
Submitted:
07 October 2024
Posted:
08 October 2024
You are already at the latest version
Abstract
In the aerospace industry, the performance of materials on extreme conditions is crucial. This study addresses the development of nanoparticle-reinforced composite materials to improve thermal properties and flame retardancy in aerospace applications. As first approach, Zinc oxide (ZnO) nanoparticles were synthesized and incorporated into carbon fibers through the dip coating process. Subsequently, composite laminates were manufactured using the vacuum bag infusion method. The materials were subjected to flammability tests, following FAA regulations, to evaluate their performance against flame spread. The laminates reinforced with ZnO presented promise performances, suggesting a need for optimization in the incorporation of nanoparticles for safer and more efficient applications in the aerospace industry.
Keywords:
composite
; carbon
; Zinc oxide
; flammability
1. Introduction
Advanced materials are now considered from different points of view. Not only are they required for basic thermal and structural performance, but also for environmental harsh, safety, long term durability and reusability. Carbon – epoxy materials are well known for their mechanical strength, adequate glass transition temperature and cost-benefit ratio. However, automotive and aerospace industries are pushing their applications, trying to enhance their thermal stability and flame retardancy. Flame retardancy is a key feature if the composite will be used on vehicles where sources of fire are in proximity. Electrical failure, combustion and lightning strike are among the fire sources that could affect aerospace vehicles, putting in danger the passengers and payload. Then, materials’ protection, to minimize the fire impact on composite structures, have been developed in the last two decades. The first approach was to blend cyanate esters with epoxies for a cost-effective approach [1,2]. Second approach has been to incorporate chemically reactive phosphorus-based flame retardants, such as DOPO (9,10-dihydro-9-oxa-9-phosphaphenanthrene-10-oxide) or PMP (m-phenylene methylphosphonate). However, findings showed that 1) gel times is bigger than 40 min, 2) accelerated curing, (less than 70 min) and 3) 85% of crosslinking [3,4]. These modifications on the curing kinetics may be related to 2-step curing: a) initial epoxy ring opening and branching via the bender and then b) epoxy insertion into P–O-phenyl bonds for the crosslinking.Third approach has been to add ceramic nanoparticles, with the aim to benefit from their thermal stability. Aluminium tri-hydrate (ATH - Al (OH)3) and Boehmite (AlO (OH)) have proven their performance against electrical tracking and potential combustion issues [5,6,7,8]. Other metal-oxide based particles such as Silica (SiO2), alumina (Al2O3) or Zinc-Oxide (ZnO) have been used for protection against environmental factors such as moisture, pollution and UV radiation [9].
ZnO particles have shown effective features against UV and gamma radiation, and also enhancing thermal properties of polymers for the design of functional materials with applications in optics, catalysis and energy [10]. Recently, ZnO-thermoset composites have been used with success on electrical insulators and providing protection to space devices [11,12]. ZnO stands out from most metal-oxides due to its (i) ease to synthetize, (ii) cost–benefit ratio and (iii) absorption of UVR. Nontheless, there are few studies regarding its performance face to direct flame exposure nor radiation heat caused by fire.
The present study deals with the fire retardancy performance of carbon-epoxy composites, doped with ZnO nanoparticles.
Coupons were exposed to fire via vertical and horizontal flammability tests in order to characterize its degradation and to evaluate its feasibility to be used for the construction of the aerospace devices.
2. Materials and Methods
2.1. Materials
2.2. ZnO dip coating
To integrate the ZnO particles onto the carbon fabrics, dip coating was employed (Figure 1). Coating solution was prepared by dispersing 0.1 g of ZnO nanoparticles in 600 ml of ethyl alcohol, mixing by using ultrasonic and magnetic stirrers for 15 minutes each. Once the mixture was homogeneous, it was placed in a suitable container where one layer of carbon fabric was immersed for 12 h. After, carbon fabric was slowly removed and placed in recirculation oven for drying during 20 minutes at 88 ºC. Then, carbon fabric with ZnO was ready for resin infusion.
