
Submitted:
30 September 2024
Posted:
01 October 2024
You are already at the latest version
Abstract
The incremental sheet forming is born as an excellent alternative to other material forming pro-cedures to deform incrementally flat metal sheets into the preferred complex three-dimensional profile. The main characteristics of this process are its versatility and cost-effectiveness; in addition, it allows for reaching greater formability, compared to conventional sheet forming processes. Re-cently, its use has been extended to polymers and composites. The following review aims to present the current state of the art of the incremental sheet forming of polycarbonate, an outstanding en-gineering plastic, starting from the first studies on the feasibility of this process applied to polymers. Attention is given to the advantages, drawbacks and main applications of the incrementally formed polycarbonate sheets, as well as the influence of the process parameters and the toolpath strategies on features like formability, forming forces, deformation and failure mechanisms, geometric accu-racy, surface quality, etc. Moreover, new hybrid forming methods for process optimization are presented. Finally, a discussion is provided on the technical challenges and research directions for incremental sheet forming of polycarbonate, and more generally thermoplastics, in the future. Therefore, this review aims to offer an extensive overview of the incremental forming of polycar-bonate sheets, useful to academic and industrial researchers who work on this topic.
Keywords:
incremental sheet forming
; polymers
; polycarbonate
; formability
; defectiveness
; Forming forces
; surface quality
; hybrid processes
; FEM simulations
; future perspectives
1. Introduction
This section reports a general introduction to the incremental sheet forming from its genesis followed by the state of the art of this technology applied to thermoplastics.
1.1. General Introduction to the Process
The interest in developing procedures characterized by high flexibility like, for example, the significant development of additive manufacturing technologies, has been supported by recent significant advances in the use of computers applied to manufacturing [1]. Incremental sheet forming (ISF) fits into this context; this relatively recent technology guarantees cost-effectiveness, because it does not require dedicated equipment in its basic variants, and high customization of small-batch non-axisymmetric sheet parts for potential applications in aerospace, automotive and other fields of application [2,3], thanks to the layered manufacturing principle typical of rapid prototyping.
The principal concept of the ISF process (of which different types have been developed; see Figure 1 which reports the most common ones) is the progressive deformation of a clamped sheet of pure metals, alloys, polymers, and composites [4,5] through the action of a forming tool controlled by a CNC machine that describes a path and deforms it progressively into the final shape [6].
The basic and most common version of the process is the single-point incremental forming (SPIF; see Figure 1a), which only provides the forming tool and the blank holder to maintain the sheet at a fixed position without further support. In this variant, the sheet is deformed from the outside to the inside and its centre is moved downwards gradually.
For the double-side incremental forming (DSIF; see Figure 1b), a second tool is used on the other side of the sheet and serves as a local support. Then, the sheet is deformed under the cooperative effect of the two tools, improving the material deformation stability and, at the same time, reducing material thinning [7].
The two-point incremental forming (TPIF) involves using a partial (Figure 1c) or full die (Figure 1d) to support the sheet on the other side; the sheet is deformed from the inside to the outside, while the flange moves downwards.
The main process parameters are the shape and dimensions of the tool, the forming temperature and the characteristics of the toolpath (step size and forming speeds). They were abundantly investigated and an exhaustive overview can be represented by the review of Gatea et al. [8]; a correct choice of them reflects on significant features like formability, deformation and failures, springback, accuracy and surface quality of the formed parts.
Since its inception, the research on ISF has been principally focused on its applicability to different metallic materials like aluminium, magnesium, titanium and their alloys. Several reviews have been published, allowing us to follow the evolution of the ISF from its origin. A first review by Jeswiet et al. [6] introduced the process from the genesis to 2005, followed by the works of Echrif and Hrairi [9], Emmens et. al [10] and Behera et al. [5] that go up 2015. More recent literature reviews on the scientific progress and future developments of ISF are presented in [11,12].
Apart from the above general reviews, other ones were focused on more specific topics like the improved formability guaranteed by ISF [13], the deformation [14] and failure mechanisms [15] and analyses on the forming forces [16].
Concerning the application of ISF for the manufacture of metal parts, they can range among several industrial fields. For example, consider the stiffening frame for a hydraulic access door of an aircraft [17], car exterior skin parts [18] and cranial plates [19], among others; furthermore, a promising research direction is the formation of hole flanging by ISF [20,21]. All these parts are reported in Figure 2.
1.2. Incremental Forming of Polymer Sheets
While the early research on ISF was mainly focused on metals, the recent one is showing an increased interest in transferring the acquired knowledge to hard-to-form non-metallic materials [22]; consider, for example, the studies on polymer-based composite materials [23,24,25,26,27,28], polymer foams [29] and thermoplastics in general.
Thermoplastics show good properties like light weight, strength, corrosion resistance, price, etc. that make them strongly used in the manufacturing industry [30], especially for mass production; this because the conventional processes for these materials require repetitive actions of heating, shaping, and cooling [31] and, then, significant costs in terms of energy and investments in equipment and tools. Concerning thermoplastic sheet components with various shapes, they are frequently manufactured by common sheet metal forming processes that strongly depend on temperature and material properties [32]. In this light, ISF can represent an effective alternative to conventional technologies based on heating-shaping-cooling operations, guaranteeing high levels of materials’ formability also at room temperature, as well as economic benefits [33]; moreover, some studies highlighted relevant advantages in terms of resistance to impact and temperature and bearing capacity [34,35].
Thanks to its flexibility, ISF process is recommended for the production of batches with small and medium sizes in several fields [36]; consider, for example, the manufacture from polymer sheets of aircraft canopies [37] or customized medical prostheses like cranial implants [38,39,40].
The first significant attempt to form a thermoplastic by ISF, in particular polyvinylchloride, was in 2009 [41]; then, the investigation interested different kinds of commercial thermoplastics, as well as new solutions and materials like, for example, the biocompatible polycaprolactone [32] and bilayer polymeric sheets [42]. These works ascertained the feasibility of the process applied to polymers.
Successively, other research was conducted to analyse the influence of the main process parameters on the formability of different polymers; consider, for example, the studies on polyamide, polycarbonate, polyethylene terephthalate, polyvinylchloride and polypropylene [34,43,44,45].
Another significant field of investigation on ISF is related to failures and defects since they influence the materials’ formability and the geometrical accuracy of the formed parts [22,32]. The typical problems that affect polymer parts manufactured by ISF (see Figure 3) are ductile fracture at the transition zone between the wall and the corner radius and tearing along the walls, as well as defects like wrinkling and twisting [41,46,47].
These defects are strongly connected: wrinkles can be twisted around the axis of revolution in the direction of tool rotation. Concerning the twisting, it is caused by an uncontrolled pivoting of the parts around the clamping frame, because of the in-plane shear generated by the tangential forces that the forming tool applies on the sheet. It is more probable for higher and more regular plane forces, which determine both continued strain accumulation and asymmetric strain levels [48,49]. Despite twisting is a common phenomenon for all the materials subject to ISF, its magnitude is particularly relevant for materials like thermoplastics that show soft behaviour. For this materials’ family, higher normal forces can produce significant indentation that accentuates the phenomenon [50]; consider that twist angles on axisymmetric ISF parts obtained by a unidirectional toolpath were of about 6° and 22° for aluminium alloy [51] and polycarbonate sheets [46], respectively.
2. Incremental Forming of Polycarbonate Sheets
In this section, the main characteristics and the ISF formability of polycarbonate are reported.
2.1. Polycarbonate: Main Properties
Polycarbonate, also known as a “transparency metal” for its fascinating properties, is a lightweight and 100% recyclable amorphous thermoplastic; it is one of the most interesting polymers because it combines relevant mechanical and physiochemical properties like, among others, toughness, stiffness, strength, heat and flame resistance, high durability, shatter resistance, thermostability, good electrical insulation and excellent transparency [52,53]. Polycarbonate is an outstanding engineering plastic for applications in several fields like communication, optical/lighting, glass replacement, medical apparatus, transport, household, aerospace environment, electrical and safety products and so on [54,55].
Parent polycarbonate is an isotropic elastoplastic material, with a mechanical behaviour strongly different from metals since working conditions highly influence it. While metals show more or less well-ordered crystalline lattices of atoms, polycarbonate presents molecules of carbon atoms bonded into long chains, resembling a tangled collection of yarn scraps, that can rearrange into infinite different conformations as a function of several parameters, such as the stress level [56]; in detail, chain orientation represents a phenomenon unique to polymers. Anisotropy emerges when molecules align along a certain direction and results from the strong covalent bonds, along the chain axis, and weaker secondary bonds, in the transverse direction [57].
For a better understanding [58], it is possible to refer to tensile tests carried out following the ASTM standard D638-14 [59]; they determine typical engineering stress-strain curves for engineering thermoplastics below the glass transition temperature [57], so as reported in Figure 4a for specimens cut at 0, 45, and 90° relative to the extrusion direction. The first linear viscoelastic region is where the polymer chains undergo stretching and disentanglement in response to applied stress. This region ends with the yield point; then, increased strain occurs with reduced stress. This phase involves the breaking of van der Waals bonds and the occurrence of permanent deformations like necking. Subsequently, the mechanically induced orientation of polymer chains (see Figure 4b) determines a steepening slope, up to the material’s breaking point [60].
