
Submitted:
01 October 2024
Posted:
01 October 2024
You are already at the latest version
Abstract
Wearing masks to protect against communicable diseases is an effective tool used in many countries affected by the COVID-19 pandemic. Antibacterial activity, antibacterial efficiency, microbial purity and breathability properties of medical disposable masks are very important. Ag is most commonly applied to antimicrobial textiles, but several studies are known about Ag nano-particles. In this work three antimicrobial additives were used. One of them Rudolf GmBH's RUCO-BAC AGP with silver chloride (AgCl) active ingredient also has antimicrobial activity. Four compositions of the binders with antimicrobial additives were prepared and applied to one-layer nonwoven PP material using screen printing, knife over roll coating and laminating machine methods. The influence of the binder antimicrobial polymer coating on the breathability and antibacterial activity of the nonwoven PP material was evaluated. Results had showed that the composition of the polyacrylic acid binder Tubicoat Thickener LP had the least effect on their breathability and samples with the RUCO-BAC AGP formulation had showed the best antimicrobial response. Therefore, further studies of the antimicrobial coating composition were performed using the binder Tubicoat Thickener LP and antimicrobial additives of different chemical nature and concentration - RUCO-BAC AGP, BI-OME AM10 and Nano Ag aqueous dispersion. Based on the microbiological and air permeability results of the samples of the one-layer nonwoven material with coating, the samples of two-layers and three-layers of medical mask model were prepared. Microbiological studies have shown that three-layered medical mask model with RUCO-BAC AGP composition in the middle layer, in both sides of the model has antibacterial efficiency against three pathogens (E. Coli, K. Pneumoniae, an S. Aureus). The performance of this medical mask model has been found to meet requirements for type I medical masks according to the EN 14863 standard. Study have shown that the microbial purity of the mask model is CFU/g <3.
Keywords:
medical masks
; antibacterial additives
; antimicrobial polymer coating
; antibacterial activity
; an-tibacterial efficiency
; breathability
; microbial purity
1. Introduction
The world has recently faced a new challenge: the COVID -19 pandemic, which requires enormous resources to produce personal protective equipment (PPE). Based on mathematical modelling, an estimated 89 million medical masks are required for the COVID-19 response each month. For examination gloves, that figure goes up to 76 million, while international demand for goggles stands at 1.6 million per month [1,2]. There are currently more and more PPE manufacturers in this market, but the lack of safeguards remains. The Global Smart PPE Market is expected to grow at more than 13,4 % CAGR from 2021 to 2031 [3]. Wearing masks to protect against communicable diseases is an effective tool used in many countries affected by the COVID-19 pandemic. The use of respirators and face masks has been shown to significantly reduce the risk of human exposure to beta-coronaviruses (SARS, MERS and COVID-19) [4]. Scientific research has shown that the virus lives in the environment for a relatively short time: the SARS-CoV2 virus is active at room temperature and 40% relative humidity: on plastic and steel - for about 72 hours, on copper - for 4-8 hours, on cardboard - for 8-24 hours and 3 hours for aerosol particles [5]. Mutations caused by constant changes in the virus render available drugs and vaccines inactive. Therefore, PPE, especially the wearing of face masks, is a rapid and effective protection against infectious diseases caused by airborne pathogens. Face masks are a physical barrier to the inhaled droplets that enter the human body through the nose and mouth, so they can also be used to trap fluids excreted from infected mucous membranes [6,7]. Modern medical masks are usually disposable, made of nonwoven polypropylene (PP) of various thicknesses and porosities with a surface density of 20-25 g/cm2. They are also can be made of polyester, glass fiber, polycarbonate (PC) or polyethylene (PE) fibers [8,9] or natural fibers [10]. The level of filtration of the mask depends on the nature of the fiber used, the method of manufacture, the structure of the filter layer and the cross-sectional shape of the fiber. Medical disposable face masks usually use three layers of different nonwovens made of spun-bond or melt-blown to filter out contaminants and pathogens of various sizes in the air.
Studies show, that microbes on the surface of various materials, including the inner and outer layers of the face mask, can be detected within a period of 4 to 7 days and become a source of transmission of the infection. The moisture accumulated in the capillaries of the mask fiber causes an action by which the trapped microorganisms are transported deeper into the inner layers of the textile and are harmful to human health. Re-aerosolization is possible for a person wearing a mask during intense sneezing or coughing, during which the deposited particles re-enter the body. As the COVID-19 pandemic continues and people continue to wear face masks, there has been an increase in the number of masks worn [11]. One way to reduce the growth of waste medical masks would be to give them antimicrobial properties. This would protect the consumer from microorganisms and secondary infections, prolong the wear time of medical masks and reduce consumption. Antimicrobial properties of textile face masks can be provided by the introduction of natural and synthetic antimicrobial additives of various chemical compositions (Figure 1).
Some metals and their oxides, compounds with quaternary ammonium or phosphonium groups, antimicrobial polymers, N-halamines, peptides and natural compounds have antimicrobial activity [10,11,12,13,14,15,16,17,18,19]. From time immemorial, Ag and its derivatives have been considered a particularly effective antimicrobial agent. Ag is most commonly applied to antimicrobial textiles, but several studies are known about Ag nanoparticles (AgNPs) embedded directly in face masks [20]. Currently, antimicrobial properties for textiles and PPE, including reusable face masks, are provided by HeiQ Materials AG’s silver (Ag) antimicrobial products HeiQ PURE and antiviral products HeiQ Viroblock [21]. Rudolf GmBH’s RUCO-BAC AGP with silver chloride (AgCl) active ingredient also has antimicrobial activity [22]. Recently, a new generation of bacteriostatic chemicals has been found to form a polymeric protective film that inhibits the growth of microorganisms on textiles. These compounds include Devan Chemicals’ BI-OME AM10. It is an organic silane with active quaternary amino functional groups, which not only bind to the fibers by chemical bonding, but also to each other, resulting in a permanent polymeric coating that provides a barrier to microbes on the textile surface [23]. Antimicrobial properties of textiles can be imparted by impregnation, spraying, or the formation of surface coatings with different antimicrobial agents (Figure 2). There is currently a growing focus on nanofiber nonwovens for face masks or other PPE. Nanofibers with efficient filtration properties are usually prepared by melt - blowing or electrospinning methods. Chemical compounds that provide antimicrobial properties to textiles, as well as antimicrobial fibers, are subject to stringent requirements for toxicity and allergic reactions. Chemical compounds are currently used to form a barrier for microbes, the structure of which allows them to be strongly attached to the fiber.
The aim of the present work was to develop and investigate the polymer composition required for the coating with silver (Ag) nanostructures, which gives the PP non-woven material antimicrobial properties; to investigate of air conductivity of one-layer fabric to intend to choose the particular fabric for medical mask model; to investigate of antibacterial properties of coated PP non-woven material; to test of polymer composition coating technology on PP non-woven material; to investigate of air conductivity and antimicrobial efficiency of the face mask model used for the production of disposable medical masks.
