
Submitted:
30 September 2024
Posted:
01 October 2024
You are already at the latest version
Abstract
Additive manufacturing (AM) is a cutting-edge manufacturing technique that allows for the direct creation of complicated objects from digital desktop designs. Among the several AM techniques, the material extrusion technique has gained more attention because of its ability to manufacture complicated objects and customizes profiles at a reasonable costin a shortertime period. The main advantages of this technique are its easier fabrication process and low cost when compared to other well-known AM techniques. Enhancement in mechanical properties plays the key role in the AM objects. So, Incorporating nanofillers or nanoparticles into the basic materials like polymers, carbon ceramic and metal based materials is one of the most promising alternatives. This review attempts to enlighten and inform readers about the basic working principle of material extrusion technique and the many forms of polymer-based additives reported in the literature. This review can guide the readers to compare and assess the uses of polymer based raw materials before on choosing the kind of material be used, as well as it provides a view point on the application of AM by the material extrusion method in different disciplines. Finally, the challenges and upcoming prospects of the material extrusion process are discussed.
Keywords:
Additive manufacturing
; Material Extrusion
; Polymers
; Nanocomposite
1. Introduction
The first method of Additive manufacturing (AM) is referred to as rapid prototyping, more widely known as Vat Photopolymerization or SLA in the modern lexicon was developed in the late 1980s. An American inventor Charles Hull has apatent for this printing method [1]. An object was first printed directly from a computer (digital) file by a printer. When technology first emerged in the 1980s, AM was exclusively employed by industries, not by the general population. This is because AM allowed for quick and precise procedures that led to the rapid prototyping of industrial items [2]. The potential uses of AM is in variety of industries, including the aerospace, pharmaceutical, medical, and automotive sectors, and have gained a lot of interest from both industry and academics.
The usage of AM technology is convenient, long-lasting, economical, and compatible with a variety of materials, including metals, polymers and ceramics. These qualities make it possible to create structures for a variety of applications, such as micro electronics and Micro systems [3]. However, AM pure polymer objects lack the strength and capability needed to be completely functional and load-bearing parts [4]. Because of these disadvantages, rather than practical components most of the AM polymers are currently used as conceptual prototypes, and the industrial use of these materials is still limited. These issues can be addressed by using polymer composites. The nanoparticles can be incorporated into polymers to develop polymer nanocomposites that have distinct characteristics, such as mechanical strength and thermal conductivities, electrical, electro-mechanical sensitivity, and magnetization [5,6,7,8]. The nanomaterials, used as nanofillers, not only assist enhance different polymer characteristics, but also help in overcoming limitations associated with manufacturing and manipulation due to the size of nanoparticles [9].
To fabricate polymer nanocomposites, a variety of AM processes have been used. Among them, certain methods, such asstereolithography, material extrusion, powder bed fusion, material jetting, and 3D plotting have gained significant attention [10]. The selection of AM methods depends on processing speed, starting materials, resolution requirements and the consistency of final product performance [11,12,13]. Material extrusion is the widely used and affordable AM technology currently available because of its simple operation and vast range of accessible materials [14,15,16,17]. However, the products fabricated by amaterial extrusion printer using conventional filament generally inadequate functional features and have poor mechanical qualities, which restricts their applicability [17]. Therefore, designing functional filaments with excellent tensile properties that are appropriate for material extrusion printers is essential to enhancing their functionality and expanding their application areas.
2. Material Extrusion
2.1. Historical Background
Material extrusion methodology was developed in 1988 by S. Scott Crump, a co-founder of Stratasys Inc. For technology, Stratasys Inc. filed a patent in 1989 [18]. The first material extrusion printer was available on the market in the year of 1990 [19]. In 2005 Dr. Adrian Bowyer introduced “self-replicating rapid prototyper” or RepRap technology that could reprint broken objects or new objects. Material extrusion technology patent expired in 2009. Since then, low-cost machinery in the form of kits and completely assembled devices based on the open-source RepRap project have been accessible. To give a term that would be legally unrestricted in its usage, the technology is known as fused filament manufacturing rather than material extrusion. The most popular feedstock for AM is ABS and PLA polymers; nevertheless, the finished objects are frequently seen as toys or prototypes rather than being employed in practical applications [20]. To develop a method comparable to material extrusion, the Rap Man AM kit was introduced in 2009. Additionally, Maker Bot Industries unveiled Cupcake CNC devices (both fully completed and in kit form) that are based on the open-source RepRap platform [21]. The first RepRap-based 3D printer was developed by Ultimaker Ltd. in 2011, and Ultimaker Original Solidoodle also launched their RepRap-based Solidoodle 3D printer [22].
In 2012, Makerbot Industries introduced the Replicator 2 and 2X platforms, abandoning open-source functionality in favour of private management [23]. 2013 marked the peak of public interest and awareness for AM. Since then, several thermoplastic polymers and polymer composites (such as PP, PCL, and others) have been researched and produced for use in material extrusion technology. In 2014, Mark forged announced the Mark One, a printer that can employ continuous fiber to strengthen polymer, producing pieces that are 10 times stronger than typical printed parts [24]. In 2015, the debut of the first PEEK AM printer from Apium Additive Technologies was shown at INDMATEC [25].
2.2. Basic Working Principles of Material Extrusion AM Printers
The mechatronic structure of a Material Extrusion AM is shown in Figure 1. In general, Material Extrusionis based on the hot melt extrusion procedure, in which material is deposited layer by layer by the information from a three-dimensional model until a complete product is formed. A circulating drive gear mechanism is commonly used in the Material Extrusion AM process for filament feedstock feeding with a diameter of 1.75 mm or 3.00 mm into a printer. The energy needed to move the filament through the system is supplied by a stepper motor that is attached to one of the driving gears. For the driving gear to grip the filament and feed it to the liquefier without slipping, one or both drive gears may have a grooved or toothed surface. After the filament has been heated, it is melted at the hot liquefier, and the solid back section serves as a piston to force the molten material through the print nozzle.
Generally, as long as the printer parameters are adjusted properly, choosing a filament diameter has no effect on the printing quality. The method uses higher pressure yet moves more slowly when driving the material into the nozzle because a bigger diameter (3mm) produces a more durable filament. A smoother filament feeding procedure and a lower risk of filament breakage arise from its improved rigidity, which prevents any flexibility in the PTFE tube. In contrast, a 1.75 mm filament has significant advantages over a 3 mm filament. A smaller diameter filament may be used with the same nozzle size with less force, which speeds up the feeding process. The 1.75 mm filament is also significantly higher flexibility, making it possible to spool and twist it toward an extruder through curved tubes [25]. While an extruded material thread can range in size from 0.1 to 0.4 mm, the Material Extrusion printer having typical nozzle diameter is 0.4 mm. Cartesian printers, which have two primary versions, are essentially the most often used design among consumers. In the first kind, the platform descends in the z-axis while the print head travels up and down in the x-y plane, layer by layer. In the second, meanwhile, along the y-axis, the platform travels in and out, while the x-axis is used by the print head.
A layer contour can be deposited, and a model can be made by filling the inside with plasticized material while moving the head in zigzag motions [27]. The head travels along thez-axis to start printing the next layer once the previous layer has been printed. By using this method, we can produce complicated forms with the least amount of pre-processing. [28]. Such a programproduces G-code, which when fed into a printer permits the creation of a genuine model. Finish machining is required for the model that was removed out of the printer, for example, to remove supports and flaws [29].
The need to exhibit these specific attributes and the expense of converting raw materials into filament form often make it challenging to process many polymer materials through fused deposition [30,31,32]. Direct printing from pellet form is a viable option, allowing the incorporation of particulate and fibrous filler materials to create polymer composite solutions [33]. In fact, producing polymer material in pellet form is simpler and more cost-effective [34,35].
The working mechanism of a pellet extruder is similar to that of a filament extruder, but it uses pellets instead of filament [36,37]. It includes additional components such as a hopper and an auger screw. The auger screw transfers the pellets from the inlet to the nozzle opening. Before being extruded through the nozzle, the melted plastic undergoes high pressure due to the screw, which features a transport zone, a melting zone, and a mixing zone. The pellets are converted from solid form to liquid paste by a heater that warms the screw and barrel. The motor, connected to the screw, rotates it, exerting high pressure to facilitate extrusion as shown in Figure 2 [36,38].
3. Materials in Material Extrusion AM
Existing material extrusion AM techniques have certain restrictions on the types of materials that are used in material extrusion printer [39]. Materials with a high melting point cannot be used; the heating element/chamber of the commercially available material extrusion printer can operate at a maximum temperature of 300°C [40]. Due to this restriction, the most suitable materials for this technique have been found to be materials with low melting point, including thermoplastic polymers [41]. Therefore, polymers, PMC, nanocomposites, FRC, bio-composites, and PCC are usedin the material extrusion technique [42,43,44].
3.1. Polymers
The melting temperature of polymers makes them the preferred material for material extrusion AM nowadays [45]. They fall into the category of commercially accessible material extrusion printer, and also they provide the final product with considerable strength hence they are used for several applications. The polymers employed in material extrusion AM of medical applications might be different from those used for more conventional applications [46]. The choice of the polymer is an important aspect because biocompatibility is crusial for applications in the pharmaceutical industries. The types of polymers available for AM in the medicinal field are divided into natural polymers, metal-based polymers, synthetic polymers, biocomposite materials and bioceramics [47,48]. Polymeric materials are often employed because they are flexible, simple to fabricate, biocompatible, and exhibit a variety of chemical, mechanical, electrical and thermal charecterstics when combined with other materials to form composites [49,50,51].
3.2. Development of Material Extrusion Printed Nanocomposites
The objects fabricated by material extrusion printers using conventional thermoplastic filament generally have poor mechanical propertiesand limited essential functional features, which restricts their applicability [55]. Therefore, creating functional filaments with superior mechanical qualities that are appropriate for material extrusion printers is essential to enhancing their functionality and expanding their application areas [56]. These restrictions can be overcome by combining the matrix with composites to create reinforcements. A composite consists of two or more basic mate fundamental components, each of which has unique physical and chemical characteristics. When combined, they exhibit properties that are distinct from those of each component alone. This offers them a significant advantage over conventional thermoplastics like ABS or PLA that are utilizedin material extrusion AM [57]. These extra materials and their additional qualities permit AM to be used in more applications.
Nanocomposites are created by incorporating nanoparticles into a polymer matrix. NPs are extremely small particles having a size ranging from one to hundred nanometres [58]. Macro-sized materials frequently result in holes or crack 3D-printed structure, making it brittle and inappropriate for many applications. However, incorporation of nanoparticles can minimise wear and friction between surfaces, generate an anti-wear film, and reduced surface roughness [59]. Their mechanical qualities can be integrated into macro structures to provide novel applications in a variety of industries. NPs can be categorised as being made of carbon, ceramic, metal, semiconductor, magnetic, lipid, and polymeric materials [55]. The most frequently researched NPs as an additive for the polymer material in the development of material extrusion AM include those based on metal, ceramic, semiconductor, and carbon materials. In general, the porosity, size of the pore, membrane pore structure, surface roughness, surface charge, and mechanical properties will be affected by the incorporation of NPs into the polymer [60]. Inhomogeneity is a typical issue during the preparation of nanocomposites that affects the number of additives that can be included in the matrix.
3.3. Carbon Based Nanoparticles
Nano-sized carbon can be synthesized by carbonization, activation, grinding, and heating. Because of their outstanding mechanical, optical, physical, and thermal characteristics, carbon-based NPs are extensively utilised in various fields. Different forms of Carbon-based NPs are graphene, CNTs, and carbon quantum dots. These forms of NPs are extensively studied in research because of their superior mechanical property, thermal conductivity, electrical conductivity, stability, and low toxicity [61].
TPU/MWCNT nanocomposite was 3D printed using material extrusion and extruded filaments were compared for their piezoresistive, electrical, and mechanical properties. Electrical conductivity, the strength of the material, and initial elastic modulus all increased with the addition of more MWCNT filler. By enhancing the resistance to buckling, the higher modulus in the presence of MWNCT significantly improved the printing ability of soft thermoplastic TPU [61]. The nanocomposite of PLA with graphene/carbon nanotube synthesized under optimum conditions had excellent properties compared to pure PLA (Figure 3). For example, their tensile strength and Young’s modulus can reach 16.2% and 25.5% which is greater than pure PLA. The electrical conductivity of the nanocomposite can achieve 82.0 S/m and EMI shielding efficiency can reach upto 36.8 dB, which is far beyond the commercial shielding standard (20dB) [62].
CNT/TPU nanocomposites were fabricated by material extrusion for high-performance strain sensor and PCA was added to improve the interactions between the polymer and the nanofiller. The 3D printed sensors exhibit exceptional qualities including a high gauge factor (GF = 117213 at a strain of 250%), a broad detectable strain range (0-250%), high stability (up to 1000 loading/unloading cycles), and a frequency response range of 0.01–1 Hz [63]. Jesús et al. [64] fabricated completely integrated, hybrid carbon-based electrodes using material extrusion AM. The employment of a hybrid CNT/CB/PLA filament material in the construction of an electrochemical sensing system is a key achievement of this work. A non-conductive ABS substrate and a conductive CNT/CB/PLA three-electrode array make up the integrated printed hybrid-carbon electrode (comprising working, counter, and pseudo-reference electrodes). The printed electrodes were employed to determine dopamine with a low detection limit of 1.45 μM as a proof of concept. These fully integrated, printed, hybrid carbon-based electrodes may be used as real point-of-care printed electrochemical sensing devices due to their mobility, affordability, simplicity, and quick production time (3.7 min).