2.3. Vacuum Assisted Resin Infusion (VARI)
The Vacuum Assisted Resin Infusion process (VARI) went as follows. An Al mold was prepared with three layers of release agent, then 4 layers of carbon fabric doped with ZnO were placed. After, peel ply fabric is positioned over to create a textured surface; then, the distribution mesh to ensure a uniform distribution of resin through the plies. Resin inlet and outlet points are placed at the edges of the mold, using spiral and resin absorption hoses, with the appropriate connections. Finally, setup is covered with vacuum bag and sealed properly with butyl tape. Once the vacuum is verified, the resin, driven by the pressure difference, uniformly impregnatds the reinforcing layers. Curing last 16 h at 25 ºC.
2.3. Flammability tests
Flammability tests are used to determine the behavior of materials against possible heat sources. The methodology used was based on FAA standards [15,16], which provide procedures to test cabin, cargo compartment and miscellaneous materials. Two tests were deployed for this work: i) vertical and ii) horizontal. First one deals with the behavior of the material in the face of the flame; second one estimates the speed of flame propagation in the material.
Composite coupons with 76 x 305 mm were cut and conditioned at 21° ± 3 °C and 50% ± 5% HR, for at least 24 h. Gage length was drawn from 1.5 in (38 mm) to 11.5 in (292 mm) from the end of the sample that will be subjected to the flame.
