
Submitted:
03 October 2024
Posted:
04 October 2024
Read the latest preprint version here
Abstract
The present paper addresses dynamic risks in the automotive industry factories, specifically the car lead-acid batteries manufacturing area. The main analyzed risk is represented by the fire risk. Battery manufacturing process is described and analyzed from the fire risk perspective and the hazard areas are identified. The investigation methodology uses case studies for different lead-acid battery formation processes, combined with 3D simulations using PyroSym platform, and it is based on the author's experience in the battery manufacturing field for about ten years. The results of the case studies are compared using the same inputs, but different specific process conditions, and conclusions are formulated. To avoid the fires and mitigate the risk, a series of actions are proposed in the last sections. As a general conclusion, the actual research demonstrates that the complex and dynamic risks from the automotive industry, associated with Industry 5.0 must be analyzed using combined methods, classical and modern, including 3D simulations, to get great results.
Keywords:
Risk assessment
; Fire risk
; Battery manufacturing
; Automotive industry
; Lead-acid batteries
1. Introduction
In our previous research and articles, we found that the automotive industry companies that adhere to digitization and technologies specific to the fourth and fifth industrial revolutions may face dynamic risks, complex and difficult to control and mitigate. [1,2,3,4]. We concluded after analyzing and testing various risk assessment methods that a specific generic model for the automotive industry is a must to be developed taking into account the fourth and fifth industry technologies and the organizations should combine qualitative and quantitative analysis methods to be able to discover and mitigate the risks [5,6]. Considering these mentioned aspects, the purpose of this research is to carry out case studies on complex dynamic risks in automotive industry companies, and the most relevant and actual risk considered by us are the fires, in various phases of the manufacturing process. The chosen field is the manufacturing of Lead-acid batteries because we have long-term expertise, for about 10 years, we have had access to information and we can properly analyze the phenomena that may appear, taking into account the market trend of these batteries in the future. Although in recent years the main subject of automotive battery manufacturing is highlighted by Lithium-based batteries and its related technologies such as LiFePo4 and Nickel Cadmium, Lead-Acid technology batteries still have and will have a significant demand in the total number of batteries produced worldwide, as can be seen in the statistic performed by GS Yuasa, from Figure 1 [7].
The reason for this significant demand for Lead-acid batteries is based on the fact that conventional cars with combustion engines will still be manufactured till 2035 and maybe later, and also because most of the Hybrid and Full Electric cars still use a lead-acid battery as an auxiliary battery for back-up and stationary consumption support, because these batteries are much cheaper, are still efficient and more stable than Lithium technologies. Even if the switch to electrical cars aims to reduce the carbon footprint and get 0 emissions in 2035 [8], the reality is that lithium-based batteries are more polluted and have a lower recycling rate which also involves higher costs. According to Romanian battery manufacturer Rombat's official website, the recycling rate of the lead from wasted batteries is about 99% [9], and based on our experience, the overall recycling rate of battery materials can reach 84%. The significant advantage of the Lead is that can be infinitely recycled and reused with minor loss.
Actual research aims to test the methodology proposed in our previous research and to apply a combined analysis model, to a real automotive company, that uses a 360-degree battery manufacturing process, located in Romania. The manufacturer had implemented automated processes with collaborative robots, IIOT (Industrial Internet of Things) process, monitoring, and planning using SCADA (Supervisory Control and Data Acquisition) and SAP ERP (Enterprise Resource Planning). Most of the production is concentrated on lead-based batteries but is selling also Lithium-based batteries dedicated only to energy storage and with small volumes at this time. Lithium batteries are more and more associated with fires due to the” thermal runaway” phenomenon that occurs during exploitation (on the car or storage site) because of internal manufacturing defects or exploitation problems [10] and are very rare on the plant due to very strictly supervised processes. The literature provides several research and case studies for fire risk causes and mitigation solutions even car extinction ways as can be seen in the papers [11,12,13], and many others. Compared with these batteries, lead-based batteries are much safer and more stable in exploitation, because of the possibility of generating a fire because the battery itself is very reduced and insignificant with the lithium. However, we decided to concentrate our research on lead-based technologies because there are many manufacturers worldwide and there are risks associated with the manufacturing process more than with the product itself, and because for sustainable development, the safety of the employees is important.
2. Materials and Methods
At the beginning of the study, the research methodology was created based on good practices specific to the field of engineering management (Figure 2).
The introduction part is based on our previous research and our experience in the lead-acid battery manufacturing area. As we mentioned we decided to analyze as prior the fire risk by using case studies and 3D simulations. For a proper understanding of the context, a short description of the car lead-acid batteries is performed and then the complete manufacturing process is presented. At the same time, the risk areas are identified and presented. These risks are then analyzed in the case studies by presenting the theoretical background for every specific area, and 3D simulations are performed to test the hypothesis and prove the effects, using PyroSim software. The results of the simulations are then analyzed using graphs and tables, as a base for pertinent conclusions and recommendations for the manufacturers that activate into this area. The instruments that are used for the research are case studies, Solid Works software for modeling some parts, PyroSim 3D fires simulation software, graphs and tables for comparative analysis. The most complex instrument is represented by PyroSim software, version 2023.3.1312 X64, for which we got a free six-month license from Thunderbolt manufacturer. This provides a 3D interface as can be seen in Figure 3, that allows users to model the desired areas and objects and based on fire knowledge and user inputs, generate numeric results and graphs [15].
Objects can be modeled directly into the application or can be imported from other programs such as Autodesk. For our need, the production area was modeled, moreover, for a real simulation, all the involved specific points were defined, such as access doors, windows, vents, and exhaust systems, and the input parameters as dimensions, air flow, materials involved, burning area etc., were defined. The burning areas were defined using the software library, for our research being represented by Polypropylene and gas mix formed from Hydrogen and Oxygen. The default parameters can be used or if the user wants, based on his experience can be modified. Also, the simulation time, frame number, display mode, and other parameters can be set. Based on this, the simulation can take minutes or even hours, that is why it is very important to carefully select all the inputs and simulation parameters.
3. Results
3.1. Lead-Acid Batteries and Manufacturing Process Description
3.1.1. Car Lead-Acid Batteries – Short Description
Lead-acid batteries for cars are a type of battery with quick charge and discharge that provide the energy for starting the engine and consumption support as long as the engine is off, that is why these are called SLI batteries (Starting, Lighting, Ignition). These batteries have a long history, of about 150 years and it was invented by Gaston Plante in 1859 [16,17]. In the beginning, it was developed to provide a nominal OCV (Open Circuit Voltage) of 6 Volts, but after the year 1950 have switched to 12 Volts due to higher consumptions and engines that requested a higher power supply [18]. The modern batteries provide 12 Volts and are built with six individual cells that contain groups of positive and negative plates that provide a nominal voltage of 2 Volts and are series connected, as can be seen in Figure 4.
The most elementary parts are the positive and negative grids which are made of Lead, are alloyed with different materials according to the manufacturer's prescription, and are produced with different technologies like punching, expanding, continuous casting, etc. At the grids is applied a paste made of lead oxide to obtain positive plates and metal lead to obtain the negative plates. The positive and the negative plates are connected separately with a lead strap called (Cast On Strap), by casting into a mold with melted alloy lead, and on the sides are built the terminals. The positive and the negative plates are separated using different separators such as Polyethylene bags, Glass Mat foil, etc. depending on the battery technology. Inside the box or the separator, there is an Electrolyte containing Sulphury acid (about 35%) and Distilled water. The groups (Elements Sets) are series connected (positive plates from one cell are connected with negative plates from the next cell) and react with the electrolyte to generate lead sulfate and electrons that provide the energy needed for the car. For proper work of the battery, other components are displayed in Figure 4 such as the battery box made of Polypropylene, the lid, the plugs, the handle, the positive and negative terminal, terminal protection and covers, specific labels for recycling, safety, and battery parameters.
The main parameters of the battery are:
- OCV (Open Circuit Voltage);
- Battery Capacity – defined as the amount of energy provided in a specific time. [20]. This is rated at 20 hours (C20) and measured in Hour Amps (Ah), according to ISO EN 50342 standards. The capacity of the battery is linked to the quantity of active mass that is applied on the plates, and it is decided by the manufacturer in the development phase.
- CCA (Cold Cranking Amps) is defined as the maximum amount of current that can be provided by the battery at the temperature of -18°C for 30 seconds [21]. The starting current is linked to the active surface that reacts during the electro-chemical process, this theoretically means that as long as the battery contains more plates, the CCA has a higher value.
The dimensions of the batteries (length, height, width, terminals position, etc.) and the requests for testing the parameters are specified in the ISO EN 50342 standards. There are also defined the actual technologies. The battery presented in Figure 4 is a standard Flooded battery but there are also other technologies such as EFB (Enhanced Flooded Battery [22]) – has almost the same construction as the Flooded battery but is enhanced to last to a higher charging and discharging cycling numbers; EFB+C; VRLA (Valve regulated lead acid (battery) [22]) that can be with AGM technology (Absorbent Glass Mat (battery) [22]) or GEL – the electrolyte is not liquid but a gel [23]. The EFB and VRLA batteries are dedicated to cars with a Start & Stop System.
3.1.2. Manufacturing Process Description
For a better understanding of the risks, the manufacturing process of the lead-acid batteries is presented in Figure 5. The process starts with Lead preparation – pure Lead (99,998%Pb) or alloy lead, depending on the process. The Lead bars are melted and transformed in strips or/end then in grids, using different processes (continuous casting, punching, expanding, etc.). The melted Lead is also shaped into the mold and generated cylinders that are usually introduced into a mill where they are continuously rotated, and due to friction thin dust - the Lead Oxide is obtained. The next process step is using the Lead Oxide that is mixed with electrolyte, distilled water, and other elements to get the positive and negative paste. Using the pasting machines, the paste is applied on the grid strips, is pressed, and using some special paper the best adherence and drying conditions are assured. The plates are cut from the strips and then stacked on special pallets and prepared for the next step – plate formation. The plates are introduced in automatic chambers, with climate and humidity control, for several hours, according to the prescription. The plates are stored and await the stacking, enveloping (only the positive plates), and groups of plates preparing. Using a robot, the groups are taken and stored in a buffer and then transferred into the molds, where using melted lead, the connection strips are built. Using another robot, the groups are extracted and placed into the battery boxes, and then an electrical test is performed, to detect the possible short-circuits. If the battery passes the test goes on to the group welding (the series connections are generated). Another electrical test is performed to detect internal defects. The lid and box are fitted using a thermal weld process and the terminals are built using oxy-acetylene flame and molds. To ensure the proper weld, a leakage test is performed, and then the batteries are weighted, and the manufacturing codes are engraved on the lid. Using an industrial robot the batteries are stacked on the pallets and then transferred to the warehouse, awaiting the next steps.
Based on the orders, the semi-finished batteries are transferred to the finishing line where are filled with electrolyte, connected in series, and introduced into the formation process (charging process). The charging time depends on the formation technology used, the battery type, and the battery capacity. The charged batteries go to the washing step, electrical tests to detect eventual defects, manufacturing codes engraving, and labeling according to customer requirements. Terminal protections are fitted and then a robot places the batteries on the pallets, the pallets are wrapped, labeled, registered into the ERP, and transferred to the warehouse, waiting for delivery.
3.2. Case Studies for the Fire Risk Areas
In Figure 5 highlighted in red, are the areas where the fire risks can occur – during the lead oxide manufacturing process and the formation step. The formation process presents the highest fire risk, according to our experience. On the lead-acid battery industry, three kind of formation processes are used:
- Formation in the air, on the shelves – the most basic type and less performing;
- Formation in tank cells with water cooling;
- Formation with electrolyte recirculation – the most advanced one.
The root causes of the fire can be apparently common but due to specificity, they will be separately treated.
The generic root causes of the fire during formation are:
- Internal battery defect;
- Electrolyte filling problems;
- Empty battery or empty battery cells due to formation process problem;
- Foaming on the cooling water surface;
- Cooling water level problems;
- Electrolyte recirculation system problems;
- Cables or connection worn or wrong connected.
Usually, these are automated processes being controlled by computerized systems and the operator has just to supervise the parameters, without its physical presence inside.
There is also another risk area, in the complementary processes – the air aspiration area, where sometimes, and in extraordinary conditions the filters can burn but the effects are insignificant. The risks are treated separately, and the significant ones are simulated using Pyro-Sim.