2.2. Formability of Polycarbonate Worked by ISF
The ISF method generates large regions of homogenous deformation, avoiding significant stress and strain gradients [61]; consequently, it guarantees higher materials formability, compared to the conventional sheet forming processes. However, some research that analyses the formability of ISF polymer parts uses metal-derived methods [62], not always representative of the thermoplastics' behaviour; the occurrence of failures and defects like twisting and wrinkling in polymer ISF parts greatly affects the product quality, making it necessary to consolidate established methods or develop new procedures for the formability evaluation.
In [31,58], Nakajima specimens with different geometries to induce, through an Erichsen model 142-20 universal sheet metal testing machine and following the standard ISO 12004-2 [63], strain in tensile, plane, biaxial and equibiaxial states were employed to determine the formability limits by necking and fracture of polycarbonate sheets, 1 and 2 mm in thickness. For the formability limits for necking, the time-dependent methodology for metals was used [64], while the ones for fracture were determined by measuring the principal strains through a DIC system, because of the significant springback of polymers. This methodology revealed adequate to individuate the onset of necking in polycarbonate sheets; moreover, the forming limit curves described in the principal strain space resulted well represented by straight lines, differently from the typical V-shape one from conventional metal forming processes (see Figure 5a).
According to the method proposed by Hussain et al. for metal sheets [61], another way to investigate the formability of polycarbonate sheets provides for the carrying out of varying slope angle tests, that make use of a curved-line-generatrix to create a revolved surface whose slope angle varies continuously, instead of creating several fixed slope angle geometries with increasing angle; they are stopped as soon as the workpiece fails, and the corresponding angle is determined. Durante et al. [47] carried out both fixed and varying slope angle tests on 1.4 and 1.9 mm thick sheets and varying the tool diameter. They investigated cone and pyramid frusta (with square and triangular bases); the last ones introduced significant geometrical singularities like the sloped ribs, to further stress the material formability. The tests highlighted the high formability of the polycarbonate sheets, regardless the shape of the parts. The maximum slope angle increased with the tool diameter while the thickness of the sheets showed a minor influence; pyramid frusta recorded a high strain concentration that reduced the formability of the sheets. Moreover, varying slope angle tests (see the corresponding geometries in Figure 5b) overestimated the formability of the sheets, compared to the fixed ones (see Figure 5c); under the heaviest conditions (pyramid frusta with triangular base), the high discrepancy between the two tests made the varying slope angle test not fully representative of the formability of polycarbonate sheets.
3. Enhancement of Incremental Forming of Polycarbonate Sheets
This section reports some solutions and tools for the optimization of the forming process applied to polycarbonate sheets. The reasons for this research are the attempts to improve the accuracy and range of feasible geometries or, the formability of materials difficult to work at room temperatures by conventional ISF. For example and considering metal sheets, several methods of heat-assisted ISF, developed to improve the formability of materials like magnesium and titanium alloys, are described in a review of Liu [65]. Moreover, the development of hybrid processes for low-volume production of sheet metal parts, combining ISF with stretch forming and laser heat treatment, as well as the forming of hybrid materials, is presented in [66].
3.1. Toolpath Strategy
Two studies by Formisano et al. [67,68] concern the possibility of reducing the defectiveness of polycarbonate components obtained by SPIF of 1 and 1.5 mm thick sheets by choosing a more suitable toolpath strategy; they highlight that monitoring and measuring the ISF forming forces represent an efficient tool for the control of the process quality [69].
The studies started observing a significant twisting reduction for metal [6] and polycarbonate parts [46] using an alternate toolpath instead of a unidirectional one. Still, this solution proved ineffective against instabilities and wrinkling on thin thermoplastic sheets [47]. The experimental campaign provided for the analysis of forming forces, deformation states, surface quality, failures and defects of cone frusta with a fixed wall angle, obtained by a reference and different stair-based unidirectional helical toolpath strategies, under lubricated and dry conditions.
The stair paths, while showing higher working times, allow reducing twisting and, more generally, the defect phenomena thanks to a discontinuous and lower torque action; in addition, for these strategies, the influence of the lubrication on the surface roughness is quite irrelevant. Figure 6 reports a not-to-scale representation of the reference (Figure 6a) and one stair-based toolpath strategy (Figure 6b), and the corresponding cone frusta.
3.2. Preliminary Cold-Rolling
This solution provides for a preliminary cold-rolling process and investigates its influence on the SPIF of polycarbonate sheets [70,71]; different thicknesses of the parent sheets (from 1 to 4 mm) and rolling reduction ratios (up to 1/2, along one only or two directions) were considered for the manufacture of square pyramid frusta with varying or fixed slope angles. Figure 7a reports the equipment for the processing of the polycarbonate sheets and Figure 7b the square pyramid frusta for the different forming tests.
Sheet rolling determines work hardening and a decrease in ductility; consequently, the process experiences an increase in the forming forces and reduced formability. The effects are more evident with the increase of the reduction ratio so that the sheets are very brittle with a reduction ratio of 1/2. Moreover, due to their anisotropy, a higher risk of failures and defects is observed for the sheets rolled along only one direction. This aspect also influences the location and propagation of cracks: the higher forming forces and the anisotropy involve wrinkling instability on the sheets when rolled along only one direction; on the other hand, twisting is practically the same for parent and rolled sheets. Finally, the preliminary rolling can represent a valid designing strategy for some cases; for example, bidirectional rolling can be chosen to obtain components with low slope angles, while unidirectional rolling can be a solution if the components show different slope angles, imposing the rolling reduction along the direction of the shallower faces.
3.3. Self-Heating by Tool Rotation and Travelling Speed
Other studies [72,73] contemplate the self-heating of the polycarbonate sheets during SPIF as the effect of the travelling speed and the rotation of the tool. This allows to control the temperature of the tool/workpiece contact surface using an instrumented machine (see Figure 8a). Tool rotation (from 0 to 400 rpm) and travelling speed (from 1000 to 4000 mm/min) were varied for the incremental forming of 2 and 3 mm thick sheets and their influence on the temperature and processing loads was determined (see Figure 8b).
These studies show that it is possible to increase the temperature of the polycarbonate sheets by opportunely selecting travelling and tool rotation speed; the highest influence is of the second one. The adoption of a tool with a flat end enables higher frictional heat compared to a round-end tool; this allows to reach high temperatures without excessively high tool rotation speeds.
Higher temperatures (in the range of 100÷120°C) involve lower processing loads and a significantly reduced springback, without surface degradation; these temperatures were reached for a rotational speed of 200 rpm and a travelling speed of 1000 mm/min. On the other hand, processing conditions involving a temperature higher than 120°C determine an opacification of the worked surfaces and a significant worsening of their quality in terms of roughness; near the glass transition temperature of the polycarbonate (≈150°C), chips are turned out from the worked surface.
3.4. Contactless Method by Hot Air
In two recent works, Almadani et al. [74,75] propose the elimination of the physical interaction between 0.75 mm thick polycarbonate sheets and a rigid forming tool developing and optimising a contactless SPIF based on hot compressed air as a deformation tool. The first studies were carried out at an air temperature and pressure of 160 °C and 1 bar and a nozzle speed of 750 mm/min; then, the process's effectiveness was assessed by a Design of Experiments (DOE) of 54 different forming conditions and the influence of the most significant parameters was evaluated by the response surface method. Figure 9a and Figure 9b report, respectively, a schematic diagram and the experimental setup after the deformation of the process.
The studies reveal that the contactless process can be tailored for a wide range of polymer materials; in addition, they highlight the importance of air pressure, air temperature and feed rate since they influence the process’s formability, surface quality and variations of profiles and thicknesses.