The burner was positioned at 76 mm from the coupons edge and ignited with methane gas as fuel. Flame was adjusted to 7/8 in (22 mm) for the inner cone and 1.5 in (38 mm) from bottom to tip; and verified to have 1550°F using a 24 AWG thermocouple. For the vertical test, the specimen must be at 19 mm above the upper level of the burner (Figure 2a). For the horizontal test, the specimen was faced down and the burner was placed at the edge of the 1.5 inches (38 mm) mark (Figure 2b). For both tests, burner was positioned in the center of coupon’s width (Figure 3). Time of flame application was 12 seconds for the vertical test and 15 seconds for the horizontal test. After that, the burner went back to its initial position.
3. Results and Discussion
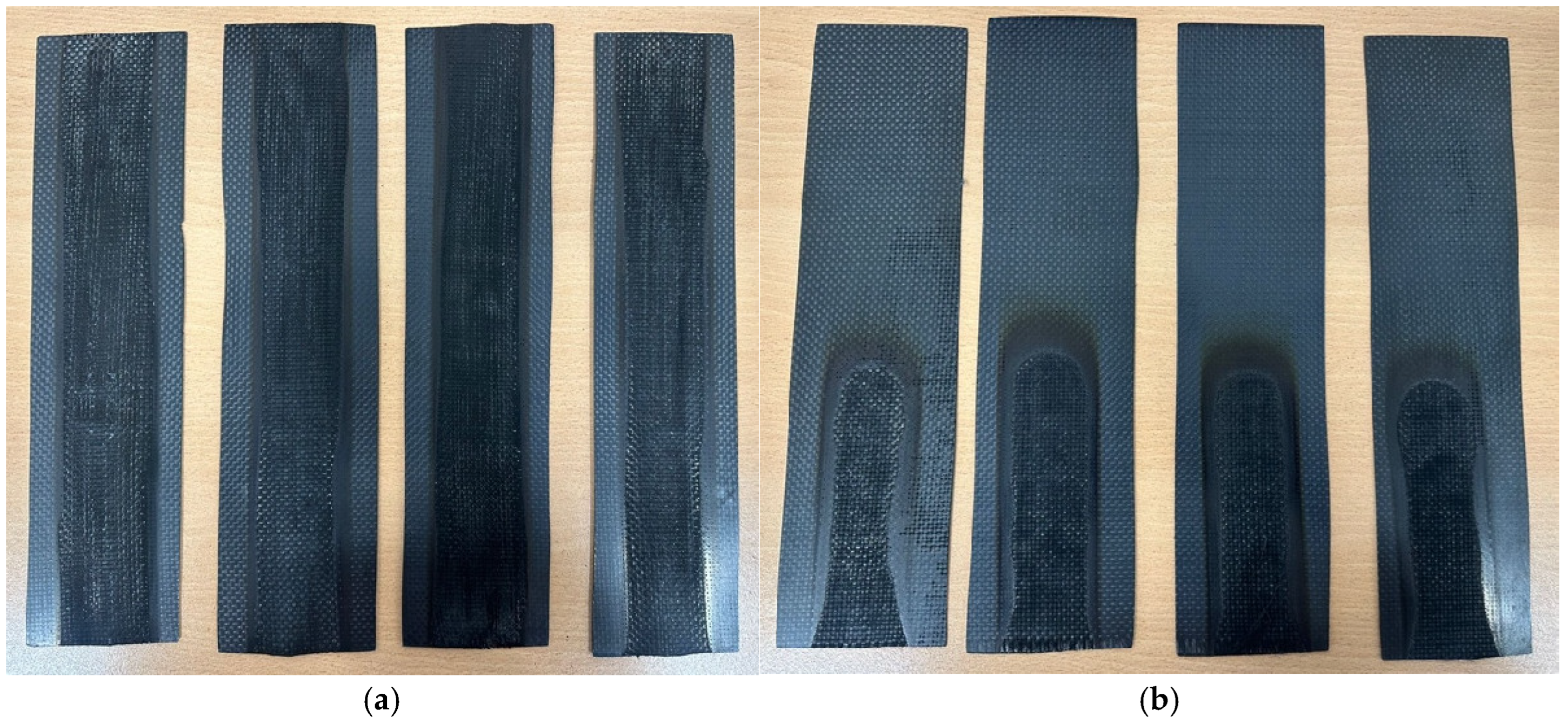
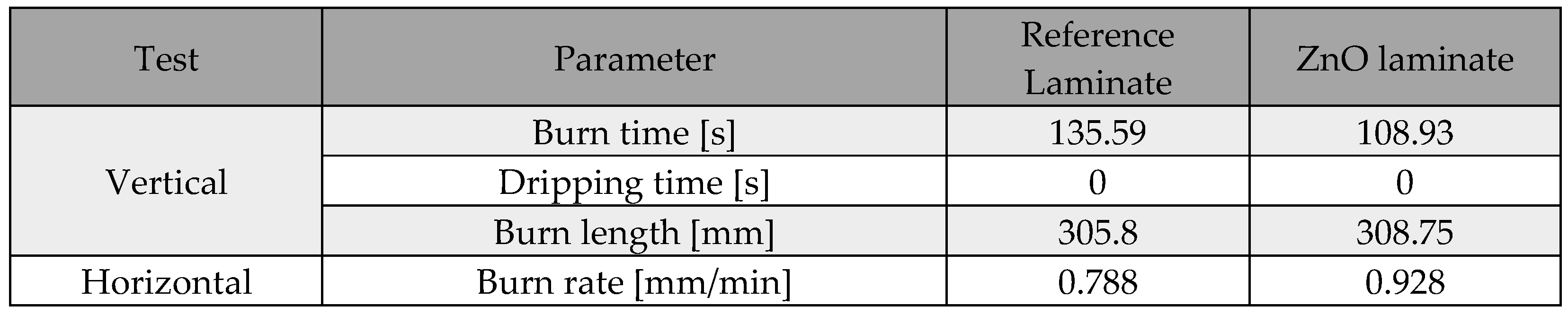
Results include measurement of flame time, burn length and flame spread rate, which are analyzed to determine the materials’ compliance with established safety regulations, according to specifications of the FAA. For vertical tests, the average burn time should not exceed 15 seconds, and the average burn length should not exceed 8 inches (203 mm). In case there is any sample dripping, time is measured from residual drip falling to self-extinguishing. Regarding horizontal tests, the average burn rate does not exceed 2.5 inches per minute. Table 1 presents a summary of the results, while Figures 3 to 6 illustrate the state of the specimens after the flammability tests.
