like biodegradability, sustainability and efficiency, among others. In this sense, the role of biolubricants is promising, offering a wide range of possibilities through different methods and operating conditions. Specifically, double transesterification could be a suitable process in a biorefinery context. The aim of this work was to produce a biolubricant through double transesterification with methanol and neopentyl glycol (NPG) under different reaction conditions, by using homogeneous catalysis (sodium methoxide). As a result, different catalyst concentrations, among other changes in reaction conditions, were used, getting high conversion values (96%) and a final product with viscosity values (20.7 cSt) that allow its use as engine oil (SAE 5W). In conclusion, biodiesel and biolubricant production was feasible through homogeneous catalysis, proving the feasibility of this process at laboratory scale. Further studies, including the use of different heterogeneous catalysts, as well as the implementation of this process at semi-industrial scale, is recommended.
Keywords:
homogeneous catalysis
; fatty acid methyl ester
; 2
; 2-Dimethyl-1
; 3-propanediol
; viscosity
; oxidative stability
1. Introduction
1.1. Global Environmental Scenario
There are different current environmental challenges that are a real concern from different points of view, at different levels (from local to international, from individuals to institutions) that provoke an urgent energy and environmental transition, with the subsequent challenges mainly related to economics and geopolitics. Indeed, different scenarios have been proposed depending on different factors, showing the challenges related to the ideal goals and realistic steps [1]
In any case, it is clear that a green transition is necessary, and the implementation of new green technologies is necessary to support these green policies, which are normally related to a lower energy dependency, avoiding geopolitical factors, among other advantages [2]. In this context, the role of biorefineries can be promising, as many of the products obtained can be the perfect replacement for other more pollutant ones, such as petroleum products, with the subsequent positive impact on the environment. For this purpose, different feedstocks can be used, like first generation (edible crops like soybean [3]), second generation (residues such as pulp and paper sludge or food waste [4,5]) or food w, third generation (for instance, algae [6,7]) or fourth generation (non edibles) [8].
First-generation biorefineries have been widely covered in the literature [9,10], with crops such as rapeseed or canola, which could be an interesting alternative as a crop rotation due to the long taproot of this crop, which allows the recovery of superficial soil for other agricultural practices [11,12]. Indeed, the potential of this kind of biorefineries is still positive, as vegetable oil production has been continuously increasing according to recent data (shown in Figure 1).
In this sense, different processes can be linked to a biorefinery process, including biodiesel and biolubricant production, as explained in the following subsection.
1.2. Biolubricant Production: A Biorefinery Approach
Considering vegetable oils as the starting point for a biorefinery approach, one interesting process for this purpose would be the use of double transesterification to produce multiple products with low emissions to the environment. Thus, regarding first transesterification, vegetable oils (mainly triglycerides) react with methanol (also, methanol can be used for this purpose) to produce fatty acid methyl esters (FAMEs) and glycerol. The former can be used (once purified) as biodiesel [13], whereas the latter has a wide range of industrial and pharmaceutical uses depending on different factors such as purity[14].
Concerning second transesterification, FAMEs obtained in the previous steps can react with different superior alcohols (pentaerythritol, neopentylglycol or trimethylolpropane, among others) to produce the corresponding biolubricant, evolving methanol that can be reused in the first transesterification (see the following section for specific chemical reactions in Figure 2 and Figure 3).
As a result, this second transesterification offers a wide range of opportunities and possibilities, as different vegetable oils (edible, non-edible and waste cooking oil, for instance, with different properties) and alcohols can be used to synthetize biolubricants with variable properties, easily adaptable to specific industrial requirements [15]. Also, the different operating conditions, which are dependent on many factors such as the kind of catalyst or alcohol used, play an important role in biolubricant characteristics, recommending mild reaction conditions as observed in the literature [16].
It should be noted the advantages of double transesterification, like the following:
- It is a process that can be easily implemented at industrial scale (first and second transesterification are similar to typical biodiesel production in industries).
- A wide range of products can be obtained, like biodiesel, glycerol or biolubricants.
- Some intermediate products can be reused, like methanol or biodiesel (as the starting point for biolubricant production).
- As a consequence, low amounts of pollutants are evolved to the environment, implying a high atom economy.
In both processes (first and second transesterification), the role of catalysts is essential, as high conversions are required to compete with petroleum-based refineries. This way, high conversions avoid the presence of unreacted reagents (that would require further purification steps), reducing the environmental impact and increasing atom economy. In the following subsection, more details about catalytic biodiesel and, especially, biolubricant production, were included.
1.3. Catalytic Biolubricant Production through Double Transesterification
Catalytic conversion of FAMEs to produce biolubricants is essential to make this process efficient and competitive in order to be a feasible alternative for petroleum-based lubricant production. In this sense, as it can be seen in Table 1 and Table 2, there has been an increasing interest in the application of different catalysts to obtain biolubricants with industrial use, with high conversion rates in most cases.
Specifically, different kinds of catalysts can be used in this context, mainly classified as homogeneous and heterogenenous catalysts. Regarding the former, they are widely used due to their price and efficiency, reducing the production process to a few hours (normally, from 2 to 5, depending on other factors such as the molecular complexity of the alcohol used for this second transesterification). However, their purification and removal from the final product can be a challenge, as some traces can imply a worsening of the characteristics of biolubricants, especially oxidation stability.
Alternatively, heterogeneous catalysts (normally in solid state) can contribute to a green approach during second transesterification, as they are easily separated from the final biolubricant and can be reused. In contrast, conversion values and reaction times are normally longer compared to the use of homogeneous catalysts, whereas the reusability of these homogeneous catalysts is still reduced (less than 10 cycles in many cases).
With their advantages and challenges, the catalytic conversion of vegetable oils is an interesting research field at industrial and laboratory level. As observed in Table 1, there have been few attempts to obtain patents by using the technology or procedures covered in this work. In these cases, different heterogeneous catalysts, mainly lipases, were used. These kinds of catalysts offer advantages and challenges, like the possibility of reuse for several cycles with the subsequent positive environmental impact with this regard. However, reaction times and conversions are not still optimized, normally offering less efficient results compared to traditional homogeneous catalysts so far.

Table 1.
Patents related to biolubricants based on vegetable oils and NPG.
| Patent number | Details | Ref. |
|---|---|---|
| KR102564510B1 | Method for producing neopentyl glycol diester as a biolubricant using enzymatic reaction. The use of lipase derived from Thermomyces lanuginosus, along with the correct temperature, time (8-10 h) and vacuum conditions, obtained high conversions (>95%) | [17] |
| JP2015059176A | There is provided a method for manufacturing a bio lubricant by stirring castor oil methyl biodiesel and/or jatropha oil methyl biodiesel (a mixture of methyl oleate and methyl linoleate), trimethylol propane (TMP) as poly hydroxylated alcohol, neopentyl glycol or pentaerythritol, water and an enzymatic catalyst, under specific stirring and vacuum conditions | [18] |
On the other hand, there has been an increasing scientific interest in biolubricant synthesis through the use of alcohols like neopentylgycol, as observed in Table 2, where the main works included in the literature are shown. As observed, high reaction times are usually required, exceeding 10 h in some cases, and a wide range of conversion values are obtained (from 80 to 97%).
Table 2.
Main research works focused on biolubricant synthesis with neopentylglycol.
| Authors | Details | Ref. |
|---|---|---|
| Greco-Duarte et al. | The authors performed two-step enzymatic biolubricant production, through castor oil hydrolysis and esterification with NPG (using lipase), among others, with interesting physico-chemical properties. | [19] |
| Cavalcanti et al. | Different commercial lipases (including Lipomod 34MDP) were used to obtain biolubricants through sterification with soybean fatty acids, with conversions above 97%. | [20] |
| Papadaki et al. | Biolubricants from extracted microbial oils were obtained through hydrolysis and esterification combining Lipomod 34-MDP with NPG. The highest conversion yields were above 80%. | [21] |
| Fernandes et al. | Different biocatalysts from Candida rugosa lipase were used to produce biolubricants from soybean oil byproducts, through esterification with NPG, obtaining up to 90% conversion. | [22] |
| Pucko et al. | Lubricants based on lauric acid and different polyols (such as NPG) were produced through esterification (using p-toluenesulfonic acid monohydrate as a catalyst), with purities above 97% | [23] |
| Kim et al. | NPG diester as a biodegradable biolubricant was synthetized by esterification of fatty acids and NPG using immobilized lipase, with a maximum conversion of 97% after 10 h of reaction. | [24] |
It should be noted that these works are focused on the alcohol used in this research work. If other alcohols are considered, it could be proven the increasing interest in this field up to date, as observed in the literature.