2. Materials and Methods
2.1. Materials
Three different antibacterial additives (Table 1) were used for providing antimicrobial properties to selected nonwoven fabric intended for use as the inner layer of the disposable face mask.
Different types of binders were used to incorporate antimicrobial additives onto surface of to the textile material (Table 2).
For the preparation of the face mask model nonwoven fabrics were used (Table 3).
2.2. Coating of Nonwoven Fabric Samples with Prepared Compositions
Samples of nonwoven fabric primarily were coated with compositions containing different binders (Table 2) using screen printing method, with a particular squared pattern shown in Figure 3 or fully coating their surface with corresponding composition. In order to bond and fix coated layer on the fabric, the samples after screen printing were dried in laboratory oven and steamer TFOS IM 350 (Figure 4) at temperature of 100°C for 3 - 4 min.
After the best binder was selected, formulations containing binder and particular antimicrobial additive (Table 1) were prepared and applied on the material using several coating methods: the same screen printing method as it was used in the case of binders compositions; knife over roll coating, using Rotolab Multi 600 pilot continuous coating and laminating machine (Figure 5) and industrial OMET packaging printing machine equipped with atmospheric plasma treatment section (Figure 6).
2.3. Methods
2.3.1.“. Breathability” Test
The “breathability” of the test material was assessed by determining the air permeability (R) according to EN ISO 9237 standard method [25] which is commonly used for textile fabrics. The device FAP-1034-LP (Frazier Precision Instrument Company, Inc., USA) was used. The tests were performed at a test area of 20 cm2 and a pressure difference of 100 Pa. The samples were conditioned and tested in a standard atmosphere at a temperature of (20 ± 2)° C and a relative humidity of (65 ± 4) %. During the test, the flow rate of the air passing through the specified area of the material is measured at the specified pressure difference.
Another method used to assess the breathability of medical masks that must meet the requirements of EN 14683 [26] is that described in Annex C of EN 14683. According to this method, the differential pressure required to pass a constant flow of air (flow rate 8 l/min) over the measured surface area (4,9 cm2) is measured. Document CW 17553 [27] prepared by the European Committee for Standardization shows the correlation between the different breathability parameters of a material:
- The differential pressure of 60 Pa/cm2 corresponds to an air permeability of about 93 mm/s at a pressure difference 100 Pa;
- The differential pressure of 70 Pa/cm2 corresponds to an air permeability of about 80 mm/s at a pressure difference 100 Pa.
2.3.2. Antibacterial Activity Test
The antibacterial activity of the samples of PP non-woven material coated with various antimicrobial coating compositions was determined according to the test method EN ISO 20645 [28].
2.3.4. SEM
Scanning electron microscopy (SEM) images of the surface morphology were obtained using Quanta 200 FEG device (FEI, Netherlands).
3. Results
4 compositions were prepared from the binders listed in Table 2 - Tubicoat Thickener LP, CHT - Alginat SMT, Prematex - RA 126 and Prisulon - CM. Compositions of these binders were applied to the PP non-woven (Table 3) in screen printing. The samples were then dried in a laboratory dryer - thermostabilizer TFO/S IM 350 at 100º C for 3-4 min (Figure 4). Labelling of coated samples is given in Table 4. The composition of the polyacrylic acid binder Tubicoat Thickener LP showed the best air permeability properties, it had the least effect on their breathability (samples LLP and DLP), therefore further studies of the antimicrobial coating composition were performed using the binder Tubicoat Thickener LP and antimicrobial additives of different chemical nature and concentration - RUCO-BAC AGP, BI-OME AM10 and Nano Ag aqueous dispersion (Table 2). 6 formulations of the antimicrobial coating composition with the antimicrobial additives listed in Table 1 were prepared and the antimicrobial efficiency was investigated. Samples with the RUCO-BAC AGP formulation of Formulations B and C (Table 5) showed the best antimicrobial response. Therefore, Tubicoat Thickener LP with different concentrations of RUCO - BAC AGP antimicrobial additive was prepared according to the formulations B and C in Table 5 and applied to the non-woven PP material in two ways: using screen printing method, with a particular squared pattern (Figure 3) and a knife over roll coating in the ROTOLAB 600 pilot continuous coating and laminating machine (Figure 6). Textile samples with full coating and partial coating (squared or dot pattern), respectively, were dried at 100 ° C in a TFO / S IM350 dryer (Figure 4). Labelling of coated samples is given in Table 5. Based on the microbiological and air permeability results of the samples of the 1- layer of non-woven PP material with a coating, the samples were prepared (Table 7). These samples were used together for 1 or 2- layers of the control non-woven material for 2 and 3-layers medical mask model (Table 7). Also, production test was performed in the course of which the white non-woven PP material was coated with RUCO-BAC AGP composition (Formulation C). The composition of the binder composition and the labelling of the non-woven PP coated binder samples are given in Table 8.

Table 4.
Labelling and coating composition of PP non-woven with binder coating using screen printing method.
Table 4.
Labelling and coating composition of PP non-woven with binder coating using screen printing method.
| Marking of samples | Binder coating composition, g | |
| Full coating | Squared pattern coating (1cmx1cmx0,9cm) |
|
| DLP | LLP |
Tubicoat Thickener LP-3 Deionized water-97 |
| DSMT | LSMT |
CHT-Alginat SMT-4 Deionized water-96 |
| D126 | L126 |
Prematex RA 126-20 Deionized water-80 |
| DCM | LCM |
Prisulon CM70-6 Deionized water-80 |
Table 5.
The antimicrobial formulation and labelling of coated samples.
| Antimicrobial additive | Formulation, g/ml | Marking of the sample with coating | ||
|---|---|---|---|---|
| Full coating | Cell coating | Dot coating | ||
| RUCO - BAC AGP |
Formulation B 1.RUCO-BACAGP-30 2.Tubicoat Thickener LP-3 3. Deionized water-67 Total: 100 |
- | MA21466 MA889 MA891 |
MA888 MA892 |
|
Formulation C 1.RUCO- BAC AGP - 80 2. Tubicoat Thickener LP-3 3. Deionized water -17 Total: 100 |
MA20849 | MA21466 MA890 |
- | |
Table 7.
.
| Marking of sample | Description of sample layers |
|---|---|
| MA888 | 1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with dot coating, Formulation B (Table 5) |
| MA888+1 layer | 1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with dot coating, Formulation B (Table 5) 3rd layer: non-woven PP fabric |
| MA889 | 1-st layer: non-woven PP fabric with squared pattern coating, Formulation B (Table 5) 2-nd layer: non-woven PP fabric |
| MA889+1 layer | 1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with squared pattern coating, Formulation B (Table 5) 3-rd layer: non-woven PP fabric |
| MA890 (mask layout) | 1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with squared pattern coating, Formulation C (Table 5) 3-rd layer: non-woven PP fabric |
Table 8.