On the vertical test, although the tested samples burned completely, it should be noted that the resin was consumed, but the carbon fibers in the external layers were only slightly carbonized. The burn time for the ZnO doped composites is lower than for the reference composites. This suggests that ZnO nanoparticles have provided some protection to the fibers because of the dip coating process. For the horizontal test, specimens showed self-extinguishing, but they did it outside the time allowed by the standards. In all the samples tested, no material dripping was observed, consequently reporting a dripping time of 0 seconds. For burn length and burn rate, the addition of ZnO particle has not represent a considerable influence.
Figure 4.
ZnO doped carbon-epoxy coupons after flammability tests a) vertical, b) horizontal.
4. Conclusions
ZnO nanoparticles were incorporated into carbon fibers with the aim of improving thermal, UV radiation, and flammability properties, critical aspects in aerospace applications.
EPOLAM 2015 composites with and without ZnO failed vertical flammability tests. However, EPOLAM 2015 with ZnO passed the horizontal flammability tests.
ZnO nanoparticles have provided some fire protection to the fibers, although it is necessary to continue investigating flammability reinforcement alternatives.
Further work will consider incorporation of Aluminium tri-hydrate (Al (OH)3), Magnesium hydroxide (Mg (OH)2) or Boehmite (AlO (OH)) or Geopolymers which have showed flame retardancy properties.
Acknowledgments
This research was funded by CONAHCYT, grant number 275783 and A3-S-65807.
References
- Salunke A, Sasidharan S, Gopinathapanicker J-C, Kandasubramanian B, Anand A. Cyanate ester epoxy blends for structural and functional composites. Am Chem Soc 2021; 60 (8): 3260–77.
- Ren P, Liang G, Zhang Z. Epoxy-modified cyanate ester resin and its high-modulus carbon-fiber composites. Polym Compos 2006; 27 (4): 402–9.
- Wang Z, Gao X, Li W. Epoxy resin/cyanate ester composites containing DOPO and wollastonite with simultaneously improved flame retardancy and thermal resistance. High Perform Polym 2020; 32 (6): 710–8.
- Wu T, Piotrowski AM, Yao Q, Levchik SV. Curing of epoxy resin with poly(m- phenylene methylphosphonate). J Appl Polym Sci Sep. 2006; 101 (6): 4011–22.
- Elbasuney, S. Novel multi-component flame retardant system based on nanoscopic aluminium trihydroxide (ATH), Powder Technol. 2017; 305: 538–545.
- Shi Z, Fu R, Agathopoulos S, Gu X, Zhao W. Thermal conductivity and fire resistance of epoxy molding compounds filled with Si3N4 and Al (OH) 3, Mater. Des. 2012; 34: 820–824.
- Karger-Kocsis J, Lendvai L. Polymer/boehmite nanocomposites: a review, J. Appl. Polym. Sci. 2018; 135: 45573.
- Nazir M-T, Khalid A, Akram S, Mishra P, Kabir I-I, Yeoh G-H, Phung B-T, Wong K-L. Electrical tracking, erosion and flammability resistance of high voltage outdoor composite insulation: Research, innovation and future outlook. Materials Science & Engineering. 2023; R 156: 100757.
- Taherian, R. Application of polymer based composites: polymer-based composite insulators, Electr. Conduct. Polym. -Based Compos. Exp., Model. Appl. 2019; 131–181.
- Wang Z, Bockstaller M-R, Matyjaszewski K. Synthesis and applications of ZnO/ polymer nanohybrids. ACS, Mater. Lett. 2021; 3: 599–621.
- Sunanda, C. , Dinesh M., Vasudev N. Performance evaluation of Silicon Rubber insulating material with MgO and ZnO nanofillers. 2016 IEEE International Conference on High Voltage Engineering and Application (ICHVE): IEEE; 2016. p. 1–5.
