
Submitted:
07 October 2024
Posted:
08 October 2024
You are already at the latest version
Abstract
This research arises from the need to rethink children’s play spaces found in the city through new manufacturing methods of Solid Surface materials such as Krion K-Life 1100 from the Porcelanosa Group, which allow the creation of complex ergonomic shapes. The method consisted of an iterative digital fabrication process, in which a series of molds were developed and adjusted to thermoform the Krion, adapting the design in each iteration according to the results obtained. Parametric digital modeling techniques and in-detph curvature analysis were used to optimize the geometry to meet the technical limitations of the material and the thermoforming process. The results showed that, through precise adjustments in the curvature and thickness of the surface, it is possible to thermoform Krion without defects such as folds or wrinkles, obtaining a complex modular and ergonomic surface suitable for children’s play. In conclusions, Krion is a viable material for the generation of complex double-curved geometries, thus opening up a range of possibilities from the creation of new children’s spaces to parametric facades optimized according to their location.
Keywords:
Krion K-Life 1100
; Thermoforming
; Digital Fabrication
; Parametric Curvature Analysis
; Innovative Children’s Playgrounds
Introduction
From a spatial perspective, geometric rationalization is an inherently human construct; in nature, the straight line practically does not exist. Traditional architecture is designed from an orthogonal approach, where spaces and pathways result from the intersection of static and perpendicular planes. This geometric simplification greatly facilitates the construction and fabrication of the elements that make up the space. However, this approach can create a disconnection with natural biomimetic patterns, potentially leading to a loss of ergonomics and sensory richness in spatial environments.
Considering motor and psychological factors, this is especially relevant in the early stages of human development, where play is the most natural way to learn [1]. During these critical moments, it is essential to create spaces that encourage less linear and more organic movements, prompting the body to move asynchronously and multidirectionally. Designing environments that reflect natural forms can improve reflexes, motor coordination, and cognitive responses, contributing positively to the comprehensive development of the human being.
Following this line of thought, the need to develop playground equipment for children that support these natural morphological guidelines arises. Early detection of issues in the motor development of children can be accomplished by implementing designed equipment that facilitates for early diagnosis in the initial stages of human growth, which promotes a rich enviroment to play [2].
The creation of these types of ergonomic geometries, based on Gaussian curvature approaches [3,4], presents great constructive complexity. Previous research on deformation in thermoformed composites has shown that factors such as temperature, pressure, and interaction with molds have a significant impact on the final result of the process [5,6]. This complexity increases significantly when adding the requirements for durability and resistance necessary for use in outdoor children’s play spaces.
This study proposes and analyzes the use of Solid Surface materials (Krion) for the creation of complex double-curved surfaces that are resistant and allow the development of new play spaces, addressing the mentioned needs. This material offers the possibility of creating stone-like, ergonomic forms that promote organic and asynchronous movements, essential for improving reflexes and motor responses in children. Thus, the aim is to design environments that are not only functional and safe but also contribute positively to motor and psychological development in the early stages of life.
1. Materials and Methods
This study focuses on the characterization of the Solid Surface material Krion K-Life 1100 with a thickness of 12mm, developed by Systempool of the Porcelanosa Group. Studies on laminates similar to Krion in terms of thermoformable behavior have shown how angular deviations can create residual stresses, resulting in deformations in flat structures and changes in angle in angular sections [7]. This material is an ideal candidate to meet the project’s topological and structural requirements due to its thermoforming capability.
Krion K-Life 1100 is a new generation Solid Surface material, composed of 67% natural minerals—mainly aluminum trihydrate (ATH)—and 33% high-resistance resins. This material is 100% recyclable, has air purification capabilities, and stands out for its high resistance and durability [8].
Additionally, its antiseptic properties make it an ideal material for our objective: the creation of a complex crawling surface for children between 0 and 3 years old. This surface acts as the central element in a space dedicated to functional play, enhancing motor coordination and promoting the development of both static and dynamic balance.
To develop this crawling surface, an iterative manufacturing process was carried out, adapted to the specific needs of the material [9]. This process consists of four phases Figure 1:
1.1. Conceptual Development
This phase covers the preliminary analysis and the initial development of ideas and solutions. Professionals from various disciplines, such as child psychologists and educators, were involved to provide a multidisciplinary approach to the project. As a result, a complex surface was conceptualized for children’s play and development.
1.2. Digital Modeling
The objective of this stage is to define the processes and methods necessary for creating the surface. This includes everything from material selection to the generation of a digital twin for manufacturing, adapted to the limitations imposed by the material and the production system.
1.3. Digital Fabrication
In this phase, all the processes required to materialize the projected design were implemented. Krion, being thermoformable, allows the creation of complex geometries through the application of heat and pressure, whose influence has been previously studied in the behavior of polymeric composites [13], making precise control essential to avoid the appearance of wrinkles and folds.
To make this posible, it was necessary to create a wooden mold that acted as a negative using numerical control machines, onto which the material was applied to achieve the desired shape.
1.4. Verification and Evaluation
An exhaustive analysis of the produced piece was conducted using 3D scanning and digitization technologies to identify possible deviations and tolerances inherent to the manufacturing system. The knowledge from this fabrication process gave us feedback and make posible an iterative desing cycle, refining the final product.