3.5. Numerical Analyses
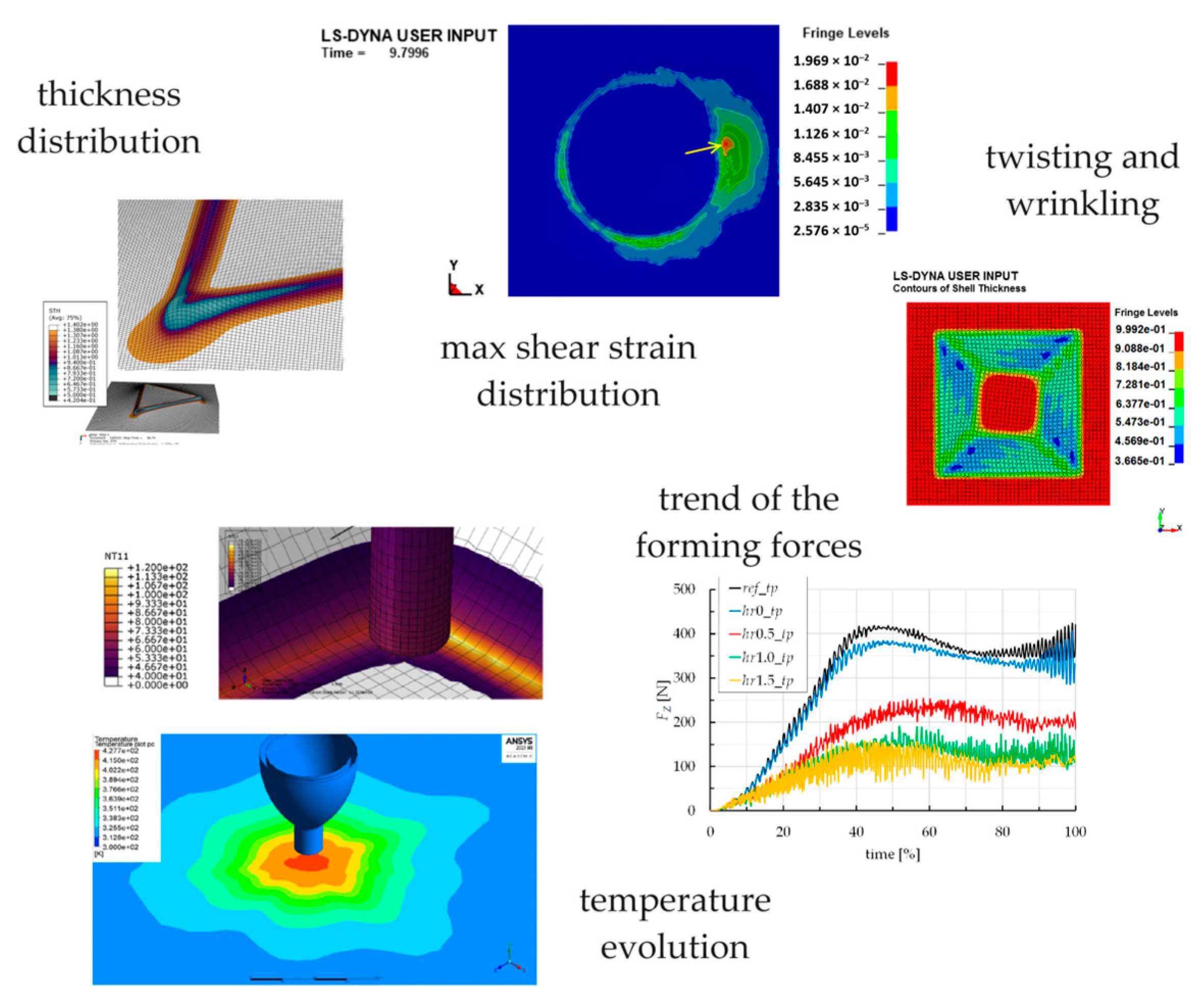
Finite Element Method (FEM) is a numerical technique to find approximate solutions to partial differential equations of a system to produce much more detailed results than experimental investigations, often more quickly and less expensively [76]. IF of polymer sheets was frequently analysed by FEM simulations. For example, axial force in SPIF of thermoplastic sheets was predicted in [77], while the feasibility of an advanced robotized polymer ISF was investigated in [78]. Concerning the aim of this review, Figure 10 reports an overview of FEM analyses applied to the incremental forming of polycarbonate sheets; they are described in this subsection.
Two authors’ papers aim to individuate, through a numerical approach, toolpath strategies for optimising the ISF of polycarbonate [79,80]. The FEM commercial code LS DYNA simulated the process; it is a general-purpose FE program used for complex real-world problems related to, among others, the automobile, aerospace, construction, military, manufacturing, and bioengineering industries, whose efficiency was guaranteed by different studies [2,81]. Through an accurate lecture of the results, FE analyses represent a powerful tool for process optimisation in a direct (manufacturing time and energy states) and indirect way (prediction of defectiveness and risks of failures). Another work with LS DYNA follows a numerical-experimental approach for the investigation of wrinkling on 1 mm thick polycarbonate sheets, highlighting the critical conditions for the occurrence of this phenomenon and the influence of the toolpath strategy on the deformation mechanisms [82].
Concerning the above-reported strategy of self-heating by tool rotation and travelling speed, a thermo-mechanical FEM model of the process was developed, calibrated, and validated by adopting an explicit time integration approach within the Abaqus 6.17 framework. It furnishes accurate predictions of the temperature evolution and processing loads [32] and represents a key tool to predict adverse processing conditions, i.e. process parameters’ values that lead to excessively high temperatures. The same software and approach were used to determine stress, strain, and thickness distributions during the manufacturing of cone and pyramid (with square and triangular bases) frusta from sheets with two different thicknesses [47], providing significant insight into the process. The FE predictions show a strong correlation between the sheet thickness distribution and the difference between failures occurring in square and triangular frusta.
Support for the experimental works on the contactless incremental forming by hot air was furnished by numerical analyses by ANSYS 21 Workbench, using a computational fluid dynamic model (CFD [83]. The FE model can predict the formed part geometries and the strain progression; in so doing, it establishes a solid groundwork for advancing and refining the contactless process.
4. Conclusions and Future Perspectives
Although a great effort of research on ISF of metal parts, the process applied to polymers needs to be studied more deeply. This review, after a concise overview of the process from its origins and the state of the art applied to thermoplastics, focuses on one of the most interesting engineering plastics, i.e. polycarbonate. A particular attention is devoted to the description of the main characteristics and the formability of polycarbonate sheets as a function of the main process parameters; then, the document reports some strategies able to improve the formability of materials difficult to work at room temperatures by the common ISF variants, as well as the accuracy and range of feasible geometries, among other things. These solutions range from optimised toolpath strategies to hybrid forming methods.
Concerning technical challenges for ISF of polycarbonate, and more generally thermoplastics, they can embrace several fields like, for example: more effective analytical mechanics to better describe the material behaviour of thermoplastics under ISF conditions; development or improvement of alternative hybrid forming and toolpath strategies; increased use of thermo-mechanical numerical simulations to investigate the deformations and failure mechanisms.
Finally, new research directions are strongly oriented towards aspects involving energy implications, since they are of relevant interest from a perspective of sustainable manufacturing. Recent research on polymer forming [84] highlighted the ability of ISF to reduce energy consumption, compared to conventional processes, determining a positive impact on the environment [85]; then, the optimisation of ISF processes represents a viable way towards more efficient and green manufacturing processes.
Author Contributions
Conceptualization, A.F. and M.D.; writing—original draft preparation, A.F.; writing—review and editing, A.F. and M.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
No data available.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Hussain, G.; Khan, H.R.; Gao, L.; Hayat, N. Guidelines for Tool-Size Selection for Single-Point Incremental Forming of an Aerospace Alloy. Mater. Manuf. Process. 2013, 28, 324–329. [Google Scholar] [CrossRef]
- Duc-Toan, N.; Seung-Han, Y.; Dong-Won, J.; Tae-Hoon, C.; Young-Suk, K. Incremental Sheet Metal Forming: Numerical Simulation and Rapid Prototyping Process to Make an Automobile White-Body. Steel Res. Int. 2011, 82, 795–805. [Google Scholar] [CrossRef]
- Bertini, L.; Kubit, A.; Al-Sabur, R.; Gradzik, A.; Ochał, K.; Slota, J.; Korzeniowski, M. Investigating Residual Stresses in Metal-Plastic Composites Stiffening Ribs Formed Using the Single Point Incremental Forming Method. Materials (Basel). 2022, 15, 8252. [Google Scholar] [CrossRef]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single Point Incremental Forming: An Assessment of the Progress and Technology Trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Peng, W.; Ou, H.; Becker, A. Double-Sided Incremental Forming: A Review. J. Manuf. Sci. Eng. Trans. ASME 2019, 141, 1–12. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; McCartney, G. Review on the Influence of Process Parameters in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef]
- Echrif, S.B.M.; Hrairi, M. Research and Progress in Incremental Sheet Forming Processes. Mater. Manuf. Process. 2011, 26, 1404–1414. [Google Scholar] [CrossRef]
- Emmens, W.C.; Sebastiani, G.; van den Boogaard, A.H. The Technology of Incremental Sheet Forming-A Brief Review of the History. J. Mater. Process. Technol. 2010, 210, 981–997. [Google Scholar] [CrossRef]
- Mandaloi, G.; Nagargoje, A.; Gupta, A.K.; Banerjee, G.; Shahare, H.Y.; Tandon, P. A Comprehensive Review on Experimental Conditions, Strategies, Performance, and Applications of Incremental Forming for Deformation Machining. J. Manuf. Sci. Eng. 2022, 144, 1–15. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging Trends in Single Point Incremental Sheet Forming of Lightweight Metals. Met. 2021, Vol. 11, Page 1188 2021, 11, 1188. [Google Scholar] [CrossRef]
- McAnulty, T.; Jeswiet, J.; Doolan, M. Formability in Single Point Incremental Forming: A Comparative Analysis of the State of the Art. CIRP J. Manuf. Sci. Technol. 2017, 16, 43–54. [Google Scholar] [CrossRef]
- Emmens, W.C.; van den Boogaard, A.H. An Overview of Stabilizing Deformation Mechanisms in Incremental Sheet Forming. J. Mater. Process. Technol. 2009, 209, 3688–3695. [Google Scholar] [CrossRef]
- Ai, S.; Long, H. A Review on Material Fracture Mechanism in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2019, 104, 33–61. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V.; Kumar, P.; Singh, H. Forming Force in Incremental Sheet Forming: A Comparative Analysis of the State of the Art; Springer Berlin Heidelberg, 2019; Vol. 41; ISBN 0123456789.