A study demonstrated the preparation, filament extrusion, and material extrusion of AM of conductive polymer nanocomposites based on CNT and graphene to produce effective 3D model structures. The printability, electrical conductivity, crystallinity, morphology, and viscoelastic characteristics were examined. According to the investigation, PBT/CNT printed structures have superior functional qualities (elastic property and conducting capabilities) than PBT/G printed structures [65].
3.4. Ceramic Based Nanoparticles
The main constituents of ceramic nanoparticles include metal and metalloid oxides, carbides, phosphates, and carbonates, such as calcium, titanium, silicon, etc. They have several advantageous features that make them suitable for many applications, such as chemical inertness, low electrical conductivity, high heat resistance, resistance to corrosion, and high stiffness [66]. Due to their exceptional thermal, mechanical, and biological qualities, ceramic materials are a crucial class of inorganic particles in composites and have been effectively used in polymer matrix composites [67].
In material extrusion technology PA 12 combined with bioceramic fillers (such as zirconia and hydroxyapatite) is a potential candidate for biomedical applications. The studies showed that adding fillers decreased toughness and flexibility while maintaining or increasing the strength and stiffness of pure PA12. Fillers were added, which slightly decreased the melting point while enhancing thermal stability. In conclusion, it was observed that PA12 composites worked well with material extrusion technology, making it possible to create medical implants with respectable mechanical performances for non-load bearing applications [68]. A study investigated the effects of three-phase dielectric nanocomposites made of PVDF, BaTiO3, and multi-walled carbon nanotubes on material extrusion AM. Due to their distinctive property of dipole polarisation, PVDF polymer and BaTiO3 ceramics are pyro-, piezo-, and di-electric materials widely employed for sensor and energy storage/harvesting applications. The dielectric characteristics are improved by increasing both BaTiO3 and CNT nanoparticles [69]. A research groupstudied the physical and mechanical characteristics of highly ceramic-filled PA12. Tensile and flexural specimens were fabricated using PA12 filament feedstock that was unfilled, 30, 35, and 40% filled with ceramics. The increase in filler loading had a negligible impact on the mechanical and physical characteristics. The mechanical characteristics of composites were less than expected, but they did show considerable surface roughness, which is preferable for use in biomaterial applications [70].
Samar et al. [71] focused on development and production of controlled porosity polymer-ceramic composite scaffolds. PP polymer and TCP ceramic were mixed at high shear to create particulate-reinforced polymer-ceramic composites. To increase the composite flexibility and processability, processing aids were applied. The material extrusion method was utilised to produce scaffolds with controlled porosity. Physical, mechanical, and biological characteristics of these porous scaffolds for application as bone transplants were described in this study. Using standard dog bone samples, the tensile characteristics of PP-TCP composite (with processing aids), neat PP and PP with processing aids (without TCP) were assessed and compared. Uniaxial compression tests were carried on cylindrical porous materials, with varied volume percent porositywas (36%, 48% and 52%) and an average pore size was 160 μm. The samples with the highest compressive strength 12.7 MPa, had a porosity of 36 volume percent. Studies on cell growth and cytotoxicity were carried out using a modified human osteoblast cellline. The first two weeks of in vitro testing revealed that these samples had outstanding cell development and were non-toxic.
3.5. Metal Based Nanoparticles
Precursors of metal are used to create metal-based nanoparticles which are excellent in conducting heat and electricity. The mechanical strength of the polymer film can be increased by adding metal-based nanoparticles to polymer materials [72]. It has been demonstrated that incorporating metallic nanoparticles, such as metallic compounds and metal powders into the polymer is an effective way to enhance the qualities of finished material extrusion printed objects.
Researchers added Fe3O4 and CNFs as functional particles and reinforcing components to a PHB/PCL mix to create magneto-responsive shape memory polymer composites with well-balanced strengths and toughness. Investigations were conducted into the effects of Fe3O4 and CNFs, the findings showed that the PHB/PCL (80:20) composites containing 10 weight percent iron oxide and 0.5 weight percent carbon nanofibers had the best overall mechanical and magneto-responsive shape-memory capabilities. Figure 4 (a) and (b) depict the snowflake model printing process and the resulting images. The snowflake models were immediate form is depicted in Figure 4 (c) along with a temporary shape that was created during the magneto-responsive shape recovery [37]. The temporary shape of the snowflake model is shown to gradually change into its permanent shape after 35 seconds, demonstrating that the snowflake model created via AM has advantageous magneto-sensitive shape memory ability [73].
Masood et al. [74] developed a novel metal/polymer composite material using the material extrusion rapid prototyping method for direct quick tooling application. Characterization of this novel material demonstrates appropriate mechanical behavior, tensile strength and tensile modulus of reinforced nylon with an iron increase by 3.87 MPa and 54.52 MPa, respectively. In another work, they intend to emphasize the friction welding compatibility of aluminum (Al)-reinforced PA6/ABS-based functional proto types manufactured using material extrusion printer. It was found that reinforced ABS and PA6 polymers have greater compatibility in terms of comparable melt flow and thermal characteristics, which resulted in improved joint efficiency with friction welding [75]. Rajanet al. [76] examined the effective manufacture of reinforced PA6 (PA6/TiO2) composites with titanium dioxide (TiO2) for material extrusion AM. The evaluation results of the material extrusion-fabricated samples showed that the addition of TiO2 could significantly alter the mechanical and tribological characteristics of pure PA6, with an increase in TiO2 concentration, decrease in elongation at break and wear rate and an increase in tensile strength and Young’s modulus. The tested experiment showed that the PA6/TiO2 composites out performed pure PA6 in terms of material extrusion AM capabilities, wear resistance and mechanical strength.
Kumar et al. [77] conducted more study for friction welding on iron (Fe) powder reinforced PA6 matrix and ABS matrix, respectively. Using composite filament made of PA6/Fe and ABS/Fe, two working circular cross-section prototypes were constructed on an material extrusion machine. Fe powder reinforced PA6 and ABS were successfully combined under the optimal parametric rotation speed, feed, etc. conditions. Modern medicine is challenged by the rising incidence of wound infections brought on by bacteria resistant to antibiotics. In order to solve this problem, AM filaments were produced by swiftly incorporating antibacterial metals like zinc, copper, and silver into polymer PCL for the material extrusion AM. Additionally, copper and zinc helped to speed up the healing of wounds because these metals have broad-spectrum antibacterial capabilities. All of the various metal dressings demonstrate a quick release (for up to 24 hrs), followed by a gradual release (up to 72 hrs). A thermal activity monitor system was used to assess the wound dressing antibacterial effectiveness, and the results showed that silver and copper wound dressings had the most effective bactericidal characteristics. This study demonstrates that 3D scanning and AM, which are becoming easier and convenient, have the potential to provide solutions for producing customised wound dressings [78].
3.6. Semiconductor Based Nanoparticles
Semiconductor materials have unique optical and electronic properties because of their quantum size effect or large surface area. Semiconductor nanomaterials show promise for use in a variety of fields, including solar cells, laser technology, chemical and biosensors, nanoscale electronic devices, super absorbents, light-emitting diodes, packaging films, components of armour, parts of automobiles, waveguide and catalysts [79]. Metal oxides are the inorganic semiconductors that have received most attention due to their superior optical, electrical, thermoelectric and chemical capabilities. Metal oxide semiconductors, including SnO, ZnO, CuO and others, are easily fabricable [80].
Viskadourakis et al. [81] successfully fabricated 3D photocatalytic structures using nanocomposite polystyrene filaments incorporating ZnO and TiO2 nanoparticles at mass concentrations up to 20% w/w by using a standard material extrusion printer. The fabricated 3D structured photocatalyst have promising photocatalytic characteristics, achieving an efficiency of about 70% after five reuses in a solution containing 20 ppm of Methylene blue under UV light irradiation. In another work, n-type copper oxide semiconductor-based 3D printed room-temperature ammonia gas sensors were fabricated using thematerial extrusion and the sintering method. Cu particles were incorporated to the polylactic acid (PLA) mixture before it was extruded into filament for material extrusion AM. The 3D-printed copper oxide gas sensor showed strong sensitivity and selectivity towards ammonia at ambient temperature, good reproducibility, high stability (>3 months), and low humidity dependency (25-65 % RH) [82]. 3D scaffolds with a designed microstructure and immobilized TiO2 NPs in PLA were manufactured using material extrusion to produce customized 3D objects [83].
Salea et al. [84] combined Cu with PLA and extruded to create a composite filament with a high copper content that had a 1.75 mm diameter. A designed model was developed using the filament and an material extrusion printer with enhanced mechanical properties. This method proved that Cu is useful for fabricating more ceramic and semiconductor materials. Below Table.1 summarises the work of other researchers who developed polymer nanocomposite materials using Nanoparticles as reinforcing material for the material extrusion technique and discusses their effects on its performance and their enhacement in properties.

Table 1.
Summary of the polymer nanocomposite materials using nanoparticles as reinforcing material for the material extrusion technique.
Table 1.
Summary of the polymer nanocomposite materials using nanoparticles as reinforcing material for the material extrusion technique.
| Type of Additive | Matrix Polymer | Additive (Nano-Filler) | Concentration (wt. %) | Effectiveness of Nanofiller/Remark | Reference |
|---|---|---|---|---|---|
| Carbon-based nanoparticles | ABS | MWCNT | 1, 3, 5, 7 and 10 | Tensile strength increases up to 58 MPa with 7 wt.% MWCNT. Ductile to brittle transition, mechanical properties, and electrical conductivity dramatically increased. | [85] |
| PLA | MWCNT and GNPs | 1.5, 3,4.5,6,9 and 12 | To improving the dielectric properties MWCNT are more suitable and GNPs filler favours in thermal conductivity. | [86] | |
| ABS | CNT/CB | 3 | Increase the mechanical properties including strength and elastic modulus as well as improved electrical conductivity. | [87] | |
| Linear low-density polyethylene(LLDPE) | GNPs | 5, 10, 15, 20 and 30 | Enhance the thermal conductivity and mechanical performance. | [88] | |
| TPU | CB | 12 | The CBPs conductive network disconnection mechanism and Tunnelling effects are beneficial to the sensing mechanism for printed composite. | [89] | |
| Ceramic based nanoparticles | PVDF | BaTiO3 | 9 | Increased piezoelectric responsiveness by three times using nanofiller. | [90] |
| PLA | Silica | 5,10 and 15 | Increase in silica concentration increases the tensile strength up to 121.03 MPa | [91] | |
| PA12 | ZrO2 and (β-TCP) | 15 wt.% ZrO2 and 30, 35 & 40 wt.% β-TCP | Tensile modulus, impact strength and biological properties improved. | [92] | |
| PA12 | Zirconia and hydroxyl apatite |
10,15,20,30 and 40 | Filler improved strength and stiffness of PA 12 and lower the melting temperature and improved the thermal stability. | [68] | |
| PP | TCP | 20.5 | Controlled porosity PP-TCP composite exhibited high mechanical properties with pore size 160 µm. | [71] | |
| Metal based nanoparticles | PLA | Al | 6.95 | Enhance the dynamic mechanical thermal (DMT) property, elongation-at-break increases and reduced tensile strength and young’s modulus. | [93] |
| PLA | Ag | 0.01, 0.1, 2.5 and 5 | Adding Ag NPs exhibited antimicrobial activity against Staphylococcus aureus, Escherichia coli, and Pseudomonas aeruginosa | [94] | |
| PA12 | WC | 12.5,25,37.5 and 50 | Improved mechanical properties and increase glass transition temperature. | [95] | |
| PA6 &ABS | Al | 50 | Improvised the mechanical properties | [75] | |
| PA6 &ABS | Fe | 10,20,30,40 and50 | Enhance the mechanical and metallurgical properties. | [77] | |
| Semiconductor based nanoparticles | ABS | ZnO | 50 | Acts as a photocatalyst and removed contaminants in water. | [96] |
| PLA | Cu | 80 | Increased electrical resistivity and showed many defects recombination. | [84] | |
| Poly styrene |
TiO2 | 20 and 40 | 100% recyclable and promising photocatalytic activity | [97] | |
| PLA | CuO | 80 | Provided active porous sites for better room temperature ammonia gas sensing and adsorption. | [82] | |
| PVDF | ZnO | 1 and 2 | Thermally stable and excellently tunes the magnetic, photoluminescence, optical, piezoelectricity properties. | [98] |
4. Application of Material Extrusion Printed Polymer Based Nanocomposites
4.1. Wastewater Treatment
Fresh water resources like rivers, lakes, and ponds are essential for the survival and growth of aquatic life and also for humans . This important water sources are contaminated in many regions of the world due to a lack of environmental legislation and safety measures. Industrial residual dyes which include harmful and dangerous organic pollutants are the ones among many such contaminants that tend to change the characteristics of water, generating aesthetic and health-related issues [99]. However, various methods have been reported for waste water treatment but adsorption and photocatalysis are the most attractive and environmental friendly methods that have been frequently used to remove these pollutants from contaminated water bodies [100]. Printed objects can be used as an adsorbent and photocatalyst for dye degradation. For example, ZnO coated printed structure was examined by Kumbhakar et. al for the efficiency of photocatalytic degradation and adsorption capacity of MB dye as shown in Figure 5 (a) &(b) [101].