- Piedra S, Torres M, Ledesma S.Thermal numerical analysis of the primary composite structure of a CubeSat. Aerospace 2019; 6: 97. [CrossRef]
- Camacho N, May-Crespo J-F, Rojas-Trigos J-B, Martínez K, Marín E, Mondragón-Rodríguez GC. Thermal properties and degradation kinetics of epoxy-γ-alumina and epoxy-zinc oxide lightweight composites. Revista mexicana de física, 2020; 66 (4): 479-89.
- Torres M, Burdin K, Renteria-Rodríguez A-V, Franco-Urquiza E-A. Degradation of epoxy-particles composites exposed to UV and gamma radiation. Chemistry, 2023; 5: 559–70. [CrossRef]
- FAA. Aircraft Materials Fire Test Handbook. Chapter 1. Vertical Bunsen Burner Test for Cabin and Cargo Compartment Materials., April 2021.
- FAA. Aircraft Materials Fire Test Handbook. Chapter 3. Horizontal Bunsen Burner Test for Cabin, Cargo Compartment, and Miscellaneous Materials., 2018.
Figure 1.
Dip coating process to add ZnO particles onto carbon fabrics, a) ZnO – alcohol stirring, b) dip coating, c) carbon fabric doped with ZnO.
Figure 1.
Dip coating process to add ZnO particles onto carbon fabrics, a) ZnO – alcohol stirring, b) dip coating, c) carbon fabric doped with ZnO.
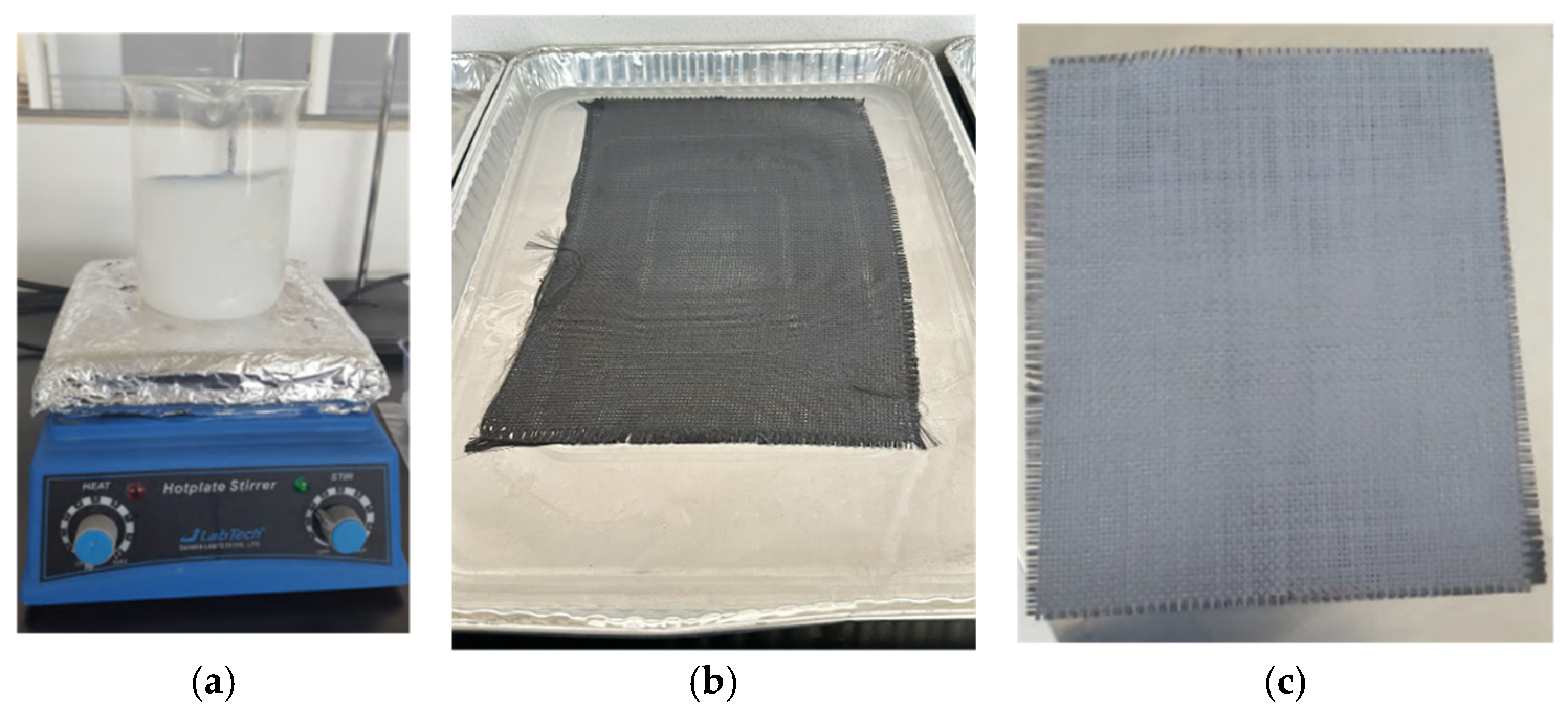
Figure 2.