2. Results
As stated, the result of this research is an iterative desing process that starts in the digital modelling phase
2.1. Digital Modeling
To develop the piece that would serve as the crawling space Figure 2, an initial geometry was proposed that met the predefined parameters of variety and dynamism. The modeling started from a horizontal surface with dimensions of 1800 mm x 3750 mm, to which deviations in the Z-axis were applied to provide the desired dynamism and variety. Subsequently, the geometry was modified considering the technical manufacturing limitations.
Specifically, due to the available machinery and for reasons of maximizing the use of the high-cost material, the surface was subdivided into 5 modules of 1800 mm × 750 mm, thus optimizing the original Krion sheets, which have dimensions of 3660 mm × 760 mm.
For sustainability reasons, the geometry was rationalized in order to achieve a similar result without the need to manufacture 5 independent molds. The outcome was the development of 2 different modules: one that forms the finishing piece and another that is used to create the remaining 4 modules. The end of this repeated module was adapted to fit together, which allowed the complete surface to be generated by interlocking the same module and applying rotational and translational movements.
Finally, a detailed Gaussian analysis of the obtained curvature and the minimum manufacturing radius was conducted [14], with the aim of performing a final diagnosis prior to the surface’s fabrication. Additionally, a retopology was carried out to ensure that the piece’s curvature did not exceed the thresholds allowed by the material’s manufacturing capabilities.
2.2. Digital Fabrication
This is the most complex phase, closely linked to digital modeling. To create the projected geometry, a mold needs to be created on which to press the surface during the thermoforming process.
The molds were made using medium-density fiberboards reused from the laboratory and a numerical control machine for milling, specifically a TEC-CAM 1103 3-axis CNC router.
The process consisted of an initial approximation to the geometry through the stacking of the reused boards, properly recut to simple rectangular shapes; to minimize the waste of materials, processing time, and number of passes in comparison to a solid block of wood. This glued laminated boards went then through roughing passes, refining the approximation to the digital model before a finishing pass is performed,Figure 3, obtaining a continuous surface without irregularities or abrupt variations in the piece’s curvature Figure 4.
Once the mold is generated, it is placed in the thermoforming machine; in this case, the Global Duo Standard from Global Vacuum was used, and the material is heated to 160ºC for 22 minutes to achieve the desired shape. The finished piece remains in the heat chamber for 40 minutes. In this case, only a base mold is used, without the need for a counter-mold, which greatly simplifies production. This is possible thanks to the designed shape and the use of a membrane press in the aforementioned heated chamber for thermoforming.
The mold must be precisely adjusted to the curvature radius allowed by the material. For a thickness of 12 mm, as in this case, a minimum radius between 20 and 40 millimeters is generally used for single curvature forms.
2.3. Verification and Evaluation
Finally, the phase of control and adaptation of the original geometry comes in response to the results obtained during the fabrication phase. For this, an initial visual analysis is conducted to look for any undue folds or wrinkles, and subsequently, laser scanning technologies are used to create a point cloud. This point cloud is then used to create a digital model, allowing for a comparison between the obtained geometry and the originally projected digital model.
As observed in Figure 5, some folds and deformations occurred on the Krion surface during the thermoforming process, indicating that either the thickness of the original surface was insufficient or the curvature at those points exceeded the maximum range.
In this case, the original digital model was overlapped with the digitized physical result, and the geometry was modified to limit the curvature difference within thresholds that would allow thermoforming without the appearance of folds and wrinkles.
When comparing the Gaussian analyses (Figure 6) of both digital models, it can be seen how the tensioned areas of the first analysis coincide with the points where folds formed. After the modification and subsequent retopologization of this surface, the Gaussian analyses show a much more stabilized surface with fewer points of conflict.
Following the analysis and morphological adaptation of the geometry, we return to the digital modeling phase to remake the mold, repeating this process iteratively until the desired result is achieved.
This iterative process revealed that to maintain the structural or load-bearing capabilities that needed to be achieved, fluctuations in the material’s cross-section had to be limited by establishing a minimum thickness of 10.8 mm and a maximum loss of 10% in the most critical areas.
The results indicate that the minimum range of this generation radius is closely related to the curvature of the piece. When the surface can be defined as a single-curvature surface, the minimum curvature radius can range between 20 and 40 mm. However, when the surface gains complexity, becoming a double-curvature surface, the necessary minimum generation radius increases to a value between 45 and 80 mm.
Therefore, the Gaussian and radius analyses confirm a direct relationship between these factors and the points where folds occurred during the manufacturing process. These folds begin to appear at the double-curvature points with a generation radius smaller than 60 mm.
To address these challenges and improve the manufacturing process, and given that the project has a clear focus on sustainability and reuse, it was decided to modify the pre-existing mold instead of creating a new one. Filler was added to the convex areas, and roughing and sanding processes were carried out on the concave areas.
The final result was a modular, stone-like surface (Figure 7) that was easy to assemble and incorporated into the activity-containing play space. On-site post-processing was performed to create a continuous surface and eliminate the joints between modules.
3. Discussion
The results obtained in this study expand the limits of Krion K-Life 1100 and demonstrate its viability for the creation of complex surfaces. The thermoformable capability of the material, combined with an iterative design and digital fabrication process, allowed for the development of a crawling surface that meets the functional, aesthetic, and safety requirements necessary to promote motor and cognitive development in children aged 0 to 3 years.
The advancements in creating a modular and ergonomic surface with Krion open up a new range of possibilities for designing new types of geometries. The ability to generate complex and adaptable forms enables the design of environments that not only promote organic and multidirectional movement but also explore new ways of interaction with humans. Whether through the creation of new habitable surfaces or the fabrication of prefabricated facade modules, its antiseptic properties, CO2 capture, ease of cleaning, and durability make it especially suitable for use in outdoor public spaces.