1.3. Aim of This Work
Considering the above, the aim of this work was to produce a biolubricant based on canola oil through double transesterification with methanol and neopentylglycol (NPG). For this purpose, homogeneous catalysis (sodium methoxide) was selected for both biodiesel and biolubricant production, assessing conversion depending on different factors like catalyst concentration or temperature, among others. Finally, a characterization of the final product, including parameters such as viscosity and oxidative stability, was carried out to classify this biolubricant according to its industrial use.
To the best of our knowledge, the specific study of biolubricant production from canola oil by using double transesterification with methanol and neopentylglycol has not been widely studied in the literature, showing an innovative approach that could expand the knowledge of the feasibility of the use of vegetable oils as raw materials for this purpose, including a preliminary catalytic study.
2. Materials and Methods
As previously explained, canola (a genetically modified sample of rapeseed crop) was selected for the production of biolubricant through double transesterification. The following subsections will give more details about the process, from raw material pre-treatment to biolubricant characterization. The procedures were similar to those explained in previous works, included in the literature [25,26,27], with slight modifications, as explained in following subsections.
2.1. Raw Material
In this experience, canola oil was provided by CICYTEX (Technological and Scientific Research Center of Extremadura). The harvest took place in the spring of 2022, obtaining the corresponding oil through mechanical extraction. Once the oil was properly filtered, an acidity test was carried out, obtaining low levels (<1%), which justified the use of basic homogeneous catalysts during first and second transesterification, as explained in following subsections.
2.2. First Transesterification
For first transesterification reaction, optimum reaction conditions were selected to obtain high FAME yield, according to previous experiences (already included in the literature)[27,28]. Thus, biodiesel was obtained by methanol transesterification technique in a three-neck flask coupled with a water-cooled condenser. The reaction is explained in Figure 2, where the main products obtained are shown.
The process was carried out under following conditions: 1.5% catalyst (sodium methylate, 30% in methanol, Panreac, Castellar del Vallès, Barcelona, Spain); temperature, 60 °C; methanol/oil molar ratio, 6:1; stirring rate, 700 rpm; and reaction time, 180 minutes. Methanol (Panreac, Castellar del Vallès, Barcelona, Spain) was added when canola oil has heated at 50 °C. Afterwards, catalyst addition was carried out when the reaction medium reached 60 °C, considering this point as the beginning of the first transesterification (t = 0 min).
Once the reaction is finished, glycerol was removed through decantation in a separation funnel, followed by several washes with distilled water in order to withdraw catalyst and salts. Final product was dehydrated by heating until 110 °C for 30 min and stored in amber glass bottles.
Under these operating conditions, high purity biodiesel, including high FAME content (exceeding 97%) is expected to be obtained, in order to use this product as an intermediate reagent for the second transesterification process to obtain biolubricants.
2.3. Second Transesterification
Once canola FAMEs were purified in the previous step, the second transesterification with neopentylglycol was carried out. Following a scheme similar to Figure 3, a round flask containing biodiesel was heated in a thermostatic oil bath under a 400-rpm stirring rate. Methanol was condensed in a flask. Once set temperature was reached, the necessary amount of NPG (Sigma-Aldrich, Darmstadt, Germany) was added. The catalyst was spilled (titanium isopropoxide, p-toluenesulfonic acid or sodium methoxide, depending on the experiment) dropwise carefully, avoiding overflow reaction. This moment was set as the starting point of the chemical reaction. Samples were taken at 5, 15, 30, 90 and 210 min for chromatography analysis. Also, due the high intense reaction produced, vacuum was only applied after 90 min.
The reaction takes place by substituting the methoxide group for NPG molecule. Evaporation of methanol force the equilibrium to the formation of biolubricant (see Figure 4).
Once the reaction finished, the resulting biolubricant was separated from the unreacted alcohol by using an initial gravity filtration followed by successive vacuum filtrations, until a translucent product was obtained. Finally, canola biolubricant was stored in amber glass bottles at room temperature.
2.4. Biolubricant Characterization
Once canola biodiesel and biolubricant were produced and purified, the characterization of their main properties was carried out, mainly following the UNE-EN 14214 standard [29]. Different parameters were analyzed, following the corresponding standard, whose procedures were explained in previous research works. Table 3 shows the different analyses carried out.
3. Results and Discussion
Regarding biodiesel production, high conversion values (97.8%) were obtained under the selected operating conditions. Consequently, the fatty acid methyl ester profile is included in Figure 5.
As observed, canola biodiesel had high percentages of methyl oleate, exceeding 60%, whereas the amount of methyl linoleate and linolenate was lower. These results were similar to those observed in the literature for canola biodiesel, especially concerning these three methyl esters [37], with oleate levels similar to other high-oleic vegetable oils (like sunflower, safflower or soybean oils [38]. According to previous works and the literature, FAME profile is essential to understand the main properties of biodiesel and its derivatives (like biolubricants).
This way, high percentages of saturated or mono-unsaturated FAMEs are highly recommended for higher oxidation stability values, whereas cold flow properties could be compromised [15,39]. Regarding the properties of canola biodiesel, Table 4 shows the main results obtained in this experience:
From this table, it can be inferred that the properties of this sample complied with most of the parameters established by the UNE-EN 14214 standard [29]. For instance, viscosity and density values were within the upper and lower limits, assuring a suitable performance in Diesel engines and avoiding blockages. Also, FAME content was high (above 96.5%, the lower limit of the standard), implying high purity and low amounts of different impurities. Also, acid value was low, which implies low corrosion of containers and engines in contact with this fluid. However, oxidation stability was short, as the lower limit established by the standard is 8h (480 min). This could be due to the presence of unsaturated FAMEs like methyl linoleate and linolenate (with two and three double bonds in their molecular structure, respectively), which normally implies the starting point for free radical generation through auto-oxidation [40]. Equally, the use of antioxidants (both naturals from extracts or synthetic) would be advisable to improve this property [41]. Also, iodine number is related to oxidation stability, as it points out the presence of double bounds in a certain substance. Thus, these values are relatively high compared to other more stable biodiesel samples found in the literature like palm biodiesel, whereas rapeseed biodiesel had similar values [42]. When it comes to flash and fire points, they were high (exceeding 170 °C in both cases), assuring safety during their storage or handling.
These interesting properties have been covered in the literature, where higher canola biodiesel proportion (compared to other biodiesel samples such as waste cooking oil) was recommended in biodiesel mixtures in order to improve the properties of the final product [37]. Indeed, these suitable properties has allowed the use of canola biodiesel in mixtures for specific biodiesel formulations, whose optimum proportion showed good combustion performance and exhaust emission characteristics [43].
Concerning the selection of the homogeneous catalyst used in this work for biolubricant production from canola FAMEs and using NPG, there were differences on their performance under the same chemical conditions, as observed in Figure 6. This way, at 100 °C, sodium methoxide was the most effective catalyst, obtaining 69% conversion, followed by p-toluenesulfonic acid with less than 60%. However, titanium isopropoxide showed low conversion values, at around 20%. Thus, for further studies included in this work, sodium methoxide was the homogeneous catalyst selected for canola biolubricant production. According to the literature, the most valuable catalysts due to their price and effectiveness are sodium methoxide and hydroxide, with high conversions in general during second transesterification of FAMEs with superior alcohols [15]. Thus, previous studies showed that the transesterification of FAMEs with 2-ethyl-1-hexanol by using titanium isopropoxide offered conversions at around 90% with much higher temperatures (150 °C) [25], whereas other works offered the same conversions (exceeding 90%) under milder reaction conditions (80 °C, with vacuum) by using sodium methoxide [16].
Once the homogeneous catalyst was selected, the effect of different operating conditions, such as NPG:FAME molar ratio (MR), reaction temperature or catalyst concentration (% MeONa in this case) were assessed.
Regarding NPG:FAME ratio, Figure 7 shows the main results obtained in this experience, observing a considerable increase in FAME conversion with MR, exceeding 95% for MR = 2. This fact could be due to the higher presence of one of the reagents in the reaction medium, which could shift the chemical balance towards product generation. On the other hand, excess NPG would be problematic once the reaction is finished, as it would require further separation steps from the final biolubricant (mainly through filtration), as happened in previous studies with safflower biolubricant obtained with pentaerythritol and 2-ethyl-2-hydroxymethyl-1,3-propanediol [44,45]. In this sense, an average value would be advisable (MR = 1) trying to improve other operating conditions, especially catalyst addition.
Temperature was another important factor in canola biolubricant production, as observed in Figure 8. Thus, relatively low increases in temperature showed a considerable increase in FAME conversion, from 74% at 100 °C to 83% at 120 °C. However, higher temperatures did not offer significant improvements in conversion rate, recommending the intermediate or lower reaction temperatures to avoid the loss of physico-chemical properties on account of oxidation [16].
Finally, the effect of the catalyst is observed in Figure 9. As inferred, there was a continuous increase in conversion with catalyst concentration, meaning that the chemical reaction, under these conditions, was not complete for 0.25 and 0.37% MeONa concentrations. Thus, only the highest concentration, with conversions above 95%, assured a complete conversion of the catalyst at this reaction time (210 min), due to the increase in the reaction kinetics.