Parameters of nonwoven PP materials tested.
| Description of the sample | Mass per unit area g/m2 |
Coverage deposit, g/m2 |
|---|---|---|
| Non-woven PP material coated with cell pattern by RUCO-BAC AGP composition (Formulation C) coating without Corona discharge in OMET device | 24,4 |
Very low (≤1) |
| Non-woven PP material coated with cell pattern by RUCO-BAC AGP composition (Formulation C) coating with Corona discharge in OMET device | 24,4 |
Very low (≤1) |
| Non-woven PP material (control, used for production test, KG) | 25,1 | - |
Table 8.
Parameters of antimicrobial properties of 1 and 2- layers PP non-woven material and 3-layers mask model.
Table 8.
Parameters of antimicrobial properties of 1 and 2- layers PP non-woven material and 3-layers mask model.
| Marking of sample | Antibacterial activity | |||
|
E.coli ATCC25922 |
S.aureus ATCC6338 |
K.pneumonia ATCC 13882 |
||
| MA20849 (1- layer) | Good | Good | Good | |
| MA21466 (1-layer) | Good | Good | Good | |
| MA13915 (1-layer) | Good | Limited | Limited | |
| MA888 (2- layers) | 1 | Good | Good | Good |
| 2 | Good | Limited | Limited | |
| MA889 (2-layers) | 1 | Limited | Good | Limited |
| 2 | Limited | Good | Limited | |
| MA890 (3- layers mask model) | 1 | Good | Good | Good |
| 3 | Good | Good | Good | |
| MA891 (1- layer) | Good | Good | Limited | |
| MA892 (1- layer) | Good | Good | Good | |
2.3.3. Production test
Also, production test was performed in the course of which the white non-woven PP material was coated with RUCO-BAC AGP composition (Formulation C) in squared pattern coating with a silicone shaft in the packaging printing machine OMET (Figure 6, (a) without and with treatment in the Corona Plus Type TF415 section (Figure 6, b). Speed of non-woven PP material in OMET was 20 m/min, drying temperature was 80º C. During the production test, 2.5 kg of RUCO-BAC AGP composition (Formulation C) was prepared and applied to the white nonwoven PP material.
Description of production samples:
1. Non-woven PP material (control, KG) was used for the production test in the OMET device;
2. Non-woven PP material coated with a squared pattern drawing coating in the OMET device without treatment Corona discharge.
3. Non-woven PP material coated with squared pattern drawing coating in OMET with Corona discharge treatment.
At the beginning of the work, the influence of the binder of the antimicrobial polymer coating on the breathability of the nonwoven PP material was evaluated by measuring the air permeability of the coated material. For this purpose, 4 compositions were prepared from the binders listed in Table 1 - Tubicoat Thickener - LP, CHT - Alginat SMT, Prematex - RA 126 and Prisulon - CM. Air permeability of 1- layer of non-woven PP material with binders of different chemical nature and coatings of different surface area formed therefrom was measured according to standard EN ISO 9237 [25]. The air permeability results presented in Table 9 show that this parameter was influenced not only by the surface area of the formed coating, but also by the chemical composition and concentration of the binder. LLP (squared coating) and DLP (full coating) samples had the best air permeability properties of the 1- layer PP nonwoven fabric with binder coating.
Table 9.
Air permeability results of 1-layer non-woven PP material with binder coating.
| No. | Marking of samples | Description of coating | Air permeability (R), mm/s |
|---|---|---|---|
| 1. | L126 | Squared pattern coating | 348±25 |
| 2. | D126 | Full coating | 84±9 |
| 3. | LLP | Squared pattern coating | 434±30 |
| 4. | DLP | Full coating | 369±27 |
| 5. | LSMT | Squared pattern coating | 376±28 |
| 6. | DSMT | Full coating | 116±15 |
| 7. | LCM | Squared pattern coating | 330±24 |
| 8. | DCM | Full coating | 20±3 |
Table 9.
Air permeability of uncoated nonwoven PP material.
| Description of the sample | Air permeability (R), mm/s |
|---|---|
| Nonwoven PP material, 1 layer | 451±22 |
| Nonwoven PP material, 2 layers | 223±16 |
| Nonwoven PP material, 3 layers | 150±11 |
The air permeability of the samples of 1-layer non-woven PP material with different chemical binder coatings (Table 9) showed that the composition of the polyacrylic acid binder Tubicoat Thickener LP had the least effect on their breathability (samples LLP and DLP).
Therefore, further studies of the antimicrobial coating composition were performed using the binder Tubicoat Thickener LP and antimicrobial additives of different chemical nature and concentration - RUCO-BAC AGP, BI-OME AM10 and Nano Ag aqueous dispersion (Table 9). 6 formulations of the antimicrobial coating composition with the antimicrobial additives listed in Table 1 were prepared and their antimicrobial efficiency was investigated. Samples with the RUCO-BAC AGP formulation of Formulations B and C showed the best antimicrobial response.
The antimicrobial properties of PP non-woven coated samples were evaluated according to the method of EN ISO 20645: 2005 [28]. The resistance of the coated samples to microorganisms (Escherichia coli, Klebsiella pneumoniae and Staphylococcus aureus) was evaluated and the effect of antibacterial activity was determined. The effect of antibacterial activity is determined by the growth pattern of the micro-organism/bacterial colony and is defined as “good” (no colony growth), “limited” (low colony growth), “no effect” (colony growth). Samples of the 1- layer with antimicrobial coating and multilayer packages consisting of 2 or 3- layers of non-woven material, one of which was coated with antimicrobial coating, were examined. The obtained antibacterial activity test results are presented in Table 8, respectively.
At the beginning of the study, the air permeability tests of the 1, 2 and 3- layers of the control sample uncoated non-woven PP material were performed according to the method of EN ISO 9237: 1997 [25]. The obtained results are presented in Table 9.
In parallel, all samples of 1- layer non-woven PP material with antimicrobial coatings prepared according to Formulations B and C, respectively, were tested for air permeability, and the results are shown in Table 10.
Based on the microbiological and air permeability results of the samples of the 1- layer of non-woven PP material with a coating, a sample with the best antibacterial effect and air permeability was selected, which was used together for 1 or 2- layers of the control non-woven material for 2 and 3-layers medical mask models. The antibacterial activity on both sides of the model was evaluated (Table 5) and its air permeability presented in Table 11.