However, it is important to recognize the limitations of the material. The process of fabricating complex geometries with Krion is technically and economically demanding and requires specialized equipment, which limits its applicability in resource-limited environments.
Although a functional and safe surface was achieved, it would be beneficial to conduct long-term evaluations of the actual impact on the motor and cognitive development of children interacting with this equipment. This can be achieved through the integration of sensors and interactive technologies that enhance sensory and cognitive stimulation, as well as data collection.
In the future, the application of this fabrication method is intended to be extended to other contexts and elements, such as therapeutic installations, specialized educational environments, accessible urban furniture, and parametric prefabricated facades.
4. Conclusions
In conclusion, this study demonstrates the great potential of combining advanced materials like Krion with digital design and fabrication processes to create innovative and functional equipment. By addressing technical challenges from a multidisciplinary perspective and leveraging the material’s unique properties, it is possible to develop geometries that positively contribute to children’s comprehensive development and the creation of more ergonomic and sustainable environments.
The Gaussian curvature and radius analyses confirm a direct relationship between these factors and the occurrence of folds and defects in the manufacturing process. These defects manifested more intensely on double-curvature surfaces with generation radio smaller than 60 mm. Therefore, it is crucial to consider these technical limitations in the design and fabrication of complex surfaces with Krion K-Life 1100 to ensure the quality and functionality of the final product.
The tests conducted indicate that the minimum curvature radius required is closely related to the complexity of the piece. For single-curvature surfaces, the minimum radius should range between 20 and 40 mm. However, when the surface gains greater complexity and becomes a double-curvature surface, the required minimum radius increases to values between 45 and 80 mm.
The materialization of this research has resulted in the creation of a series of educational modules that incorporate these complex Krion surfaces. These surfaces aim to redefine how children interact with their environment and how we understand the design of children’s play equipment Figure 8.
Author Contributions
Conceptualization, F.V.B. and V.S.A ; methodology, V.S.A. ; software, V.S.A ; validation, F.V.B. and V.S.A. ; formal analysis, F.V.B and V.S.A ; investigation, P.H.V. ; resources, P.H.V., V.S.A ; data curation,V.S.A, P.H.V ; writing—original draft preparation, P.H.V. ,V.S.A ,F.V.B ; writing—review and editing, P.H.V. ; visualization, P.H.V, R.R.S.,N.S.M ; supervision, F.V.B and V.S.A; project administration, F.V.B ; funding acquisition, F.V.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Proyecto Smart City Kids [I Plan Propio de Smart-Campus] and Ayudas para proyectos puente [II Plan Propio de Smart-Campus]. The APC was funded by Ayudas para proyectos puente [II Plan Propio de Smart-Campus].
Institutional Review Board Statement
Not applicable
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Acknowledgments
The authors would like to express their sincere gratitude to Nerea Salas Martín, Candela García Huber, and Raúl Ruiz Alaminos for their support in various phases of the design and their contribution in preparing several schematics. Special thanks to Fernando Alda Calvo for the photography of the project.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| MDPI | Multidisciplinary Digital Publishing Institute |
| DOAJ | Directory of open access journals |
| CNC | computer numerical control |
References
- Gil Madrona, P.; Contreras Jordán, O.R.; Gómez Barreto, I. Habilidades motrices en la infancia y su desarrollo desde una educación física animada. Revista Iberoamericana de Educación 2008, 47, 71–96. [Google Scholar] [CrossRef]
- Ventura Blanch, F.; Salas Martín, N.; García Huber, C.; Ruiz Alaminos, R. Espacios educativos para la infancia 0-3 como ambientes de aprendizaje. In Buenas prácticas en educación infantil; Madrid Vivar, D.; Pascual Lacal, M., Eds.; Dykinson, 2022; pp. 15–25. [CrossRef]
- Zhu, Y. A Study on Characteristic Line of Auto Modeling Based on Rhinoceros. Applied Mechanics and Materials 2012, 184-185, 41–44. [Google Scholar] [CrossRef]
- Sulpizio, C.; Fiore, A.; Demartino, C.; Vanzi, I.; Briseghella, B. Optimal design criteria for form-finding of double-curved surfaces. Procedia Manufacturing 2020, 44, 28–35, The 1st International Conference on Optimization-Driven Architectural Design (OPTARCH2019). [Google Scholar] [CrossRef]
- Hwang, S.F.; Yang, C.Y.; Huang, S.H. Effects of Thermoforming Parameters on Woven Carbon Fiber Thermoplastic Composites. Materials 2024, 17. [Google Scholar] [CrossRef] [PubMed]
- Hosseinionari, H.; Seethaler, R. The integration of Model Predictive Control and deep Reinforcement Learning for efficient thermal control in thermoforming processes. Journal of Manufacturing Processes 2024, 115, 82–93. [Google Scholar] [CrossRef]
- Hwang, S.F. An Overview of Angle Deviations of Fiber-Reinforced Polymer Composite Angular Laminates. Materials 2023, 16. [Google Scholar] [CrossRef] [PubMed]
- KRION. Todo sobre Solid Surface. https://www.krion.com/es/noticias/todo-sobre-solid-surface, 2024. Disponible en línea.
- Ku, K.; Gurjar, S. Prototyping Method for Complex-Shaped Textile Composite Panels: Developing a Digitally Controlled Reconfigurable Mold. Proceedings of the eCAADe 2018 Conference; Jefferson (Philadelphia University + Thomas Jefferson University),, 2018.