Nevertheless, the highest concentration of catalyst used in this experience is within the range of catalyst concentration used in the literature, with catalyst loads of from 0.5 to 2 % in some cases [44,45]
In this sense, a selection of previous studies was included in Figure 10, showing conversion evolution over reaction time. As observed, the use of relatively low catalyst loads allowed similar conversion values at the end of these experience compared to higher reaction temperatures, obtaining milder reaction conditions that are desirable to maintain some of the properties of the final biolubricant (mainly oxidation stability, which is determining in keeping viscosity and acidity during biolubricant storage) [16].
As a consequence, the selected operating conditions to produce the final lubricant were the following: 0.5% sodium methoxide, T = 120 °C and MR = 1. The reaction time was 210 min, with a stirring rate of 700 rpm. Thus, once the biolubricant was purified through filtration, the main characteristics of the final product were included in Table 5.
As observed in this table, a high conversion was achieved, at around 95%, which assured a product with constant properties regardless of the presence of considerable amounts of impurities (mainly unconverted biodiesel). This way, viscosity, which is one of the most influential parameters to determine the industrial use of a biolubricant, was relatively low compared to biolubricants produced with other more complex alcohols such as trimethylolpropane or pentaerythritol (exceeding 80 cSt in many cases), due to the higher molecular complexity of the latter, which allowed more intermolecular interactions that provoke an increase in viscosity [15,46]. Nevertheless, it was relatively similar to other equivalent biolubricants, such as soybean-NPG biolubricant obtained through esterification (10-11 cSt) [47] or Malaysian crude palm oil biolubricant synthesized with NPG (around 50 cSt) [48]. Regarding density, it was lower compared to other studies included in the literature, where values of 911 kg·m-3 were found for a biolubricant obtained through esterification of palm fatty acid distillate and NPG [49].
Flash and fire points were high enough to assure safety during its storage and handling, observing values from 190 to 260 °C for different biolubricants based on multiple alcohols [15,48].
It should be noted the oxidation stability of canola biolubricant, which was not as high as in the case of canola biodiesel, possibly due to the presence of metal traces (on account of homogeneous catalysis) and further thermal treatments that could reduce this property. Nevertheless, this value (around 250 min, see Figure 11) was higher than those included in the literature [26,50,51], possibly requiring lower amounts of antioxidants to improve this property. As a consequence, higher stability during storage or oxidation processes will be obtained, keeping the main properties of this product (viscosity and acidity, among others) over time [15].
4. Conclusions
The main findings of this work are the following:
- Biodiesel and biolubricant production from canola oil through double transesterification with methanol and neopentyl glycol was carried out. For this purpose, homogeneous catalysts were used, with high conversion levels in these two stages.
- Specifically, relatively small amounts of catalysts were necessary to exceed 90% conversions to produce biolubricants, proving the suitability of these catalysts for this purpose.
- In this sense, canola oil, along with other vegetable oils, could be an interesting starting point in a biorefinery context, where different products (in this case, glycerol, biodiesel and biolubricant) can be obtained with a high atom economy.
- The characteristics of NPG-based biolubricant were analyzed, considering the use of this product as engine oil (SAE 5W).
- Further studies, like the use of different kinds of catalysts (including heterogeneous ones, which should present high reusability to make the process sustainable) and tribological studies, are suggested.
Author Contributions
Conceptualization, S.N. and J.F.G.G.; methodology, M.A. and S.N.; validation, S.N.; formal analysis, M.A. and S.N.; investigation, M.A. and S.N.; resources, S.N. and J.F.G.G.; data curation, M.A. and S.N.; writing—original draft preparation, M.A. and S.N.; writing—review and editing, S.N.; visualization, M.A., S.N. and J.F.G.G.; supervision, S.N. and J.F.G.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
The authors appreciate the vegetable oil provided by “Finca La Orden”, belonging to CICYTEX (Technological and Scientific Research Center of Extremadura) and their continuous support to our work.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Bazilian, M.; Bradshaw, M.; Gabriel, J.; Goldthau, A.; Westphal, K. Four Scenarios of the Energy Transition: Drivers, Consequences, and Implications for Geopolitics. Wiley Interdiscip Rev Clim Change 2020, 11. [CrossRef]
- Vakulchuk, R.; Overland, I.; Scholten, D. Renewable Energy and Geopolitics: A Review. Renewable and Sustainable Energy Reviews 2020, 122.
- Granjo, J.F.O.; Duarte, B.P.M.; Oliveira, N.M.C. Integrated Production of Biodiesel in a Soybean Biorefinery: Modeling, Simulation and Economical Assessment. Energy 2017. [CrossRef]
- Gottumukkala, L.D.; Haigh, K.; Collard, F.X.; van Rensburg, E.; Görgens, J. Opportunities and Prospects of Biorefinery-Based Valorisation of Pulp and Paper Sludge. Bioresour Technol 2016, 215, 37–49.
- Caldeira, C.; Vlysidis, A.; Fiore, G.; De Laurentiis, V.; Vignali, G.; Sala, S. Sustainability of Food Waste Biorefinery: A Review on Valorisation Pathways, Techno-Economic Constraints, and Environmental Assessment. Bioresour Technol 2020, 312. [CrossRef]
- Ubando, A.T.; Anderson S. Ng, E.; Chen, W.H.; Culaba, A.B.; Kwon, E.E. Life Cycle Assessment of Microalgal Biorefinery: A State-of-the-Art Review. Bioresour Technol 2022, 360.
- Okeke, E.S.; Ejeromedoghene, O.; Okoye, C.O.; Ezeorba, T.P.C.; Nyaruaba, R.; Ikechukwu, C.K.; Oladipo, A.; Orege, J.I. Microalgae Biorefinery: An Integrated Route for the Sustainable Production of High-Value-Added Products. Energy Conversion and Management: X 2022, 16.
- Moncada B, J.; Aristizábal M, V.; Cardona A, C.A. Design Strategies for Sustainable Biorefineries. Biochem Eng J 2016, 116, 122–134. [CrossRef]
- Bauer, F.; Coenen, L.; Hansen, T.; McCormick, K.; Palgan, Y.V. Technological Innovation Systems for Biorefineries: A Review of the Literature. Biofuels, Bioproducts and Biorefining 2017, 11, 534–548.
- Ubando, A.T.; Felix, C.B.; Chen, W.H. Biorefineries in Circular Bioeconomy: A Comprehensive Review. Bioresour Technol 2020, 299.
- Beyzi, E.; Gunes, A.; Buyukkilic Beyzi, S.; Konca, Y. Changes in Fatty Acid and Mineral Composition of Rapeseed (Brassica Napus Ssp. Oleifera L.) Oil with Seed Sizes. Ind Crops Prod 2019, 129, 10–14. [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Pinilla, A. Biolubricant Production through Double Transesterification: Reactor Design for the Implementation of a Biorefinery Based on Rapeseed. Processes 2021, 9, 1224. [CrossRef]
- Hanif, M.A.; Nisar, S.; Akhtar, M.N.; Nisar, N.; Rashid, N. Optimized Production and Advanced Assessment of Biodiesel: A Review. Int J Energy Res 2018, 42, 2070–2083. [CrossRef]
- Checa, M.; Nogales-Delgado, S.; Montes, V.; Encinar, J.M. Recent Advances in Glycerol Catalytic Valorization: A Review. Catalysts 2020, 10, 1–41.
- Nogales-Delgado, S.; Encinar, J.M.; González, J.F. A Review on Biolubricants Based on Vegetable Oils through Transesterification and the Role of Catalysts: Current Status and Future Trends. Catalysts 2023, 13, 1299. [CrossRef]
- Nogales-Delgado, S.; Encinar Martín, J.M.; Sánchez Ocaña, M. Use of Mild Reaction Conditions to Improve Quality Parameters and Sustainability during Biolubricant Production. Biomass Bioenergy 2022, 161, 106456. [CrossRef]
- Kim, I.; Won, K.J. Method for Producing Neopentyl Glycol Diester as a Biolubricant Using Enzymatic Reaction 2023.
- Cavalcanti da Silva, J.A.; Guimaraes Freire, D.M.; Habert, A.C.; Ferreira Soares, V. Method for Manufacturing a Bio Lubricant from Methyl Biodiesel and the Bio Lubricant Obtained by the Method 2015.