3.2.1. Fire Risks in the Battery Formation Process – in the Air, on the Shelves
As the name suggests the batteries are placed on metal shelves, connected with cables for electricity transfer, and cooled just with airflow, as can be seen in the 3D model from Figure 6.
The process is the slowest one and due to high temperatures, various problems can occur.
Due to the cooling type, the temperature can quickly rise, helping fire occur, in case of any process problems, mostly in the summertime, when the outside temperatures are also high. For example, if one of the batteries has electrolyte level problems (lack or low level) due to the filling process or other causes, in the problematic cell the temperature will rise significantly due to the electrical current applied. The plates will get in contact due to grids growing and separator wear, generating short circuits. The battery box and lid will slowly melt and burn in the end. If the fire is not quickly detected, will extend to the other batteries through the air or the connection cables, as can be seen in Figure 7.
An internal battery defect due to manufacturing processes such as short-circuits, interruption problems, etc. that causes sparks, local heating, water loss, and gas clearance, has the same effect as described above. Moreover, because the generated gases during the formation process are Oxygen and Hydrogen, any spark or fire can generate battery-blowing, fact that will increase the fire intensity and propagation. This can cause big troubles and injuries to the firefighters also because the hot and corrosive electrolyte is splashed all around. The smoke is also dangerous for the workers.
3.2.2. Fire Risks in the Battery Formation Process – Formation in Tanks with Water Cooling
The batteries are placed in special stainless steel or plastic base materials tanks, connected one to the other and to the chargers with cables (series connection), and continuously cooled with water, as can be seen in the 3D model created in Pyrosym - Figure 8.
Water pumps are used to cautiously recirculate the water. These are computer-controlled using information from PLC, level sensors, and temperature sensors. The water is provided from the town network or from the internal neutralization station. Because this kind of process assures good cooling and there is water all around, this has to be much safer from a fire perspective, but in reality, problems can occur here too. If the cooling process does not work well, the water level is not adequate, the batteries have internal defects or level problems as described previously a fire can occur in this case too, as can be seen in Figure 9.
Besides, specifically in this process, at the surface of the water, the "foaming phenomenon" can occur that can cause electrical contact between the positive and negative battery terminals through the foam, lid melting or burning, fire, and even explosions. Other problems can appear after the formation process, during battery resting (on weekends for example), with or without water drained from tanks, if there are one or more batteries with internal defects, a short-circuit usually, especially if the tanks are plastic made of, fires can occur. The same as in the other case, because of the plastic materials used in battery construction the fire is escalating fast, can cause explosions and acid splashing, being dangerous for operators and firefighters. Usually, the fire is isolated in one formation tank but without proper reaction can extend to the others. The smoke is also dangerous for the workers.
3.2.3. Fire risks in the battery formation process – formation with electrolyte recirculation
This is the most advanced formation process nowadays but it is also the most feared one from a fire perspective. The batteries are placed on modules that are integrated into the formation cell as can be seen in Figure 10, and connected with cables for electricity, and with hoses to the acid recirculation system. The electrolyte is continuously recirculated using special pumps and a tank, to assure the cooling and the cleanness.
Most of the formation modules components are plastic and rubber made of because has to resist to the corrosive effect of the electrolyte but unfortunately this can help to the fire propagation. If there are batteries with electrolyte level problems, including due to recirculation system (clogged hoses), excessive heating can occur, and the battery lid starts to fire. The fire is expanding very quickly due to the connecting hoses that conduct it to the top of the module and the rest of the batteries as can be seen in Figure 11.
Due to the various plastic materials used in the modules' construction, the fire is quickly expanding and if it is not detected urgently, the consequences can be disastrous, that is why every manufacturer that uses this technology is afraid of fire. Moreover when the connection hoses burning and meld, an large amount of electrolyte is leaked and splashed on the floor and factory. The same as on the other two kinds of processes, there could appear explosions but in this case, many batteries and the electrolyte splashing can make the fireman workers harder. The smoke is also dangerous for the workers.
3.2.4. Fire Risks in the Lead Oxide Manufacturing Process
Depending on the type of Lead Oxide that is desired to be obtained, there are also various methods. The process is usually based on a rotary mill, that is loaded with lead cylinders or slices of lead. The Lead parts are introduced into a metal drum that is spinning and due to the friction between them, a thin dust of oxide is generated, and based on the airflow introduced from outside it is aspired into the tanks. The airflow has a role in the superficial oxidation of the lead, due to the Oxygen amount, together with the water. If rough Lead particles are generated in the process, with less oxidation grade, and these particles are aspirated by the airflow, due to the humidity and air, an exothermic reaction will be generated and will start firing the filters. This is specific to the mills with low-grade oxidation processes. The fire is inside the mill and the only damage that is produced is to the filters and Lead-Oxide, and usually cannot arrive outside. The modern mills are using an automated and controlled process of supplying with water and Oxygen that theoretically prevents fires but still can happen locally with low effects. Because this risk is considered very low, and the effects are not significant, only material damages we decided not to treat in the same way with the other three above and do not perform a 3D simulation. The same will be for the next risk too.
3.2.5. Fire Risks in the Auxiliary Processes
Separate from the manufacturing processes there are also places with fire risk. These are linked to the auxiliary processes and one of them is the vent system that eliminates and filters the polluted air from the factory, especially from the Lead Oxide manufacturing area, pasting area, and assembly area. There are used special textile bags that can start a fire in special conditions such as lead oxide low oxidized dust is accumulated, humidity is present, or small parts of the pasting paper are aspired from process. This will generate local fires and filter burning. The filters are located outside on the roof of the factory and theoretically, the fire effects are low and limited to air quality and system efficiency.
4. Discussion
Based on the theoretical analysis and the author's background, the most hazardous formation process used in the company, from a fire perspective, is formation with electrolyte recirculation, which is also confirmed by the 3D simulations.
The input data and conditions used for these three simulations are listed below:
- The same surface of the manufacturing area: 26000x6200x4000 mm (Lxwxh);
- The same type of batteries: Heavy Duty batteries, M16 type;
- The same battery box and lid materials: Polypropylene;
- The same simulation end time: 60s;
- The same rump-up time on the burning area: t2 = 20s;
- The same Heat Release Rate Per Area: 1000 kW/m²;
- The same maximum air debit of the exhaust system : 15 m3/h;
- The same geometry of the vents: round with a radius of 200 mm;
- The same position of the vent;
- The same position and dimensions of the access doors and the same dimension – important for the air flow.
The parameters were chosen in such a way as to provide proper results that can be compared adequately and also to ensure that the simulations can be performed in a reasonable time because the time can vary from minutes to hours, depending on the input parameters. Of course, there are also differences based on the process specificity such as:
- Cooling type: with air (natural flow) / with recirculated water (in tanks) / with re-circulated electrolyte;
- Burning surface: complete battery and neighbors / the part of the battery from the water surface / the battery, the neighbors, the connection hoses, and the formation module;
- The position, the setting of batteries, and the amount of them in the production area.
For an efficient overview of the 3D simulation results, using PyroSym, we decided to perform a comparative analysis using graphs and diagrams as can be seen in Figures 12, 14, 15, and 16, and numerical in Table 1. As can be seen in Figure 12 a), b) and c), the Heat Release Rate resulted from burning has different values between these three types of processes, the most hazardous being the formation with electrolyte recirculation (almost 2000 kW) and less problematic being the formation in tanks cooled with water (almost 400 kW).
Moreover, the graphs show a quick increase of the HRR in the first 20 seconds and a stabilization with small variations around the maximum value, for the cases of formation in tanks cooled with water and the one at the shelves, but in case of formation with electrolyte recirculation there is just a quick increase, and process end at 20,4 seconds, when the maximum value is reached and the battery material is completely burned, as can be seen in Figure 13.
Another relevant graph is represented by the total quantity (Q_TOTAL) of heat released during burning as can be seen in Figure 14. All three graphs show a very quick increase in the parameter in the first 5 seconds, followed by a decrease with small variations until the end of the simulation. In this case, the formation with electrolyte recirculation has the highest value (4500 kW) – almost double compared with the one on shelves and almost triple compared with the one in tanks cooled with water. The same as in the HRR case, the process stops at 20 and about 1500 kW. The other two kinds of process have a smaller value at the end, 200-300kW.
In the graphs from Figure 15, the Mass Loss Rate (MLR) of the battery material that was selected as combustible (Polypropylene) is analyzed. This presents the amount of material that is burned per second. As can be seen, in the case of the formation on shelves (a) and on tanks cooled with water (b), in the first 15 seconds there is a loss of material followed by a linear loss until the end of the simulation. Instead of formation with acid recirculation, there is a continuous mass loss that is suddenly ending at 20 seconds because the whole material was burned. The loss mass value is different for all three processes, the one corresponding to formation with electrolyte recirculation being three times bigger than the one resulting from formation on the shelves and almost double the one on the tanks cooled with water.
The last analyzed parameter is MLR_AIR (Lass Loss Rate for Air), based on the graphs from Figure 16. This is practically the volume of the air from the manufacturing building that is lost per second due to the burning process, that is why the values from the graphs are negative. As can be seen in the case of the formation on the shelves (a) and on tanks cooled with water (b), in the first 20 seconds there is a quick air mass loss and then an almost linear loss around the values -12, -14 Kg/s, until the end of the simulation. In the case of formation with electrolyte recirculation, there is a linear air loss that stops at 20 seconds, almost the same as the other parameters supervised. The mass loss at the end of the simulation has almost the same value as the other two kinds of formation, about -10 Kg/s, the difference is not so high as in the other cases.
PysoSim Software provides several graphs at the end of the simulation regarding pressure value at different workspace points, other heat and material loss, etc. Still, the ones considered by authors as the most relevant were presented and described above and moreover, the minimum and maximum values of these parameters and more values are presented in Table 1.
The conclusion based on the graph analysis from Figures 12, 14, 15, and 16 is confirmed by the data from Table 1. The battery formation process with electrolyte recirculation is the most hazardous from the fire perspective and the next one is the formation on the shelves, with air cooling.
5. Conclusions
Risk assessment in the automated processes from the automotive companies involve facing dynamic risks as was shown in the actual research by analyzing the fire risk.
The actual research is treating the fire risks in lead-acid battery factories, using case studies and simulations, identifying the hazardous areas, and analyzing the root causes, effects, and the results. The fire risk is one of the most hazardous risks because the effects could be catastrophic, involving material loss, human diseases and/or deaths, and even company bankruptcy in extreme cases if the company has no appropriate resilience plans.
Avoid fires in lead-acid manufacturing is difficult and they are also difficult to control if are not quickly detected, in the initial phase, that is why our recommendation for the companies is to adopt efficient preventive actions such as:
- Automated fire management systems;
- Fire sensors for smoke detection in the problematic areas – these will send a signal to the fire management system and an alarm to the fire station ;
- Thermal Detection cameras connected to the fire management system – these will alert in case maximum temperature values are passed, and are very useful for formation with electrolyte recirculation;
- Water temperature sensors - useful for formation on the tanks cooled with water;
- AI systems for fire detection in the initial phase;
- Automated fire extinguishing systems mounted on the ceiling
For proper analysis and risk mitigation, we recommend that companies use and combine classical methods, qualitative and quantitative, listed in the ISO 31000 standard, with complex and modern instruments such as 3D simulations, AI, etc. The base of the analysis is an OHSAS audit, followed by the hazardous areas evaluation and robust actions taken. We applied the recommendations to a real battery manufacturing factory in our previous research when we performed audits and other complex risk analyses such as collaborative tasks in robotic cells, cyber security risks, supply chain risks, and the actual research is completing them with the fire risk analysis. We used ISO 45001 audits, Bayesian Networks, instruments based on Pilz factors, case studies, and complex 3D simulations. We can state that our hypothesis is feasible because by applying this methodology we performed a complex analysis of the risks on the battery manufacturing companies, we understood very well not only the causes but also the effects of them, and we could offer recommendations to the other companies. The risk hierarchization in this case is much more accurate and the mitigation actions will be more efficient. The outputs such as values, graphs, and videos with 3D simulations for the effects are very precious as inputs into the management analysis, process and product development, and other analyses. The top management and the other stakeholders will properly understand the risks and effects, without needing special knowledge, and of course, they will be more oriented and open to support the team to control and eliminate the risks. Using PyroSym or other 3D software, the risk manager can present very easy the evolution of the fire, the influence of the involved factors and materials, the time of escalation, the losses, the pollution resulting gases, the visibility of the manufacturing area, the airflow, etc
References
- Zinveli; Identificarea și analiza modelelor actuale de management al riscurilor în industria automotive, PHD Scientific Research Report No. 1, Technical University of Cluj-Napoca, November 2022.