- Bushra, N. A comprehensive analysis of parametric design approaches for solar integration with buildings: A literature review. Renewable and Sustainable Energy Reviews 2022, 168, 112849. [Google Scholar] [CrossRef]
- Monedero, J. Parametric design: a review and some experiences. Automation in Construction 2000, 9, 369–377. [Google Scholar] [CrossRef]
- Lee, J.; Gu, N.; Williams, A. Parametric Design Strategies for the Generation of Creative Designs. International Journal of Architectural Computing 2014, 12, 263–282. [Google Scholar] [CrossRef]
- Ren, Y.; Li, Z.; Li, X.; Su, J.; Li, Y.; Gao, Y.; Zhou, J.; Ji, C.; Zhu, S.; Yu, M. The Influence of Thermal Parameters on the Self-Nucleation Behavior of Polyphenylene Sulfide (PPS) during Secondary Thermoforming. Materials 2024, 17. [Google Scholar] [CrossRef] [PubMed]
- du Peloux, L.; Baverel, O.; Caron, J.F.; Tayeb, F. From shape to shell: a design tool to materialize freeform shapes using gridshell structures 2013.
Figure 1.
fabrication workflow.
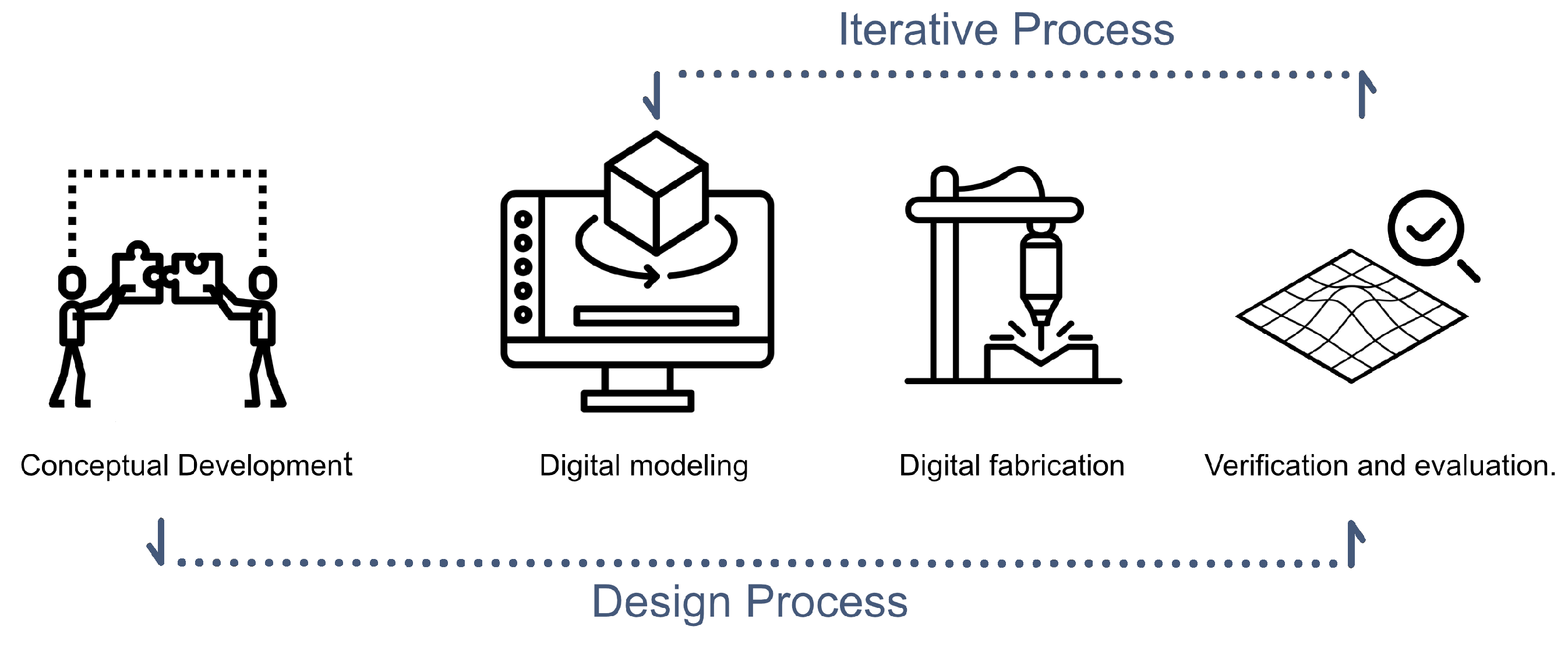
Figure 2.
Crawling original.