4. Discussion
Microbiological studies of 1- layer nonwoven PP material with antimicrobial coating showed good antibacterial activity against all three pathogens - E. Coli, K. Pneumoniae and S. Aureus - MA208499 (Formulation C), MA 21466 (Formulation C) and MA892 (Formulation B) the samples coated with the RUCO-BAC AGP composition, respectively, with a complete and partial coating of the material surface - by squared pattern or dots pattern. Samples coated with other antimicrobial additives had limited / insufficient or selective antibacterial activity. Analysing the air permeability results of the 1- layer samples with antimicrobial coating (Table 9), it was found that the worst breathability - 80 mm/s at a pressure difference of 100 Pa, was characterized by sample MA 20849 with a continuous coating of RUCO-BAC AGP composition (Formulation C). Summarizing the air permeability of the 1- layer samples (Table 9) and the antibacterial efficiency results (Table 12), it can be stated that good antibacterial activity was observed for all three pathogens (Escherichia coli, Klebsiella pneumoniae and Staphylococcus aureus) and air permeability (341 mm / s) of sample MA21466 with squared pattern coating of RUCO-BAC AGP composition (Formulation C). Based on the obtained research data, a 3-layer medical mask model MA 890 was prepared, in the 1st and 3rd layers of raw non-woven PP material (Table 3), and in the 2nd layer - sample MA 21466 (Table 9); the air permeability of the M890 model (Table 12) and the antibacterial activity of both sides (Table 8) were investigated. The arrangement of the non-woven PP material layers in the layout M890 is shown in Figure 7.
The air permeability of the 3-layer medical mask model MA 890 measured by the method of EN ISO 9237: 1997 was (140 ± 16) mm/s (Table 10). Scanning electron microscopy (SEM) of the surface morphology of the 2nd layer of the mask model with the squared pattern coating of the RUCO-BAC AGP composition (Formulation C) was performed. SEM images (Figure 8 a, b, c) show AgCl particles accumulated on the fiber strands of the 2nd layer of nonwoven PP material (Figure 8 b, c). Microbiological studies of the 3-layer medical mask model MA 890 [28] showed good antibacterial efficiency on both sides for all three pathogens (Table 8). Sample MA 890 with a plot of squares in the 2nd layer of the RUCO-BAC AGP composition (Formulation C) in 2-nd layer in which the antimicrobial coating coverage deposit was 5.6 g/m2, was found to have good antibacterial efficiency on both sides of the mask for the three pathogens tested (Escherichia coli, Klebsiella pneumoniae and Staphylococcus aureus).
Performance requirements for medical masks are specified in standard EN 14683 [26]. According to this standard, medical masks are divided into three types according to their purpose:
- Type I – minimum protection. This type of medical mask is intended to be worn by patients and others to reduce the risk of spreading infections, especially in the event of an epidemic or pandemic;
- Type II – This type of mask is primarily intended for use by healthcare professionals in an operating or other medical environment with similar requirements.
- Type IIR – used when the wearer seeks to protect himself from splashes of potentially contaminated liquids.
Using the EN 14683 standard for medical masks [26], 3- layers of non-woven PP material (Table 8) was tested performance in a M 890 medical mask model, one layer of which is coated with RUCO-BAC AGP antimicrobial compositions (Formulation C) coating.
Samples of the M 890 model were named “3-layer material with antimicrobial finish “CUST 01/3” and the following properties were tested: bacterial filtration efficiency (BFE,%), differential pressure (Pa/cm2) and microbial purity (CFU/g ).
Bacterial filtration efficiency (BFE)
The value of the filtration efficiency of the M 890 model bacteria with the measurement uncertainty was determined to be: BFE = (94 ± 2.4) %. According to the requirements of the standard EN 14683 [26], the bacterial filtration efficiency (BFE) must be:
- BFE of type I medical masks - ≥ 95%,
- BFE of type II and IIR medical masks - ≥ 98%.
Based on the results of the study, it can be stated that the BFE value of the mask model with the measurement uncertainty falls within the scope of compliance with the requirements for type I medical masks. Other authors determined, that a higher BFE represents a higher level of protection, against pathogen transmission [9,15,17,31].
The differential pressure value of the M 890 model with the measurement uncertainty was determined to be: ΔP = (40.9 ± 3.7) Pa / cm2. According to the requirements of EN 14683 [16] standard:
- The differential pressure of type I and type II medical masks must be <40 Pa/cm2,
- Type IIR - <60 Pa/cm2.
Therefore, based on the results of the study, it can be stated that the mask model ΔP fully meets the requirements for type IIR masks, and the obtained value with measurement uncertainty falls within the scope of requirements for type I and type II medical masks.
Microbial cleanliness means the absence of a population of viable micro-organisms on a product and/or packaging [26]. Prior to testing, samples were heated at 100 °C for 1 h and then placed in individual polyethylene packages. Study have shown that the microbial purity of the M 890 model is CFU/g <3. CFU is a microbial colony-forming unit that expresses the number of microorganisms grown. According to the requirements of the standard EN 14683 [26], the microbial cleanliness (CFU/g) of type I, II and IIR medical masks must be ≤ 30, therefore, based on the results of the study, it can be stated that the microbial cleanliness of the mask model meets the requirements of all three types of medical masks [9,10,11,12,13,14,15,16,17,18].
Two production tests, in the course of which the white non-woven PP material provided by the company was coated with RUCO-BAC AGP composition (Formulation C) in squared pattern coating with a silicone shaft (Figure 7, b) in the packaging printing machine OMET (Figure 7, (a) without and with treatment in the Corona Plus Type TF415 section (Figure 7, c). Speed of non-woven PP material in OMET was 20 m/min, drying temperature was 80º C. Microbiological studies [28] showed that the antimicrobial squared pattern coating (Formulation C) formed on nonwovens during the production test has limited antibacterial efficiency against the three pathogens tested (Escherichia coli, Klebsiella pneumoniae and Staphylococcus aureus). A comparison of the laboratory and production test results in Table 9 shows that the sieve template had a significantly higher coverage deposit of the RUCO-BAC AGP composition (Formulation C) (5.6 g / m2) than the OMET device (≤1 g / m2) with or without unloading of CORONA discharge pre-treatment. In both laboratory and production tests, the air permeability of the nonwoven material decreased slightly or not at all (Table 12), respectively. We believe that during the manufacturing test, due to the technological capabilities of the silicone shaft with an engraved 1cmx1cm squared pattern installed in the OMET device, a very small amount of antimicrobial composition was introduced into the textile material, which is insufficient for an effective antimicrobial response. Therefore, we recommend increasing the area of the antimicrobial coating on the textile surface by applying a “reverse” pattern to the squares or by covering the entire surface of the material with a continuous coating. We believe that after each change in the coating pattern, it is necessary to re-test the air permeability to determine the antibacterial efficiency of the coated material. Also, by incorporating functional agents (antimicrobial agents) on masks superhydrophobic surface treatment may be applied avoiding pathogen adhesion and allowing mask self-cleaning [29]. It was determined by other authors, that incorporation of antimicrobial agents achieves self-disinfectant feature [19]. Even if antimicrobial agents have low stability and non-adhesion or leaching, they, for example metal nano particles (CuNPs, ANPs, ZnNPs), have very good antibacterial activity and do not change air permeability [19], and screen printing or coating does not influence metal leaching [30].