Sevastaki et al. [97] fabricated 3D photocatalyst of TiO2/PS polymeric based nanocomposite by using material extrusion AM method 100% recyclable PS filament was incorporated by TiO2 NPs up to 40% w/w.The printed nanocomposites of TiO2/PS were efficient and effective as photocatalysts for the degradation of paracetamol and achieving an efficiency of nearly 60% after three cycles of reuse in 200 ppm of paracetamol aqueous solution under UV irradiation. This method presents a novel, inexpensive alternative for manufacturing large-scale photocatalysts that are useful for practical applications. Yoann et al. [102] prepared printed photocatalyst by using geometrical concepts. Various structures have been printed with PLA using material extrusion technique. The photocatalyst is made of nano ZnO@PAA plasma-grafted on a PLA substrate and used for investigation of photocatalytic degradation of Rhodamine B. The printed photocatalyst shows 63% dye degradation after 5.5 hours under direct sunlight indicating that printed hybrid material had successfully undergone photocatalytic activity testing.
Jo et al. [103] developed photodegradable gyroid structures of PLA incorporated with TiO2 NPs and the nanocomposite were printed by using material extrusion method. Under UV irradiation, the porous and 3D network gyroid structure improves the contact interface and promotes quick mass transit by offering more light routes and surface area. Improved hierarchies were also developed within the structure as the PLA photodegrades on the surface over time. It enables continuous surface exposure throughout the hierarchical structure of the incorporated TiO2 NPs. As a consequence, the hierarchical gyroid control its reaction efficiency while simultaneously showing higher adsorption and a greater photocatalytic performance by creating more voids as the reaction period is extended. Sevastaki et al. [104] reported a novel method of developing eco-friendly ZnO NPs on printed PLA scaffolds. Under UV irradiation, the photocatalytically active ZnO nanostructures printed on PLA scaffolds were employed to degrade paracetamol (50 ppm) in water. This research work demonstrates a low-cost, environmentally friendly method for producing large-scale photocatalysts that may effectively degrade 50 ppm paracetamol in water by almost 95%. ZnO/PLA nanostructures developed by this method has a great prospects for practical environmental remediation.
And it is the first report in the literature on a successful attempt to use this method to develop inexpensive photocatalytic active components for pharmaceutical pollutants in water.
Many proposals for removing chemical pollutants have been developed after extensive investigation. Photocatalysts, an approach that is beneficial to the environment, have often been recommended to address environmental problems. Son et al. [96] reported 3 D printed three types of ZnO nanostructures via material extrusion and hydrothermal reaction and studied its photocatalytic behavior on methylene blue using UV spectroscopy. Because of their greater active surface compared to the others, the ZnO-nanoflowers on a 3D-backbone exhibits the fastest degradation of methylene blue dye.
4.2. Biomedical Applications
Material extrusion AM offers significant benefits in biomedical applications with the potential to fabricate patient-specific medical products and equipment. The complexity and novel approaches are a challenge in biomedical research. AM will facilitate the development of novel biomedical implants, customized organs and tissues and controlled drug delivery systems [105] with ease. Due to the flexibility of AM, new materials like semi-crystalline polymeric composites may be engineered to produce extremely complex structures [106]. The following are the current and upcoming research priorities for AM technology in the biomedical and pharmaceutical industries: (1) the fabricationof organs and tissues customization of prostheses, anatomical replicas and orthopedic transplants; (2) personalized methods of drug delivery, drug screening and distribution. The ideal characteristics of materials that are deemed worthy of being printed for biomedical applications include printability and outstanding mechanical, thermal, and structural feature [107].
Chen et al. [108] illustrates the AM of TPU/PLA/GO nanocomposites using material extrusion and discusses the possible use of these materials as biocompatible approaches. For material extrusion AM, nanocomposites are created using a solvent-based mixing process and extruded into filaments. The mechanical properties and thermal stability of these nanocomposites were significantly improved by the addition of GO. Interestingly, researchers found that the mechanical performance is strongly influenced by printing orientation. The printed nanocomposites also demonstrate strong biocompatibility with NIH3T3 cells, showing potential use of these biomaterials for tissue engineering applications. Wang et al. [109] study demonstrated that L-Arg/ GNPs/PLA nanocomposites as a potential biomaterial with improved mechanical properties and thermal stability. This improvements was achieved by material extrusion printing technique. By using a solvent-based mixing technique, nanocomposites were created and then extruded into filaments for material extrusion printing. With an ideal loading of 2 wt% L-Arg/G NPs, the inclusion of L-Arg/G NPs considerably increased the tensile and flexural strength of PLA matrix by 43.6% and 28.5%, respectively. Thermal stability of L-Arg/GNPs/PLA nanocomposites significantly increased, with the degradation temperature rising by 60°C and the amount of residual weight rising by 7%. The L-Arg/GNPs/PLA nanocomposites also shown high biocompatibility in the MTT cytotoxicity assay of the printed nanocomposites, indicating the material have great potential for use in bone tissue engineering.
Cao et al. [110] revealed that, for the first-time osteoblasts and chondrocytes can successfully co-culture in vitro for more than 50 days on material extrusion PCL scaffolds. It shown that, in these material extrusion-fabricated PCL scaffolds, osteogenic and chondrogenic cells may multiply, spread, and create extra cellular matrix when cultured together. However, the researchers pointed out that other, more direct method, such as DNA sequencing investigations are the only way to determine the real final pheno type of the osteoblasts and chondrocytes in the PCL scaffolds. The substantial cell proliferation on the three-dimensional porous PCL scaffold indicates that it is biocompatible and appropriate for tissue engineering of in vitro osteochondral constructs. This scaffold architecture may find value in medical applications, particularly for the healing of osteochondral defects.
Kempin et al. [111] studied multiple polymers; including Eudragit®RS, PCL, PLLA, and EC, were investigated for their feasibility for material extrusion of drug-loaded implants as well as their drug release properties. To observe drug dispersion in filaments and implants, the fluorescent dye quinine was utilized as a model drug. Eudragit® RS and EC had the lowest relative drug release, with less than 5% of quinine released in 78 and 100 days, respectively, whereas PCL had the fastest relative drug release, with an estimated 76% in 51 days. Since almost the same absolute quantity of quinine was still trapped in PCL at the conclusion of drug release trials, increasing the drug load also increased the total percentage of the drug released to the medium. This information is useful for creating printed implants in the future that have the required drug release profile, which might be influenced by the polymer and drug load. Tablets can also be made to include a variety of drugs with various rates of drug release. The study conducted by Sadia et al. [112] has resulted in a unique tablet design that could increase drug release in printed tablets. Polymethacrylate is the material used for the material extrusion printed tablets, which are meant to feature internal channels that might increase the surface area/volume ratio of the tablet and permit media perforation through the structure. The research conducted by Goyanes et al. [113] has also demonstrated that it is possible to create custom tablets using material extrusion AM technology that contain drug dosages that are personalized to each patient or tablets with a particular drug-release profile.
AM technologies have significant contribution in the development of biosensors fabrication towards clinical and point-of-care-testing systems. AM technologies have been employed for the fabrication of biosensor or a component of the biosensor for the detection of variety of targets including glucose, H2O2, covid-19 antibodies, dopamineand cancer biomarkers detection Smart phone assisted, non-enzymatic and amperometric based point-of-care testing of glucose sensing in physiological fluid, human sweat has been studied. This flexible device enables non-invasive glucose detection in physiological fluid in range of 12.5–400 μM without the interference from metabolites [114]. Nanoprinting integrated electrochemical and microfluidic for the rapid detection of covid-19 antibodies using reduced graphene oxide coated electrodes shown in Figure 6 (a-d). the proposed sensor can be reusable by regenerating the sensing platform in low pH solution. This methodology can be used to detect biomarkers of infectious agents [115]. Printed electrodes based on graphene and Au NPs with horseradish peroxidase assisted in direct electron transfer between enzyme to the electrode during electrochemical sensing of H2O2 [116]. Cost-effective point-of-care testing of dopamine was demonstrated by Naranjo et al. [64], using printed carbon nanotube based electrochemical systems. Crevillen et al. [117] described printed aptasensor for MUC1 detection from breast cancer cells. This sensor is simple, cost-effective, and easy to fabricate and will have a significant impact on early cancer diagnostics.
4.3. Electronic Applications
Currently, a variety of AM methods are being widely employed for structural electronic devices that allow for mass customization and adaptable design by embedding conductors in the three-dimensional components. The material extrusion AM materials and liquid metal was employed to build material extrusion printed electronic devices with microstructures by adhering different fundamental microelectronic device components into material extrusion printed devices. Radio-frequency passive circuits and the improved passive wireless sensing systems were devised and constructed by linking these fundamental resistors, capacitors, and inductors with these 3D printed components [118,119].
Kim et al. [69] examined the effects of material extrusion AM on three phase dielectric nanocomposites made of PVDF, BaTiO3, and MWCNTs. Due to their distinctive property of dipole polarization are, piezo-, pyro-, and di-electric, PVDF polymer and BaTiO3 ceramics are widely employed for sensor and energy storage/harvesting applications. CNTs have been used for ultra high polarization density, local micro-capacitor, and uniform BaTiO3 nanoparticle dispersion among matrix to increase the dielectric property. A research work conducted by Carkaci1 et al. [120] used AM technology to prototype-manufacture an antenna and waveguide diplexer feed system for Ku-band satellite communication. Using this material extrusion technique, these components in an antenna are first manufactured using PLA, a dielectric substance that is suitable for material extrusion printers, and then the structure is sprayed with silver spray.
For the first time Foster et al. [121] introduced printable electrochemical energy storages system based on graphene-based PLA filament (graphene/PLA) and described the possibilities of using in solid-state graphene supercapacitors. Additionally, the hydrogen evolution process (HER) is shown to be a viable alternative to the regularly used platinum-based electrodes now used in electrolyzers for the electrochemical production of hydrogen. Viskadourakis et al. [122] investigated the thermoelectric and transport properties of three-dimensional printed samples made of PLA-graphite and PLA-graphene and demonstrated their thermoelectric device application. PLA-reduced graphene oxide based printed circuits were demonstrated for potential applications in organic electronics and energy storage devices [123].
4.4. Aerospace Application
The majority of aviation parts have complicated profiles that are time-consuming and expensive to manufacture. The most important aircraft parts, such as engine, exhaust and turbine blades have recently been printed using metal materials since they are more durable and flame resistant than polymers [124]. The aerospace industry has been replacing metal parts with appropriately robust material extrusion printed parts made of polymer composites such as ABS, PLA, polyetherimide, polyphenylsulfone and polycarbonate in order to reduce weight and processing time. Recently, printed polymer composites were able to resist high temperatures and have been developed to use in aircraft applications [125]. Continuous fiber-reinforced composites are the ones that are most frequently employed in the aerospace sector. One of the key indicators of aviation progress is the usage of continuous fiber-reinforced composites. High-silica glass fiber-reinforced phenolic resin and carbon fiber fabric reinforced phenolic resin are suitable materials to use for the ablation and heat-preventing components of rocket heads in the aerospace sector [126,127]. The aircraft sector is noticing a particular demand for components produced using additive manufacturing. Lightweight materials with strong physical and thermal qualities are required in this sector.
PEEK is also employed in the aerospace sector, and it is a popular material in this sector due to its excellent qualities, such as strong thermal stability, mechanical characteristics, lightweight, and resistance to chemicals and ultraviolet radiation. PEEK is employed in aerospace applications as a heat-resistant structural component and thermoplastic resin [128,129]. Rinaldi et al. [130] printed a nanosatellite for space applications using PEEK polymer utilizing the material extrusion technique. A kind of satellite known as "nanosats" is tiny and lightweight in size. PEEK is lightweight, and the researchers demonstrated a proof of concept for a nanosat structure made of 3D printed PEEK using additive manufacturing technology. In their investigation, the researchers also examined the printed PEEK outgassing parameters like collected volatile condensable material, total mass loss, recovered mass lossand water vapor regained. Their study revealed that the criteria of the aerospace sector were entirely satisfied; proving that AM PEEK has no detrimental effects on out-gassing qualities and PEEK material extrusion printed materials are appropriate for space technologies.
Woosley et al. [131] fabricated composite of boron nitrideand thermoplastic polymer by material extrusion AM technique. The neutron attenuation of samples produced with material extrusion increased from 50% in polymer specimens to 72% in composite specimens. Because of the new materials improved performance somaterial extrusion technology may be utilised to create aircraft components, where neutron radiation poses a serious risk. Similarly, Tian et al fabricated continuous fiber reinforced thermoplastic composites (CFRTPCs) by material extrusion 3D printing using continuous carbon fiber and PLA filament as reinforcing phase and matrix, respectively. When the fiber content was 27%, excellent flexural strength (335 MPa) and modulus (30 GPa) were obtained for the printed composite samples. This type of composite has potential applications in the field of aviation and aerospace [132].
4.5. Textile and Fashion Industry Application
Recent technology advancements open the door to AM use in printed footwear, apparel, and accessories for fashion as shown in Figure 7 (a) & (b) [133,134]. Textile clothing and accessories must be very flexible, strong, ductile, and resilient in order to facilitate customer requirements. Printed clothes are more user-customizable than traditional garment techniques. As a result, AM technology gives designers the ability to customize the size and shape of clothing to fit a specific body type of person [135]. Recently, sustainability trends in textiles and clothing have prompted a need to reduce waste generation and ensure the viability of AM technology in these industries by reducing the cost of energy and transportation. Researchers have also attempted to design and create stylish jewelry with the least amount of waste possible. The idea was to reduce waste generation in order to assure sustainability and cost of reduction. One of the main advantages of employing material extrusion is that itcan be used to quickly and inexpensively produce personal garment panels. In order to satisfy client demand, it would be beneficial and effective to combine AM with traditional garment production [136].