- Zinveli; Dezvoltarea unui cadru conceptual pentru managementul riscurilor în procesul de digitalizare al companiilor din industria automotive, PHD Scientific Research Report No. 2, Technical University of Cluj-Napoca, April 2023.
- A. Zinveli; M. Dragomir, S. Tareq, and S. Popescu, Literature review concerning safety risk assessment in collaborative environments, In Proceedings of the 22nd International Conference of Nonconventional Technologies, Bistrita, Romania, 16-18 November 2023.
- Zinveli and, M. Dragomir; A case study in improving the safety of collaborative tasks in the automotive industry, In Proceedings of the 22nd International Conference of Nonconventional Technologies, Bistrita, Romania, 16-18 November 2023.
- Zinveli and, M. Dragomir; Risk assessment in collaborative tasks: a comparative analysis - qualitative method and quantitative method, in Advances in Manufacturing IV, Springer Nature Switzerland, 2024; pp. 68–79. [Google Scholar] [CrossRef]
- Zinveli; Modelarea multi-metodă a riscurilor pentru tehnologii de digitalizare specifice, implementate în firme din domeniul componentelor auto, PHD Scientific Research Report No. 3, Technical University of Cluj-Napoca, November 2023.
- Yuasa bullish on future global auto market for lead batteries, Batteries International Magazine, Available online: https://www.batteriesinternational.com/2024/03/21/yuasa-bullish-on-future-global-auto-market-for-lead-batteries/#, accessed on 21 March 2024.
- EU ban on the sale of new petrol and diesel cars from 2035 explained. Available online: https://www.europarl.europa.eu/topics/en/article/20221019STO44572/eu-ban-on-sale-of-new-petrol-and-diesel-cars-from-2035-explained, accessed on 25 March 2024.
- Proces de reciclare. Available online: https://www.rombat.ro/ro/companie/rebat/, accessed on 26 March 2024.
- Feng, X.; Zhang, F.; Feng, J.; Jin, C.; Wang, H.; Xu, C.; Ouyang, M. Propagation dynamics of the thermal runaway front in large-scale lithium-ion batteries: Theoretical and experiment validation. Int. J. Heat Mass Transf. 2024, 225. [Google Scholar] [CrossRef]
- Chen, M.; Liu, J.; He, Y.; Yuen, R.; Wang, J. Study of the fire hazards of lithium-ion batteries at different pressures. Appl. Therm. Eng. 2017, 125, 1061–1074. [Google Scholar] [CrossRef]
- Funk, E.; Flecknoe-Brown, K.W.; Wijesekere, T.; Husted, B.P.; Andres, B. Fire extinguishment tests of electric vehicles in an open sided enclosure. Fire Saf. J. 2023, 141. [Google Scholar] [CrossRef]
- Hodges, J.L.; Salvi, U.; Kapahi, A. Design fire scenarios for hazard assessment of modern battery electric and internal combustion engine passenger vehicles. Fire Saf. J. 2024, 146. [Google Scholar] [CrossRef]
- PyroSim Software by Thunderbolt, version 2023.3.1312, X64.
- Faster FDS modeling with professional results, Thunderbolt. Available online: https://www.thunderheadeng.com/pyrosim, accessed on 10 April 2024.
- Buchmann, Can the Lead-acid Battery Compete in Modern Times? Available Online: https://batteryuniversity.com/article/can-the-lead-acid-battery-compete-in-modern-times, Accessed: 15 April 2024.
- Buchmann, BU-1501 Battery History, Available Online: https://batteryuniversity.com/article/can-the-lead-acid-battery-compete-in-modern-times. Accessed on: 15 April 2024.
- Continental Battery Systems, Car Battery Evolution – From Old-Tech to MIXTECH. Available Online: https://www.continentalbattery.com/blog/car-battery-evolution-from-old-tech-to-mixtech, Accessed on: 15 April 2024.
- Yakup, E. Yıldırım, A. Çağatay, D. Enes, and K. Emre; LEAD ACID BATTERIES FOR MICRO HYBRID ELECTRICAL VEHICLES – INFLUENCE OF DIFFERENT TYPE EXPANDERS ON THE PERFORMANCE OF THE NEGATIVE PLATES. Presented at the 5 th International Anatolian Energy Symposium, Karadeniz Technical University, Trabzon/Turkey, Mar. 2021. Available Online: https://www.researchgate.net/publication/357673614, Accessed on: 15 April 2024.
- Buchmann, BU-904: How to Measure Capacity. Available Online: https://batteryuniversity.com/article/bu-904-how-to-measure-capacity. Accessed on: 15 April 2024.
- Buchmann, BU-902a: How to Measure CCA. Available Online https://batteryuniversity.com/article/bu-902a-how-to-measure-cca. Accessed on: 15 April 2024.
- Buchmann BU-1102: Abbreviations. Available Online https://batteryuniversity.com/article/bu-1102-abbreviations. Accessed on: 15 April 2024.
- EUROBAT, EUROBAT battery Innovation Roadmap 2030 White Paper. Available online: https://www.eurobat.org/wp-content/uploads/2022/03/EUROBAT_Battery_Innovation_Roadmap_2030_White_Paper.pdf, Accessed on: 15 April 2024.
Figure 1.
Car batteries demand forecast worldwide, 2023-2035 [7].
Figure 1.
Car batteries demand forecast worldwide, 2023-2035 [7].

Figure 2.
Research methodology.
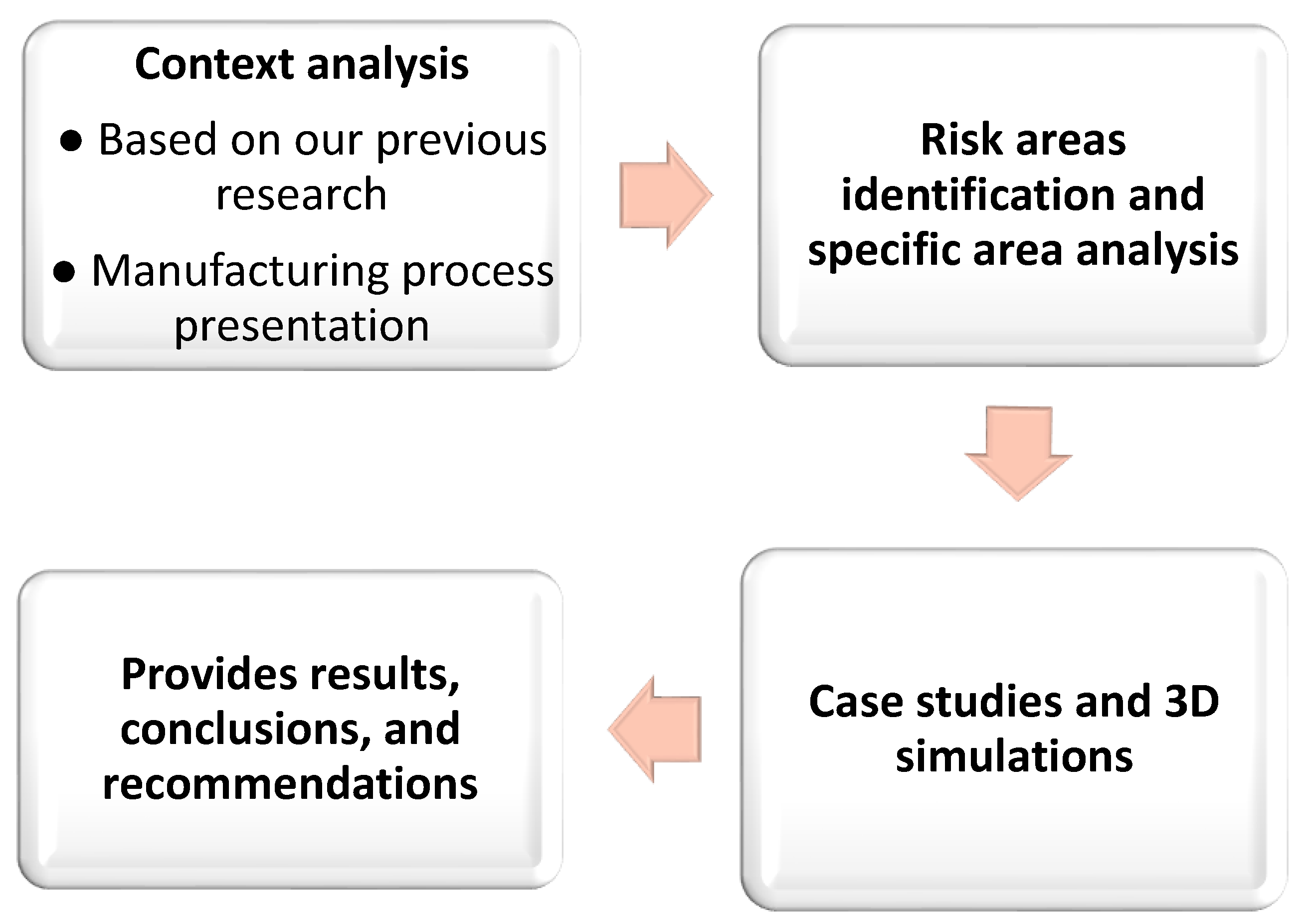
Figure 3.
PyroSim Start Interface (screenshot from [14]).
Figure 3.
PyroSim Start Interface (screenshot from [14]).
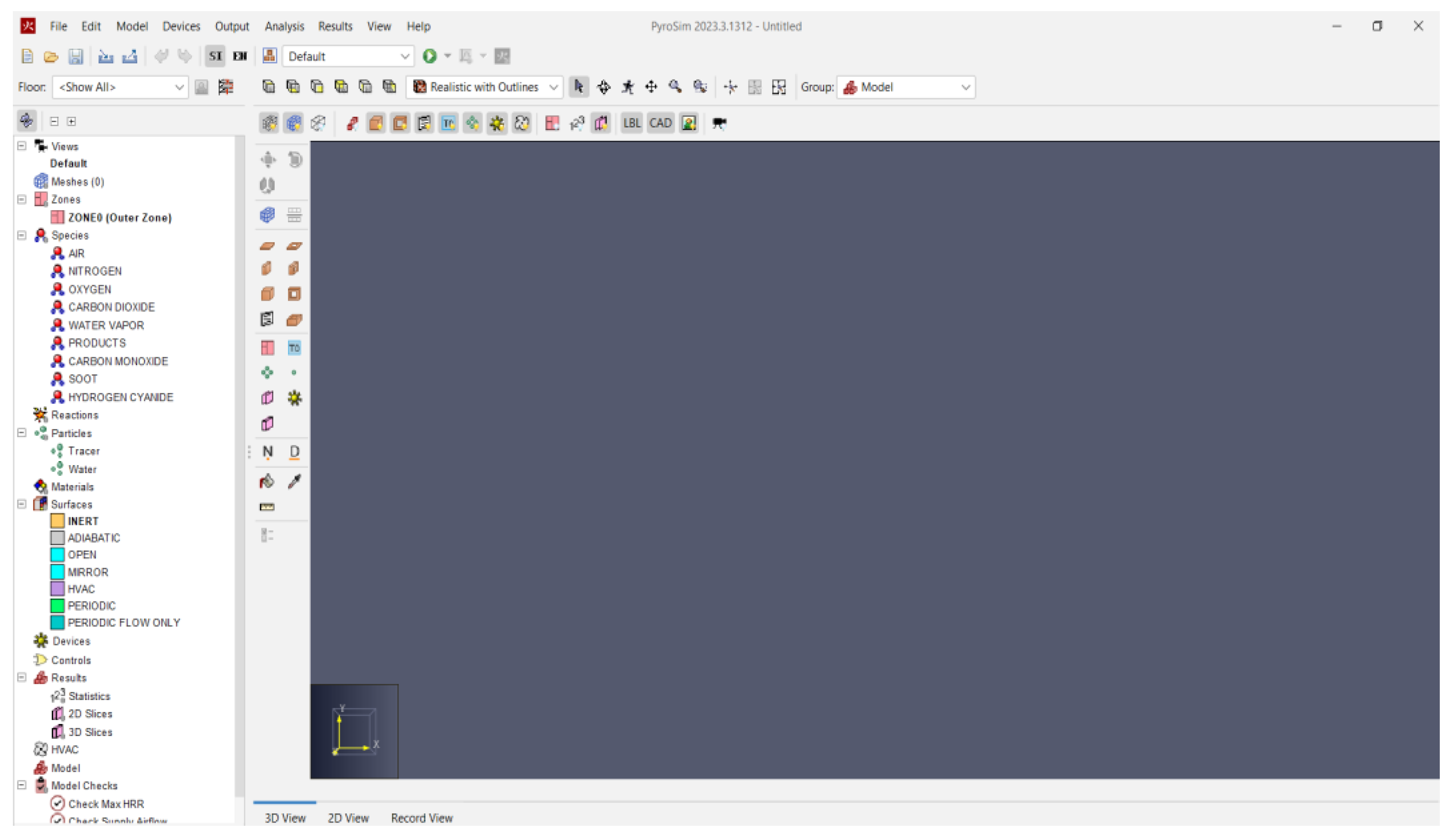
Figure 4.