4. Conclusions
- The air permeability results presented in Table 9 show that this parameter was influenced not only by the surface area of the formed coating, but also by the chemical composition and concentration of the binder. LLP (squared pattern coating) and DLP (full coating) samples had the best air permeability properties of the 1- layer PP nonwoven fabric with binder coating. The air permeability of the samples of 1-layer non-woven PP material with different chemical binder coatings (Table 9) showed that the composition of the polyacrylic acid binder Tubicoat Thickener LP had the least effect on their “breathability” (samples LLP and DLP).
- Summarizing the air permeability of the 1- layer samples (Table 9) and the antibacterial efficiency results (Table 10), it can be stated that good antibacterial activity was observed for all three pathogens (Escherichia coli, Klebsiella pneumoniae and Staphylococcus aureus) and air permeability (341 mm / s) of sample MA21466 with squared pattern coating of RUCO-BAC AGP composition (Formulation C). Based on the obtained research data, a 3-layer medical mask model MA 890 was prepared, in the 1st and 3rd layers of raw non-woven PP material (Table 3), and in the 2nd layer - sample MA 21466 (Table 9).
- Microbiological studies have shown that the non-woven PP material (Bermed) of 3-layer medical mask model MA 890 with the 5.6 g/m2 coverage deposit coating of the antimicrobial RUCO-BAC AGP composition in the middle layer (Formulation C) in both sides of the model has antibacterial efficiency against three pathogens (E. coli, K. pneumoniae, and S. aureus).
- The performance of the mask model MA 890 has been found to meet the requirements for type I medical masks according to the EN 14683 standard [26].
- Study have shown that the microbial purity of the M 890 model is CFU/g <3. It can be stated that the microbial cleanliness of the mask model meets the requirements of all three types of medical masks.
- After the production test in OMET device preparation and application on non-woven PP material for masks composition RUCO-BAC AGP (Formulation C), it was determined that in order to achieve good antimicrobial efficiency it is necessary to modify the existing PTO drawing, increasing the surface area of the textile coating and a coverage deposit.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, X.X. and Y.Y.; methodology, X.X.; software, X.X.; validation, X.X., Y.Y. and Z.Z.; formal analysis, X.X.; investigation, X.X.; resources, X.X.; data curation, X.X.; writing—original draft preparation, X.X.; writing—review and editing, X.X.; visualization, X.X.; supervision, X.X.; project administration, X.X.; funding acquisition, Y.Y. All authors have read and agreed to the published version of the manuscript.” Please turn to the CRediT taxonomy for the term explanation. Authorship must be limited to those who have contributed substantially to the work reported.
Funding
“This research received no external funding.
Institutional Review Board Statement
“Not applicable”.
Data Availability Statement
“Not applicable”.
Acknowledgments
“Not applicable”.
Conflicts of Interest
“The authors declare no conflicts of interest.”
References
- https://www.who.int/news/item/03-03-2020-shortage-of-personal-protective-equipment-endangering-health-workers-worldwide (revised in 2021.12.11).
- Prata, J. C., Silva, A. L., Walker, T. R., Duarte, A. C., & Rocha-Santos, T. COVID-19 pandemic repercussions on the use and management of plastics. Environmental Science & Technology 2020, 54 (13), pp. 7760-7765.
- https://www.globenewswire.com/news-release/2020/08/04/2072167/0/en/Global-face-mask-market-to-register-12-8-CAGR-through-202.html (revised 2021.12.05).
- Chu, D. K., Akl, E. A., Duda, S., Solo, K., Yaacoub, S., Schünemann, H. J. Physical distancing, face masks, and eye protection to prevent person-to person transmission of SARS-CoV-2 and COVID-19: a systematic review and meta-analysis. The Lancet 2020, 395, 1973–1956. [Google Scholar] [CrossRef] [PubMed]
- Aboubakr, H. A., Sharafeldin, T. A., & Goyal, S. M. Stability of SARS-CoV-2 and other coronaviruses in the environment and on common touch surfaces and the influence of climatic conditions: A review. Transboundary and Emerging Diseases 2020; 00, pp.1–17.
- J. W. Tang, T. J. Liebner, B. A. Craven, and G. S. Settles. A schlieren optical study of the human cough with and without wearing masks for aerosol infection control. J. R. Soc Interface 2009, 6 (Suppl 6), pp. S727–S736.
- C. Leung, T. H. Lam and K. K. Cheng. Mass masking in the COVID-19 epidemic: people need guidance. The Lancet 2020, 395, 945. [Google Scholar] [CrossRef] [PubMed]
- N. L. Belkin.The evolution of the surgical mask: Filtering efficiency versus effectiveness, Infect. Control Hosp. Epidemiol 1997, 18, 49–57.
- B. Hogan and L. P. Samaranayake. The surgical mask unmasked: A review. Oral Surg. Oral Med. Oral Pathol. 1990, 70, pp. 34–36.
- Shama, S., Kamal, H., Ayesha, S., Zeeshan, A. Production of antimicrobial, natural, and reusable material for stitching eco-friendly, extra-protective face masks. International Journal of Clothing Science and Technology 2022. [CrossRef]
- Omar, B.A.; Turki, A. Evaluation of the antibacterial activities of face masks coated with titanium dioxide nanoparticles. Scientific Reports volume 2022, 12, : 18739. [Google Scholar]
- Li, Z., Lihua, J., Huiyong, L., Cheng, H., Jianxun, S., Lei, L., Fanrong, M., Zhihong, D., Changchun, Z. Synthesis and characterization of silver-incorporated calcium phosphate antibacterial nanocomposites for mask filtration material. Composites Part B 153 2018, p.p. 387–392.
- Chaitanya B. H., Anuraj S. K., Vividha V. D., Tanaya K., Prasad J., Priyesh V. M. Enhanced anti-microbial response of commercial face mask using colloidal silver nanoparticles. Vacuum 2018, 14, 156, p.p. 475-482.
- Pinhong, C., Zhi, Y., Zhuoxian, M., Ziyun, H., Yongshuang, B., Shangjing, W., Xianming, D., Xianjun, F., Frank, K., Shiying, Z., Wenxu, Z., Shengsen, Z., Wuyi, Z. Electrospun nanofibrous membrane with antibacterial and antiviral properties decorated with Myoporum bontioides extract and silver-doped carbon nitride nanoparticles for medical masks application. Separation and Purification Technology 2022, Volume 298, Article number: 121565.
- Fangfei, Z., Junzhu, L., Mingwan, Y., Yun, W., Zhicheng, Y., Jiajun, H., Jie, S., Xuechang, Z., Zhiguang, G., Yabin, Z., Ben, W. High-breathable, antimicrobial and water-repellent face mask for breath monitoring. Chemical Engineering Journal 2023, Volume 466, 15, Article number: 143150.