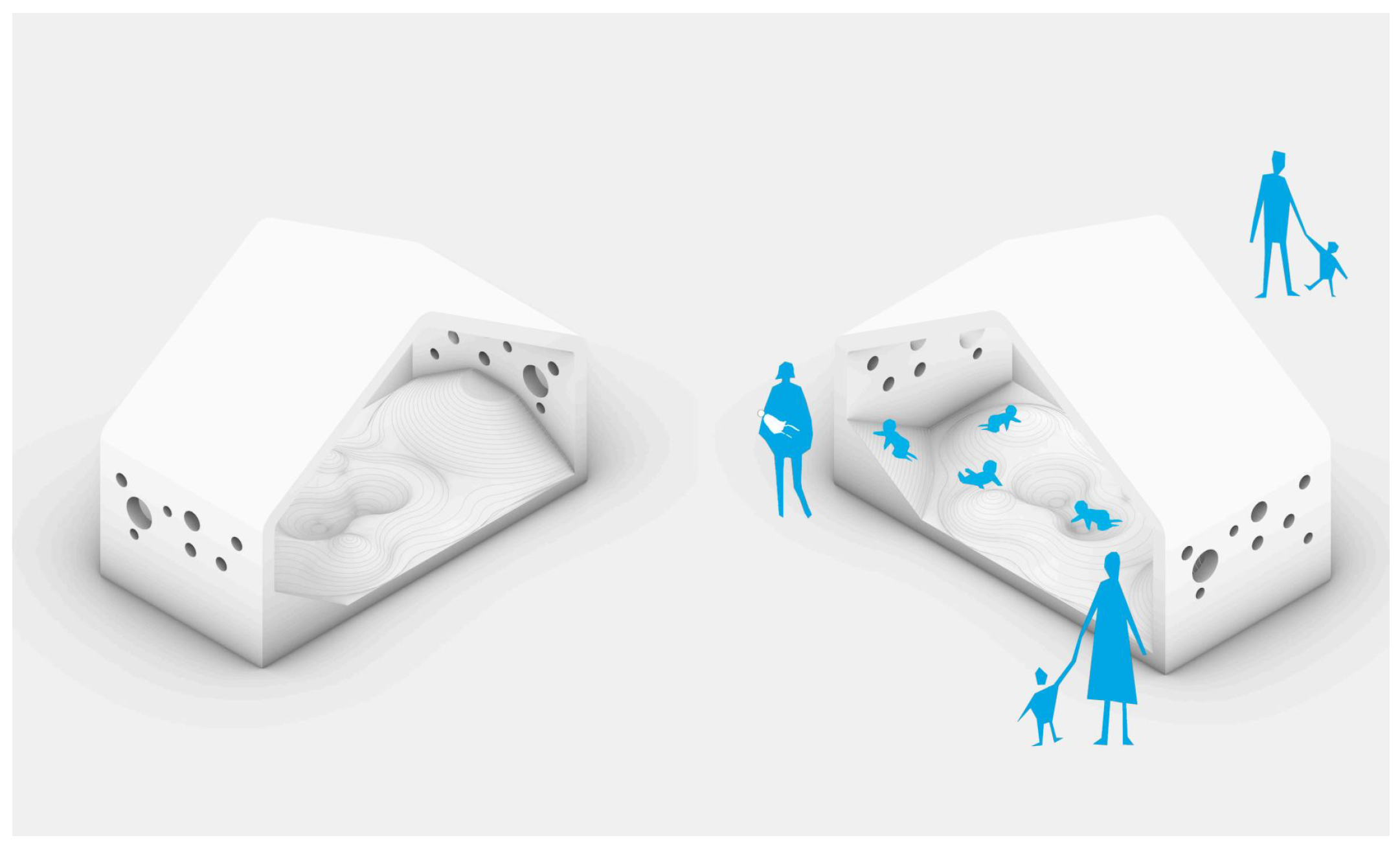
Figure 3.
Digital Fabrication Process.
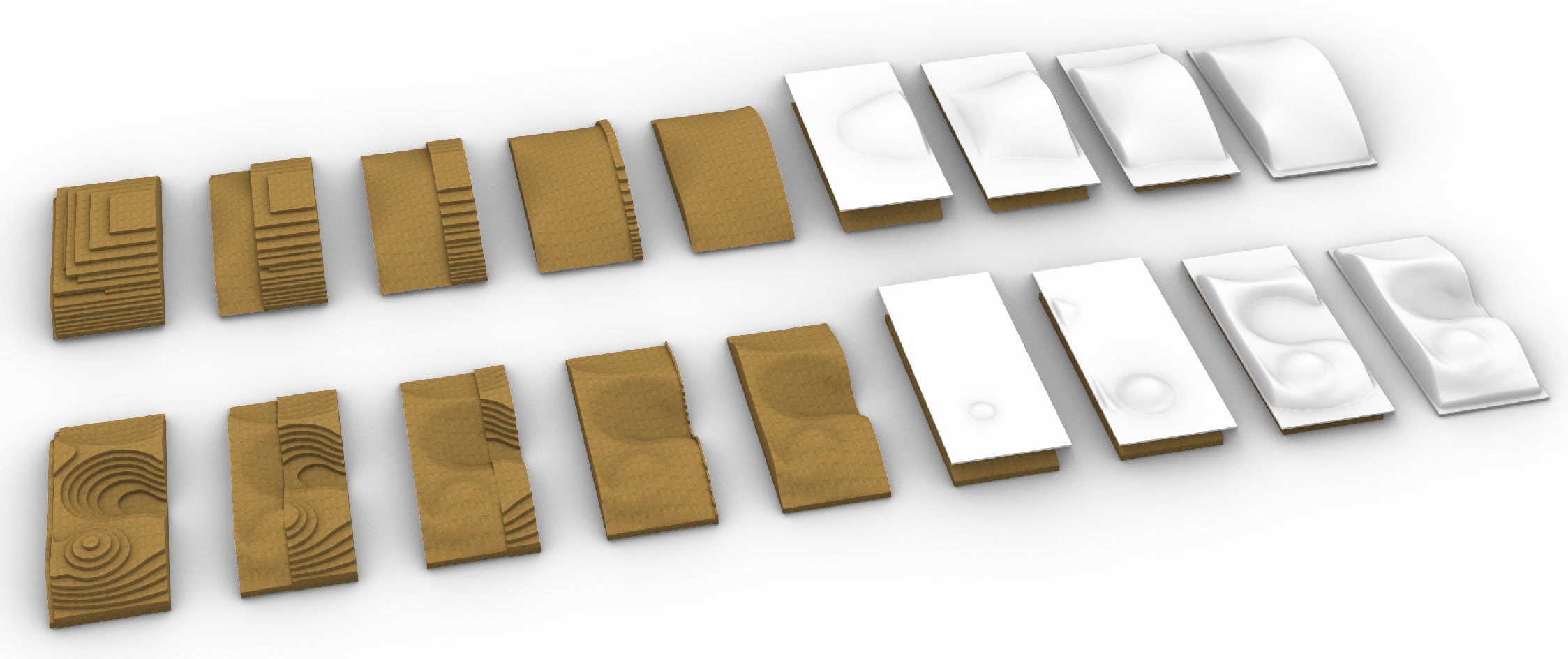
Figure 4.