Lead-Acid battery construction [19].
Figure 4.
Lead-Acid battery construction [19].
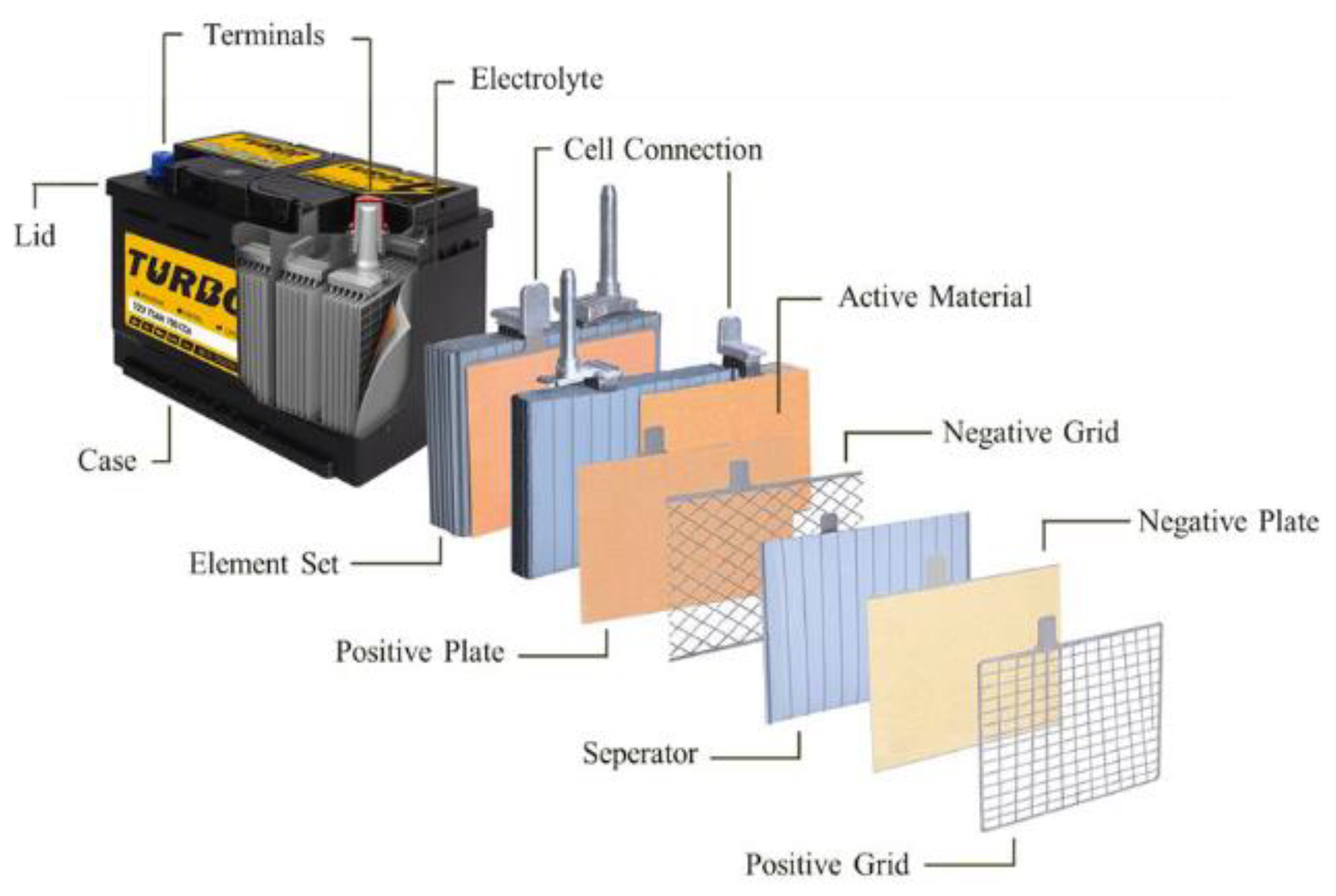
Figure 5.
Lead-Acid battery manufacturing process.
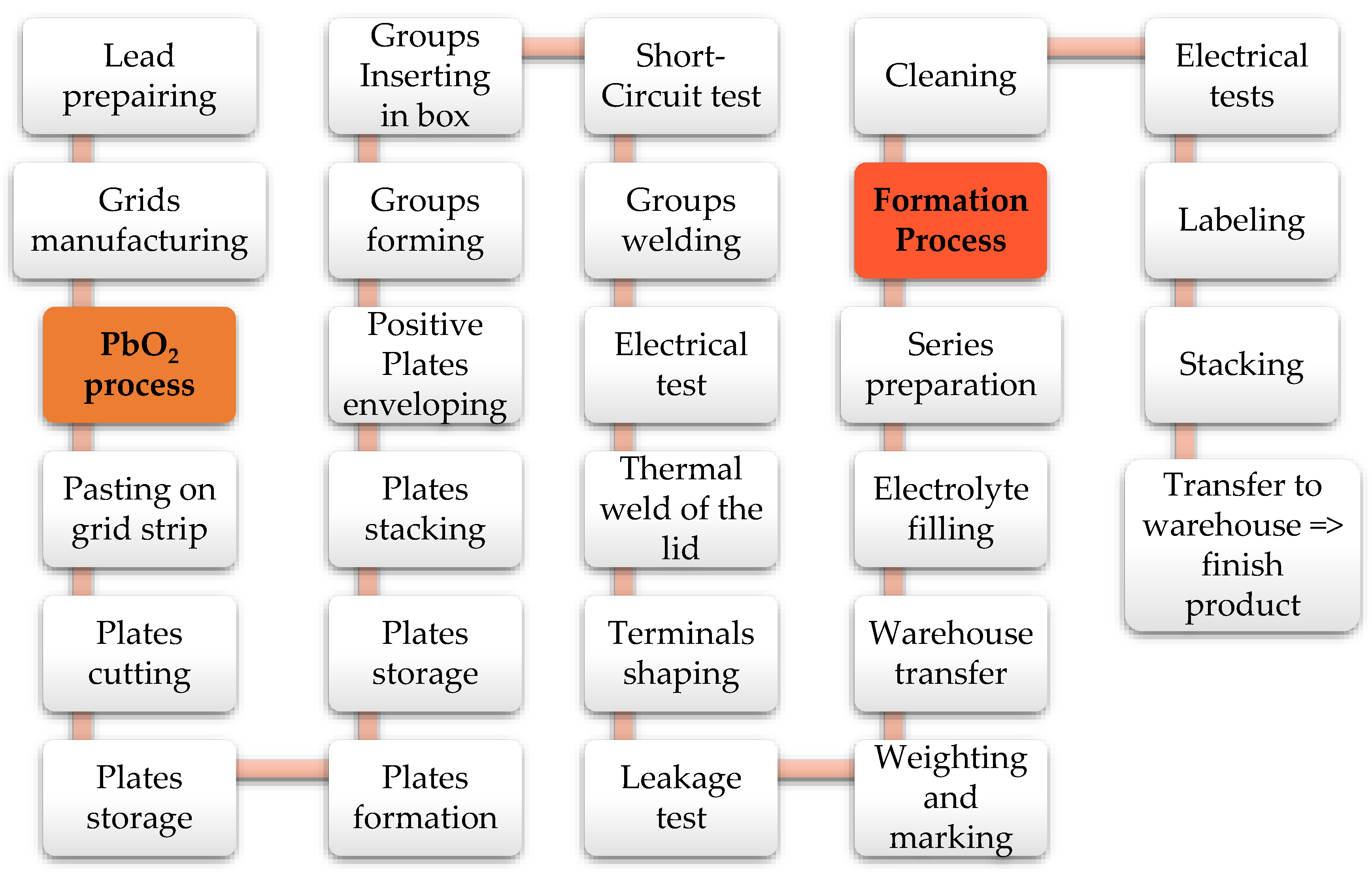
Figure 6.
3D model of the Formation at the shelves, on the air using Pyrosim [14].
Figure 6.
3D model of the Formation at the shelves, on the air using Pyrosim [14].
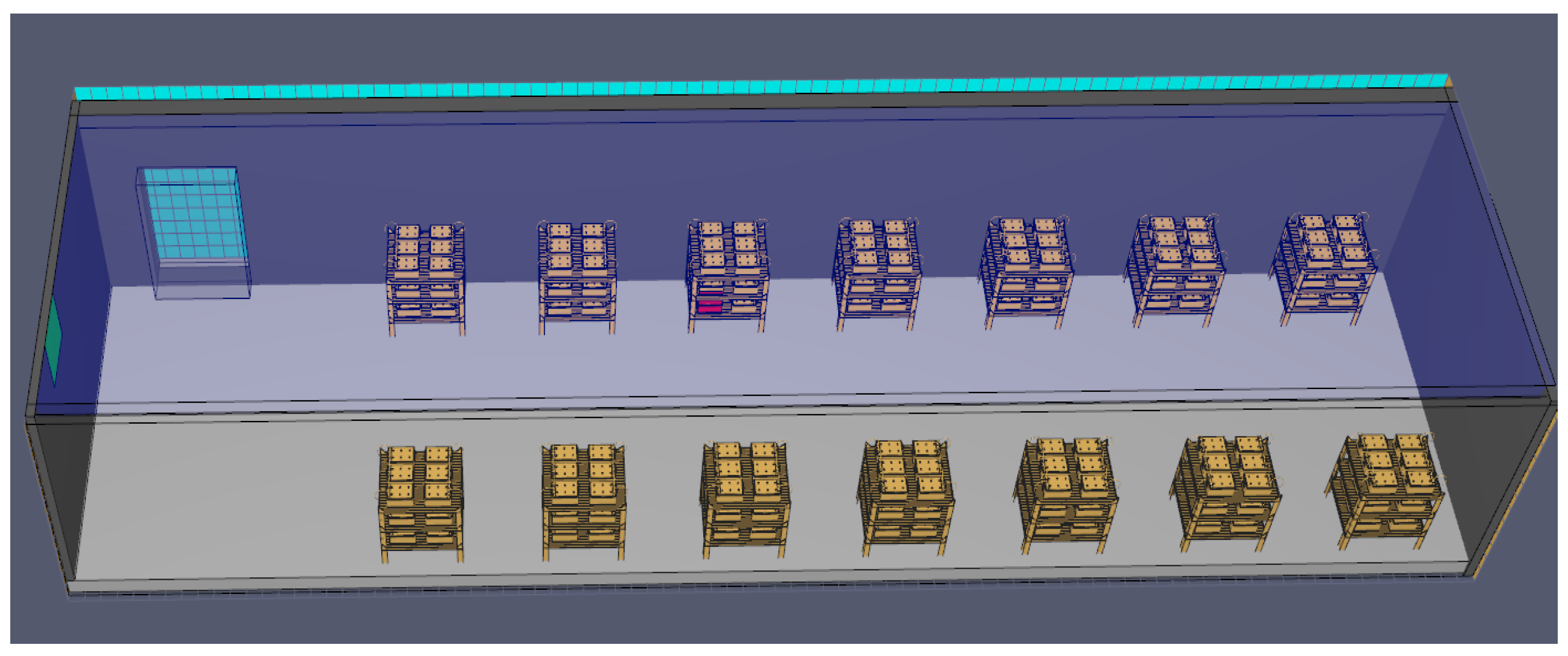
Figure 7.
Fire simulation for Formation at the shelves, on the air using Pyrosim [14].
Figure 7.
Fire simulation for Formation at the shelves, on the air using Pyrosim [14].