Deposition of polymer onto textile mainly depends on the combination of the polymer and textile. It includes several aspects of polymer science such as polymer deposition technology, polymer compatibility and polymer-textile adhesion. Sanatgar et al. [137] looked at how well polymer and nanocomposite layers adhered to textile fabrics after printed directly by using the material extrusion printer. Numerous factors affect on adhesion quality, such as, the choice of the fabric, the AM process parameters and the type of filler used in polymers. In different series of polymers were printed using several experimental designs, nylon on PA66 (polyamide 66) fabric, PLA on PLA fabric, PLA on PA66 fabric, and finally nanoscale CB/PLA and MWCNT/PLA nanocomposites on PLA textiles. Following, PLA and its composites have a strong adhesive force to PLA fabrics among the printed polymers. Melnikova et al. [138] found that by using soft PLA, material extrusion printer capable of printing glossy, flexible and lace like fabrics. Ali et al. [139] printed jewelry using material extrusion using different types of material PLA, PLA plus and bronze filled PLA.
Spahiu et al. [140] reported two suggestions for using AM to support fashion designers for shoe and garment developers. The material extrusion printer Orcabot XXL made by Prodim (The Netherlands) was utilized for AM of shoes and garments. On a printing bed that had been heated to 60 °C, PLA filament was produced at a nozzle temperature of 195 °C. The design of shoes and garments are carried out using AM shoe designing software.
5. Challenges and Future Perspectives
In recent years, material extrusion AM technique has provided a new development to manufacturing technology and expanded its scope to the maximum. However, there are still several challenges with material extrusion printing. The need for post-processing the printed component has an impact on the parts of quality. The main drawback of material extrusion- printing is that it can only be used for thermally stable objects because of the high temperatures that are involved in this process. The range of materials that can be used in this method is significantly less. According to the section on required materials in medical field, material extrusion-printability is a multi-factorial and requires particular material qualities that are challenging to produce with medicinal recipients [141,142].
Another challenges faced by the researcher when producing intricately designed jewelries. During this study, it was found that some materials, including PETG, wood-filled PLA, HIPS, and ABS, could not be used to create intricately formed objects using the material extrusion process. Post-processing of the printed portion is necessary and it affects on quality of the printed parts [139]. Researcher reported some challenges in usage of material extrusion AM in the fashion sector after manufacturing apparel and accessories. As mentioned in the report, various limitations were observed during each procedure related to the materials, modeling software, printing processes, manufacturing processes, and wearing of the clothes. Here are some suggestions about how to enhance the propertyin order to overcome these restrictions. It is necessary to develop materials in such a way that material should be enough flexible to express the structure and human body moment. Furthermore, a modeling software program must be developed. Current modeling software is designed to work effectively with the engineering or manufacturing sectors. Thus, these software difficult for beginners in other professions to use and these software need high speed computers, another barrier to increased accessibility exists [133].
A lack of adhesion between the fiber and matrix leads to fiber pull-out. It’s possible that the fiber-reinforced filament or the structure itself may develop voids during printing. Line-by-line and layer-by-layer deposition both contribute to surface roughness and the staircase effect, respectively. These are the most common challenges while using material extrusion printers. These drawbacks can minimize by ultrasound, chemical, laser or heat treatment. The print platform can be vibrated by ultrasound transducers, which will decrease the staircase effect and enhance the surface. The surface roughness of the printed part can be reduced by chemical treatment, but it can negatively affect on strength of the part. Another benefit of using a laser treatment on printed parts is an increase in strength and a decrease in surface roughness values. The most often used method of post-processing to enhance the mechanical performance of material extrusion prints is heat treatment sometimes referred to as annealing. When heat is applied to the component, the spaces between the layers are filled, creating a smoother surface [53]. When using composite material in material extrusion AM, it is challenging to evenly distribute reinforcements and eliminate the void created during the production of composite filaments. The useable material for material extrusion printers is restricted to thermoplastic polymers with the appropriate melt viscosity, which is another drawback. The molten viscosity needs to be both high enough to support structures and low enough to allow for extrusion. It may also be challenging to completely remove the support structure employed during printing. The employing nanofillers can improve the thermos mechanical characteristics of printed objects and minimize some extrusion limitations associated with particle size.
Material extrusion AM technique has gained more attentiondue to its capacity to produce complicated and personalized profiles at a reasonable cost and in a shorter amount of time, but above mentioned challenges must be overcome. The majority of industries, including aerospace, electronic, biomedical, and automotive, have adopted material extrusion-printed polymer composite components to replace parts that were traditionally produced. Commercial polymeric feedstock filaments are employed in various industrial applications due to recent successes in overcoming the limits of polymers. The processing parameters are one of the most crucial elements affecting the quality of printed parts. So, additional research is needed to understand the behavior and compatibility challenges between nanoparticles and matrix materials by developing theoretical models in order to produce high quality products. Even though attempts are being made to fabricate polymer bio-based nanocomposites in material extrusion AM more work needs to be done for improving the properties like thermal and mechanical characteristics to achieve their applicability in various field.
Consent to Participate
All authors have participated in the writing of the review article and given their consent to submit the manuscript for publications.
Consent for Publication
All authors consent to the publication of the manuscript.
Acknowledgments
authors SC and SSP thankful to the management of Presidency University, Bengaluru, for providing financial support through the Presidency University seed Grant [File No: RI&C/Funded Projects/Seed grant/2021/8]. Author JA acknowledges ANID, FONDECYT regular [#1230561].
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Abbreviations
| Abbreviations. | Meaning | Abbreviations | Meaning |
| ABS | Acrylonitrile Butadiene Styrene | PBT | Polybutylene Terephthalate |
| ASA | Acrylonitrile Styrene Acrylate | PC | Polycarbonate |
| AM | Additive Manufacture | PCA | 1-Pyrene Carboxylic Acid |
| CB | Carbon Black | PCC | Polymer Ceramic Composites |
| Cfrtpcs | Continuous Fiber Reinforced Thermoplastic Composites | PCL | Polycaprolactone |
| CNT | Carbon Nanotube | PEEK | Polyether Ether Ketone |
| Cnfs | Cellulose Nanofibers | PEKK | Polyetherketoneketone |
| 3D | Three-Dimension | PET | Polyethylene Terephthalate |
| EC | Ethyl Cellulose | PETG | Polyethylene Terephthalate Glycol-Modified |
| EMI | Electromagnetic Interference | PHB | Poly-Hydroxybutyrate |
| FDM | Fused Deposition Modelling | PLA | Polylactic Acid |
| FRC | Fiber-Reinforced Composites | PLLA | Poly (L-Lactide) |
| Gnps | Graphinenanoplates | PMC | Polymer Matrix Composites |
| GO | Graphene Oxide | PP | Polypropylene |
| HIPS | High Impact Polystyrene | PS | Polystyrene |
| L-Arg | L-Arginine | PTFE | Polytetrafluoroethylene |
| Nps | Nanoparticles | PVDF | Poly Vinylidene Fluoride |
| MB | Methylene Blue | SLA | Stereolithography |
| MO | Methyl Orange | TCP | Tricalcium Phosphate |
| MTT | MerchantingTrade Transactions | TPE | Thermoplastic Elastomers |
| MUC1 | Mucin 1 | TPU | Thermoplastic Polyurethane |
| MWCNT | Multiwall Carbon Nanotube | ULTEM | Polyetherimide |
| PA$PAA | Polyamide$Polyacrylic Acid | WC | Tungsten Carbide |
References
- Ahmad, N.; Anae, J.; Khan, M.Z.; Sabir, S.; Yang, X.J.; Thakur, V.K.; Campo, P.; Coulon, F. Visible light-conducting polymer nanocomposites as efficient photocatalysts for the treatment of organic pollutants in wastewater. J. Environ. Manag. 2021, 295, 113362. [CrossRef]
- Clarissa, W.H.-Y.; Chia, C.H.; Zakaria, S.; Evyan, Y.C.-Y. Recent advancement in 3-D printing: nanocomposites with added functionality. Prog. Addit. Manuf. 2021, 7, 325–350. [CrossRef]
- Utela, B.; Storti, D.; Anderson, R.; Ganter, M. A review of process development steps for new material systems in three dimensional printing (3DP). J. Manuf. Process. 2008, 10, 96–104. [CrossRef]
- Nouri, A.; Shirvan, A.R.; Li, Y.; Wen, C. Additive manufacturing of metallic and polymeric load-bearing biomaterials using laser powder bed fusion: A review. J. Mater. Sci. Technol. 2021, 94, 196–215. [CrossRef]
- Jones, Jr., W.E.; Chiguma, J.; Johnson, E.; Pachamuthu, A.; Santos, D. Electrically and Thermally Conducting Nanocomposites for Electronic Applications. Materials 2010, 3, 1478–1496. [CrossRef]
- Boland, C.S.; Khan, U.; Ryan, G.; Barwich, S.; Charifou, R.; Harvey, A.; Backes, C.; Li, Z.; Ferreira, M.S.; Möbius, M.E.; et al. Sensitive electromechanical sensors using viscoelastic graphene-polymer nanocomposites. Science 2016, 354, 1257–1260. [CrossRef]
- Leigh, S.J.; Purssell, C.P.; Bowen, J.; Hutchins, D.A.; Covington, J.A.; Billson, D.R. A miniature flow sensor fabricated by micro-stereolithography employing a magnetite/acrylic nanocomposite resin. Sens. Actuators A Phys. 2011, 168, 66–71. [CrossRef]
- Gu, R.; Kokta, B.V.; Michalkova, D.; Dimzoski, B.; Fortelny, I.; Slouf, M.; Krulis, Z. Characteristics of wood-plastic composites reinforced with organo-nanoclays. J. Reinf. Plast. Compos. 2010, 29, 3566–3586. [CrossRef]
- Al-Saleh, M.H.; Gelves, G.A.; Sundararaj, U. Copper nanowire/polystyrene nanocomposites: Lower percolation threshold and higher EMI shielding. Compos. Part A: Appl. Sci. Manuf. 2011, 42, 92–97. [CrossRef]
- Khan, S.B.; Chen, S.; Sun, X. Advancements in polymer nanocomposite manufacturing: revolutionizing medical breakthroughs via additive manufacturing. Polym. Bull. 2024, 81, 9465–9517. [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, 932–+. [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N. Key parameters controlling surface quality and dimensional accuracy: a critical review of FFF process. Mater. Manuf. Process. 2022, 37, 963–984. [CrossRef]
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062. [CrossRef]
- T.N. Tran, I.S. Bayer, J.A. Heredia-Guerrero, M. Frugone, M. Lagomarsino, F. Maggio, A. Athanassiou, Cocoa shell waste biofilaments for 3D printing applications, Macromolecular Materials and Engineering 302(11) (2017) 1700219.
- Germain, L.; Fuentes, C.A.; van Vuure, A.W.; des Rieux, A.; Dupont-Gillain, C. 3D-printed biodegradable gyroid scaffolds for tissue engineering applications. Mater. Des. 2018, 151, 113–122. [CrossRef]
- B. Green, R. McLeod, A. Guymon, Improving anisotropic properties of objects printed via stereolithography, ABSTRACTS OF PAPERS OF THE AMERICAN CHEMICAL SOCIETY, AMER CHEMICAL SOC 1155 16TH ST, NW, WASHINGTON, DC 20036 USA, 2018.
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Extrusion-based additive manufacturing technologies: State of the art and future perspectives. J. Manuf. Process. 2022, 83, 607–636. [CrossRef]
- C.N.C.C. da Costa, Process Parameter Optimization of FFF 3D Printed Parts, Instituto Politecnico de Leiria (Portugal), 2022.
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and Limitations in 3D Printing Materials and Technologies: A Critical Review. Polymers 2023, 15, 2519. [CrossRef]
- S. Dawson, C. Wheeler, A. Coonce, L. Cox, R. Radharamnan, Rapid Prototyping: Design of a Recycling System for the Cupcake 3D Printer, Journal of Management & Engineering Integration 5(2) (2012) 71.
- Kwak, K.; Kim, W.; Park, K. Complementary multiplatforms in the growing innovation ecosystem: Evidence from 3D printing technology. Technol. Forecast. Soc. Chang. 2018, 136, 192–207. [CrossRef]
- R. Viseur, N. Jullien, 3D printer builders’ Open-hardware strategies, Proceedings of the 18th International Symposium on Open Collaboration, 2022, pp. 1-8.
- Pokorný, P.; Sobrino, D.R.D.; Václav, .; Petru, J.; Gołębski, R. Research into Specific Mechanical Properties of Composites Produced by 3D-Printing Additive Continuous-Fiber Fabrication Technology. Materials 2023, 16, 1459. [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M. Recent Developments in Fused Deposition Modeling-Based 3D Printing of Polymers and Their Composites. Polym. Rev. 2019, 59, 589–624. [CrossRef]
- Z. Li, A.S. Rathore, C. Song, S. Wei, Y. Wang, W. Xu, PrinTracker: Fingerprinting 3D printers using commodity scanners, Proceedings of the 2018 ACM sigsac conference on computer and communications security, 2018, pp. 1306-1323.
- Mohan, S.R.; Khaderi, S.N.; Simhambhatla, S. 3D Printing of Components with Tailored Properties Through Hilbert Curve Filling of a Discretized Domain. 3D Print. Addit. Manuf. 2020, 7, 288–299. [CrossRef]
- Dudek, P. FDM 3D Printing Technology in Manufacturing Composite Elements. Arch. Met. Mater. 2013, 58, 1415–1418. [CrossRef]
- Wang, F.; Wang, W.; Dong, J.; Feng, T. A Novel Discrete Fruit Fly Optimization Algorithm for Intelligent Parallel Test sheets Generation. MATEC Web Conf. 2015, 22, 01040. [CrossRef]
- K. Rajan, M. Samykano, K. Kadirgama, W.S.W. Harun, M.M. Rahman, Fused deposition modeling: process, materials, parameters, properties, and applications, The International Journal of Advanced Manufacturing Technology 120(3) (2022) 1531-1570.