- Natsathaporn, P., Herwig, G., ·Altenried, S., Ren, Q., Rossi, R. M., ·Crespy, D.· F. Itel. Functional Fiber Membranes with Antibacterial Properties for Face Masks. Advanced Fiber Materials. [CrossRef]
- Calais, G. B., Neto, J. B. M. R., Bataglioli, R. A., Chevalier, P., Tsukamoto, J., Weis Arn, C., Mantovani, D., Masumi Beppu, M. Bioactive textile coatings for improved viral protection: A study of polypropylene masks coated with copper salt and organic antimicrobial agents. Applied Surface Science 2023, Volume 638, 30, Article number: 158112.
- Song, X., Liu, P., Yu, L., and Zille, A. Fiber-Based Masks and Respirators: Using Decontamination Methods and Antimicrobial Treatment to Improve Its Reusability during Pandemic. Textiles 2022, 2, p.p. 318–335. [CrossRef]
- Krisciunaite, J., Kalendraite, B., Ragelienė, L., Merkelyte, E., Mikucioniene, D. Durable wash-resistant antimicrobial treatment of knitted fabrics. AUTEX Research Journal. [CrossRef]
- Wu, H., Huang, J., Zhang, C. J. P., He, Z. and Ming, W.-K.. Facemask shortage and the novel coronavirus disease (COVID-19) outbreak: Reflections on public health measures. Clinical Medicine 2020, 21, Article number: 100329.
- Brandelli, A. C. Ritter, F. F. Veras, Antimicrobial Activities of Metal Nanoparticles, Metal Nanoparticles in Pharma 2017, pp. 337–363.
- https://heiq.com/products/functional-textile-technologies/heiq-/Viroblock (revised 2021.11.25).
- https://www.rudolf.de/en/support/labels/detail/rucor-bac-agp/ (revised 2021.11.25).
- https://www.textileworld.com/textile-world/2018/02/devan-introduces-bi-ome-brand-develops-r-vital/(revised 2021.11.25).
- EN ISO 9237:1997.
- EN 14683:2019+AC.
- CWA 17553, June 2020.
- EN ISO 20645: 2005.
- Tsutsumi-Arai, C.; Iwamiya, Y.; Hoshino, R.; Terada-Ito, C.; Sejima, S.; Akutsu-Suyama, K.; Shibayama, M.; Hiroi, Z.; Tokuyama-Toda, R.; Iwamiya, R.; et al. Surface Functionalization of Non-Woven Fabrics Using a Novel Silica-Resin Coating Technology: Antiviral Treatment of Non-Woven Fabric Filters in Surgical Masks. Int. J. Environ. Res. Public Health 2022, 19, 3639. [Google Scholar] [CrossRef] [PubMed]
- ZoeA. Pollard, Madeline Karod & Jillian L. Goldfarb. Metal leaching from antimicrobial cloth face masks intended to slow the spread of COVID-19. www.nature.com/scientificreports.
- Omar B.Ahmed, T.Alamro. Evaluation of the antibacterial activities of face masks coated with titanium dioxide. www.nature.com/scientificreports.
Figure 1.
Chemicals giving antimicrobial properties to textiles.
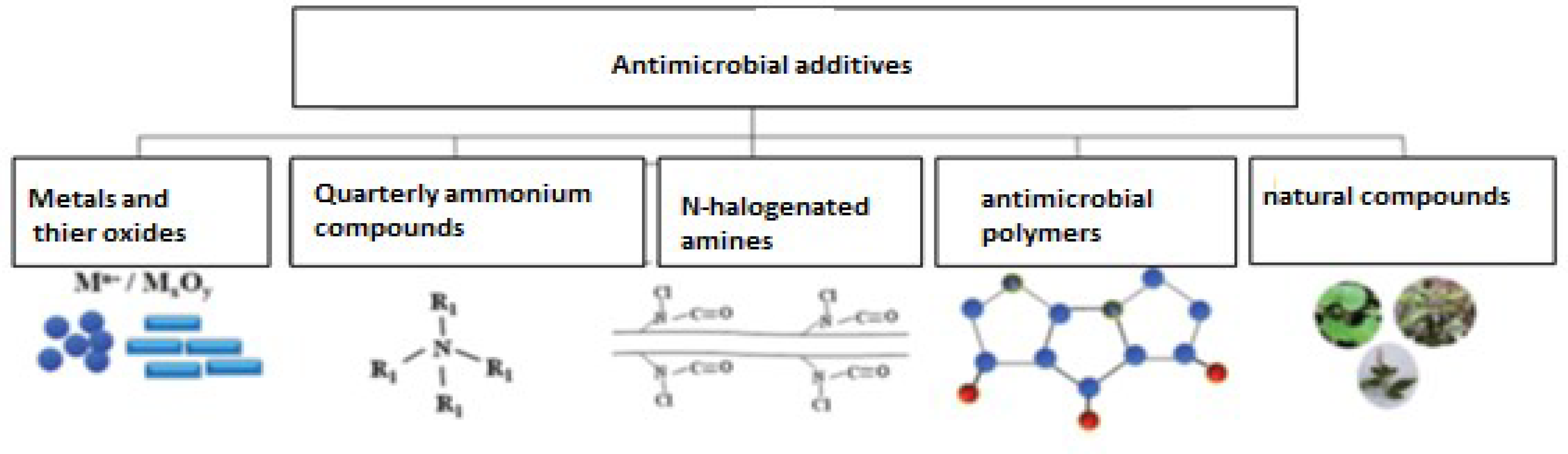
Figure 2.
Methods of conferring antimicrobial properties and the mode of action of antimicrobial compounds.
Figure 2.
Methods of conferring antimicrobial properties and the mode of action of antimicrobial compounds.