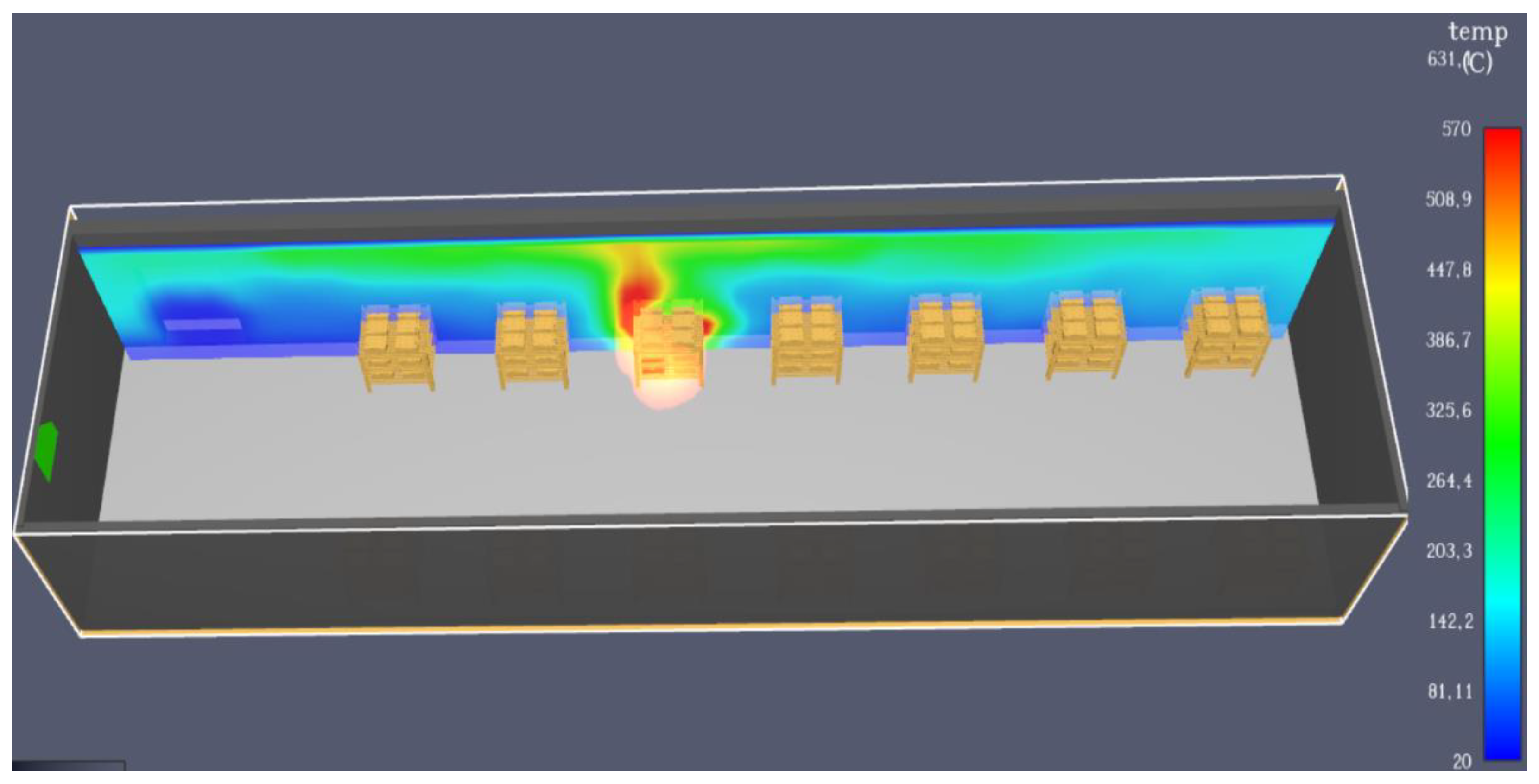
Figure 8.
3D model of the Formation in the tanks cooled with water, using Pyrosim [14].
Figure 8.
3D model of the Formation in the tanks cooled with water, using Pyrosim [14].
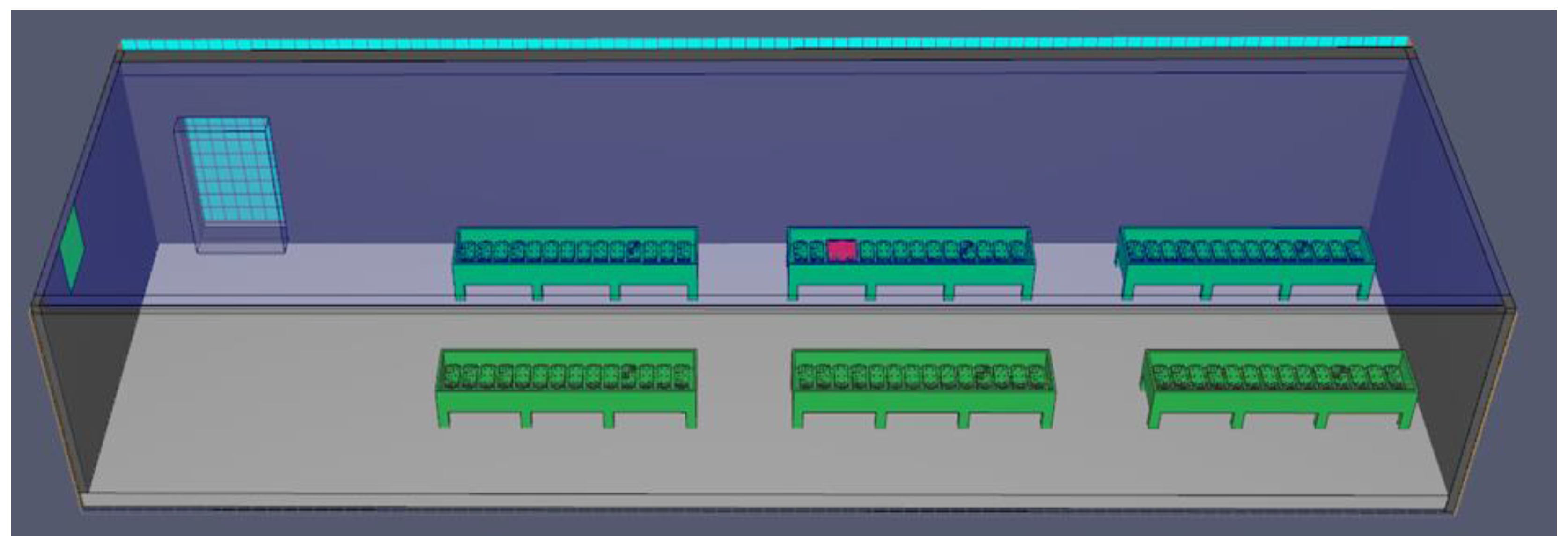
Figure 9.
Fire simulation in case of formation in the tanks, using Pyrosim [14].
Figure 9.
Fire simulation in case of formation in the tanks, using Pyrosim [14].
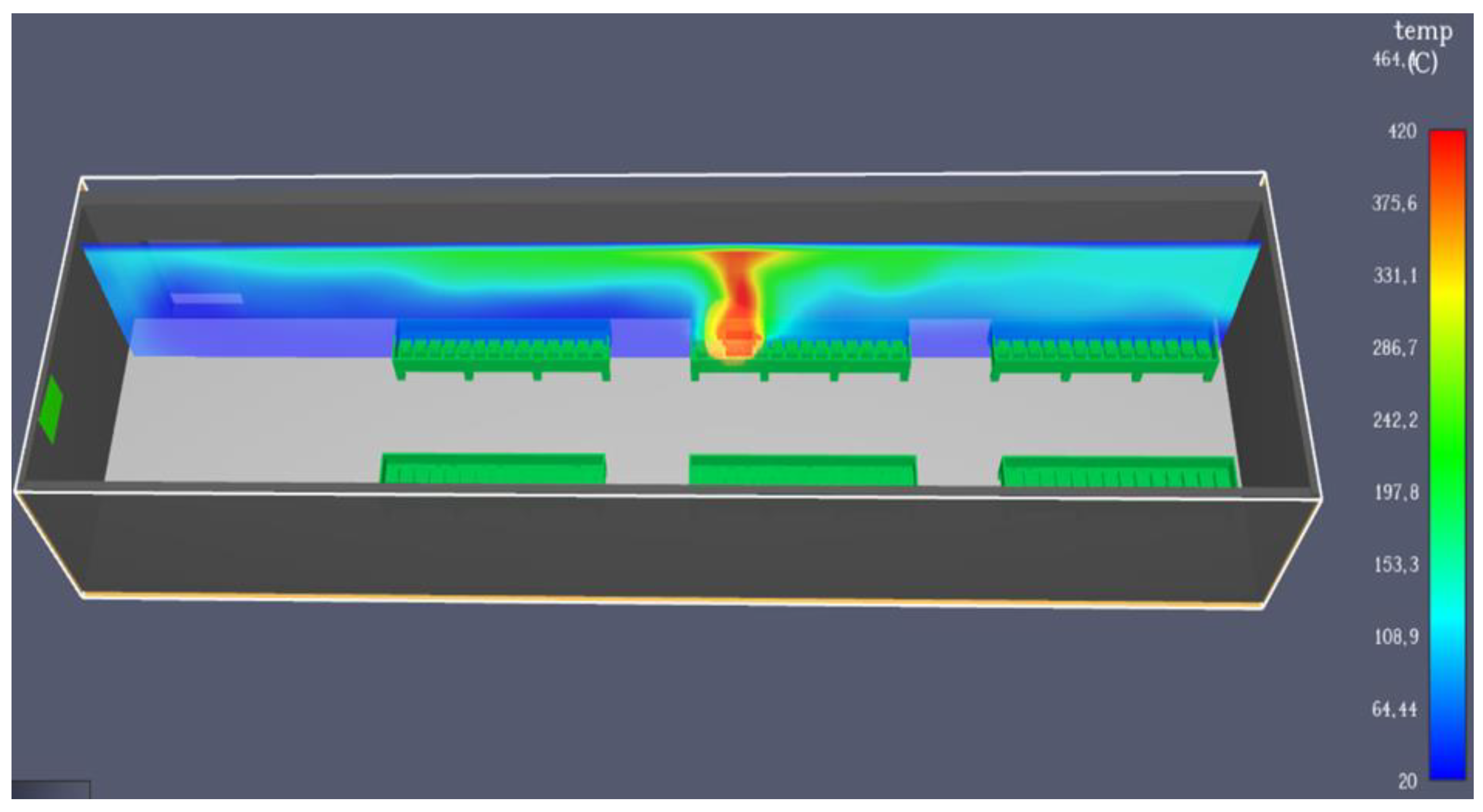
Figure 10.
3D model of the Formation with electrolyte recirculation, using Pyrosim [14].
Figure 10.
3D model of the Formation with electrolyte recirculation, using Pyrosim [14].
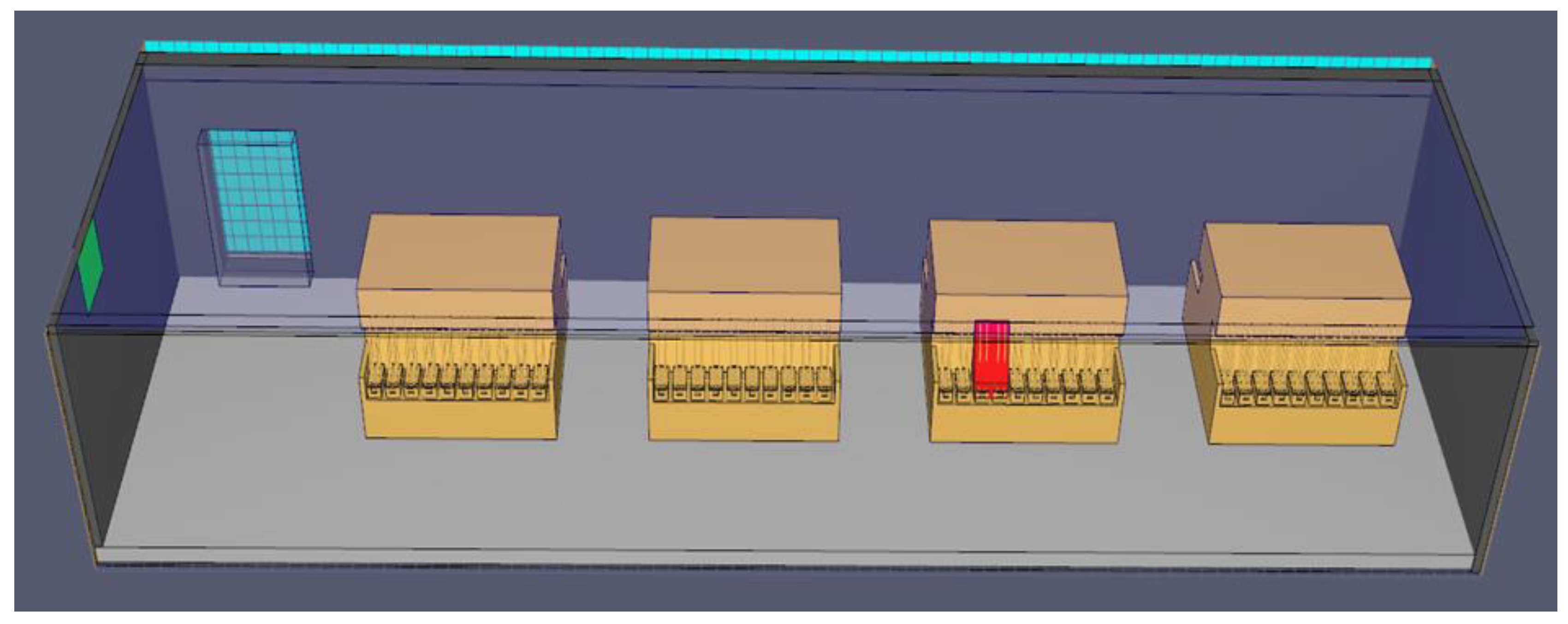
Figure 11.