- Fico, D.; Rizzo, D.; Casciaro, R.; Corcione, C.E. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, . Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47. [CrossRef]
- Anwajler, B.; Zdybel, E.; Tomaszewska-Ciosk, E. Innovative Polymer Composites with Natural Fillers Produced by Additive Manufacturing (3D Printing)—A Literature Review. Polymers 2023, 15, 3534. [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [CrossRef]
- Singamneni, S.; Behera, M.P.; Truong, D.; Le Guen, M.J.; Macrae, E.; Pickering, K. Direct extrusion 3D printing for a softer PLA-based bio-polymer composite in pellet form. J. Mater. Res. Technol. 2021, 15, 936–949. [CrossRef]
- Gupta, A.K.; Taufik, M. Effect of process variables on performances measured in filament and pellet based extrusion process. Mater. Today: Proc. 2021, 47, 5177–5184. [CrossRef]
- Pagés-Llobet, A.; Espinach, F.X.; Julián, F.; Oliver-Ortega, H.; Méndez, J.A. Effect of Extruder Type in the Interface of PLA Layers in FDM Printers: Filament Extruder Versus Direct Pellet Extruder. Polymers 2023, 15, 2019. [CrossRef]
- Boyle, B.M.; Xiong, P.T.; Mensch, T.E.; Werder, T.J.; Miyake, G.M. 3D printing using powder melt extrusion. Addit. Manuf. 2019, 29, 100811. [CrossRef]
- Patel, A.; Taufik, M. Extrusion-Based Technology in Additive Manufacturing: A Comprehensive Review. Arab. J. Sci. Eng. 2022, 49, 1309–1342. [CrossRef]
- A. Salem Bala, S. bin Wahab, Elements and materials improve the FDM products: A review, Advanced Engineering Forum, Trans Tech Publ, 2016, pp. 33-51.
- Grigore, M.E. Methods of Recycling, Properties and Applications of Recycled Thermoplastic Polymers. Recycling 2017, 2, 24. [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [CrossRef]
- Rezaei, A.; Izadi, R.; Fantuzzi, N. A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation. Nanomaterials 2024, 14, 1113. [CrossRef]
- Matias, M.L.; Pereira, C.; Almeida, H.V.; Jana, S.; Panigrahi, S.; Menda, U.D.; Nunes, D.; Fortunato, E.; Martins, R.; Nandy, S. 3D printed MXene architectures for a plethora of smart applications. Mater. Today Adv. 2024, 23. [CrossRef]
- A. Bhatia, A.K. Sehgal, Additive manufacturing materials, methods and applications: A review, Materials Today: Proceedings 81 (2023) 1060-1067.
- Puppi, D.; Chiellini, F. Biodegradable Polymers for Biomedical Additive Manufacturing. Appl. Mater. Today 2020, 20, 100700. [CrossRef]
- Haryńska, A.; Carayon, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janik, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [CrossRef]
- Pal, A.K.; Mohanty, A.K.; Misra, M. Additive manufacturing technology of polymeric materials for customized products: recent developments and future prospective. RSC Adv. 2021, 11, 36398–36438. [CrossRef]
- A.J. Teo, A. Mishra, I. Park, Y.-J. Kim, W.-T. Park, Y.-J. Yoon, Polymeric biomaterials for medical implants and devices, ACS Biomaterials Science & Engineering 2(4) (2016) 454-472.
- Han, W.B.; Yang, S.M.; Rajaram, K.; Hwang, S. Materials and Fabrication Strategies for Biocompatible and Biodegradable Conductive Polymer Composites toward Bio-Integrated Electronic Systems. Adv. Sustain. Syst. 2021, 6, 2100075. [CrossRef]
- Oladele, I.O.; Omotosho, T.F.; Adediran, A.A. Polymer-Based Composites: An Indispensable Material for Present and Future Applications. Int. J. Polym. Sci. 2020, 2020, 1–12. [CrossRef]
- Shanmugam, V.; Babu, K.; Kannan, G.; Mensah, R.A.; Samantaray, S.K.; Das, O. The thermal properties of FDM printed polymeric materials: A review. Polym. Degrad. Stab. 2024, 228. [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B: Eng. 2016, 99, 506–513. [CrossRef]
- Acierno, D.; Patti, A. Fused Deposition Modelling (FDM) of Thermoplastic-Based Filaments: Process and Rheological Properties—An Overview. Materials 2023, 16, 7664. [CrossRef]
- Patti, A. Challenges to Improve Extrusion-Based Additive Manufacturing Process of Thermoplastics toward Sustainable Development. Macromol. Rapid Commun. 2024, 45, 2400249. [CrossRef]
- A.M. Kumar, Polymer Nanocomposite Coatings, Advances in Corrosion Control of Magnesium and its Alloys, CRC Press2024, pp. 339-354.
- Clarissa, W.H.-Y.; Chia, C.H.; Zakaria, S.; Evyan, Y.C.-Y. Recent advancement in 3-D printing: nanocomposites with added functionality. Prog. Addit. Manuf. 2021, 7, 325–350. [CrossRef]
- Y. Liu, Y. Ren, S. You, Electrified carbon nanotube membrane technology for water treatment, Electrochemical Membrane Technology for Water and Wastewater Treatment, Elsevier2022, pp. 111-140.
- Zhai, Y.; Zhu, Z.; Dong, S. Carbon-Based Nanostructures for Advanced Catalysis. ChemCatChem 2015, 7, 2806–2815. [CrossRef]
- Shi, S.; Peng, Z.; Jing, J.; Yang, L.; Chen, Y. 3D Printing of Delicately Controllable Cellular Nanocomposites Based on Polylactic Acid Incorporating Graphene/Carbon Nanotube Hybrids for Efficient Electromagnetic Interference Shielding. ACS Sustain. Chem. Eng. 2020, 8, 7962–7972. [CrossRef]
- Xiang, D.; Zhang, X.; Li, Y.; Harkin-Jones, E.; Zheng, Y.; Wang, L.; Zhao, C.; Wang, P. Enhanced performance of 3D printed highly elastic strain sensors of carbon nanotube/thermoplastic polyurethane nanocomposites via non-covalent interactions. Compos. Part B: Eng. 2019, 176. [CrossRef]
- Contreras-Naranjo, J.E.; Perez-Gonzalez, V.H.; Mata-Gómez, M.A.; Aguilar, O. 3D-printed hybrid-carbon-based electrodes for electroanalytical sensing applications. Electrochem. Commun. 2021, 130, 107098. [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [CrossRef]
- Thomas, S.C.; Sharma, H.; Mishra, P.K.; Talegaonkar, S. Ceramic Nanoparticles: Fabrication Methods and Applications in Drug Delivery. Curr. Pharm. Des. 2015, 21, 6165–6188. [CrossRef]
- Zhang, X.; Fan, W.; Liu, T. Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos. Commun. 2020, 21. [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M.; Mohamad, D.; Rajion, Z.A. The improvement of mechanical and thermal properties of polyamide 12 3D printed parts by fused deposition modelling. Express Polym. Lett. 2017, 11, 963–982. [CrossRef]
- H. Kim, J. Johnson, L.A. Chavez, C.A.G. Rosales, T.-L.B. Tseng, Y. Lin, Enhanced dielectric properties of three phase dielectric MWCNTs/BaTiO3/PVDF nanocomposites for energy storage using fused deposition modeling 3D printing, Ceramics International 44(8) (2018) 9037-9044.
- A.M. Abdullah, T.N.A.T. Rahim, D. Mohamad, H.M. Akil, Z.A. Rajion, Mechanical and physical properties of highly ZrO2/β-TCP filled polyamide 12 prepared via fused deposition modelling (FDM) 3D printer for potential craniofacial reconstruction application, Materials Letters 189 (2017) 307-309.
- Kalita, S.J.; Bose, S.; Hosick, H.L.; Bandyopadhyay, A. Development of controlled porosity polymer-ceramic composite scaffolds via fused deposition modeling. Mater. Sci. Eng. C 2003, 23, 611–620. [CrossRef]
- R.J. Pinto, M.C. Neves, C.P. Neto, T. Trindade, Composites of cellulose and metal nanoparticles, Nanocomposites–New trends and developments (2012) 1-25.
- Yue, C.; Li, M.; Liu, Y.; Fang, Y.; Song, Y.; Xu, M.; Li, J. Three-dimensional printing of cellulose nanofibers reinforced PHB/PCL/Fe3O4 magneto-responsive shape memory polymer composites with excellent mechanical properties. Addit. Manuf. 2021, 46. [CrossRef]
- Masood, S.H.; Song, W.Q. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [CrossRef]
- R. Singh, R. Kumar, I. Ahuja, Mechanical, thermal and melt flow of aluminum-reinforced PA6/ABS blend feedstock filament for fused deposition modeling, Rapid Prototyping Journal (2018).
- Soundararajan, R.; Jayasuriya, N.; Vishnu, R.G.; Prassad, B.G.; Pradeep, C. Appraisal of Mechanical and Tribological Properties on PA6-TiO2 Composites through Fused Deposition Modelling. Mater. Today: Proc. 2019, 18, 2394–2402. [CrossRef]
- Kumar, R.; Singh, R.; Ahuja, I.; Amendola, A.; Penna, R. Friction welding for the manufacturing of PA6 and ABS structures reinforced with Fe particles. Compos. Part B: Eng. 2018, 132, 244–257. [CrossRef]
- Muwaffak, Z.; Goyanes, A.; Clark, V.; Basit, A.W.; Hilton, S.T.; Gaisford, S. Patient-specific 3D scanned and 3D printed antimicrobial polycaprolactone wound dressings. Int. J. Pharm. 2017, 527, 161–170. [CrossRef]
- M.K. Sahu, Semiconductor nanoparticles theory and applications, Int. J. Appl. Eng. Res 14(2) (2019) 491-494.
- Subannajui, K. Super-fast synthesis of ZnO nanowires by microwave air-plasma. Chem. Commun. 2016, 52, 3195–3198. [CrossRef]
- Viskadourakis, Z.; Sevastaki, M.; Kenanakis, G. 3D structured nanocomposites by FDM process: a novel approach for large-scale photocatalytic applications. Appl. Phys. A 2018, 124, 585. [CrossRef]
- Chaloeipote, G.; Prathumwan, R.; Subannajui, K.; Wisitsoraat, A.; Wongchoosuk, C. 3D printed CuO semiconducting gas sensor for ammonia detection at room temperature. Mater. Sci. Semicond. Process. 2020, 123, 105546. [CrossRef]
- Sangiorgi, A.; Gonzalez, Z.; Ferrandez-Montero, A.; Yus, J.; Sanchez-Herencia, A.J.; Galassi, C.; Sanson, A.; Ferrari, B. 3D Printing of Photocatalytic Filters Using a Biopolymer to Immobilize TiO2Nanoparticles. J. Electrochem. Soc. 2019, 166, H3239–H3248. [CrossRef]
- Salea, A.; Prathumwan, R.; Junpha, J.; Subannajui, K. Metal oxide semiconductor 3D printing: preparation of copper(ii) oxide by fused deposition modelling for multi-functional semiconducting applications. J. Mater. Chem. C 2017, 5, 4614–4620. [CrossRef]
- Sezer, H.K.; Eren, O. FDM 3D printing of MWCNT re-inforced ABS nano-composite parts with enhanced mechanical and electrical properties. J. Manuf. Process. 2018, 37, 339–347. [CrossRef]
- Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Georgiev, V.; Ivanova, R.; Naddeo, C.; Romano, V. Dielectric Spectroscopy and Thermal Properties of Poly(lactic) Acid Reinforced with Carbon-Based Particles: Experimental Study and Design Theory. Polymers 2020, 12, 2414. [CrossRef]
- Schmitz, D.; Ecco, L.; Dul, S.; Pereira, E.; Soares, B.; Barra, G.; Pegoretti, A. Electromagnetic interference shielding effectiveness of ABS carbon-based composites manufactured via fused deposition modelling. Mater. Today Commun. 2018, 15, 70–80. [CrossRef]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and scalable fabrication of highly thermal conductive polyethylene/graphene nanocomposites by combining solid-state shear milling and FDM 3D-printing aligning methods. Chem. Eng. J. 2020, 402, 126218. [CrossRef]
- Li, B.; Zhang, S.; Zhang, L.; Gao, Y.; Xuan, F. Strain sensing behavior of FDM 3D printed carbon black filled TPU with periodic configurations and flexible substrates. J. Manuf. Process. 2021, 74, 283–295. [CrossRef]
- H. Kim, T. Fernando, M. Li, Y. Lin, T.-L.B. Tseng, Fabrication and characterization of 3D printed BaTiO3/PVDF nanocomposites, Journal of Composite Materials 52(2) (2018) 197-206.