Mold fabricate with robot.
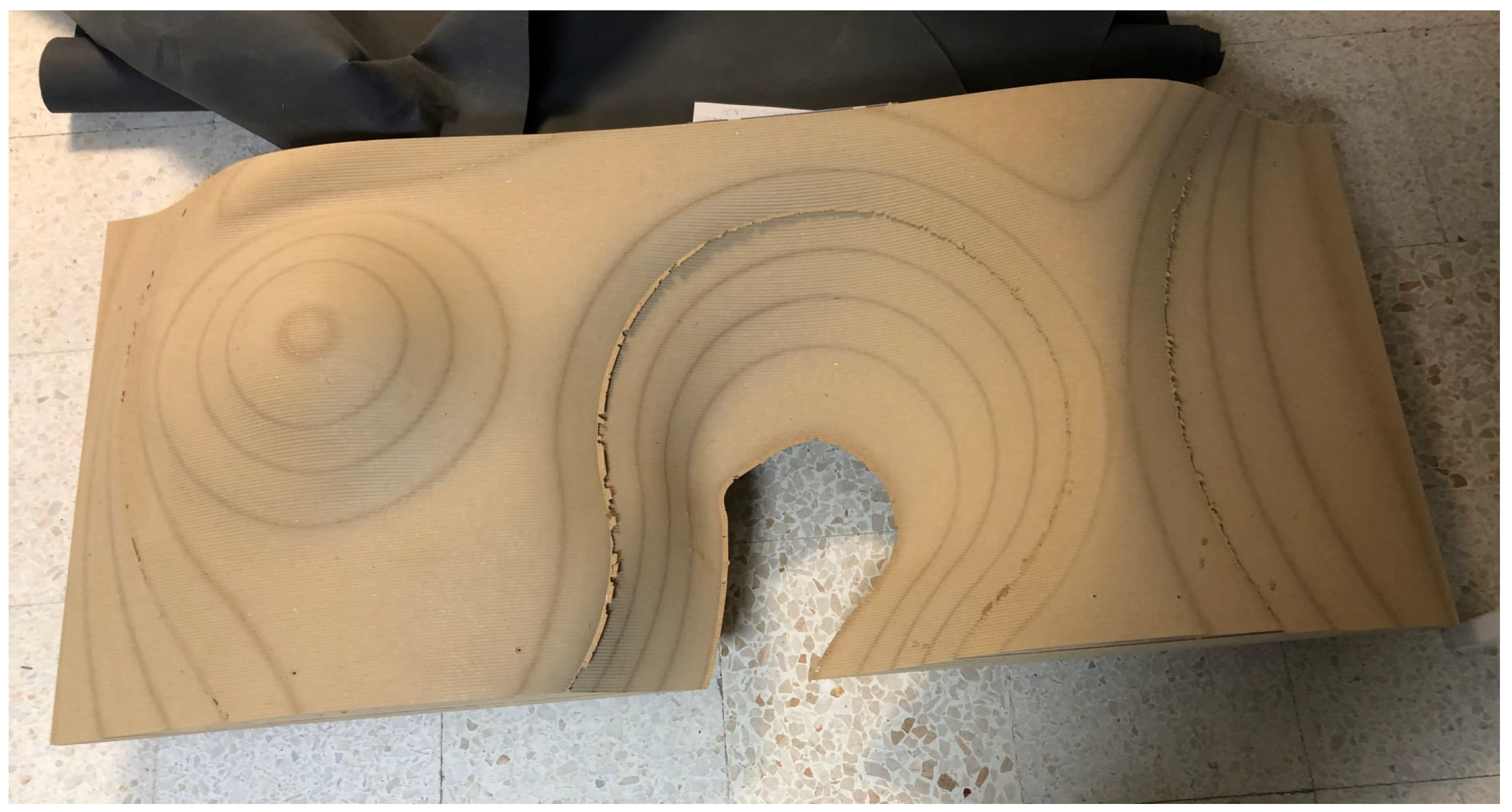
Figure 5.
First termoforming test with errors.