Fire simulation in case of formation with electrolyte recirculation, using Pyrosim [14].
Figure 11.
Fire simulation in case of formation with electrolyte recirculation, using Pyrosim [14].
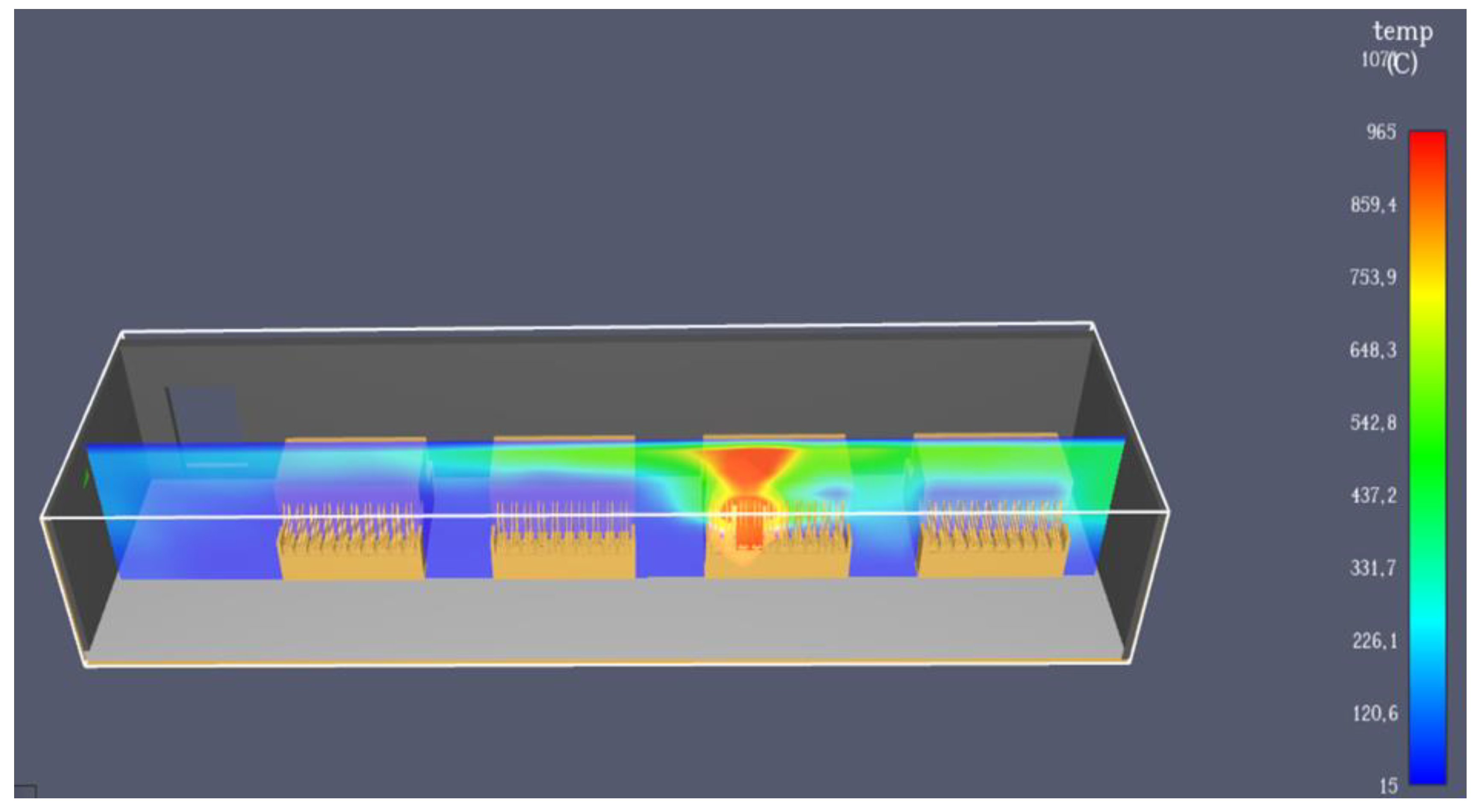
Figure 12.
HRR (Heat Release Rate) graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
Figure 12.
HRR (Heat Release Rate) graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
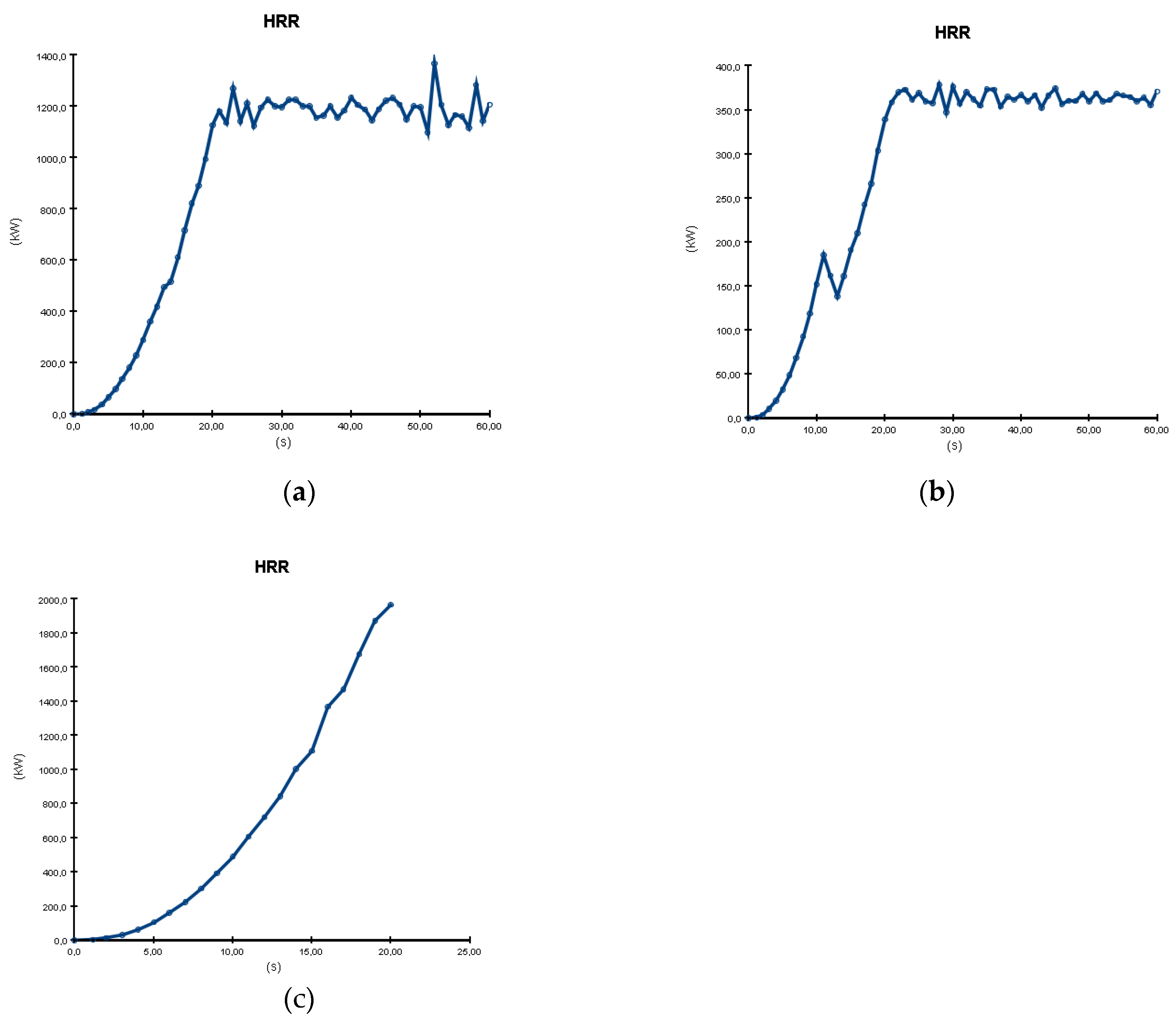
Figure 13.
The end time for Formation with acid recirculation [14].
Figure 13.
The end time for Formation with acid recirculation [14].
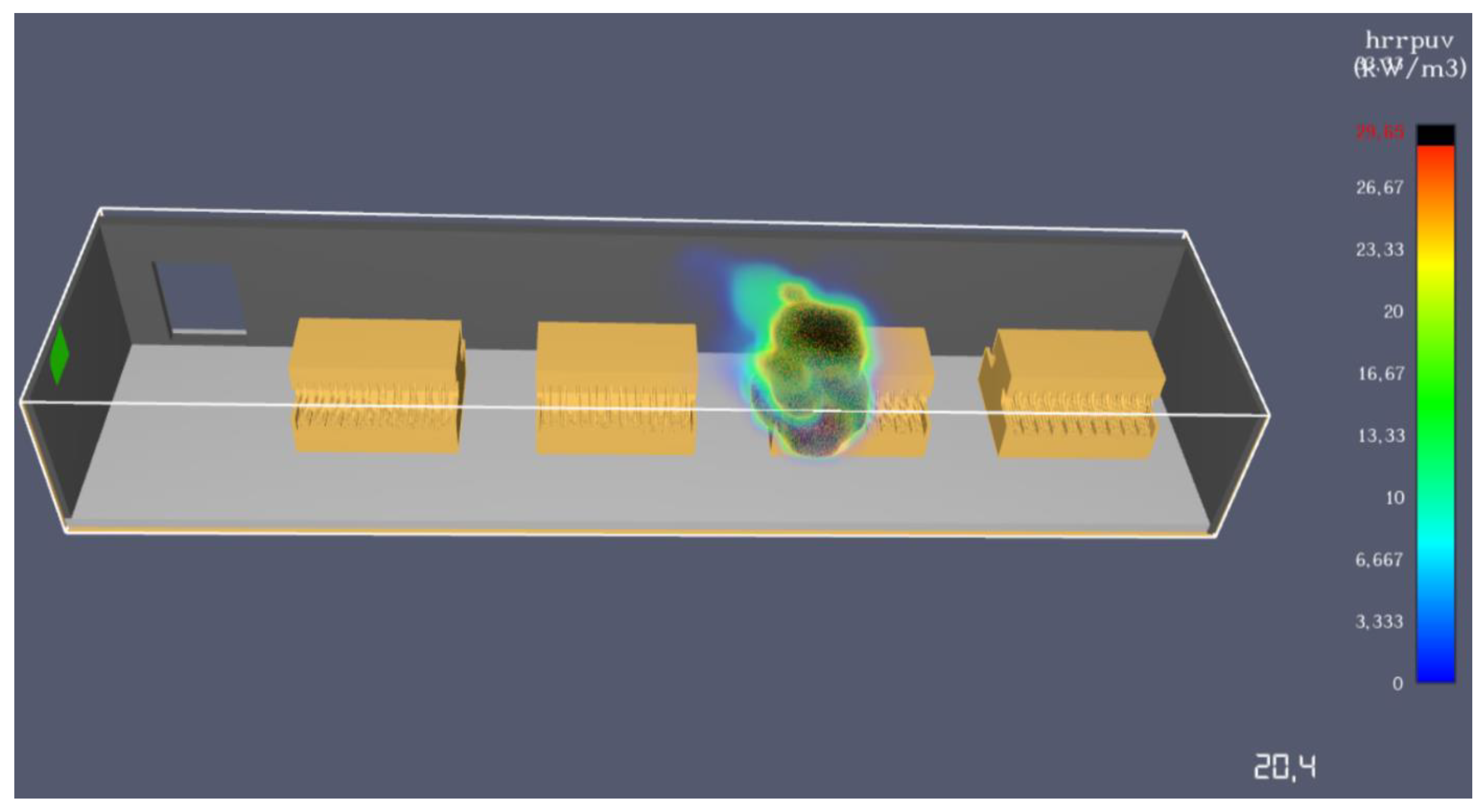
Figure 14.