- Hirt, G.; Bambach, M.; Bleck, W.; Prahl, U.; Stollenwerk, J. The Development of Incremental Sheet Forming from Flexible Forming to Fully Integrated Production of Sheet Metal Parts. Lect. Notes Prod. Eng. 2015, Part F1151, 117–129. [Google Scholar] [CrossRef]
- Scheffler, S.; Pierer, A.; Scholz, P.; Melzer, S.; Weise, D.; Rambousek, Z. Incremental Sheet Metal Forming on the Example of Car Exterior Skin Parts. Procedia Manuf. 2019, 29, 105–111. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H.; Shi, S.Q.; Long, H.; Chen, J. Titanium Based Cranial Reconstruction Using Incremental Sheet Forming. Int. J. Mater. Form. 2016, 9, 361–370. [Google Scholar] [CrossRef]
- Mohan, S.R.; Dewang, Y.; Sharma, V. Tool Path Planning for Hole-Flanging Process Using Single Point Incremental Forming. MATEC Web Conf. 2024, 393, 01003. [Google Scholar] [CrossRef]
- Chen, X.; Wen, T.; Qin, J.; Hu, J.; Zhang, M.; Zhang, Z. sun Deformation Feature of Sheet Metals During Inclined Hole-Flanging by Two-Point Incremental Forming. Int. J. Precis. Eng. Manuf. 2020, 21, 169–176. [Google Scholar] [CrossRef]
- Zhu, H.; Ou, H.; Popov, A. Incremental Sheet Forming of Thermoplastics: A Review. Int. J. Adv. Manuf. Technol. 2020, 111, 565–587. [Google Scholar] [CrossRef]
- Jackson, K.P.; Allwood, J.M.; Landert, M. Incremental Forming of Sandwich Panels. J. Mater. Process. Technol. 2008, 204, 290–303. [Google Scholar] [CrossRef]
- Fiorotto, M.; Sorgente, M.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Composite Materials. Int. J. Mater. Form. 2010, 3, 951–954. [Google Scholar] [CrossRef]
- Conte, R.; Ambrogio, G.; Pulice, D.; Gagliardi, F.; Filice, L. Incremental Sheet Forming of a Composite Made of Thermoplastic Matrix and Glass-Fiber Reinforcement. In Proceedings of the Procedia Engineering; No longer published by Elsevier, January 1 2017; Vol. 207, pp. 819–824.
- Okada, M.; Kato, T.; Otsu, M.; Tanaka, H.; Miura, T. Development of Optical-Heating-Assisted Incremental Forming Method for Carbon Fiber Reinforced Thermoplastic Sheet—Forming Characteristics in Simple Spot-Forming and Two-Dimensional Sheet-Fed Forming. J. Mater. Process. Technol. 2018, 256, 145–153. [Google Scholar] [CrossRef]
- Borić, A.; Kalendová, A.; Urbanek, M.; Pepelnjak, T. Characterisation of Polyamide (PA)12 Nanocomposites Withmontmorillonite (MMT) Filler Clay Used for the Incremental Forming of Sheets. Polymers (Basel). 2019, 11, 1248. [Google Scholar] [CrossRef]
- AL-Obaidi, A.; Kunke, A.; Kräusel, V. Hot Single-Point Incremental Forming of Glass-Fiber-Reinforced Polymer (PA6GF47) Supported by Hot Air. J. Manuf. Process. 2019, 43, 17–25. [Google Scholar] [CrossRef]
- Mohammadi, A.; Vanhove, H.; Attisano, M.; Ambrogio, G.; Duflou, J.R. Single Point Incremental Forming of Shape Memory Polymer Foam. In Proceedings of the MATEC Web of Conferences; 2015; Vol. 21, p. 4007.
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Vallellano, C. Experimental Failure Analysis in Polycarbonate Sheet Deformed by Spif. J. Manuf. Process. 2021, 64, 1153–1168. [Google Scholar] [CrossRef]
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Andrés López-Fernández, J.; Jesus Martínez-Donaire, A.; Vallellano, C. On the Determination of Forming Limits in Polycarbonate Sheets. Materials (Basel). 2020, 13, 928. [Google Scholar] [CrossRef]
- Bagudanch, I.; Centeno, G.; Vallellano, C.; Garcia-Romeu, M.L. Revisiting Formability and Failure of Polymeric Sheets Deformed by Single Point Incremental Forming. Polym. Degrad. Stab. 2017, 144, 366–377. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Silva, M.B.; Martins, P.A.F.; Tekkaya, A.E. Plastic Flow and Failure in Single Point Incremental Forming of PVC Sheets. Express Polym. Lett. 2014, 8, 301–311. [Google Scholar] [CrossRef]
- Le, V.S.; Ghiotti, A.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Thermoplastic Materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Rajenthirakumar, D.; Sridhar, R. Single Point Incremental Sheet Forming of Polymer on Computer Numerically Controlled (CNC) Milling Machine Tool. In Proceedings of the Key Engineering Materials; Trans Tech Publications Ltd, 2014; Vol. 622–623, pp. 420–426.
- Rosca, N.; Oleksik, M.; Rosca, L.; Avrigean, E.; Trzepieciński, T.; Najm, S.M.; Oleksik, V. Minimizing the Main Strains and Thickness Reduction in the Single Point Incremental Forming Process of Polyamide and High-Density Polyethylene Sheets. Materials (Basel). 2023, 16, 1644. [Google Scholar] [CrossRef] [PubMed]
- Barimani-Varandi, A.; Nasrabadi, M.K.; Ravan, B.A.; Javadi, M. Rapid Prototyping of Aircraft Canopy Based on the Incremental Forming Process. J. Brazilian Soc. Mech. Sci. Eng. 2021, 43, 1–15. [Google Scholar] [CrossRef]
- Centeno, G.; Bagudanch, I.; Morales-Palma, D.; García-Romeu, M.L.; Gonzalez-Perez-Somarriba, B.; Martinez-Donaire, A.J.; Gonzalez-Perez, L.M.; Vallellano, C. Recent Approaches for the Manufacturing of Polymeric Cranial Prostheses by Incremental Sheet Forming. Procedia Eng. 2017, 183, 180–187. [Google Scholar] [CrossRef]
- Bagudanch, I.; García-Romeu, M.L.; Ferrer, I.; Ciurana, J. Customized Cranial Implant Manufactured by Incremental Sheet Forming Using a Biocompatible Polymer. Rapid Prototyp. J. 2018, 24, 120–129. [Google Scholar] [CrossRef]
- Centeno, G.; Morales-Palma, D.; Gonzalez-Perez-Somarriba, B.; Bagudanch, I.; Egea-Guerrero, J.J.; Gonzalez-Perez, L.M.; García-Romeu, M.L.; Vallellano, C. A Functional Methodology on the Manufacturing of Customized Polymeric Cranial Prostheses from CAT Using SPIF. Rapid Prototyp. J. 2017, 23, 771–780. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkaya, A.E. Single Point Incremental Forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Hernández-Ávila, M.; Lozano-Sánchez, L.M.; Perales-Martínez, I.A.; Elías-Zúñiga, A.; Bagudanch, I.; García-Romeu, M.L.; Elizalde, L.E.; Barrera, E. V. Single Point Incremental Forming of Bilayer Sheets Made of Two Different Thermoplastics. J. Appl. Polym. Sci. 2019, 136, 47093. [Google Scholar] [CrossRef]
- Marques, T.A.; Silva, M.B.; Martins, P.A.F. On the Potential of Single Point Incremental Forming of Sheet Polymer Parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming Force and Temperature Effects on Single Point Incremental Forming of Polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Mirkouei, A.; Yu, X.; Malhotra, R.; Pilla, S. Effects of Incremental Depth and Tool Rotation on Failure Modes and Microstructural Properties in Single Point Incremental Forming of Polymers. J. Mater. Process. Technol. 2015, 222, 287–300. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Incremental Forming of Polycarbonate Sheets. J. Mater. Process. Technol. 2018, 253, 57–63. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Formability of Polycarbonate Sheets in Single-Point Incremental Forming. Int. J. Adv. Manuf. Technol. 2019, 102, 2049–2062. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, J. Mechanism of the Twisting in Incremental Sheet Forming Process. J. Mater. Process. Technol. 2019, 276, 116396. [Google Scholar] [CrossRef]
- Duflou, J.R.; Vanhove, H.; Verbert, J.; Gu, J.; Vasilakos, I.; Eyckens, P. Twist Revisited: Twist Phenomena in Single Point Incremental Forming. CIRP Ann. - Manuf. Technol. 2010, 59, 307–310. [Google Scholar] [CrossRef]
- Asghar, J.; Lingam, R.; Shibin, E.; Reddy, N. V. Tool Path Design for Enhancement of Accuracy in Single-Point Incremental Forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1027–1035. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Capece Minutolo, F.; Carrino, L.; Durante, M.; Langella, A. Negative and Positive Incremental Forming: Comparison by Geometrical, Experimental, and FEM Considerations. Mater. Manuf. Process. 2017, 32, 530–536. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Grossi, V.; Di Ilio, A. Analysis of Loads, Temperatures and Welds Morphology in FSW of Polycarbonate. J. Mater. Process. Technol. 2019, 266, 639–650. [Google Scholar] [CrossRef]
- Hou, Z.X.; Wu, J.; Wang, Z.R. A Study of the Bulge-Forming of Polycarbonate (PC) Sheet. J. Mater. Process. Technol. 2004, 151, 312–315. [Google Scholar] [CrossRef]
- Beşliu, I.; Tamaşag, I.; Slătineanu, L. An Experimental Study on Incremental Forming Process of Polycarbonate Sheets. Macromol. Symp. 2021, 395, 2000282. [Google Scholar] [CrossRef]
- Kyriacos, D. Chapter 17 - Polycarbonates. In Brydson’s Plastics Materials (Eighth Edition); 2017; pp. 457–485 ISBN 978-0-323-35824-8.
