
Submitted:
10 October 2024
Posted:
10 October 2024
You are already at the latest version
Abstract
Prepregs, which are resin-impregnated and expensive composites, are mainly limited to high-end applications within the aeronautical, defence, automotive, and energy sectors. Prepreg technology is mainly protected by under trade secrets resulting in limited studies on recent advancements. A Scopus search revealed 861 articles and 16 reviews for the keywords ‘epoxy’ and ‘prepreg’. However, this was narrowed down to 123 articles and 4 reviews using keywords ‘formula development’ and ‘B-stage’. In this review, the control strategies of B-staging, resin tack, and viscosity and their measuring techniques are discussed. Based on resin impregnation techniques and B-stage control, two approaches are proposed to develop prepreg resin formulations: conventional resin impregnation and viscosity-controlled resin impregnation. The approaches would be extremely useful especially for advancing beyond the existing prepreg applications and developing smart materials and functional composites through advanced resin modification strategies.
Keywords:
epoxy prepregs
; resin formulation
; viscosity
; tack
; B-stage
Introduction
Nowadays fibre-reinforced polymer composites are widely used in manufacturing industries and as a result, the demand for traditional bulky metallic materials such as steel has gradually decreased. Due to this reason, material scientists have developed a novel composite material by pre-impregnating resin in a fibre fabric which is commonly known as prepregs and has been branded as viable raw materials for many advanced applications. The commercial prepregs are available in rolls and can be utilized for direct layups of complex moulds without handling any liquid resins. Most importantly prepregs reduce the risk of having poor resin distribution and ultimately enhance the quality and consistency of the site components. The resin used in prepregs is either pre-catalyzed or B-staged in order to reduce the cure time when it is moulded during the layup. Most importantly, prepregs can be used in applications where excellent performance, quality, and consistency are required in the final product such as aerospace, defence, and automotive components.
According to Duhovic et al., the first prepregs were developed in the late 1980s by impregnating thermoplastic matrices into fibres [1]. However, in a recent review conducted by Lukaszewicz et al., on automated prepregs layup technology, the inception of prepreg history goes back to as early as the 1970s, during which commercial carbon fibres became available [2]. Further improvements in automated tape layup (ATL) and manual fabrication of prepregs were taken place during the 1980s [2,3,4,5]. An insight into historical prepregs developments, which is found in the literature is highlighted in Table 1.
Most of the reviews published on prepreg development during the decade and their main objectives are summarized in Table 2. Although there are numerous reviews conducted on prepregs, most of the reviews are mainly focused on pos curing, prepreg layup and property improvements, prepreg defects, and prepreg testing.
According to Table 2, three reviews are focused on the common manufacturing techniques and post-curing methods of prepregs including vacuum bag-only (VBO) and out-of-autoclave (OOA) techniques [10,11,12]. Out-of-autoclave technique has gained great attention during the last decade as it brings autoclave quality parts but with reduced cost and environmental impact, and enables using diversified equipment including conventional ovens, heating blankets, etc [10]. Further, the OOA technique can be used with less expensive and lightweight cores and as a result, it can eliminate some of the major autoclave-induced defects such as honeycomb core crush [10]. Centea et al., have conducted a recent review on material properties, process phenomena, and manufacturing considerations of OOA prepregs, especially for the aerospace industry [10]. When highlighting the resin properties, the authors have highlighted that most of the published work on VBO prepregs employed commercially available prepregs [10]. A similar review has been conducted by Shaik et al., focusing on the OOA prepregs for aerospace component manufacturing and highlighting the cost optimization and improvement of cycle time [11]. Ekuase et al., have conducted a review focusing more on OOA processing techniques for a wide range of applications [12]. The review summarizes some of the common OOA processing techniques including vacuum bag only, resin transfer molding, vacuum assisted resin transfer molding, quickstep curing, Seeman composite resin infusion molding process, resin film infusion, and resin infusion under double flexible tooling.