Q_TOTAL graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
Figure 14.
Q_TOTAL graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
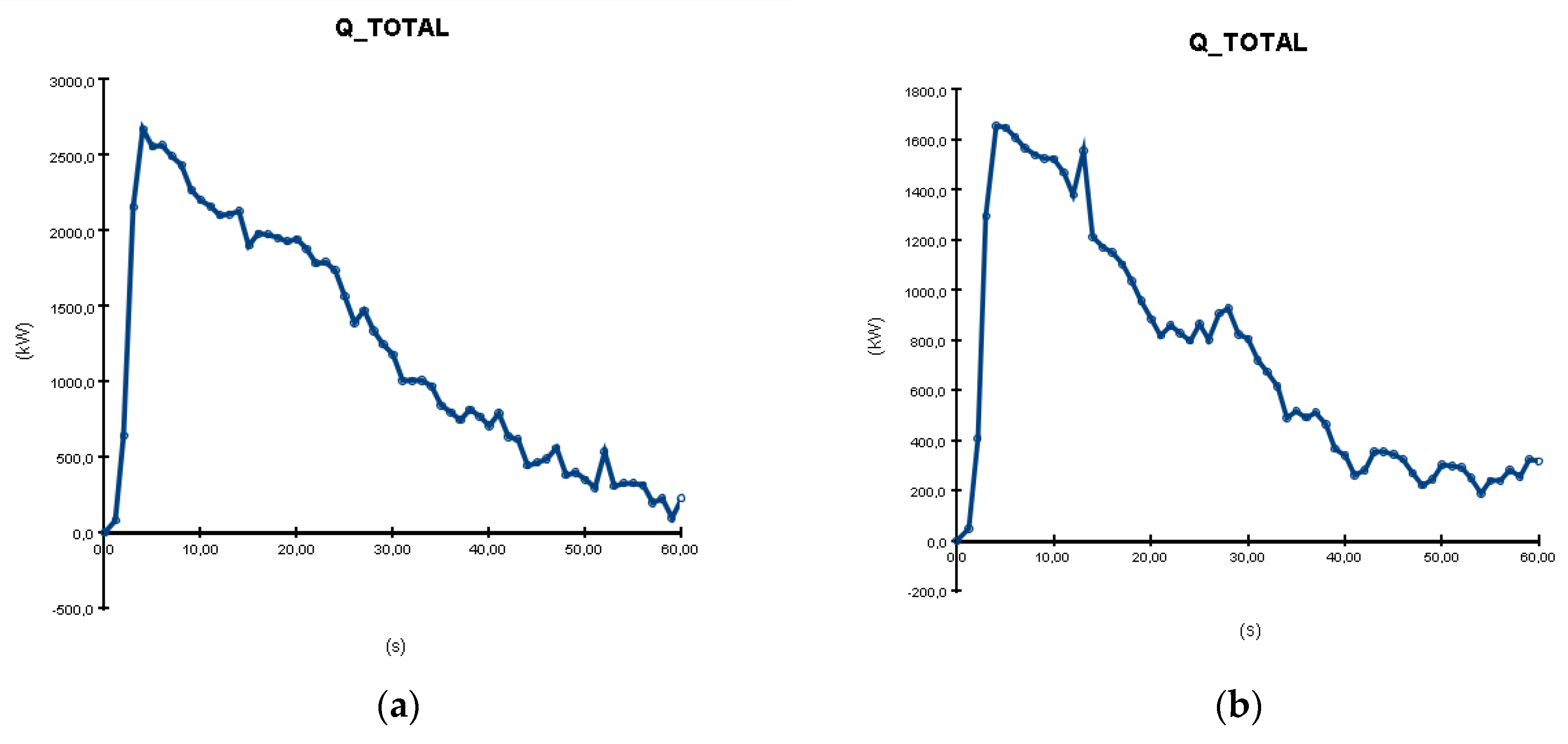
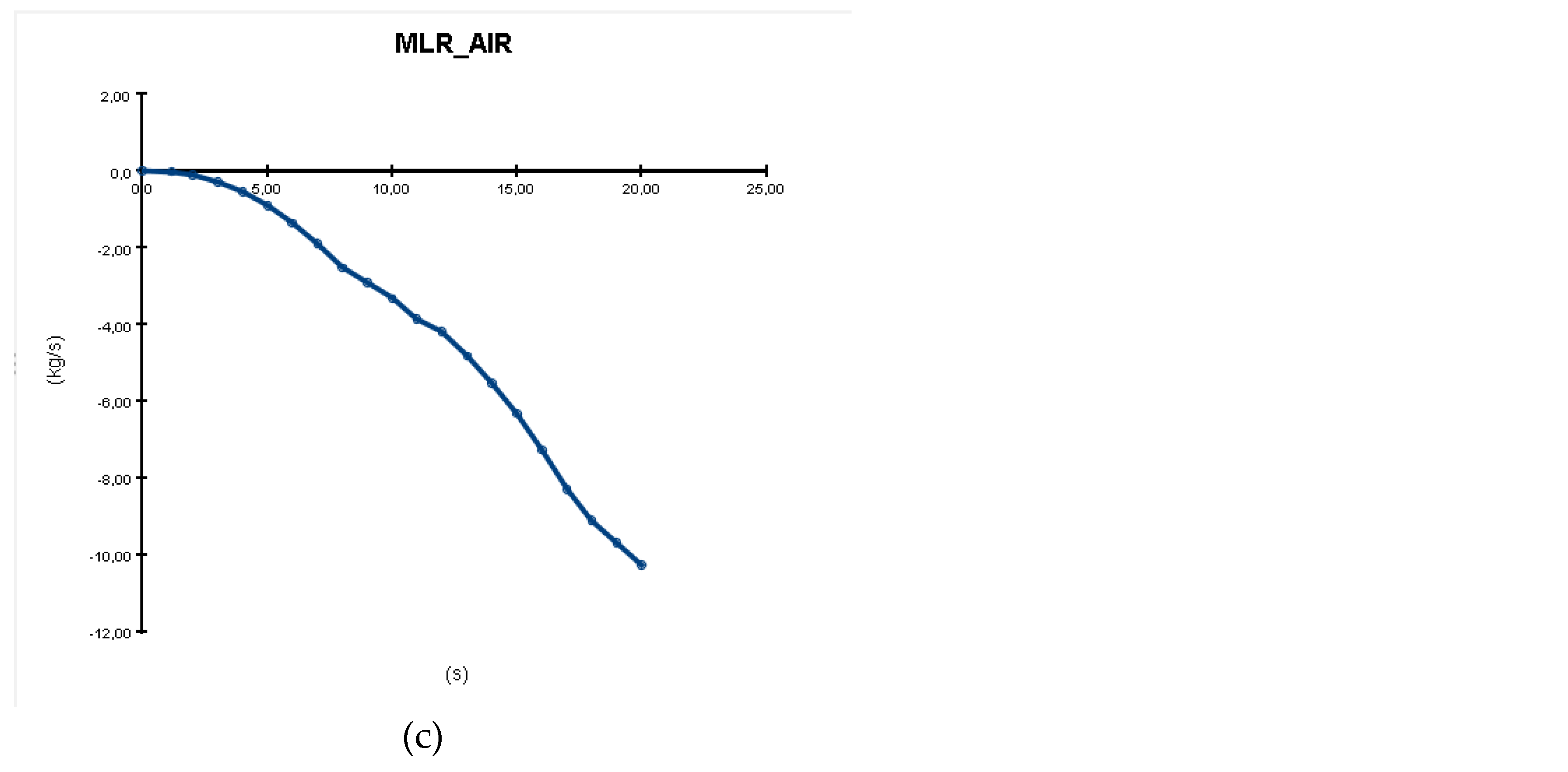
Figure 15.
Mass Loss Rate graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
Figure 15.
Mass Loss Rate graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
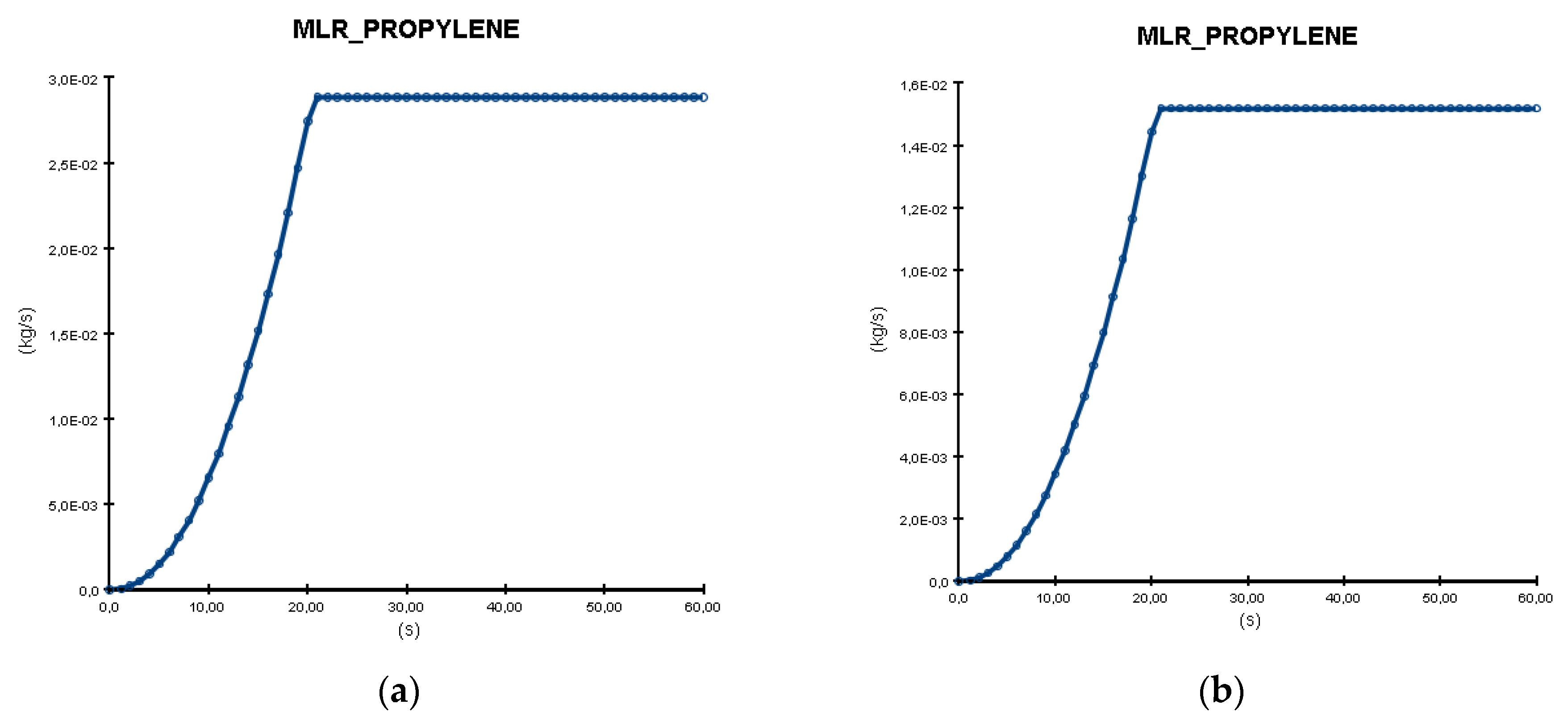
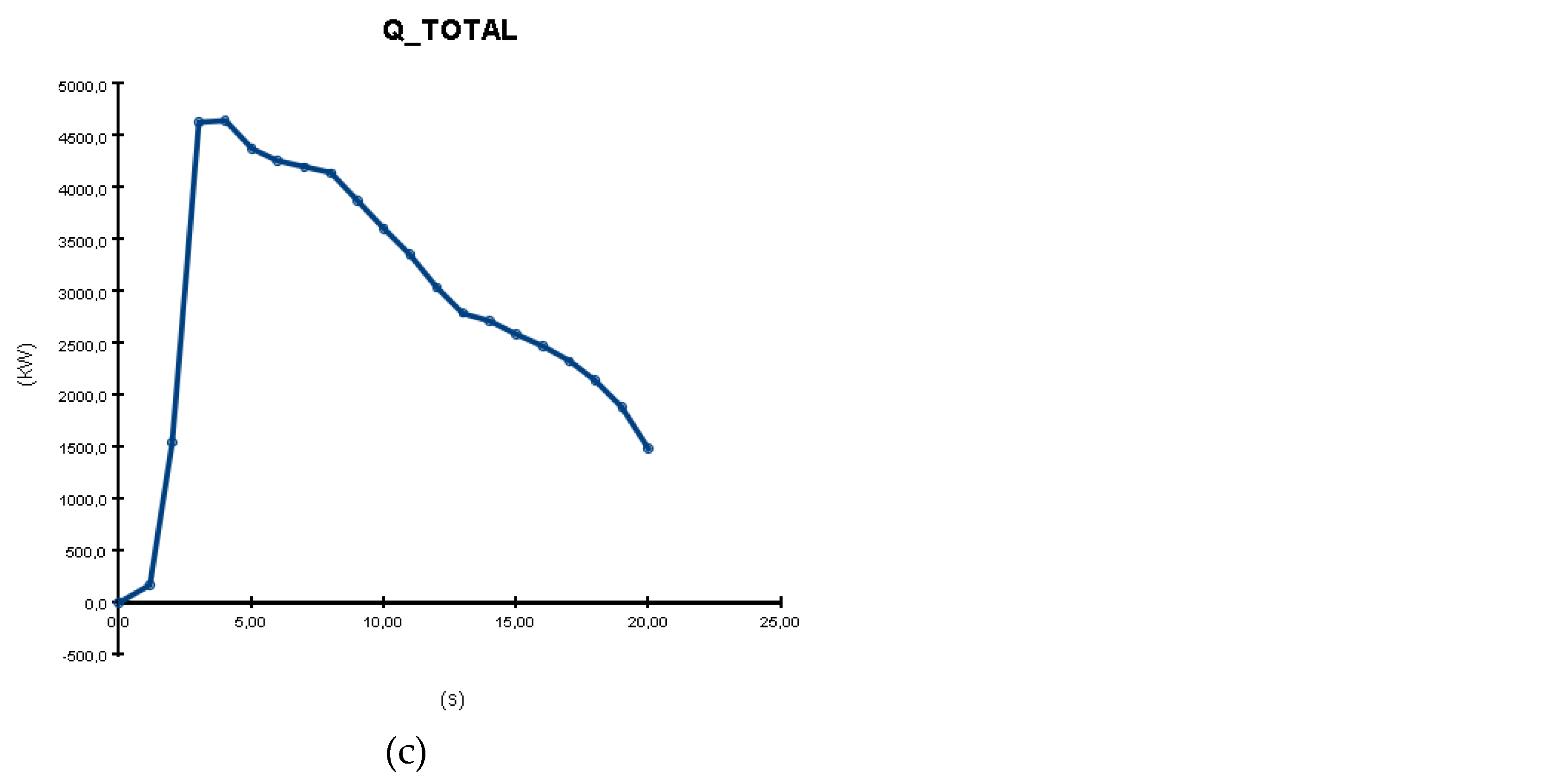
Figure 16.