- Rey Calderón, A.A.; Díaz Díaz, A. New Aspects in the Mechanical Behavior of a Polycarbonate Found by an Experimental Study. Adv. Mater. Sci. Eng. 2018, 2018, 1540919. [Google Scholar] [CrossRef]
- Gedde, U.W. Polymer Physics; Springer Netherlands, 1999.
- Rosa-Sainz, A.; Magrinho, J.P.; Vaz, M.F.; Silva, M.B.; Centeno, G.; Vallellano, C. Analysing the Mechanisms of Failure in Polycarbonate Sheets Deformed by SPIF. J. Mater. Res. Technol. 2024, 31, 2156–2168. [Google Scholar] [CrossRef]
- ASTM D638 Standard Test Method for Tensile Properties of Plastics 2014.
- Lampman, S. Characterization and Failure Analysis of Plastics. In; ASM International: Ohio, United States, 2004 ISBN 978 0 87170 789 5.
- Hussain, G.; Gao, L.; Zhang, Z.Y. Formability Evaluation of a Pure Titanium Sheet in the Cold Incremental Forming Process. Int. J. Adv. Manuf. Technol. 2008, 37, 920–926. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Boccarusso, L.; Astarita, A. The Influence of Thermal Oxidation and Tool-Sheet Contact Conditions on the Formability and the Surface Quality of Incrementally Formed Grade 1 Titanium Thin Sheets. Int. J. Adv. Manuf. Technol. 2017, 93, 3723–3732. [Google Scholar] [CrossRef]
- ISO12004-2 Metallic Materials-Sheet and Strip-Determination of Forming Limit Curves Part 2: Determination of Forming Limit Curves in Laboratory 2008.
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New Approaches to Detect the Onset of Localised Necking in Sheets under Through-Thickness Strain Gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Liu, Z. Heat-Assisted Incremental Sheet Forming: A State-of-the-Art Review. Int. J. Adv. Manuf. Technol. 2018, 98, 2987–3003. [Google Scholar] [CrossRef]
- Araghi, B.T.; Göttmann, A.; Bambach, M.; Hirt, G.; Bergweiler, G.; Diettrich, J.; Steiners, M.; Saeed-Akbari, A. Review on the Development of a Hybrid Incremental Sheet Forming System for Small Batch Sizes and Individualized Production. Prod. Eng. 2011, 5, 393–404. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; De Fazio, D.; Durante, M. Effects of Toolpath on Defect Phenomena in the Incremental Forming of Thin Polycarbonate Sheets. Int. J. Adv. Manuf. Technol. 2024, 133, 4957–4966. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; De Fazio, D.; Durante, M. Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy. J. Manuf. Mater. Process. 2024, 8, 105. [Google Scholar] [CrossRef]
- Wang, J.; Nair, M.; Zhang, Y. An Efficient Force Prediction Strategy for Single Point Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2017, 92, 3931–3939. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Boccarusso, L.; Langella, A. Influence of Cold-Rolling on Incremental Sheet Forming of Polycarbonate. Mater. Manuf. Process. 2020, 35, 328–336. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Boccarusso, L.; Astarita, A.; Langella, A. Single Point Incremental Forming of Cold-Rolled Polycarbonate Sheets. In Proceedings of the AIP Conference Proceedings; American Institute of Physics Inc., July 2 2019; Vol. 2113, p. 060007.
- Formisano, A.; Lambiase, F.; Durante, M. Polymer Self-Heating during Incremental Forming. J. Manuf. Process. 2020, 58, 1189–1199. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Langella, A.; Minutolo, F.M.C. Localized Heat Assisted Incremental Forming of Polycarbonate Sheets by Tool Rotation. AIP Conf. Proc. 2019, 2113, 110002. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; Essa, K. Hot-Air Contactless Single-Point Incremental Forming. J. Manuf. Mater. Process. 2023, 7, 179. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; Essa, K. Optimisation of a Novel Hot Air Contactless Single Incremental Point Forming of Polymers. J. Manuf. Process. 2024, 117, 302–314. [Google Scholar] [CrossRef]
- Gómez-López, L.M.; Miguel, V.; Martínez, A.; Coello, J.; Calatayud, A. Simulation and Modeling of Single Point Incremental Forming Processes within a Solidworks Environment. In Proceedings of the Procedia Engineering; Elsevier Ltd, 2013; Vol. 63, pp. 632–641.
- Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force Prediction for Incremental Forming of Polymer Sheets. Materials (Basel). 2018, 11, 1597. [Google Scholar] [CrossRef]
- Ostasevicius, V.; Eidukynas, D.; Grigaliunas, V.; Jurenas, V.; Paleviciute, I.; Gudauskis, M. Investigation of Advanced Robotized Polymer Sheet Incremental Forming Process. Sensors 2021, 21, 7459. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Boccarusso, L.; Memola Capece, F. A Numerical Approach to Optimize the Toolpath Strategy for Polymers Forming. Mater. Res. Proc. 2023, 28, 1697–1702. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Durante, M. Optimization of Single-Point Incremental Forming of Polymer Sheets through FEM. Materials (Basel). 2023, 16, 451. [Google Scholar] [CrossRef]
- Suresh, K.; Bagade, S.D.; Regalla, S.P. Deformation Behavior of Extra Deep Drawing Steel in Single-Point Incremental Forming. Mater. Manuf. Process. 2015, 30, 1202–1209. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Formisano, A.; Durante, M. A Numerical-Experimental Investigation of the Wrinkling Defect in Incremental Forming of Thin Polycarbonate Sheets. Int. Rev. Model. Simulations 2019, 12, 206–211. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; De Lisi, M.; Essa, K. Contactless Single Point Incremental Forming: Experimental and Numerical Simulation. Int. J. Adv. Manuf. Technol. 2023, 129, 5167–5179. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Sabater, M. Incremental Forming of Polymers: Process Parameters Selection from the Perspective of Electric Energy Consumption and Cost. J. Clean. Prod. 2016, 112, 1013–1024. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, C.; Gao, M.; Liu, C. Emergy-Based Sustainability Measurement and Evaluation of Industrial Production Systems. Environ. Sci. Pollut. Res. 2022, 1, 1–13. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Types of Incremental Sheet Forming Processes: (a) Single-point incremental forming (SPIF); (b) Double-side incremental forming (DSIF); (c) Two-point incremental forming (TPIF) with partial die and (d) with full die.
Figure 1.
Types of Incremental Sheet Forming Processes: (a) Single-point incremental forming (SPIF); (b) Double-side incremental forming (DSIF); (c) Two-point incremental forming (TPIF) with partial die and (d) with full die.