- Greco-Duarte, J.; Cavalcanti-Oliveira, E.D.; Da Silva, J.A.C.; Fernandez-Lafuente, R.; Freire, D.M.G. Two-Step Enzymatic Production of Environmentally Friendly Biolubricants Using Castor Oil: Enzyme Selection and Product Characterization. Fuel 2017, 202, 196–205. [CrossRef]
- Cavalcanti, E.D.C.; Aguieiras, É.C.G.; da Silva, P.R.; Duarte, J.G.; Cipolatti, E.P.; Fernandez-Lafuente, R.; da Silva, J.A.C.; Freire, D.M.G. Improved Production of Biolubricants from Soybean Oil and Different Polyols via Esterification Reaction Catalyzed by Immobilized Lipase from Candida Rugosa. Fuel 2018, 215, 705–713. [CrossRef]
- Papadaki, A.; Fernandes, K.V.; Chatzifragkou, A.; Aguieiras, E.C.G.; da Silva, J.A.C.; Fernandez-Lafuente, R.; Papanikolaou, S.; Koutinas, A.; Freire, D.M.G. Bioprocess Development for Biolubricant Production Using Microbial Oil Derived via Fermentation from Confectionery Industry Wastes. Bioresour Technol 2018, 267, 311–318. [CrossRef]
- Fernandes, K. V.; Cavalcanti, E.D.C.; Cipolatti, E.P.; Aguieiras, E.C.G.; Pinto, M.C.C.; Tavares, F.A.; da Silva, P.R.; Fernandez-Lafuente, R.; Arana-Peña, S.; Pinto, J.C.; et al. Enzymatic Synthesis of Biolubricants from By-Product of Soybean Oil Processing Catalyzed by Different Biocatalysts of Candida Rugosa Lipase. Catal Today 2021, 362, 122–129. [CrossRef]
- Pucko, I.; Crnjac, K.; Faraguna, F. Lauric Acid-Based Polyol Esters as Potential Bio-Based Lubricants for Diesel Fuel. Chem Biochem Eng Q 2023, 37, 143–151. [CrossRef]
- Kim, J.W.; Kim, B.H.; Kim, Y.; Lee, M.W.; Im, D.J.; Kim, I.H. Lipase-Mediated Synthesis of Neopentyl Glycol Diester Using a Combination of Reduced and Standard Pressure. JAOCS, Journal of the American Oil Chemists’ Society 2021, 98, 1001–1007. [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Sánchez, N.; González, J.F. Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts 2020, 10. [CrossRef]
- Nogales-Delgado, S.; Encinar Martín, J.M. Cardoon Biolubricant through Double Transesterification: Assessment of Its Oxidative, Thermal and Storage Stability. Mater Lett 2021, 302. [CrossRef]
- Encinar, J.M.; Nogales, S.; González, J.F. Biodiesel and Biolubricant Production from Different Vegetable Oils through Transesterification. Engineering Reports 2020, 1–10. [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González, J.F. Safflower Biodiesel: Improvement of Its Oxidative Stability by Using BHA and TBHQ. Energies (Basel) 2019, 12. [CrossRef]
- UNE-EN 14214:2013 V2+A1:2018 Liquid Petroleum Products - Fatty Acid Methyl Esters (FAME) for Use in Diesel Engines and Heating Applications - Requirements and Test Methods. 2018.
- UNE-EN ISO 3104/AC:1999 Petroleum Products. Transparent and Opaque Liquids. Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity (ISO 3104:1994). 1999.
- UNE-EN-ISO 3675 Crude Petroleum and Liquid Petroleum Products. Laboratory Determination of Density. Hydrometer Method 1999.
- UNE-EN ISO 12966-2:2011 Animal and Vegetable Fats and Oils – Gas Chromatography of Fatty Acid Methyl Esters – Part 2: Preparation of Methyl Esters of Fatty Acids. 2011.
- UNE-EN 14104:2003 Oil and Fat Derivatives. Fatty Acid Methyl Esters (FAME). Determination of Acid Value. 2003.
- UNE-EN 14111:2003 Fat and Oil Derivatives. Fatty Acid Methyl Esters (FAME). Determination of Iodine Value. 2003.
- UNE-EN 14112 Fat and Oil Derivatives - Fatty Acid Methyl Esters (FAME) - Determination of Oxidation Stability (Accelerated Oxidation Test) 2017.
- UNE-EN 51023:1990 Petroleum Products. Determination of Flash and Fire Points. Cleveland Open Cup Method. 1990.
- Issariyakul, T.; Kulkarni, M.G.; Meher, L.C.; Dalai, A.K.; Bakhshi, N.N. Biodiesel Production from Mixtures of Canola Oil and Used Cooking Oil. Chemical Engineering Journal 2008. [CrossRef]
- Kania, D.; Yunus, R.; Omar, R.; Abdul Rashid, S.; Mohamad Jan, B. A Review of Biolubricants in Drilling Fluids: Recent Research, Performance, and Applications. J Pet Sci Eng 2015, 135, 177–184.
- Ajala, O.E.; Aberuagba, F.; Odetoye, T.E.; Ajala, A.M. Biodiesel: Sustainable Energy Replacement to Petroleum-Based Diesel Fuel - A Review. ChemBioEng Reviews 2015, 2, 145–156. [CrossRef]
- Kumar, N. Oxidative Stability of Biodiesel: Causes, Effects and Prevention. Fuel 2017.
- Jemima Romola, C.V.; Meganaharshini, M.; Rigby, S.P.; Ganesh Moorthy, I.; Shyam Kumar, R.; Karthikumar, S. A Comprehensive Review of the Selection of Natural and Synthetic Antioxidants to Enhance the Oxidative Stability of Biodiesel. Renewable and Sustainable Energy Reviews 2021, 145, 111109. [CrossRef]
- Caldeira, C.; Freire, F.; Olivetti, E.A.; Kirchain, R. Fatty Acid Based Prediction Models for Biodiesel Properties Incorporating Compositional Uncertainty. Fuel 2017, 196, 13–20. [CrossRef]
- Ge, J.C.; Yoon, S.K.; Choi, N.J. Using Canola Oil Biodiesel as an Alternative Fuel in Diesel Engines: A Review. Applied Sciences (Switzerland) 2017, 7. [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Álvez-Medina, C.M. High Oleic Safflower Biolubricant through Double Transesterification with Methanol and Pentaerythritol: Production, Characterization, and Antioxidant Addition. Arabian Journal of Chemistry 2022, 15. [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González Cortés, Á. High Oleic Safflower Oil as a Feedstock for Stable Biodiesel and Biolubricant Production. Ind Crops Prod 2021, 170. [CrossRef]
- Sanjurjo, C.; Rodríguez, E.; Viesca, J.L.; Battez, A.H. Influence of Molecular Structure on the Physicochemical and Tribological Properties of Biolubricants: A Review. Lubricants 2023, 11.
- Aguieiras, É.C.G.; Cavalcanti, E.D.C.; da Silva, P.R.; Soares, V.F.; Fernandez-Lafuente, R.; Bessa Assunção, C.L.; da Silva, J.A.C.; Freire, D.M.G. Enzymatic Synthesis of Neopentyl Glycol-Bases Biolubricants Using Biodiesel from Soybean and Castor Bean as Raw Materials. Renew Energy 2020, 148, 689–696. [CrossRef]
- Nor, N.M.; Salih, N.; Salimon, J. Optimization and Lubrication Properties of Malaysian Crude Palm Oil Fatty Acids Based Neopentyl Glycol Diester Green Biolubricant. Renew Energy 2022, 200, 942–956. [CrossRef]
- Ng, B.Y.S.; Ong, H.C.; Lau, H.L.N.; Ishak, N.S.; Elfasakhany, A.; Lee, H.V. Production of Sustainable Two-Stroke Engine Biolubricant Ester Base Oil from Palm Fatty Acid Distillate. Ind Crops Prod 2022, 175. [CrossRef]
- Nogales-Delgado, S.; Cabanillas, A.G.; Romero, Á.G.; Encinar Martín, J.M. Monitoring Tert-Butylhydroquinone Content and Its Effect on a Biolubricant during Oxidation. Molecules 2022, 27. [CrossRef]
- Nogales-Delgado, S.; Sánchez, N.; Encinar, J.M. Valorization of Cynara Cardunculus L. Oil as the Basis of a Biorefinery for Biodiesel and Biolubricant Production. Energies (Basel) 2020, 13. [CrossRef]
Figure 1.
Worldwide vegetable oil production in the last two decades. Source: US Department of Agriculture.
Figure 1.
Worldwide vegetable oil production in the last two decades. Source: US Department of Agriculture.