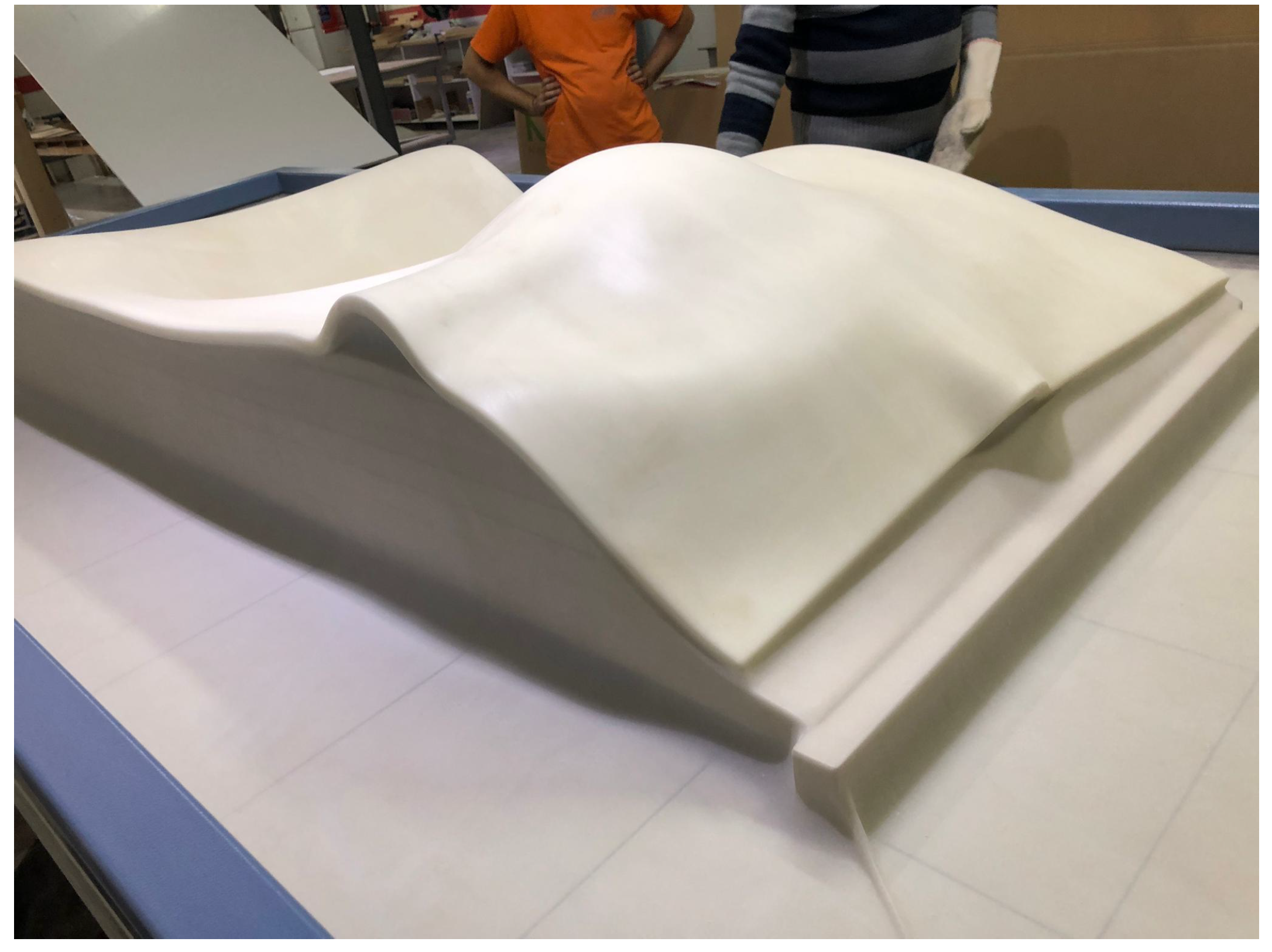
Figure 6.
Topological Analysis of Curvature and Radius.
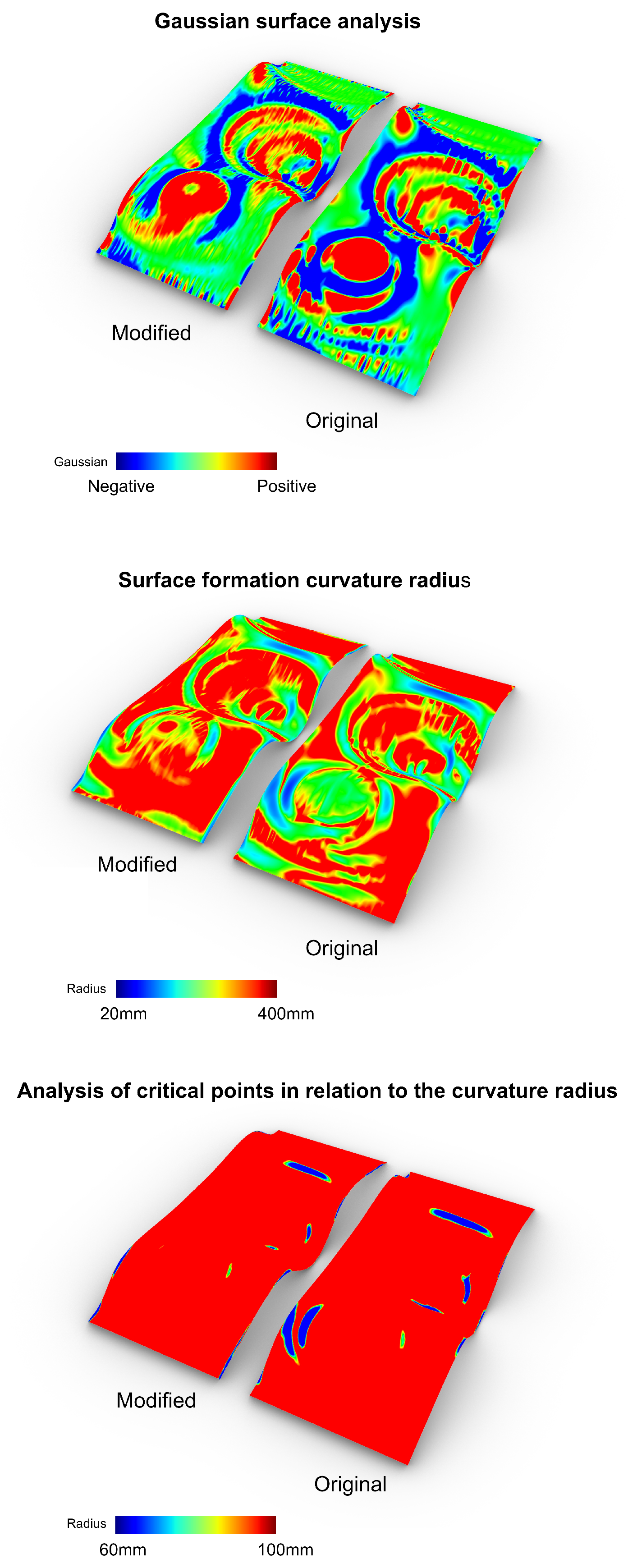
Figure 7.