MLR- Air (Mass Loss Rate - Air) graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
Figure 16.
MLR- Air (Mass Loss Rate - Air) graphs resulted from Pyrosim simulation [14] (a) Formation on the shelves, on air; (b) Formation in the tanks cooled with water; (c) Formation with electrolyte recirculation.
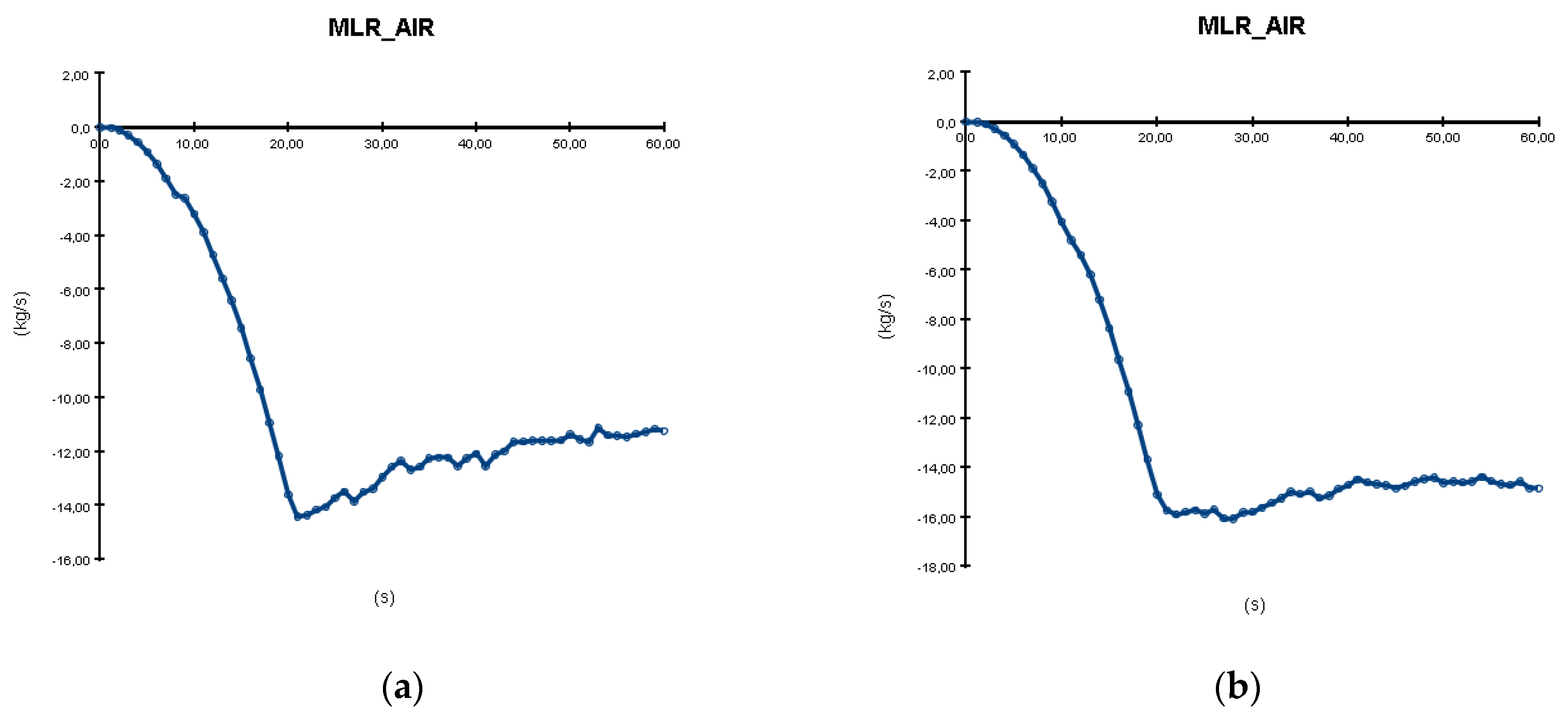
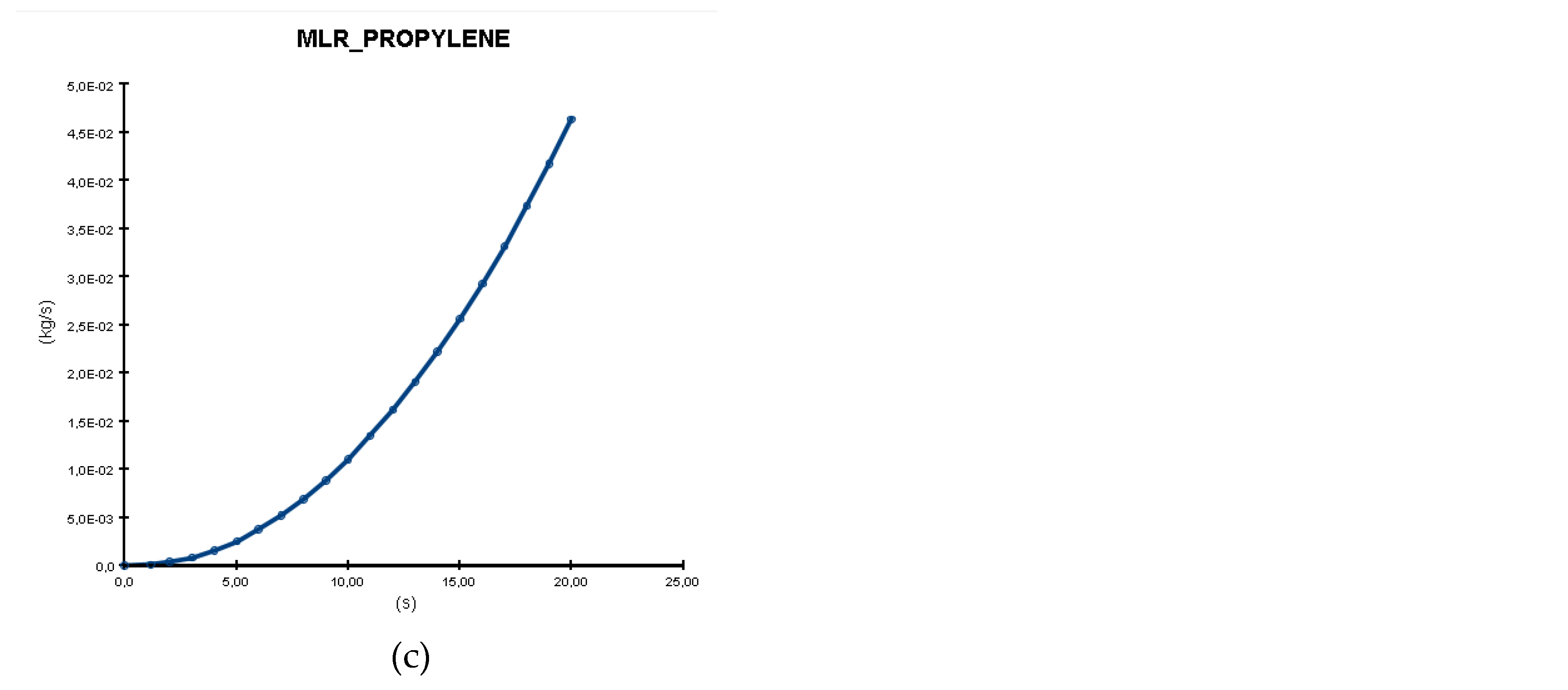

Table 1.
Parameter values that resulted from PyroSim Simulations [14].
Table 1.
Parameter values that resulted from PyroSim Simulations [14].
| Parameter | Formation on the shelves | Formation in the tanks cooled with water | Formation with electrolyte recirculation |
|---|---|---|---|
| Maximum temperature | 570 [°C] | 420 [°C] | 965 [°C] |
| Maximum air velocity | 5,5 [m/s] | 4,5 [m/s] | 4 [m/s] |
| Soot visibility | 29,18 [m] | 28,82 [m] | 28,71 [m] |
| Maximum HRR (Heat Release Rate) | 1366 [KW] | 373 [KW] | 2000 [KW] |
| Maximum Q_radi (Heat radiated) | 2621[KW] | 1805 [KW] | 4613 [KW] |
| Maximum Q_Conv (Heat convection) | 5,8 [KW] | 2,95 [KW] | 107 [KW] |
| Minimum Q_Conv (Heat convection) | -1667 [KW] | -987 [KW] | -1620 [KW] |
| Minimum Q_Cond (Heat conducted) | -1097 [KW] | -703 [KW] | -1160 [KW] |
| Q_Total (Total heat) | 2671 [KW] | 1666 [KW] | 4568 [KW] |
| MLR_air (Mass Loss Rate - Air) | -14,4 [Kg/s] | -15,83 [Kg/s] | -10,25 [Kg/s] |
| MLR_Polypropilene (Mass Loss Rate - Polypropilene) | 2,88 [Kg/s] | 1,51 [Kg/s] | 4.63 [Kg/s] |
| Simulation time (until the whole material is burned) | 60 [s] | 60 [s] | 20,4 [s] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