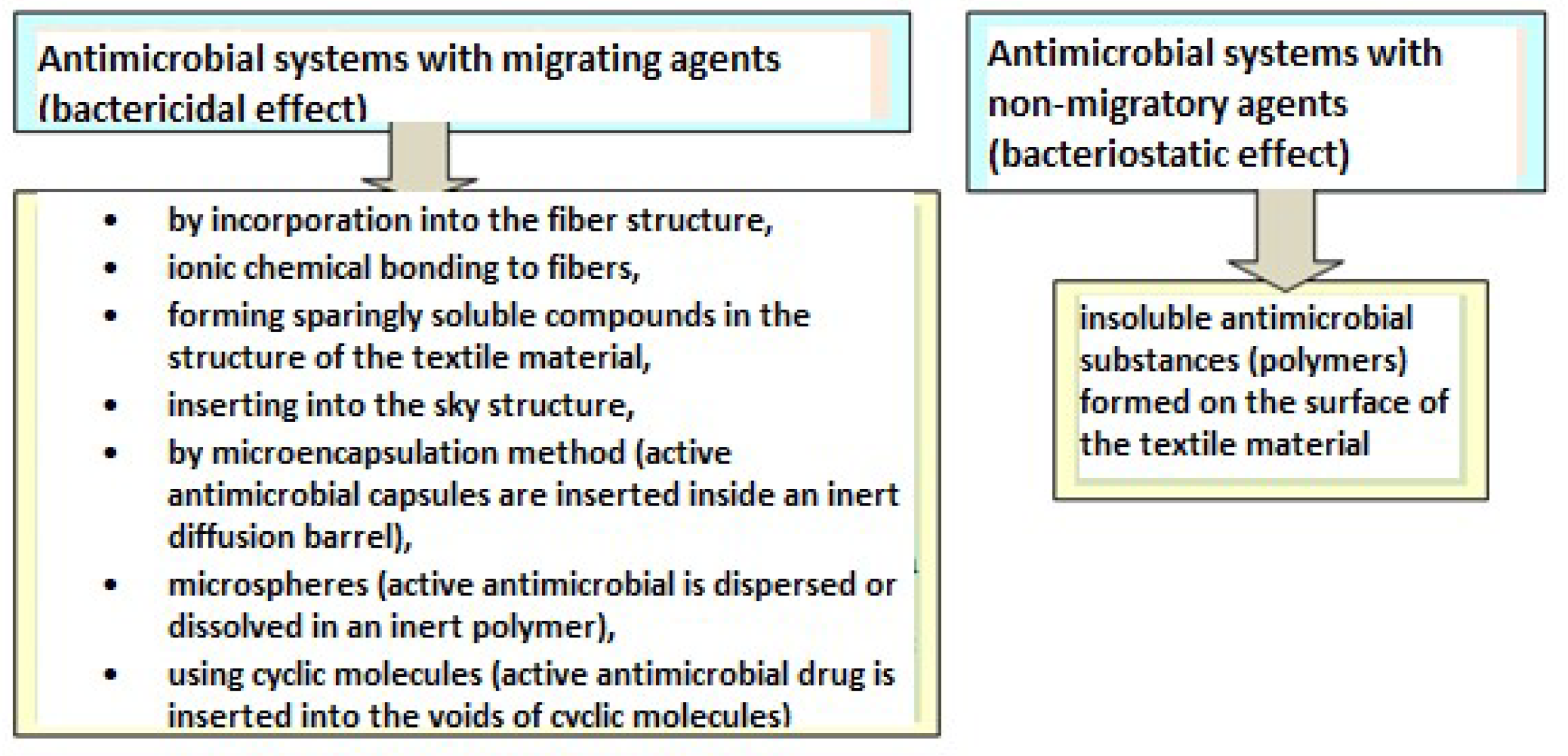
Figure 3.
Pattern of fabric partly coated with corresponding composition. In the pictures, black colour shows coated places.
Figure 3.
Pattern of fabric partly coated with corresponding composition. In the pictures, black colour shows coated places.
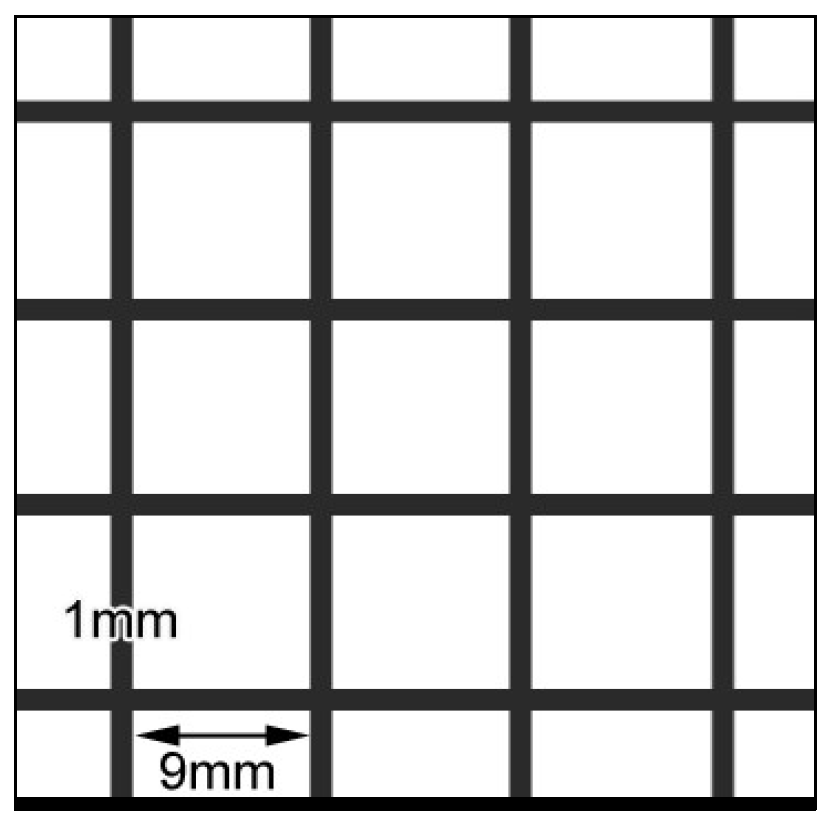
Figure 4.
Laboratory oven and steamer TFOS IM 350.

Figure 5.
Pilot continuous coating and laminating machine ROTOLAB Multi 600.

Figure 6.
a) OMET packaging printing machine; b) Atmospheric discharge plasma section Corona Plus Type TF415.
Figure 6.
a) OMET packaging printing machine; b) Atmospheric discharge plasma section Corona Plus Type TF415.
Figure 7.
The arrangement of 1st, 2nd and 3rd layers of non-woven PP material in layout M890.

Figure 8.
Mask model MA 890 2nd layer with RUCO-BAC AGP composition coating SEM image: a) PP fiber without coating, magnification 5000x, b) AgCI attached to PP fiber particles, magnification 10000x; and c) AgCI particles attached to the fiber, magnification 20000x.
Figure 8.
Mask model MA 890 2nd layer with RUCO-BAC AGP composition coating SEM image: a) PP fiber without coating, magnification 5000x, b) AgCI attached to PP fiber particles, magnification 10000x; and c) AgCI particles attached to the fiber, magnification 20000x.