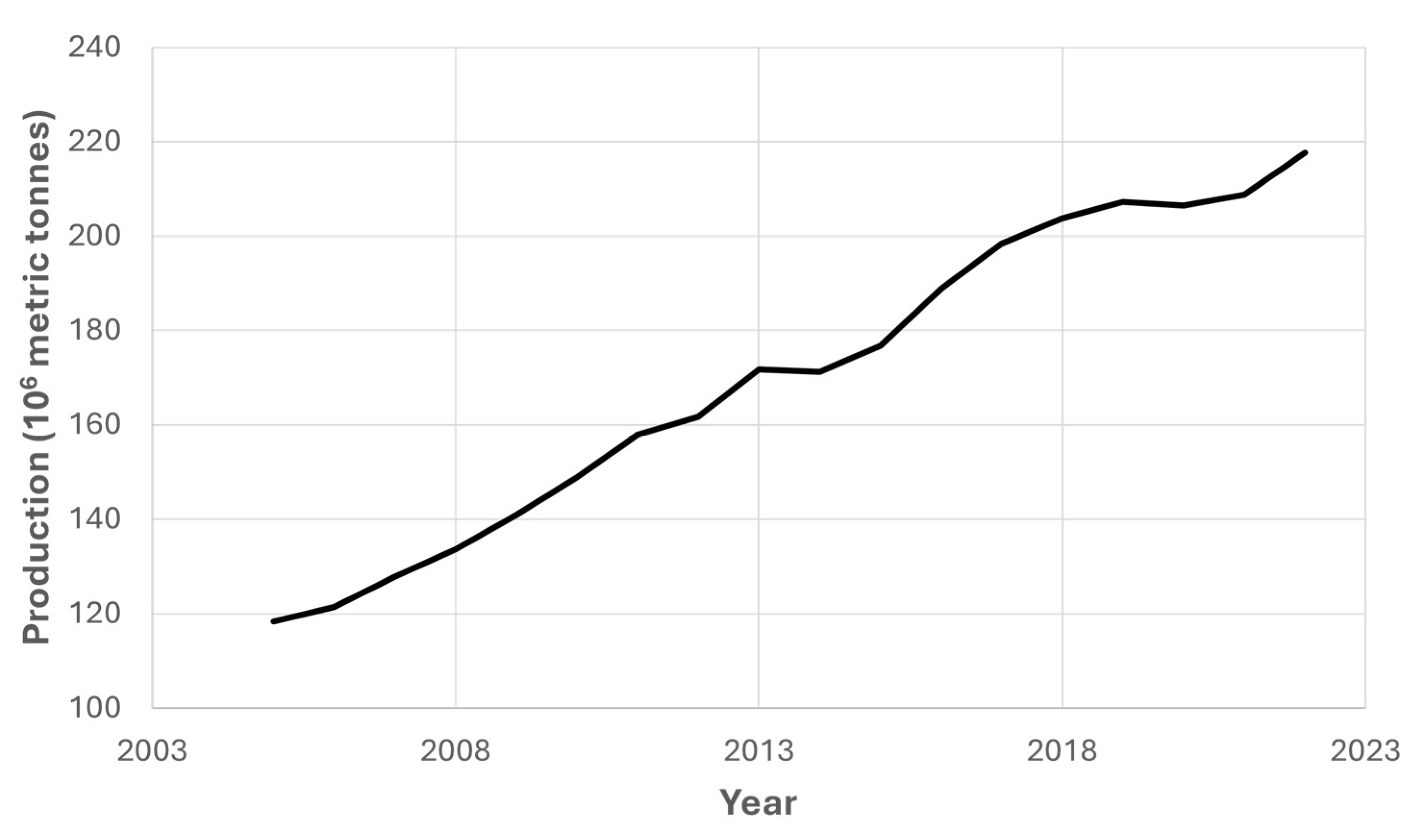
Figure 2.
First transesterification reaction to produce fatty acid methyl esters (FAMEs) and glycerol, by using sodium methoxide (MeONa) as a catalyst.
Figure 2.
First transesterification reaction to produce fatty acid methyl esters (FAMEs) and glycerol, by using sodium methoxide (MeONa) as a catalyst.
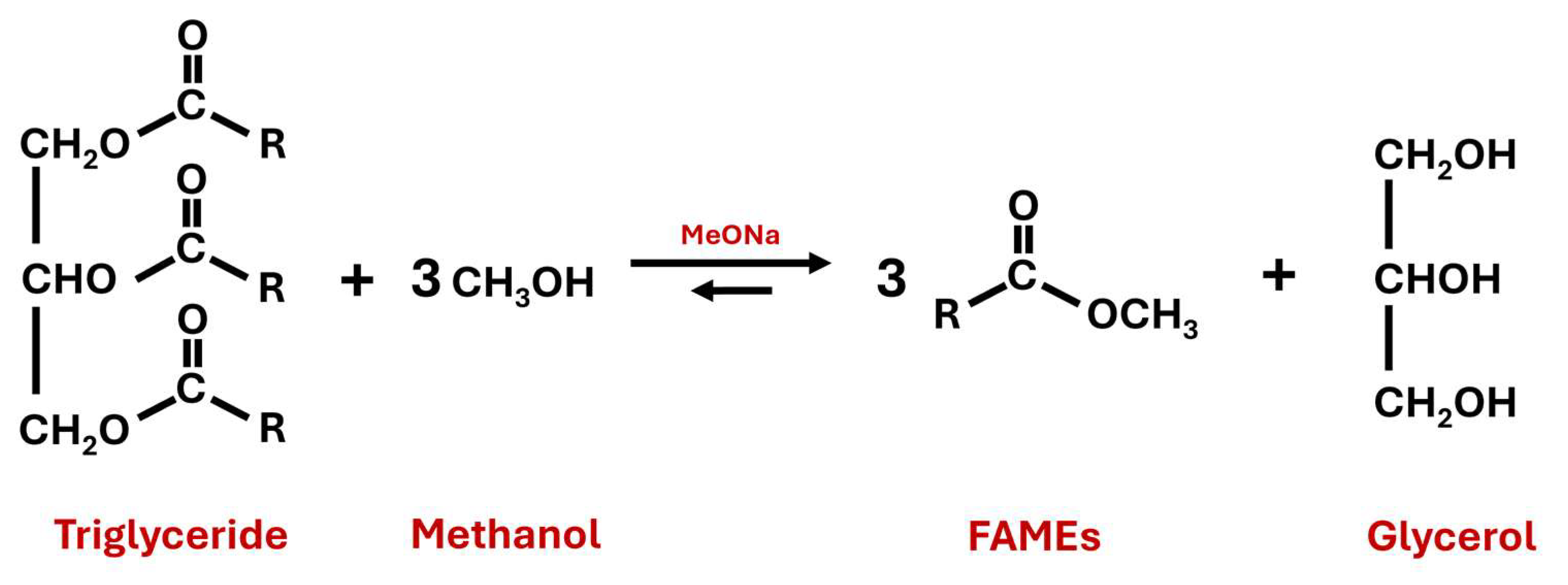
Figure 3.
Typical distillation system for biolubricant production.
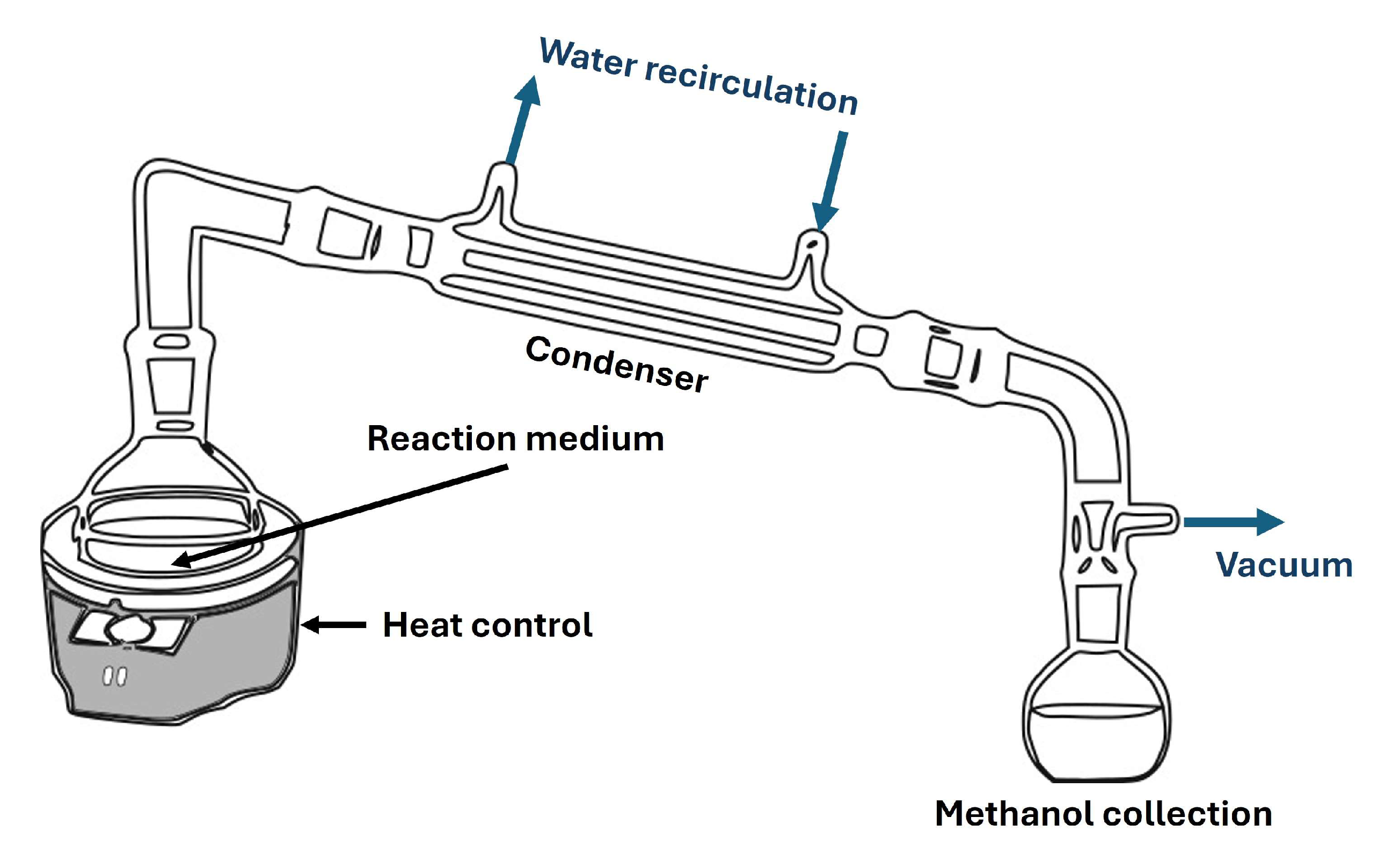
Figure 4.