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A.H. 3D Printing PLA Waste to Produce Ceramic Based Particulate Reinforced Composite Using Abundant Silica-Sand: Mechanical Properties Characterization. Polymers 2020, 12, 2579. [CrossRef]
- Abdullah, A.M.; Rahim, T.N.A.T.; Hamad, W.N.F.W.; Mohamad, D.; Akil, H.M.; Rajion, Z.A. Mechanical and cytotoxicity properties of hybrid ceramics filled polyamide 12 filament feedstock for craniofacial bone reconstruction via fused deposition modelling. Dent. Mater. 2018, 34, e309–e316. [CrossRef]
- Chen, L.; Zhang, X. Modification the surface quality and mechanical properties by laser polishing of Al/PLA part manufactured by fused deposition modeling. Appl. Surf. Sci. 2019, 492, 765–775. [CrossRef]
- Podstawczyk, D.; Skrzypczak, D.; Połomska, X.; Stargała, A.; Witek-Krowiak, A.; Guiseppi-Elie, A.; Galewski, Z. Preparation of antimicrobial 3D printing filament: In situ thermal formation of silver nanoparticles during the material extrusion. Polym. Compos. 2020, 41, 4692–4705. [CrossRef]
- Kumar, S.; Czekanski, A. Development of filaments using selective laser sintering waste powder. J. Clean. Prod. 2017, 165, 1188–1196. [CrossRef]
- S. Son, P.-H. Jung, J. Park, D. Chae, D. Huh, M. Byun, S. Ju, H. Lee, Customizable 3D-printed architecture with ZnO-based hierarchical structures for enhanced photocatalytic performance, Nanoscale 10(46) (2018) 21696-21702.
- Sevastaki, M.; Suchea, M.P.; Kenanakis, G. 3D Printed Fully Recycled TiO2-Polystyrene Nanocomposite Photocatalysts for Use against Drug Residues. Nanomaterials 2020, 10, 2144. [CrossRef]
- Kumar, R.; Singh, R.; Singh, M.; Kumar, P. On ZnO nano particle reinforced PVDF composite materials for 3D printing of biomedical sensors. J. Manuf. Process. 2020, 60, 268–282. [CrossRef]
- Rashid, M.; Ikram, M.; Haider, A.; Naz, S.; Haider, J.; Ul-Hamid, A.; Shahzadi, A.; Aqeel, M. Photocatalytic, dye degradation, and bactericidal behavior of Cu-doped ZnO nanorods and their molecular docking analysis. Dalton Trans. 2020, 49, 8314–8330. [CrossRef]
- Ainali, N.M.; Kalaronis, D.; Evgenidou, E.; Bikiaris, D.N.; Lambropoulou, D.A. Insights into Biodegradable Polymer-Supported Titanium Dioxide Photocatalysts for Environmental Remediation. Macromol 2021, 1, 201–233. [CrossRef]
- Kumbhakar, P.; Ambekar, R.S.; Mahapatra, P.L.; Tiwary, C.S. Quantifying instant water cleaning efficiency using zinc oxide decorated complex 3D printed porous architectures. J. Hazard. Mater. 2021, 418, 126383. [CrossRef]
- Mimérand, Y.d.R.d.; Li, K.; Guo, J. Photoactive Hybrid Materials with Fractal Designs Produced via 3D Printing and Plasma Grafting Technologies. ACS Appl. Mater. Interfaces 2019, 11, 24771–24781. [CrossRef]
- Jo, W.; Yoon, B.J.; Lee, H.; Moon, M.-W. 3D Printed Hierarchical Gyroid Structure with Embedded Photocatalyst TiO2Nanoparticles. 3D Print. Addit. Manuf. 2017, 4, 222–230. [CrossRef]
- Sevastaki, M.; Papadakis, V.M.; Romanitan, C.; Suchea, M.P.; Kenanakis, G. Photocatalytic Properties of Eco-Friendly ZnO Nanostructures on 3D-Printed Polylactic Acid Scaffolds. Nanomaterials 2021, 11, 168. [CrossRef]
- Ventola, C.L. Medical Applications for 3D Printing: Current and Projected Uses. Pharm. Ther. 2014, 39, 704–711.
- Garcia-Gonzalez, D.; Garzon-Hernandez, S.; Arias, A. A new constitutive model for polymeric matrices: Application to biomedical materials. Compos. Part B: Eng. 2018, 139, 117–129. [CrossRef]
- Mandala, R.; Bannoth, A.P.; Akella, S.; Rangari, V.K.; Kodali, D. A short review on fused deposition modeling 3D printing of bio-based polymer nanocomposites. J. Appl. Polym. Sci. 2021, 139, 51904. [CrossRef]
- Chen, Q.; Mangadlao, J.D.; Wallat, J.; De Leon, A.; Pokorski, J.K.; Advincula, R.C. 3D Printing Biocompatible Polyurethane/Poly(lactic acid)/Graphene Oxide Nanocomposites: Anisotropic Properties. ACS Appl. Mater. Interfaces 2017, 9, 4015–4023. [CrossRef]
- Wang, Y.; Lei, M.; Wei, Q.; Wang, Y.; Zhang, J.; Guo, Y.; Saroia, J. 3D printing biocompatible l-Arg/GNPs/PLA nanocomposites with enhanced mechanical property and thermal stability. J. Mater. Sci. 2020, 55, 5064–5078. [CrossRef]
- Cao, T.; Ho, K.-H.; Teoh, S.-H. Scaffold Design andin VitroStudy of Osteochondral Coculture in a Three-Dimensional Porous Polycaprolactone Scaffold Fabricated by Fused Deposition Modeling. Tissue Eng. 2003, 9, 103–112. [CrossRef]
- Kempin, W.; Franz, C.; Koster, L.-C.; Schneider, F.; Bogdahn, M.; Weitschies, W.; Seidlitz, A. Assessment of different polymers and drug loads for fused deposition modeling of drug loaded implants. Eur. J. Pharm. Biopharm. 2017, 115, 84–93. [CrossRef]
- Sadia, M.; Arafat, B.; Ahmed, W.; Forbes, R.T.; Alhnan, M.A. Channelled tablets: An innovative approach to accelerating drug release from 3D printed tablets. J. Control. Release 2018, 269, 355–363. [CrossRef]
- A. Goyanes, A.B. Buanz, A.W. Basit, S. Gaisford, Fused-filament 3D printing (3DP) for fabrication of tablets, International journal of pharmaceutics 476(1-2) (2014) 88-92.
- Katseli, V.; Economou, A.; Kokkinos, C. Smartphone-Addressable 3D-Printed Electrochemical Ring for Nonenzymatic Self-Monitoring of Glucose in Human Sweat. Anal. Chem. 2021, 93, 3331–3336. [CrossRef]
- M.A. Ali, C. Hu, S. Jahan, B. Yuan, M.S. Saleh, E. Ju, S.J. Gao, R. Panat, Sensing of COVID-19 antibodies in seconds via aerosol jet nanoprinted reduced-graphene-oxide-coated 3D electrodes, Advanced Materials 33(7) (2021) 2006647.
- Marzo, A.M.L.; Mayorga-Martinez, C.C.; Pumera, M. 3D-printed graphene direct electron transfer enzyme biosensors. Biosens. Bioelectron. 2019, 151, 111980. [CrossRef]
- Crevillen, A.G.; Mayorga-Martinez, C.C.; Zelenka, J.; Rimpelová, S.; Ruml, T.; Pumera, M. 3D-printed transmembrane glycoprotein cancer biomarker aptasensor. Appl. Mater. Today 2021, 24, 101153. [CrossRef]
- Xu, Y.; Wu, X.; Guo, X.; Kong, B.; Zhang, M.; Qian, X.; Mi, S.; Sun, W. The Boom in 3D-Printed Sensor Technology. Sensors 2017, 17, 1166. [CrossRef]
- MacDonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353, aaf2093. [CrossRef]
- Carkaci, M.E.; Secmen, M. Design and prototype manufacturing of a feed system for Ku-band satellite communication by using 3D FDM/PLA printing and conductive paint technology. Int. J. RF Microw. Comput. Eng. 2019, 30. [CrossRef]
- Foster, C.W.; Down, M.P.; Zhang, Y.; Ji, X.; Rowley-Neale, S.J.; Smith, G.C.; Kelly, P.J.; Banks, C.E. 3D Printed Graphene Based Energy Storage Devices. Sci. Rep. 2017, 7, 42233. [CrossRef]
- Viskadourakis, Z.; Perrakis, G.; Symeou, E.; Giapintzakis, J.; Kenanakis, G. Transport properties of 3D printed polymer nanocomposites for potential thermoelectric applications. Appl. Phys. A 2019, 125, 159. [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [CrossRef]
- Madhavadas, V.; Srivastava, D.; Chadha, U.; Raj, S.A.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M. A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J. Manuf. Sci. Technol. 2022, 39, 18–36. [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31.
- Zhao, H.; Liu, X.; Zhao, W.; Wang, G.; Liu, B. An Overview of Research on FDM 3D Printing Process of Continuous Fiber Reinforced Composites. J. Physics: Conf. Ser. 2019, 1213, 052037. [CrossRef]
- Ogbonna, V.E.; Popoola, A.P.I.; Popoola, O.M.; Adeosun, S.O. A review on the recent advances on improving the properties of epoxy nanocomposites for thermal, mechanical, and tribological applications: challenges and recommendations. Polym. Technol. Mater. 2021, 61, 176–195. [CrossRef]
- Shekar, R.I.; Kotresh, T.M.; Rao, P.M.D.; Kumar, K. Properties of high modulus PEEK yarns for aerospace applications. J. Appl. Polym. Sci. 2009, 112, 2497–2510. [CrossRef]
- Abdullah, F.; Okuyama, K.-I.; Morimitsu, A.; Yamagata, N. Effects of Thermal Cycle and Ultraviolet Radiation on 3D Printed Carbon Fiber/Polyether Ether Ketone Ablator. Aerospace 2020, 7, 95. [CrossRef]
- Rinaldi, M.; Cecchini, F.; Pigliaru, L.; Ghidini, T.; Lumaca, F.; Nanni, F. Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers 2020, 13, 11. [CrossRef]
- Woosley, S.; Galehdari, N.A.; Kelkar, A.; Aravamudhan, S. Fused deposition modeling 3D printing of boron nitride composites for neutron radiation shielding. J. Mater. Res. 2018, 33, 3657–3664. [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [CrossRef]
- Kim, S.; Seong, H.; Her, Y.; Chun, J. A study of the development and improvement of fashion products using a FDM type 3D printer. Fash. Text. 2019, 6, 9. [CrossRef]
- E. Piperi, L. Galantucci, J. Kaçani, I. Bodi, T. Spahiu, From 3D scanning to 3D printing: Application in fashion industry, 2016.
- Y. Martens, A. Ehrmann, Composites of 3D-printed polymers and textile fabrics, IOP Conference Series: Materials Science and Engineering, IOP Publishing, 2017, p. 012292.
- Chakraborty, S.; Biswas, M.C. 3D printing technology of polymer-fiber composites in textile and fashion industry: A potential roadmap of concept to consumer. Compos. Struct. 2020, 248, 112562. [CrossRef]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2014; Volume 62, p. 012018.
- Ali, A.; Soni, M.; Javaid, M.; Haleem, A. A Comparative Analysis of Different Rapid Prototyping Techniques for Making Intricately Shaped Structure. J. Ind. Integr. Manag. 2020, 5, 393–407. [CrossRef]
- T. Spahiu, E. Piperi, N. Grimmelsmann, A. Ehrmann, E. Shehi, 3D printing as a new technology for apparel designing and manufacturing, International Textile Conference, 2016.
- Goyanes, A.; Buanz, A.B.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [CrossRef]
- K. Ilyés, N.K. Kovács, A. Balogh, E. Borbás, B. Farkas, T. Casian, G. Marosi, I. Tomuță, Z.K. Nagy, The applicability of pharmaceutical polymeric blends for the fused deposition modelling (FDM) 3D technique: Material considerations–printability–process modulation, with consecutive effects on in vitro release, stability and degradation, European Journal of Pharmaceutical Sciences 129 (2019) 110-123.
Figure 1.
The mechatronic structure of a Material Extrusion AM. (Figure is reproduced from Ref. [26] with permission from Association for Computing Machinery).
Figure 1.
The mechatronic structure of a Material Extrusion AM. (Figure is reproduced from Ref. [26] with permission from Association for Computing Machinery).
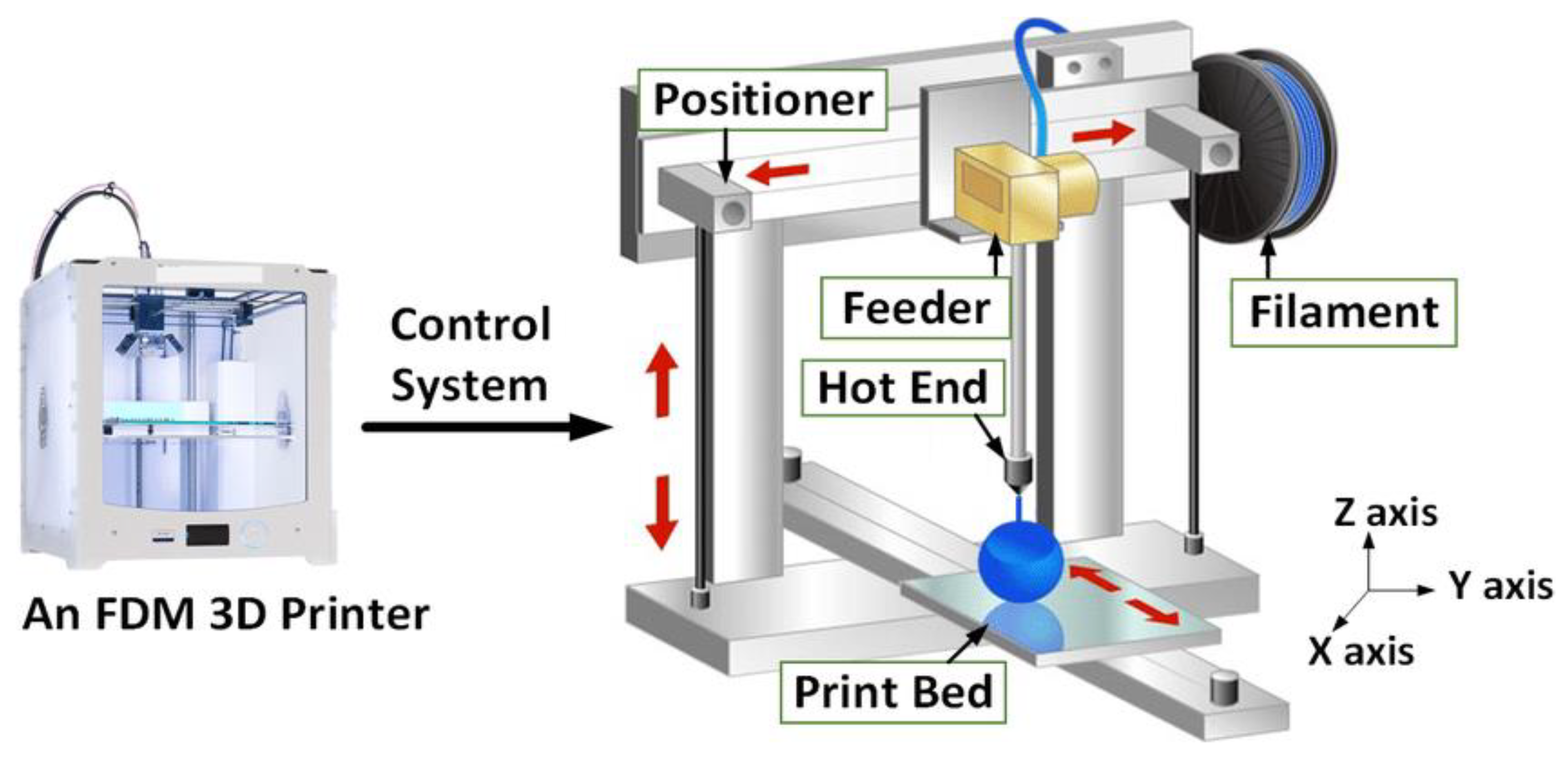
Figure 2.