a) VARI process for the coupons, b) and c) Flammability tests vertical and horizontal respectively.
Figure 2.
a) VARI process for the coupons, b) and c) Flammability tests vertical and horizontal respectively.
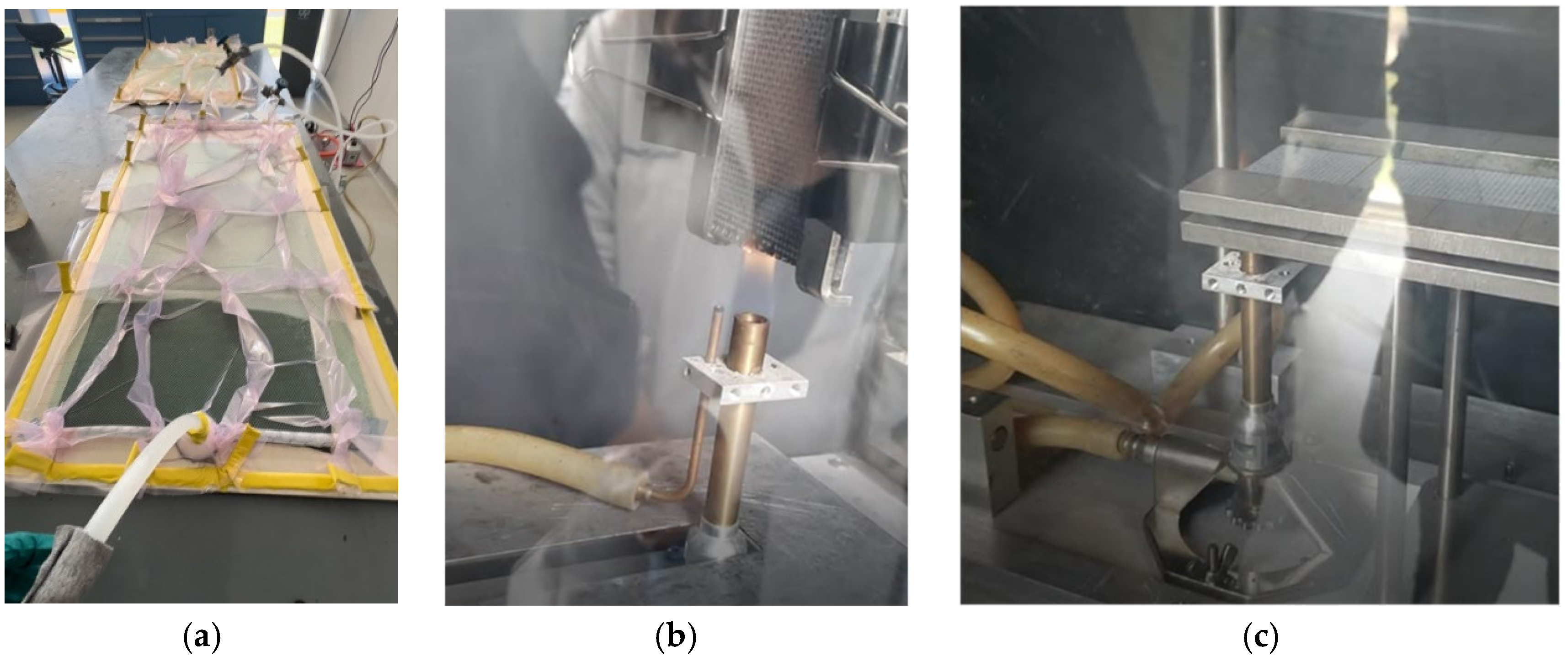
Figure 3.