Second transesterification reaction to produce biolubricants from fatty acid methyl esters (FAMEs) and neopentylglycol (NPG), by using sodium methoxide (MeONa) as a catalyst.
Figure 4.
Second transesterification reaction to produce biolubricants from fatty acid methyl esters (FAMEs) and neopentylglycol (NPG), by using sodium methoxide (MeONa) as a catalyst.
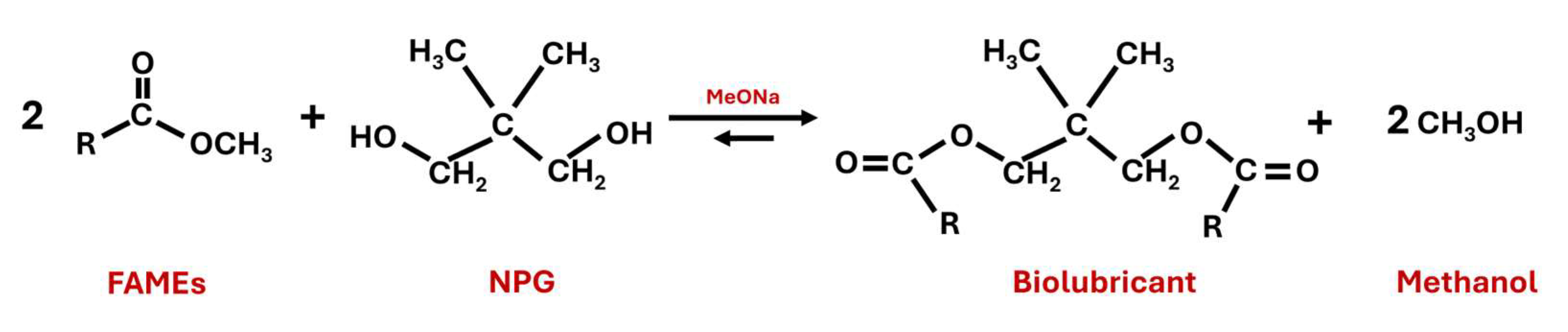
Figure 5.
FAME profile of canola biodiesel, indicating the different percentage of methyl esters.

Figure 6.
Different catalysts used for transesterification of canola FAMEs with NPG and the corresponding conversion (catalyst percentage = 1% w/w; reaction time = 210 min; MR = 1; T = 100 °C).
Figure 6.
Different catalysts used for transesterification of canola FAMEs with NPG and the corresponding conversion (catalyst percentage = 1% w/w; reaction time = 210 min; MR = 1; T = 100 °C).
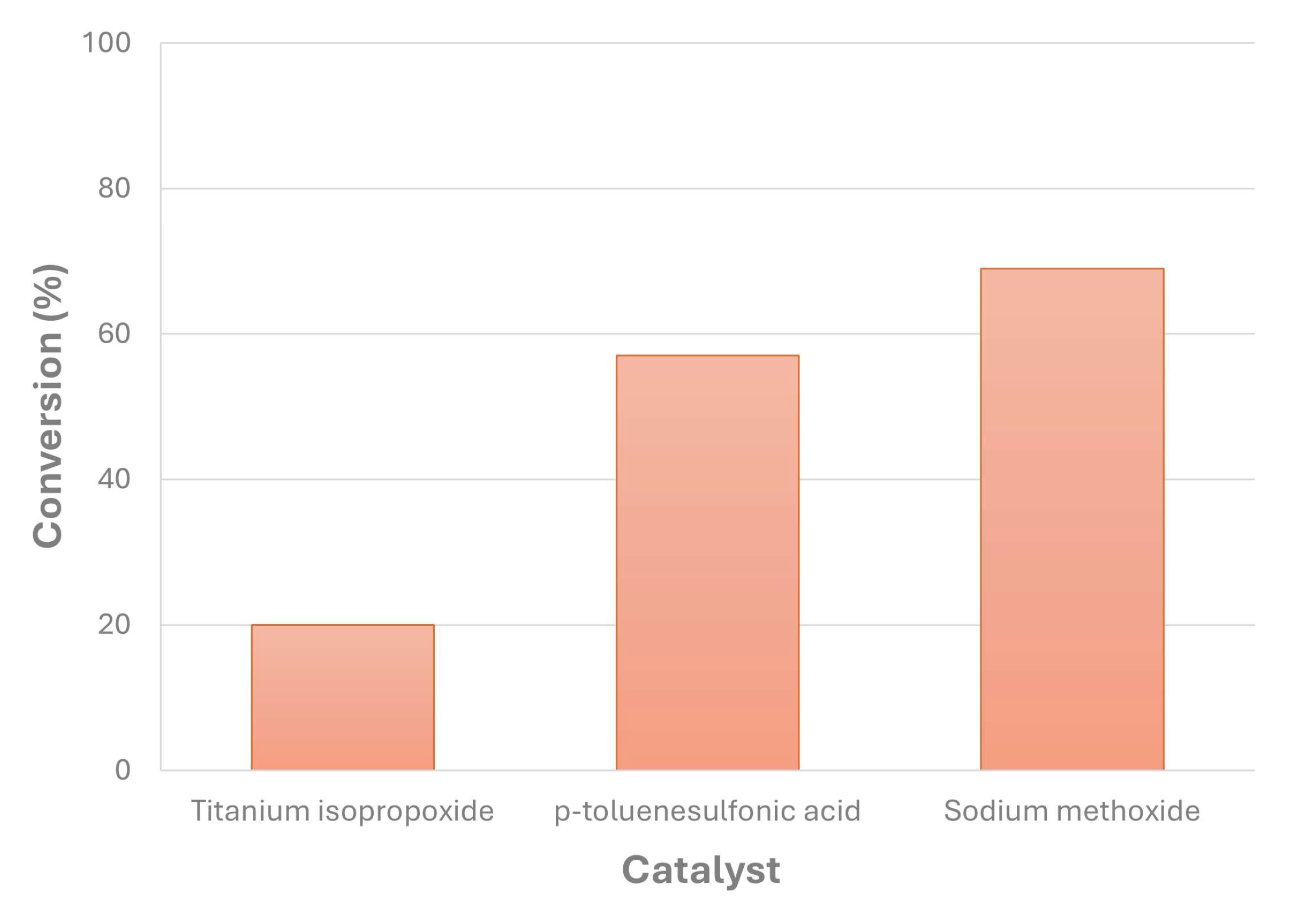
Figure 7.
Transesterification of canola FAMEs with NPG at different molar ratios (T = 120 °C; MeONa = 0.25% w/w).
Figure 7.
Transesterification of canola FAMEs with NPG at different molar ratios (T = 120 °C; MeONa = 0.25% w/w).