Combination final termoforming piece. Same piece rotate 180º generating different shapes.
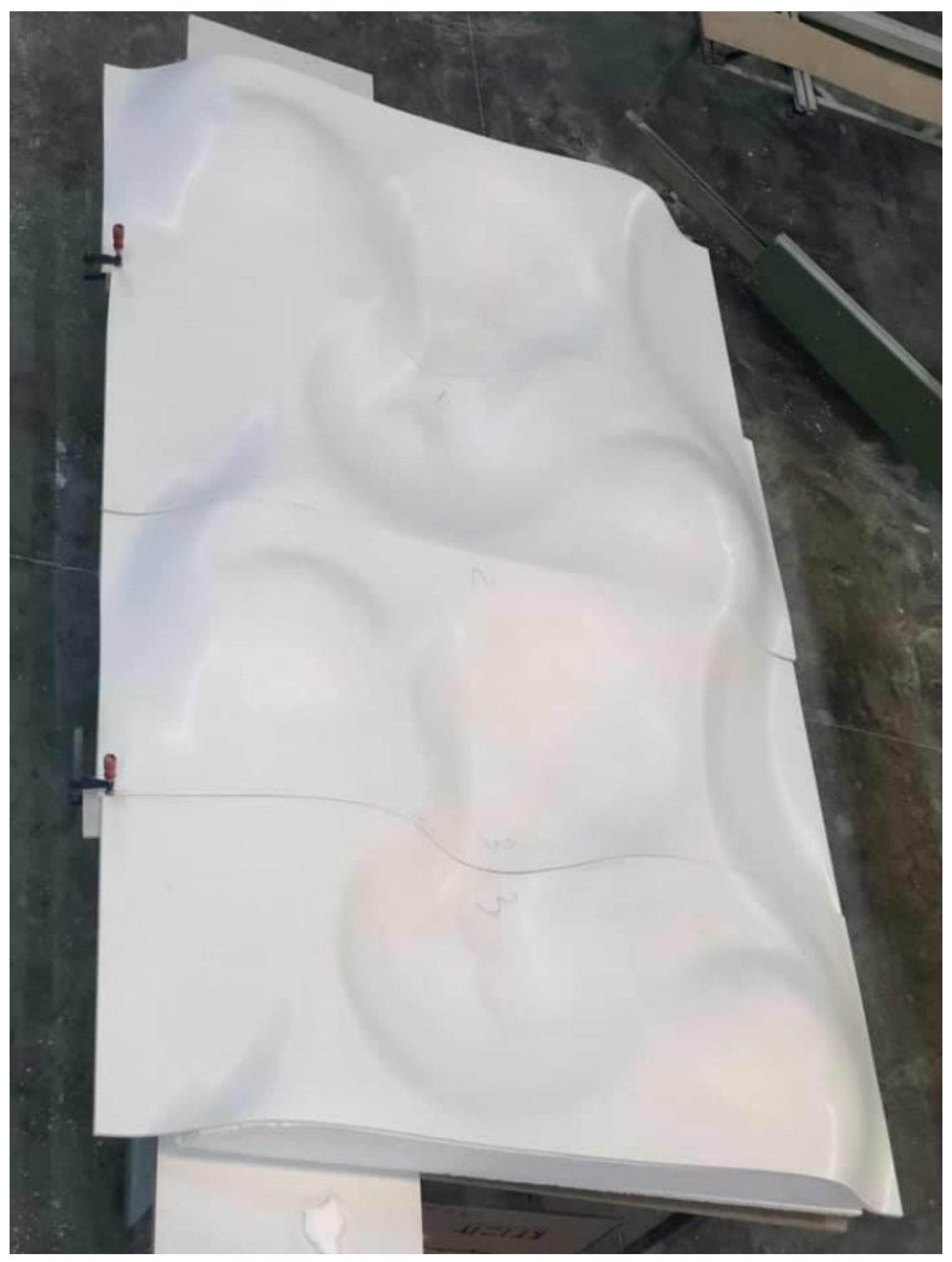
Figure 8.
Final Module 1 combinated pieces.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