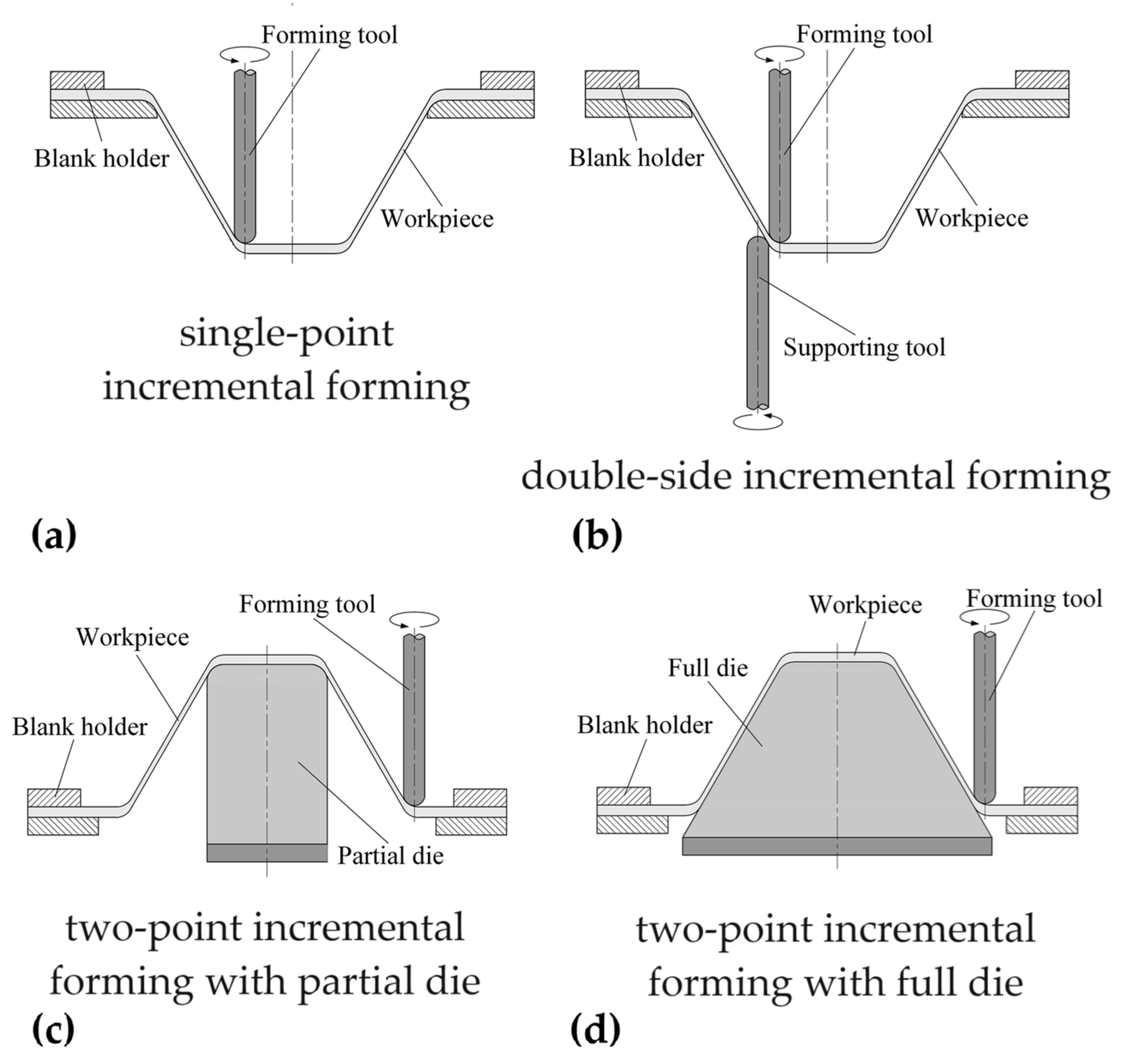
Figure 2.
Metal parts obtained by ISF.
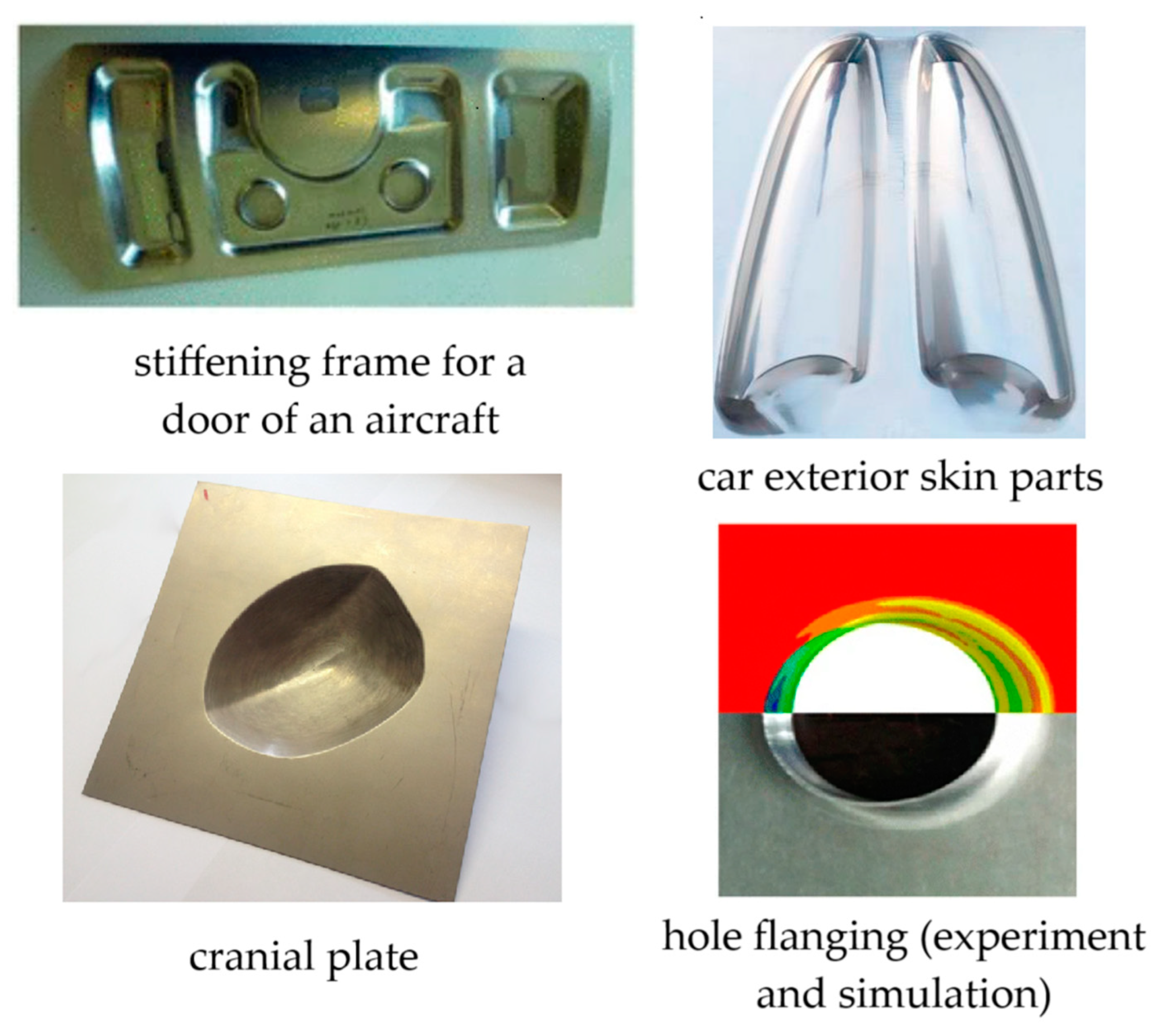
Figure 3.
Typical failures and defects that affect ISF polymers.
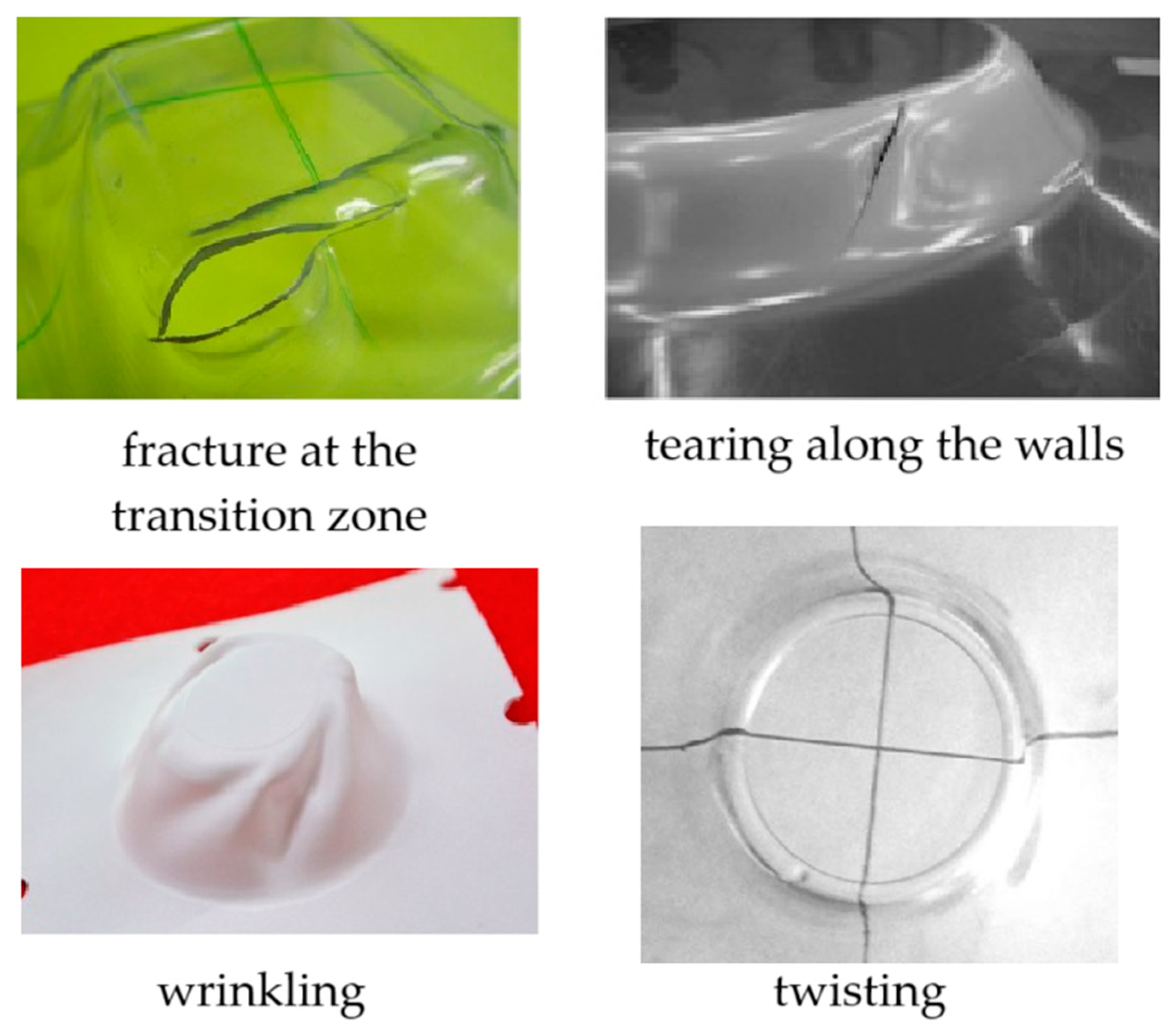
Figure 4.