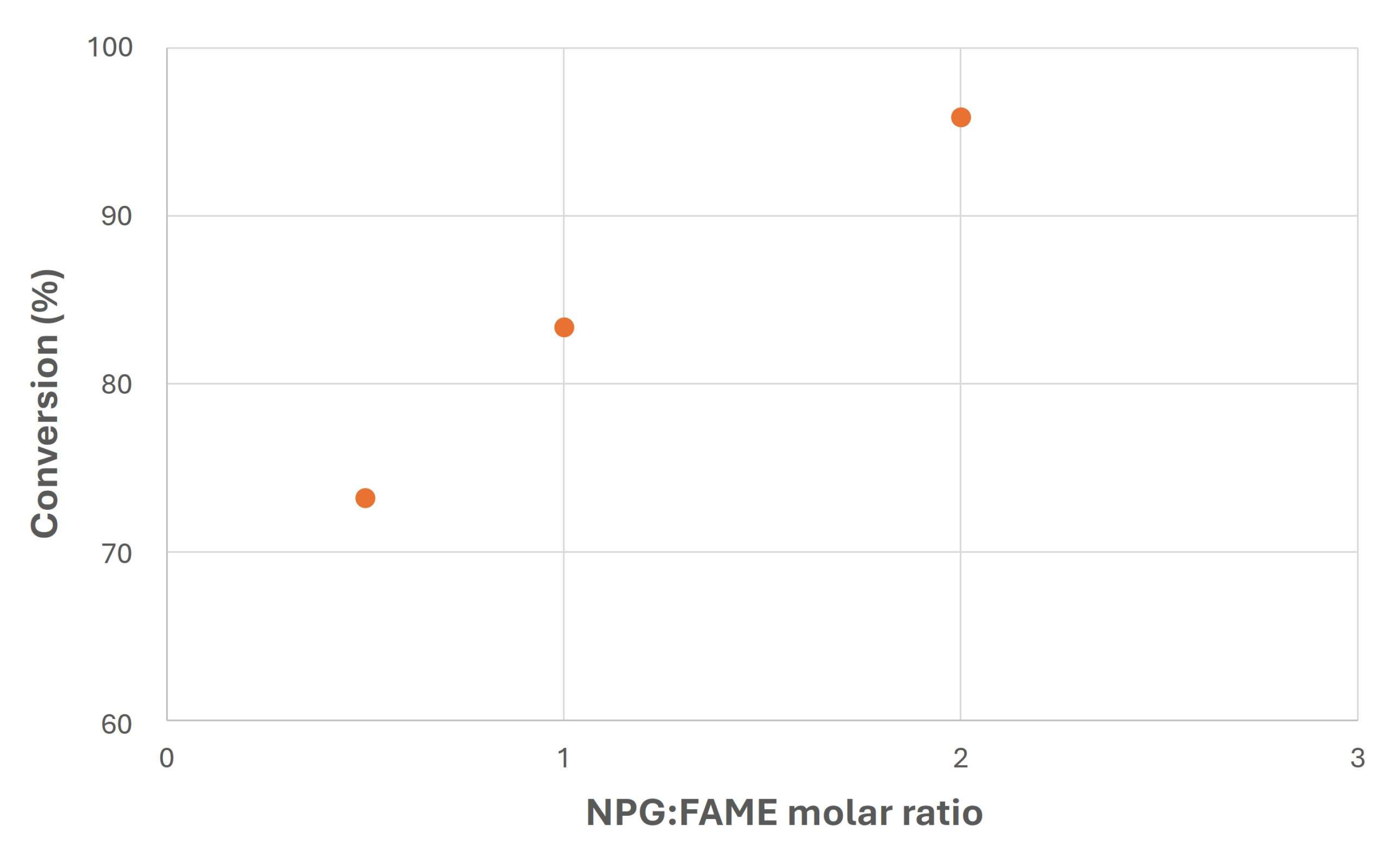
Figure 8.
Transesterification of canola FAMEs with NPG at different reaction temperatures (MR = 1; MeONa = 0.25% w/w).
Figure 8.
Transesterification of canola FAMEs with NPG at different reaction temperatures (MR = 1; MeONa = 0.25% w/w).

Figure 9.
Transesterification of canola FAMEs with NPG at different MeONa concentrations (T = 100 °C; MR = 1).
Figure 9.
Transesterification of canola FAMEs with NPG at different MeONa concentrations (T = 100 °C; MR = 1).
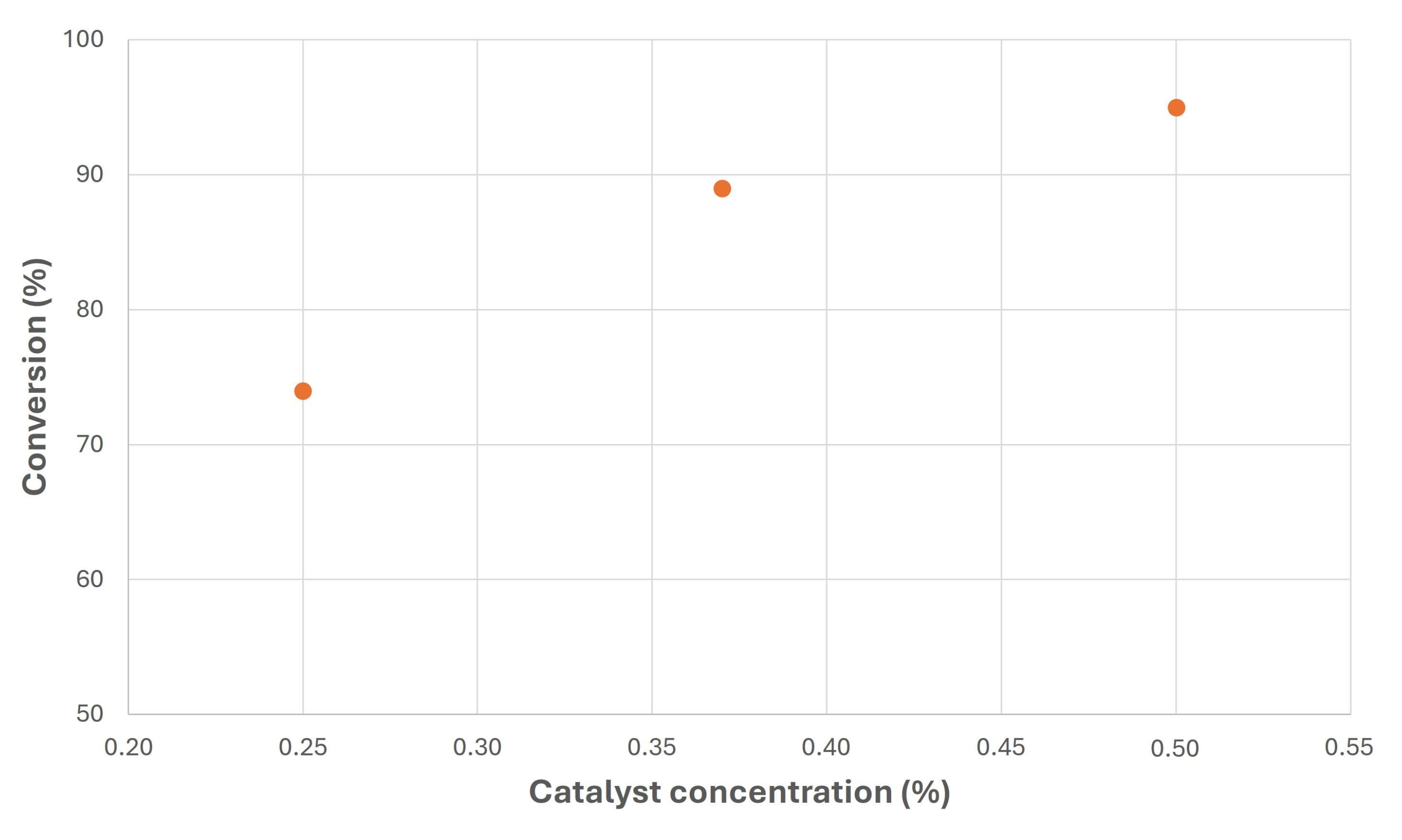
Figure 10.
Conversion evolution for selected experiences at different reaction temperatures and catalyst loads (sodium methoxide, MeONa), keeping the same MR in all cases.
Figure 10.
Conversion evolution for selected experiences at different reaction temperatures and catalyst loads (sodium methoxide, MeONa), keeping the same MR in all cases.