Schematic representation of pellets extrusion process (Figure is reproduced from Ref. [36] with permission from Elsevier).
Figure 2.
Schematic representation of pellets extrusion process (Figure is reproduced from Ref. [36] with permission from Elsevier).
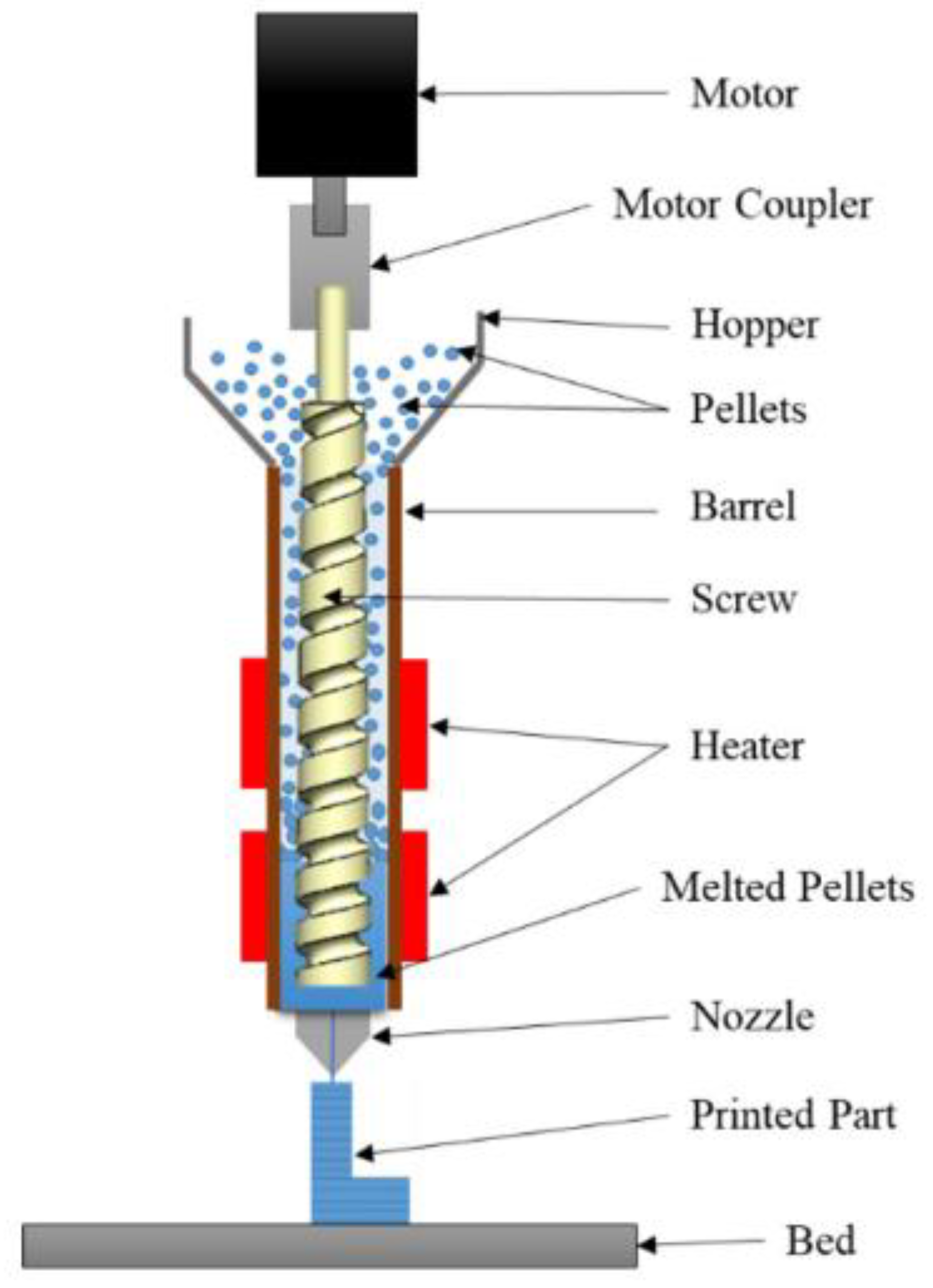
Figure 3.
Schematic representation of the manufacturing process of PLA/GNPs/CNTs nanocomposites by using material extrusion AM (Figure is reproduced from Ref. [62] with permission from the American Chemical Society).
Figure 3.
Schematic representation of the manufacturing process of PLA/GNPs/CNTs nanocomposites by using material extrusion AM (Figure is reproduced from Ref. [62] with permission from the American Chemical Society).
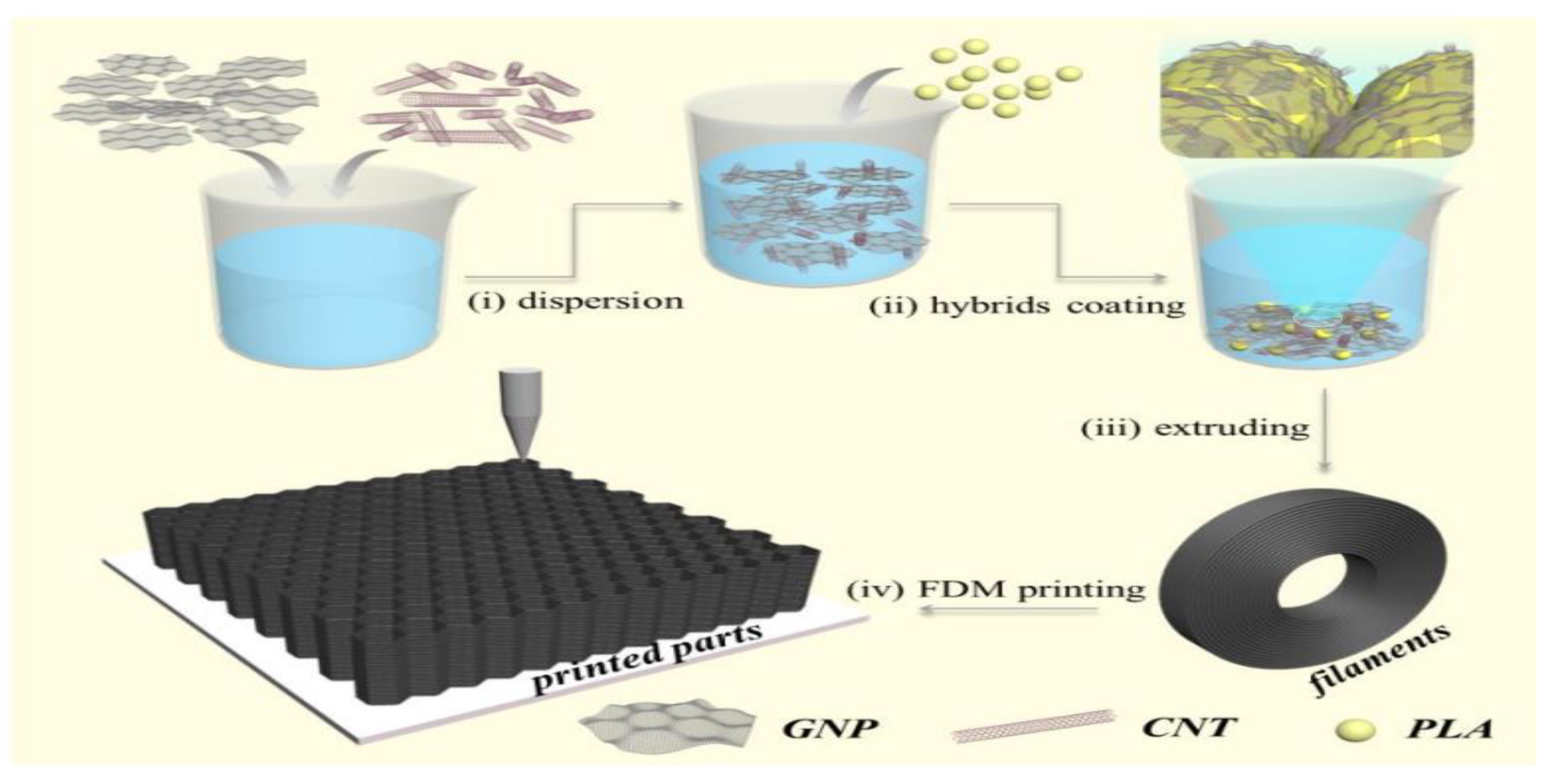
Figure 4.
(a) The snowflake model printing route in the slicing programe. (b) The top view of the model snowflake that was printed. (c) The snowflake model with the temporary shape in the magnetic field, and its magneto-responsive shape recovery process (Figure is reproduced from Ref. [73] with permission from Elsevier).
Figure 4.
(a) The snowflake model printing route in the slicing programe. (b) The top view of the model snowflake that was printed. (c) The snowflake model with the temporary shape in the magnetic field, and its magneto-responsive shape recovery process (Figure is reproduced from Ref. [73] with permission from Elsevier).
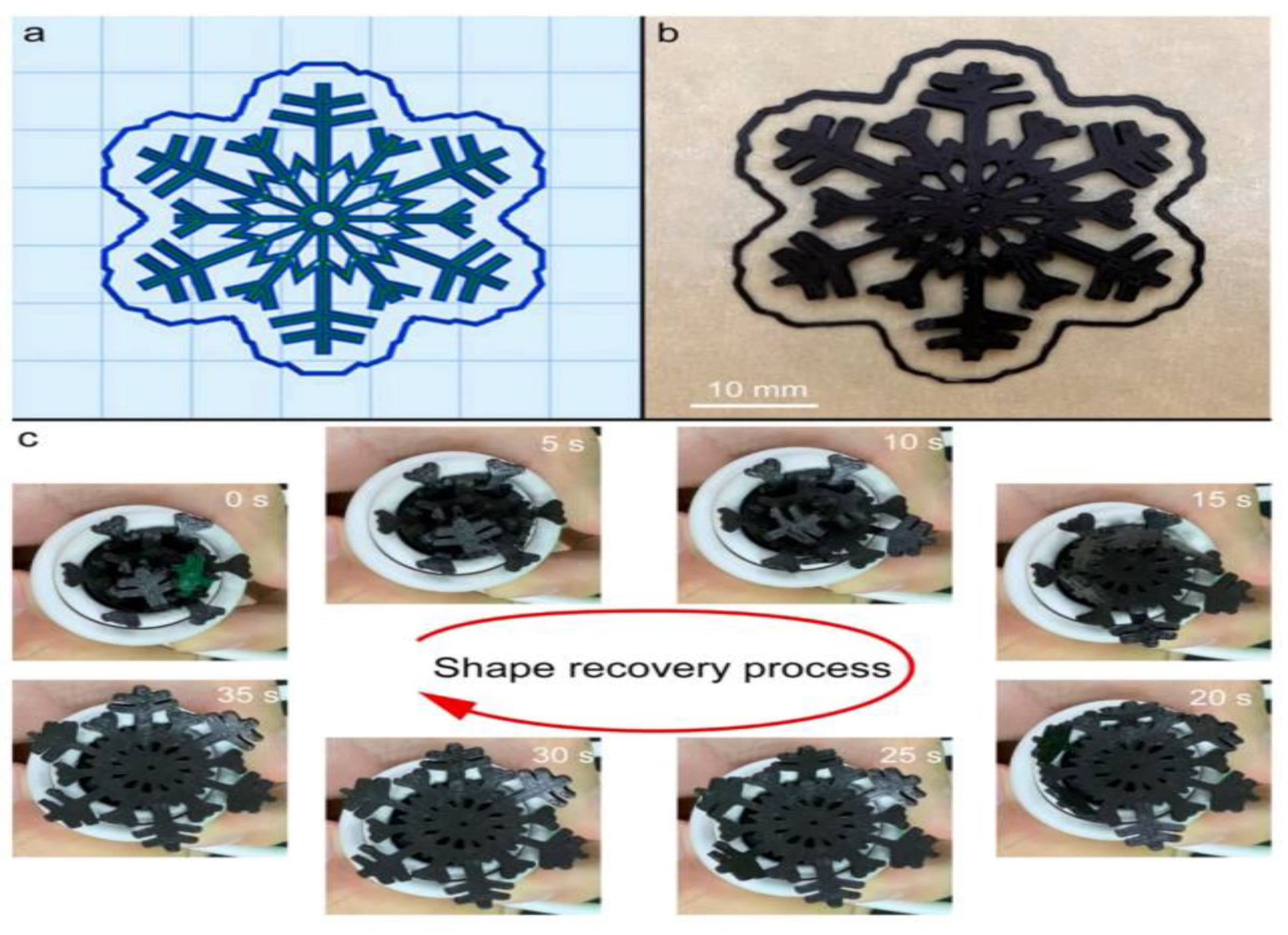
Figure 5.