Mechanical behaviour of polycarbonate: (a) Engineering stress-strain curves and (b) chain orientation of polycarbonate specimens.
Figure 4.
Mechanical behaviour of polycarbonate: (a) Engineering stress-strain curves and (b) chain orientation of polycarbonate specimens.
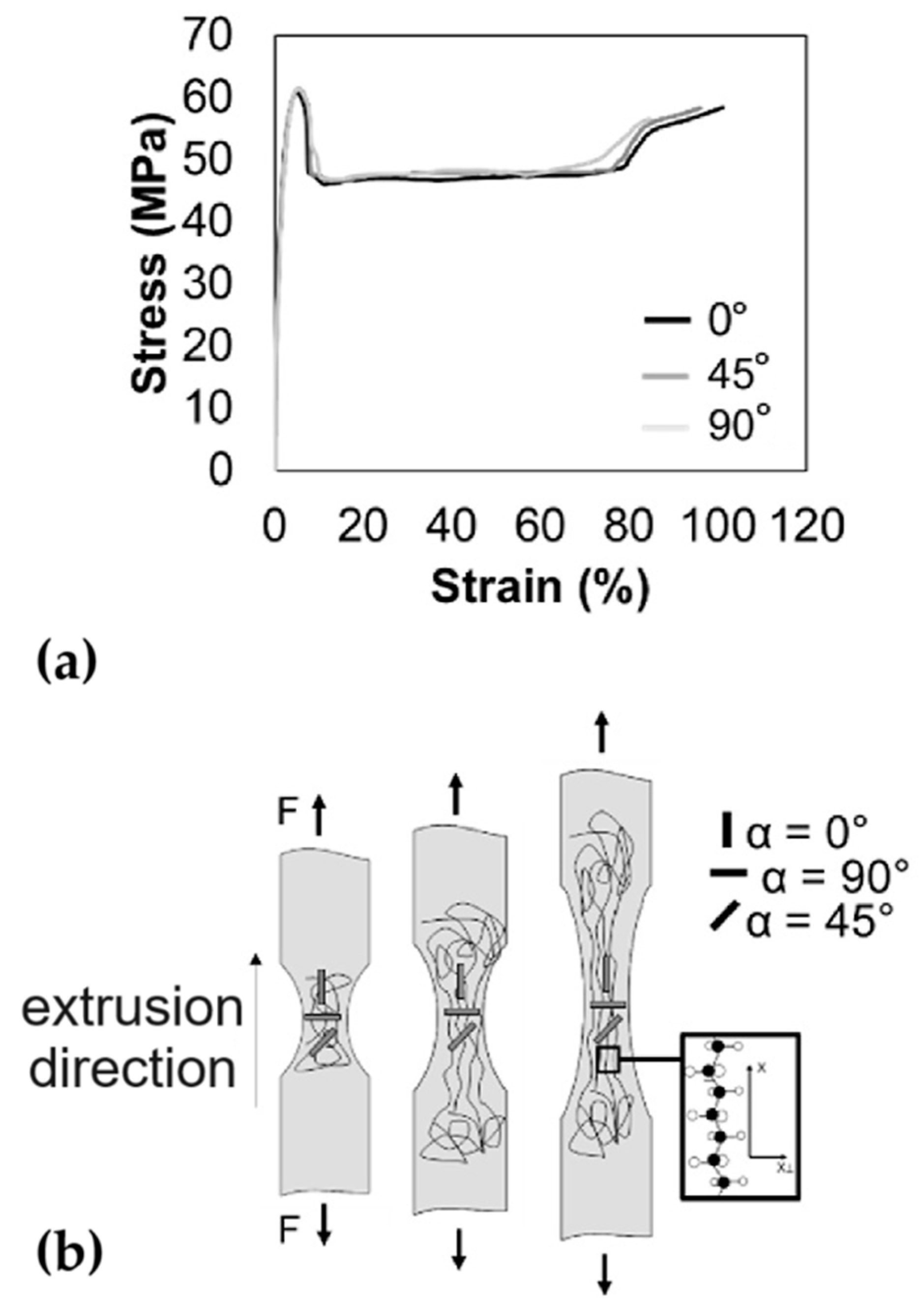
Figure 5.
Formability of polycarbonate sheets: (a) Forming limit curves from Nakajima tests on 2 mm thick sheets; (b) Geometries used for varying slope angle tests and (c) maximum slope angle from varying and fixed slope angle tests on 1.4 mm thick sheets.
Figure 5.
Formability of polycarbonate sheets: (a) Forming limit curves from Nakajima tests on 2 mm thick sheets; (b) Geometries used for varying slope angle tests and (c) maximum slope angle from varying and fixed slope angle tests on 1.4 mm thick sheets.
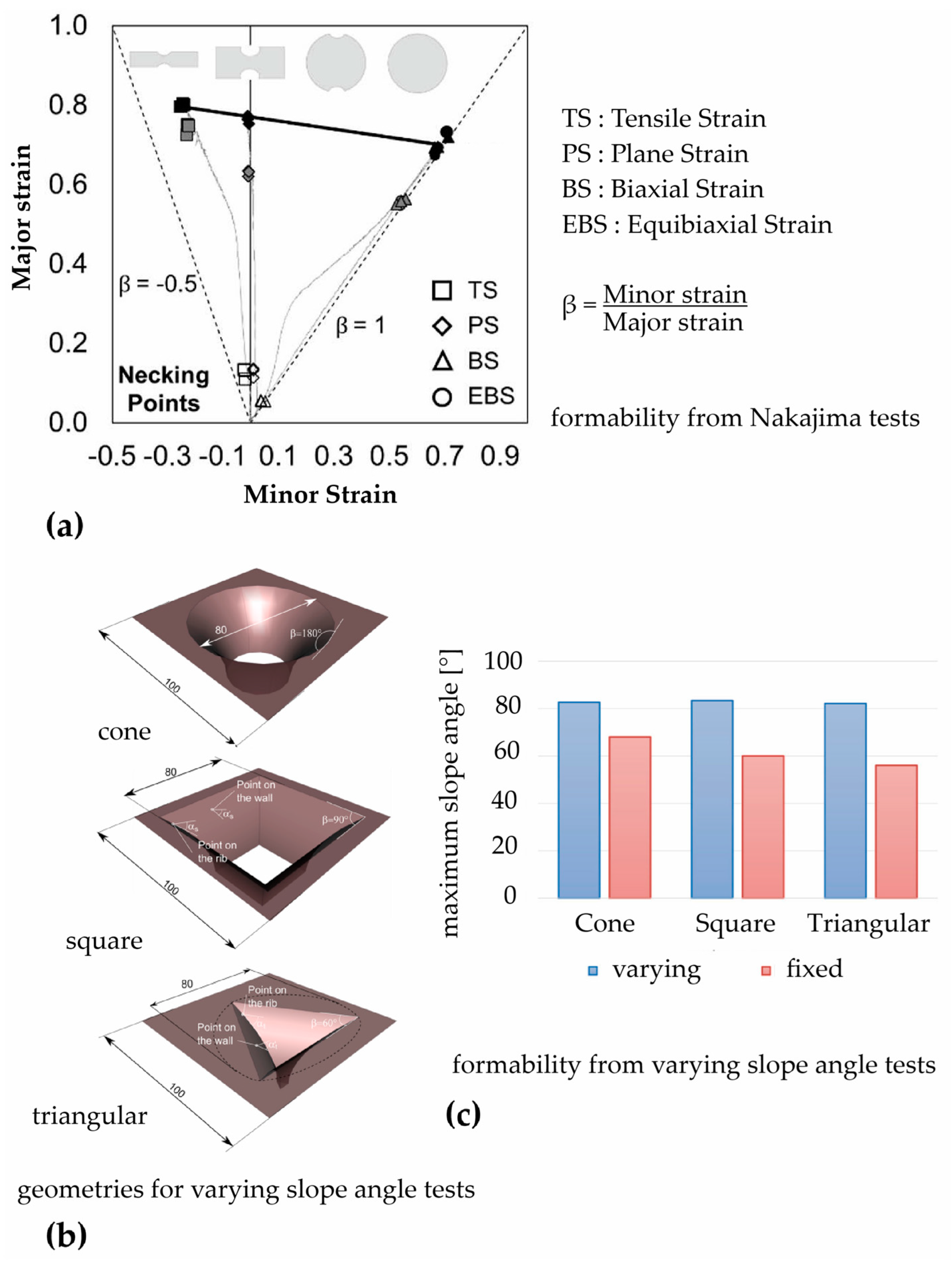
Figure 6.