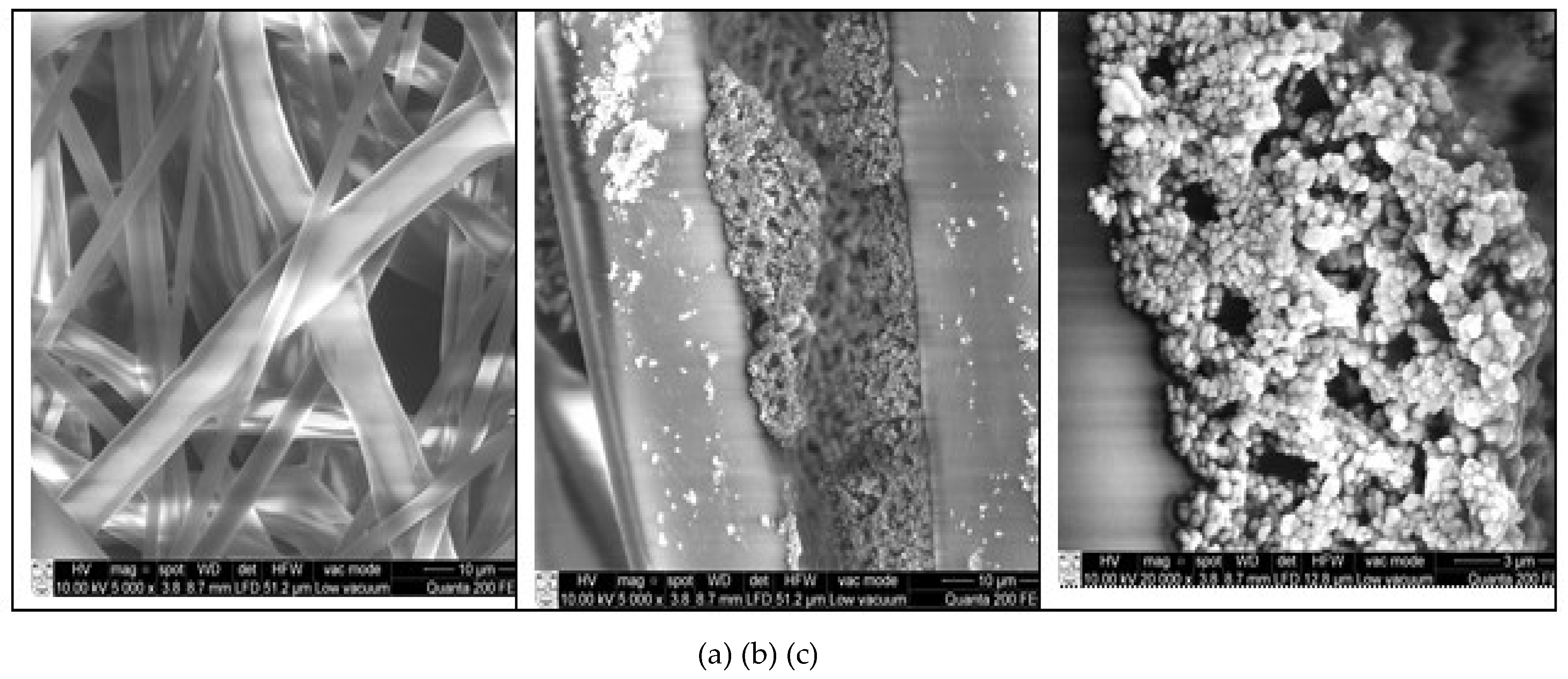
Table 1.
Antimicrobial additives used.
| Name | Producer | Parameters |
|---|---|---|
| RUCO- BAC AGP | Rudolf Group | Chemical content (AgCl ≥1-<2,5%) etc., non-ionic, pH7 |
| BI-OME AM10 | Devan Chemicals | Chemical content – organic silane (6-10 %), etc., cationic, pH4. |
| Dispersion of elemental nano silver (Ag) | NANOIRON | Chemical content - Ag, water, organic stabilizers; Ag concentration - 100 ppm; Particle shape – spherical; Average particle size – 20-40 nm; pH 8-9, at a concentration of 10 ppm |
Table 2.
Binders used.
| Name of binder | Producer | Parameters | Content of the binder composition used for coating, % |
|---|---|---|---|
| Tubicoat Thickener LP | CHT R. Beitlich GmbH | Chemical content – polyacrylic acid, anionic, pH 7,5-8,2 (2%). | Binder, 3 Deionized water, 97 |
| CHT-Alginat SMT | CHT R. Beitlich GmbH | Chemical content – sodium alginate, anionic, 6,5-8,5 (4%) | Binder, 4 Deionized water-96 |
| Prematex RA 126 | CHT R. Beitlich GmbH | Chemical content – acrylic polymer ( ≥1 - < 2,5), etc. anionic, pH-7-9. |
Binder, 20 Deionized water-80 |
| Prisulon CM70 | CHT R. Beitlich GmbH | Chemical content - cellulose ether, non-ionic, pH-6,5 -8,5 (6%). | Binder, 20 Deionized water-80 |
Table 3.
Nonwoven materials used.
| Parameters of fabric | |
|---|---|
 |
Colour-white; Mass per unit area- 24,12 g/cm2; Fiber content -100% polypropylene (PP); Produced using Meltblow method |
Table 10.
Air permeability of a single layer of non-woven PP material with antimicrobial coating.
| Marking of sample | Description of the antimicrobial coating | Air permeability (R), mm/s |
|---|---|---|
| Control sample, K | Uncoated non-woven PP material | 451±30 |
| MA20849 | Full coating, Formulation C | 80±7 |
| MA21466 | Squared pattern coating, Formulation C | 369±25 |
| MA 891 | Squared pattern coating, Formulation B | 362±25 |
| MA 892 | Dot coating, Formulation B | 246±26 |
Table 11.
Air permeability of the multilayer non-woven material (package) with antimicrobial coating.
Table 11.
Air permeability of the multilayer non-woven material (package) with antimicrobial coating.
| Marking of sample | Description of sample layers | Air permeability (R), mm/s |
|---|---|---|
| MA888 |
1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with dot coating, Formulation B (Table 5) |
185±19 |
| MA888+1 layer |
1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with dot coating, Formulation B (Table 5) 3rd layer: non-woven PP fabric |
119±15 |
| MA889 |
1-st layer: non-woven PP fabric with squared pattern coating, Formulation B (Table 5) 2-nd layer: non-woven PP fabric |
203±21 |
| MA889+1 layer |
1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with squared pattern coating, Formulation B (Table 5) 3-rd layer: non-woven PP fabric |
144±16 |
|
MA890 (mask model) |
1-st layer: non-woven PP fabric 2-nd layer: non-woven PP fabric with squared pattern coating, Formulation C (Table 5) 3-rd layer: non-woven PP fabric |
140±16 |
Table 12.
Parameters of nonwoven PP materials tested.
| Description of the sample | Mass per unit area g/m2 |
Coverage deposit, g/m2 | Air permeability R, mm/s |
|---|---|---|---|
| Non-woven PP material (control used for laboratory tests, K) | 24,13 | - | 451±22 |
| Non-woven PP material coated with cell pattern by RUCO-BAC AGP composition (Formulation C) coating without Corona discharge in OMET device | 24,4 |
Very low (≤1) |
419±28 |
| Non-woven PP material coated with cell pattern by RUCO-BAC AGP composition (Formulation C) coating with Corona discharge in OMET device | 24,4 |
Very low (≤1) |
452±22 |
| Non-woven PP material (control, used for production test, KG) | 25,1 | - | 445±28 |
| Non-woven PP material coated with sieve template by RUCO-BAC AGP composition (Formulation C) with cell pattern coating |
29,73 |
5,6 |
369±18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