Reference carbon-epoxy coupons after flammability tests a) vertical, b) horizontal.
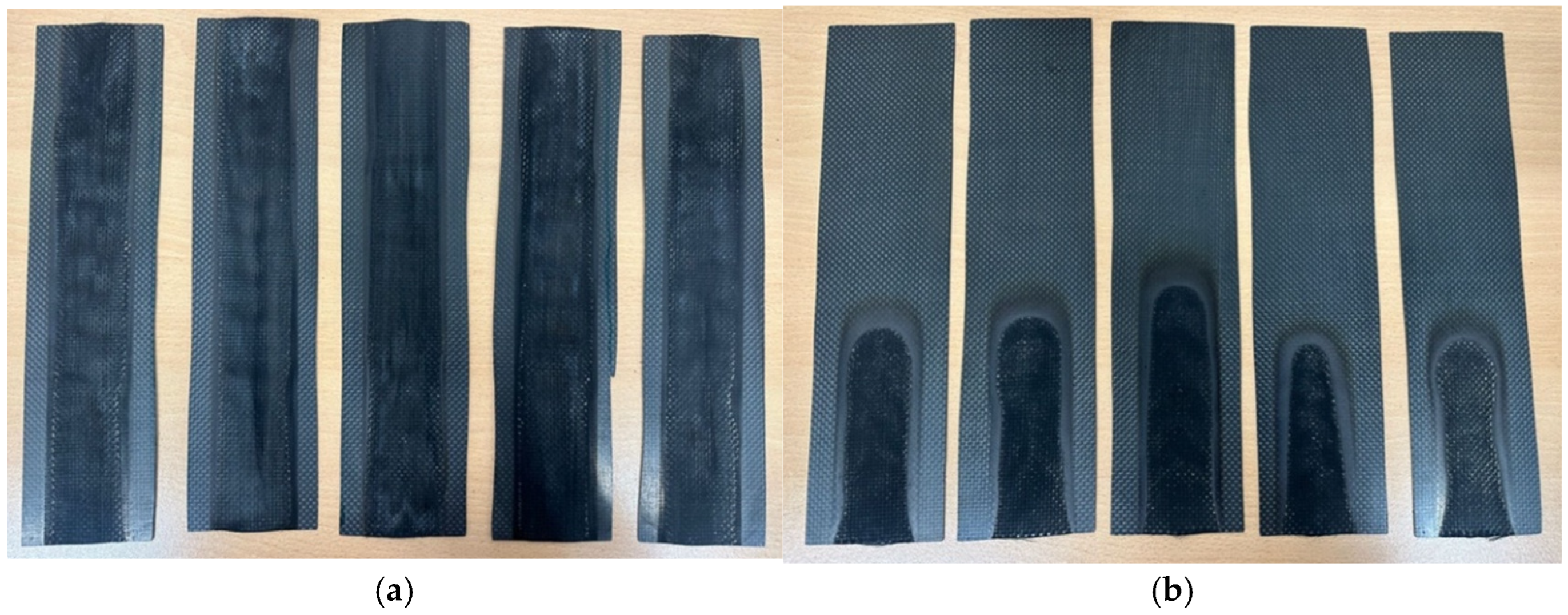

Table 1.
Flammability results for reference and ZnO doped epoxy-carbon composites.
 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