Not-to-scale representation of: (a) The reference and (b) one stair-based toolpath strategy and the corresponding cone frusta.
Figure 6.
Not-to-scale representation of: (a) The reference and (b) one stair-based toolpath strategy and the corresponding cone frusta.

Figure 7.
SPIF with preliminary cold-rolling: (a) Equipment for the processing of the polycarbonate sheets and (b) geometries of the square pyramid frusta for the forming tests.
Figure 7.
SPIF with preliminary cold-rolling: (a) Equipment for the processing of the polycarbonate sheets and (b) geometries of the square pyramid frusta for the forming tests.
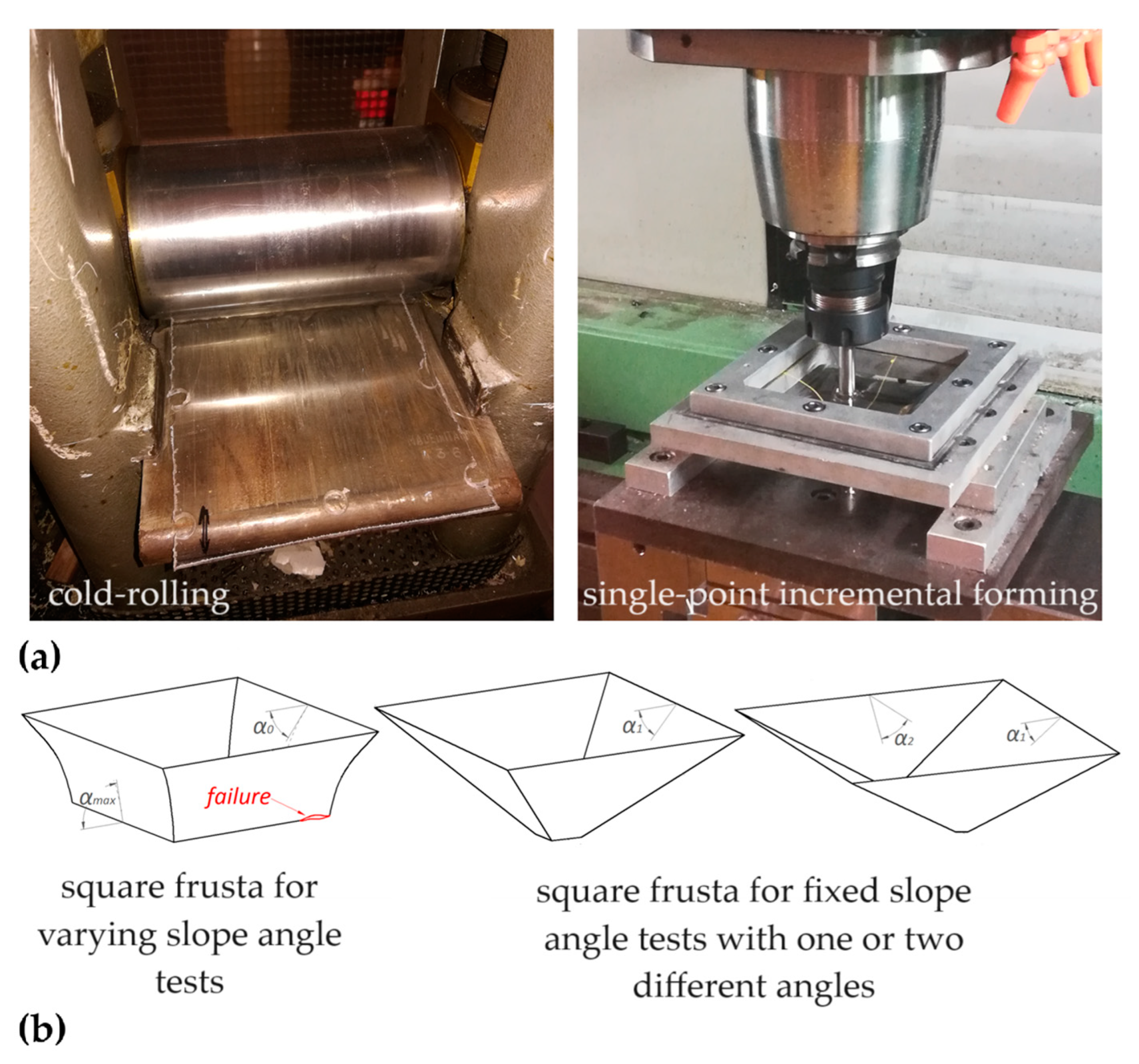
Figure 8.
SPIF with self-heating: (a) Monitoring of the temperature and (b) processing loads by varying the tool rotation and the travelling speed.
Figure 8.
SPIF with self-heating: (a) Monitoring of the temperature and (b) processing loads by varying the tool rotation and the travelling speed.
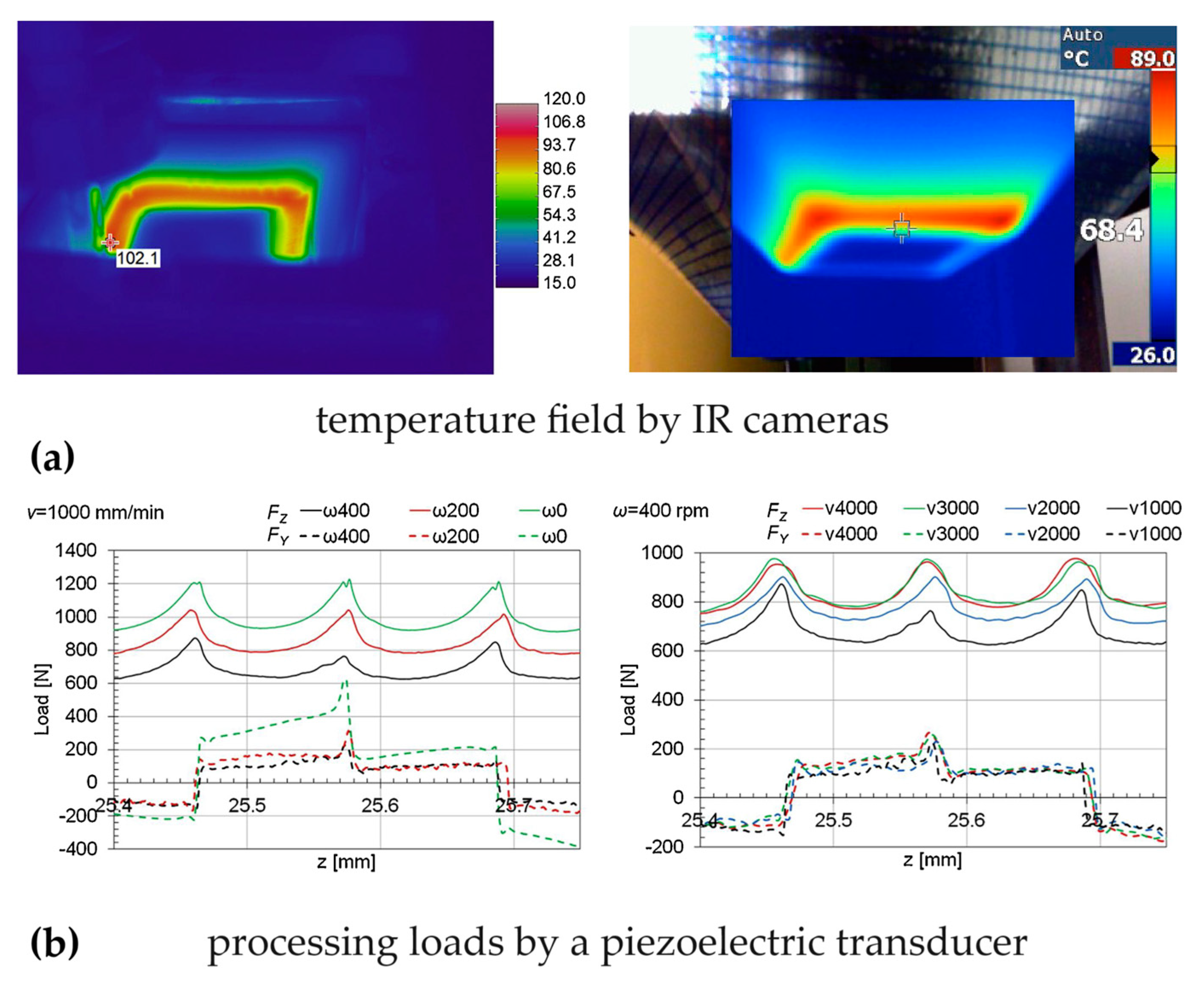
Figure 9.
Contactless SPIF process by hot air: (a) Schematic diagram and (b) experimental setup.

Figure 10.
Overview of FEM analyses applied to the incremental forming of polycarbonate sheets.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