Photocatalytic degradation of MB dye by using ZnO coated material extrusion printed structure. (a) Absorption and photodegradation. (b) Surface activity of catalyst with MB dye molecules and degradation mechanism (Figure is reproduced from Ref. [101] with permission from Elsevier).
Figure 5.
Photocatalytic degradation of MB dye by using ZnO coated material extrusion printed structure. (a) Absorption and photodegradation. (b) Surface activity of catalyst with MB dye molecules and degradation mechanism (Figure is reproduced from Ref. [101] with permission from Elsevier).
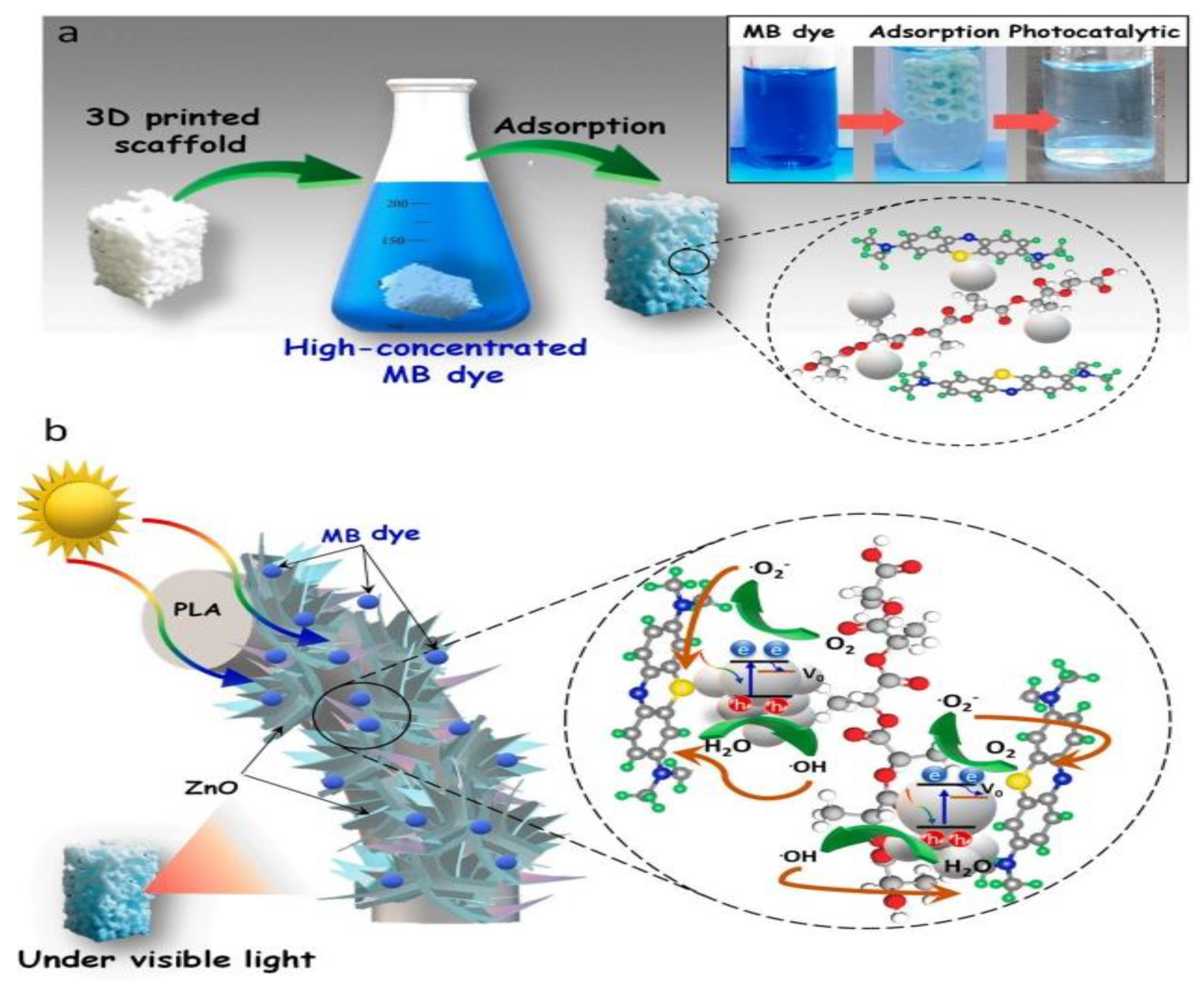
Figure 6.
Schematic of the manufacturing process of the 3D-printed COVID-19 test chip a) Glass substrate with 3 electrodes of the electrochemical cell. b) electrode fabrication on glass substrate. c) Printed gold micropillar array. d) Details of AJ printing of a single micropillar. e) Process of fabrication of the PDMS housing (Figure is reproduced from Ref. [115] with permission from John Wiley and Sons).
Figure 6.
Schematic of the manufacturing process of the 3D-printed COVID-19 test chip a) Glass substrate with 3 electrodes of the electrochemical cell. b) electrode fabrication on glass substrate. c) Printed gold micropillar array. d) Details of AJ printing of a single micropillar. e) Process of fabrication of the PDMS housing (Figure is reproduced from Ref. [115] with permission from John Wiley and Sons).
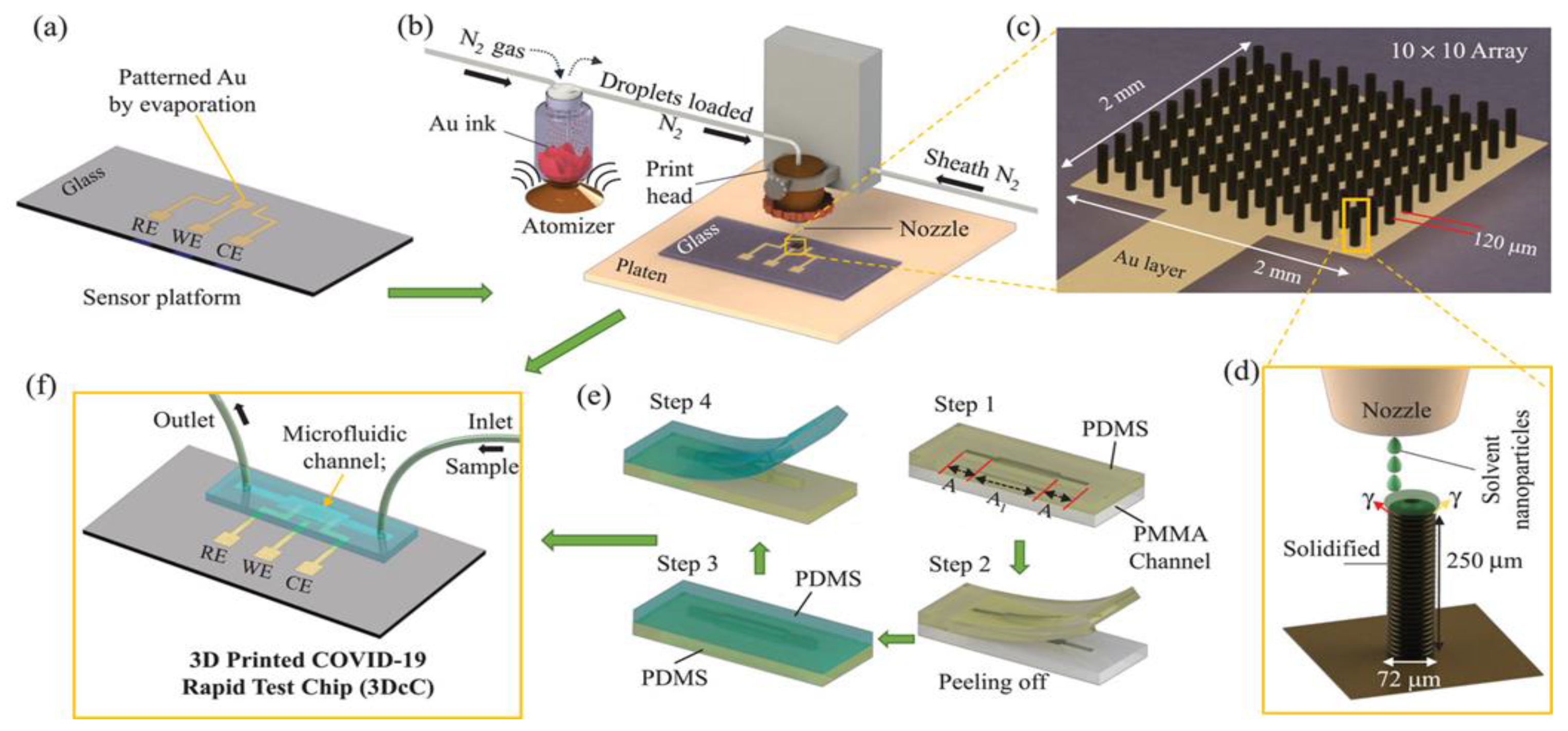
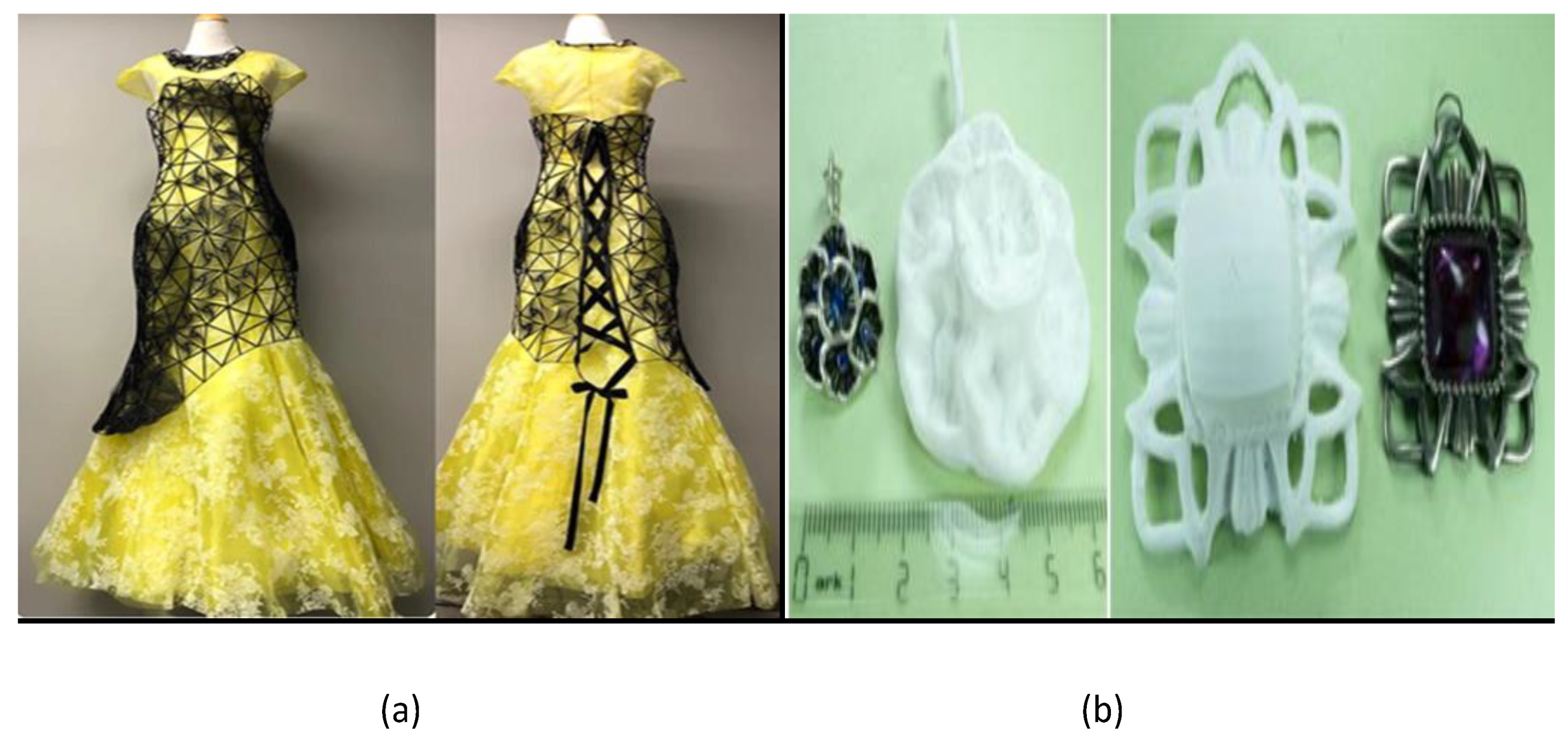
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