Several recent reviews have been published highlighting the prepreg defects, the importance of quality measurements, and the involvement of nanotechnology to overcome the delamination of prepregs [13,15,16]. A critical review conducted by Hassan et al., on manufacturing defects highlighted the strong links between the manufacturing defects and sub-processes including laying up, bagging, and curing of complex-shaped laminates for aircraft structures [13]. Another review conducted by the same group identified the possible defect-related factors during the process starting from layup to curing process [16]. In the same review author concluded that the vacuum bagging process is the most critical process that hugely contributes towards the void content and resin accumulation. However, there is no indication of the effect of the resin composition of prepregs on the discussed defects. The involvement of nanomaterials as a possible solution for the delamination effect and the common challenges for manufacturing nanoengineered prepregs are briefly discussed in a recent review conducted by Islam et al. [15]. As claimed by the authors, mixing nanomaterials with resin has been a common practice and the main challenges include maintaining resin viscosity during impregnation and avoiding particle agglomeration. However, information on the use of nanomaterials for resin matrix development in prepreg and their effect on resin viscosity is unclear. Finally, the authors have concluded that the addition of a nanolayer between the prepreg layers may have a significant effect in lowering the delamination effect. Björnsson et al., have emphasized the challenges of the automated layup process of prepregs in their review and highlighted that providing comprehensive solutions for material handling could be hard due to different materials properties [14].
A very informative review of prepreg tack and its underlying mechanisms, and tack-measuring techniques has been conducted by Budelmann et al. [17]. The authors reported that the time-temperature superposition principle can be used to describe the relationship between viscosity and tack of resin matrix in prepregs. This is extremely useful for the development of resin matrix for prepregs. Another review conducted by Jiang et al., have highlighted quality control strategies available for epoxy-based prepregs [18]. In this review, the use of near Infrared (NIR) spectroscopy and micro-CT (computed tomography) as quality control analysis techniques of prepregs have been highlighted.
Based on the recent reviews published on prepregs, it is important to notice that none of these studies are focused on resin matrix properties and development for prepregs and overlook prepregs development steps, which would be useful when developing new prepregs with improved properties. Moreover, the disclosure of chemical composition has been restricted by most of the prepreg manufacturers, therefore the available literature on prepreg components and chemical formulation is very scarce. The available literature on prepreg resin formulation and their curing conditions is reviewed under section 3.0.
As described in the overview shown in Figure 1, this review mainly focuses on the epoxy resin matrix development parameters and how these parameters prepreg development process. The B-staging, resin tack, and resin viscosity are considered the most important epoxy resin parameters, and control of the same is discussed in detail in section 3. After reviewing the limited number of studies on resin matrix development, two approaches have been identified for prepreg resin impregnation, namely the conventional resin system and the viscosity-controlled resin system. The differences between these two systems along with current challenges in epoxy prepreg development are discussed in section 4. Moreover, prepreg history, applications, and current prepreg market highlights are also discussed briefly in section 2. As this study compiles recently published information mainly on epoxy resins for prepregs, this review would be extremely useful for further modification of prepreg resin and the use of modified resin for smart material development.
2. An insight into Current Prepreg Applications and Commercial Prepreg Manufacturing Market
2.1. Current Prepreg Applications
Owing to the excellent mechanical properties and light weight of prepregs, commercial prepreg manufacturing has increased rapidly during the last few decades. Compared to many other fiber-reinforced composite manufacturing processes, the use of prepregs in manufacturing is confined to high-performance components in aerospace, defense, luxury automotive, sporting equipment, and wind turbine manufacturing [19,20,21,22,23,24,25,26]. An overview of the main industrial sectors that use prepregs is shown in Figure 2.
It is important to highlight the significant increase in composite usage in the aerospace industry during the past few decades [19,21,22]. It is reported that the usage of composite materials especially in aircraft has significantly increased from about two percent (by structural weight) to 24 percent [19]. The article published by Setlak et al., highlighted the significant increase in the utilization of composite materials for the manufacturing of modern aircraft such as Airbus A-380, Boeing B-787, and Lockheed Martin F-35 from 2008 to 2019 [27]. It is further found that more than 50% of the total materials used for manufacturing modern Airbus and Boeing aircraft originated from prepregs [28,29,30]. Aircraft manufacturers often use automated tape layup (ATL) tools to produce large aircraft parts using epoxy prepregs. The tool head is multifunctional, thus enabling it to remove the backing paper from prepreg tape, layup, cut the material from a precise location, and begin the same process from the next position [29].