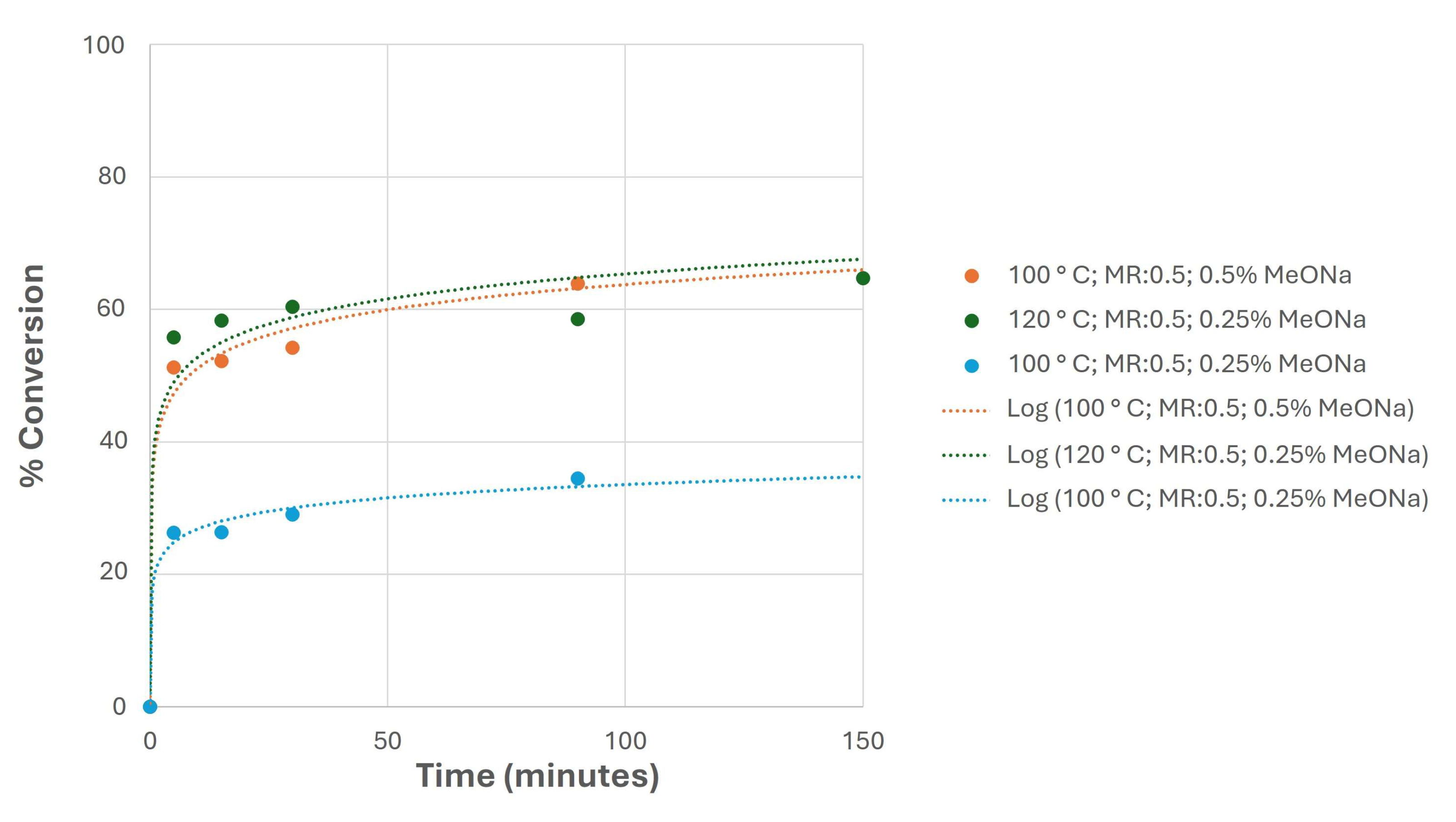
Figure 11.
Oxidation stability of final biolubricant obtained from canola oil through double transesterification with methanol and NPG under selected conditions.
Figure 11.
Oxidation stability of final biolubricant obtained from canola oil through double transesterification with methanol and NPG under selected conditions.
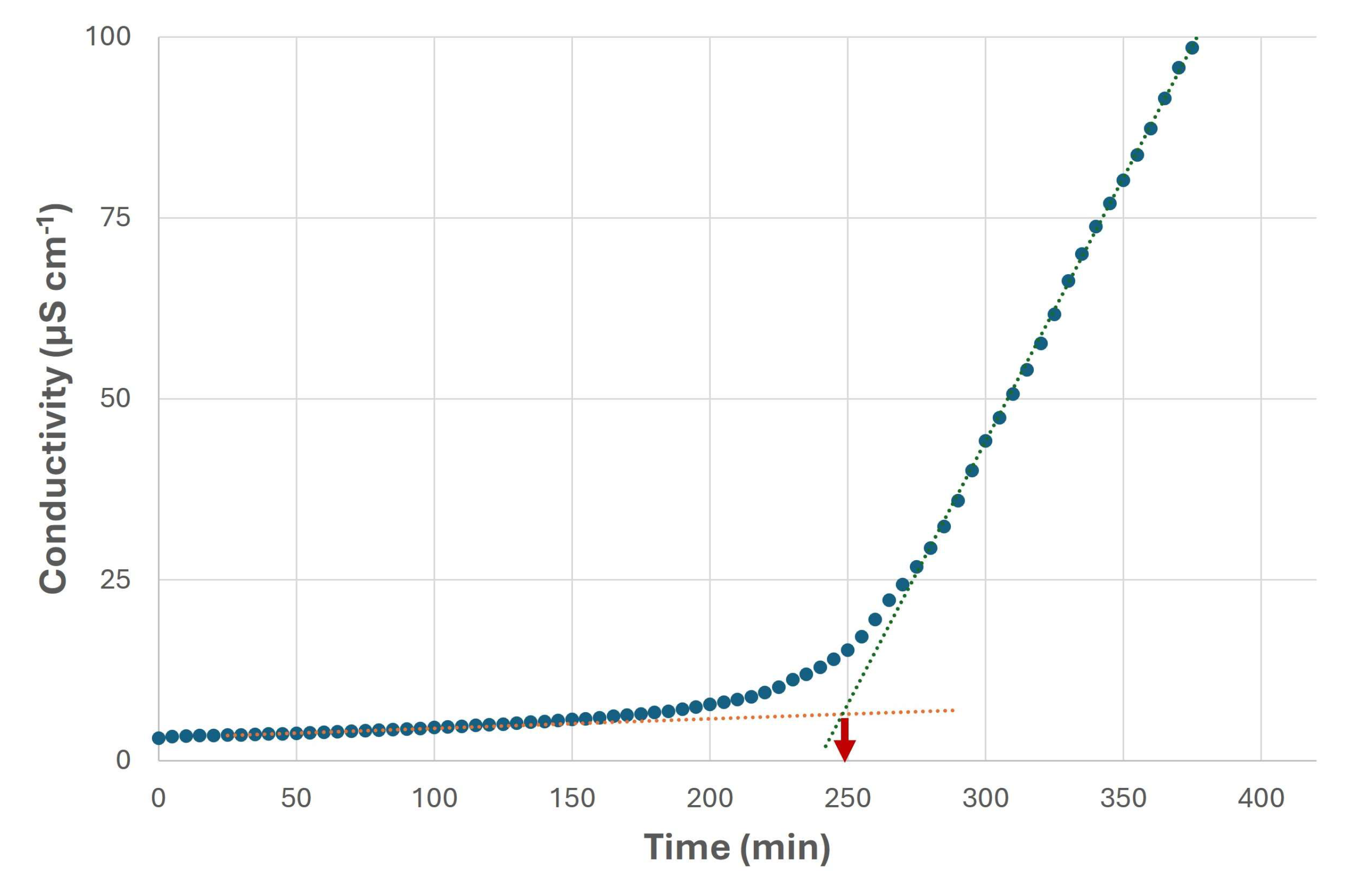
Table 3.
Main procedures for biodiesel and biolubricant characterization.
| Property | Details | Ref. |
|---|---|---|
| Viscosity | A Cannon-Fenske viscometer was used, controlling temperature at 40 °C | [30] |
| Density | A densimeter (for densities between 900 to 1000 mg/kg) was selected | [31] |
| FAME content | FAMEs were analyzed with a gas chromatograph (VARIAN 3900) coupled to a flame ionization detector (FID). A silica capillary column was used (Zebron ZB Waxplus, 30 m long, 0.32 mm inner diameter, and 0.5 μm film thickness). Helium was the carrier gas (0.7 mL·min−1), and the injector and FID temperatures were 270 and 300 °C, respectively. Oven temperature was 200 °C for 21 min, and afterward, it increased to 220 °C. Standards of the corresponding FAME and an internal standard (methyl heptadecanoate) were used. All the standards were analytical grade (Merck, Darmstadt, Germany). | [32] |
| Acid value | Methods previously described in the literature were used | [33] |
| Iodine value | Methods previously described in the literature were used | [34] |
| Oxidation stability | Through the Rancimat method | [35] |
| Flash and fire points | These parameters were determined by using the Cleveland open cup method | [36] |
Table 4.
Characterization of canola biodiesel.
| Property | Result |
|---|---|
| Viscosity, cSt | 4.86 |
| Density, kg·m-3 | 871 |
| FAME content, % | 97.0 |
| Acid value, mgKOH·g-1 | 0.39 |
| Iodine value, gI2·100g-1 | 122 |
| Oxidation stability, min | 273 |
| Flash and fire points, °C | 175-182 |
Table 5.
Characterization of canola biolubricant.
| Property | Result |
|---|---|
| Conversion, % | 94.9 |
| Viscosity, cSt | 20.7 |
| Density, kg·m-3 | 855 |
| Acid value, mgKOH·g-1 | 0.51 |
| Oxidation stability, min | 248 |
| Flash and fire points, °C | 184-193 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