Owing to the complex structure of wind turbines, prepregs technology has been used to produce various sizes of wind turbine blades by several major wind turbine producers in the world [31,32,33]. In the early days, wind turbine blades were mainly produced through wet layup and wet winding methods [32]. However, the current trend is mostly towards hand layup prepregs and automated technologies such as automated tape layup (ATL) or automated fiber placement (AFP), resulting in very high-quality wind turbine blades [32]. Autoclave technology is often proven to be a better method to produce wind turbine blades with high structural properties [24].
One of the biggest restraints of using CFRP materials with thermoset resins in the automobile manufacturing process is the longer curing time, which ultimately limits the faster production process. However, this can be avoided by using prepregs along with an out-of-autoclave (OOA) curing process to generate faster and quality production processes. For the first time in 2014, Mitsubishi Rayon Corporation in Japan produced decklid inner and outer panels for their supercar; Nissan GT-R using prepregs and found out that the car’s trunk aesthetic has been increased and most importantly, the 40% reduction of mass [34]. Lee et al., examined the feasibility of the vacuum-assisted prepreg compression molding (VA-PCM) technique to produce CFRP roof plates for automobiles [35]. Although VA-PCM involves more material cost when compared to conventional PCM, the panels produced by VA-PCM have low defects. The well-known Formula 1 car manufacturers use prepreg technology to produce major body parts, which could be about 80% of the total volume of a car [26]. The replacement of hood and roof parts for the sports car, Corvette Stingray from epoxy-based carbon fibre prepregs has gained several advantages including reduction of mass (about 50%), cycle time (66%), direct part cost (30%) and consumable cost (75%) without losing mechanical properties (Figure 5a) [36].
With the recent advances in smart materials, researchers have tried to integrate prepregs with some of the smart applications. Although most of these applications are still at the research level, it is worth highlighting some of them. Hwang et al., have developed piezoelectric GFRP (glass fibre reinforced polymer) prepregs by simply mixing piezoelectric powder (Pb(Ni1/3Nb2/3)O3-Pb(Zr, Ti)O3) (PNN-PZT) with epoxy resin and impregnated into glass fibres [37]. These composites can function as impact sensors and the summary of their process is shown in Figure 3. Although they have used an epoxy resin, not mentioning the type of epoxy and curing conditions or agents are some of the major drawbacks of this study.
A group of researchers has developed shape-memory polymer prepregs by simply integrating shape-memory polymer powders between commercially available prepregs mainly for aeronautical structures [38,39,40,41]. A study conducted by Herath et al., on shape-memory polymer composites highlighted the use of shape-memory polymer prepregs for deployable space habitats as depicted in Figure 4 [41,42].
Nanoparticles such as graphene nanoplates, graphene oxides, and carbon nanotubes are used with prepregs to produce smart fibre-reinforced composites for various applications including wearable devices, machine tools, aircraft parts, sensors, etc [43,44,45,46,47]. However, the availability of information on nanoengineered prepregs and smart prepregs is extremely limited and the practical use is still unclear.
2.2. Prepreg Market Highlight
Recent market research highlighted that the current global market size of prepreg is forecast to reach USD 25.69 billion by 2031[48]. The report further emphasized that there could be a rapid growth of carbon fibre prepregs, which is currently dominating the current prepreg market representing over 84% of the total market value. This prediction is based on the fact that automotive manufacturers are forced to utilize carbon fibre composites and reduce the overall weight of automobiles which helps to reduce carbon emissions and increase fuel efficiency.[48]. Based on a market report published by Lin highlighted the gradually increasing demand for carbon fibre reinforced polymer (CFRP) composites from 2008 to 2025 [49]. It is predicted that CFRP demand will be increased to 285 kilotonnes in 2025. The prepreg layup, pultrusion, and winding processes represent over 50% of the total global CFRP demand by process (Figure 5a). When compared to other composite manufacturing processes, the pultrusion and winding process has the least material waste, thus increasing the demand for CFRP production [50].
Figure 5.
Market overview showing (a) CFRP production by process and (b) main prepreg manufacturers in the world [49].
Figure 5.
Market overview showing (a) CFRP production by process and (b) main prepreg manufacturers in the world [49].
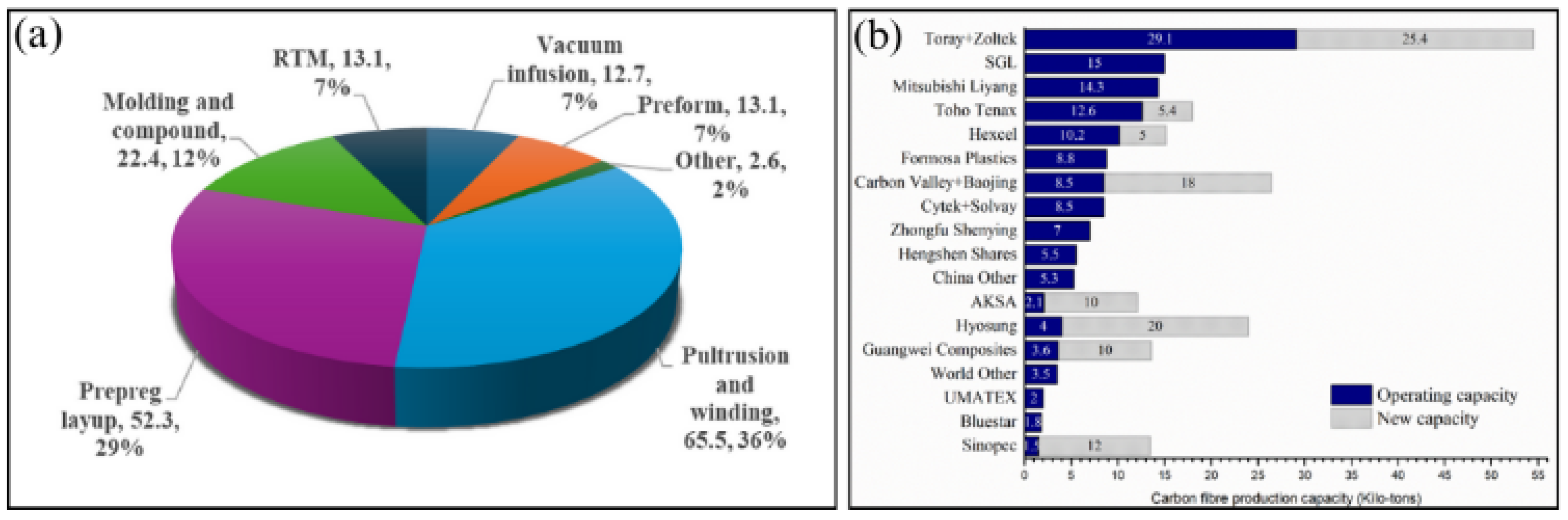
Composite manufacturers use highly expensive autoclaves to cure components made using prepregs. Also, requires clean rooms, vacuum bagging equipment, etc which causes the cost of CFRP per kilogram to be about £6.38/kg, while that of steel and aluminum remain around £0.30/kg and £1.36/kg, respectively [51,52]. All the above factors along with the high energy consumption and elevated manual labor for prepreg layup have made prepreg manufacturing more expensive than the manufacturing of ordinary composites starting from dry fibres and resins [52]. Market research conducted by IndustryArc emphasized that the prepreg market is mainly governed by technology launches, acquisitions, and research and development (R&D) activities [53]. Because of these limitations along with massive R&D activities, and limited availability of resin formulations, the global prepreg industry has been confined to several giant composite manufacturers as seen in Figure 5b.
3. Resin Matrix for Epoxy Prepreg Manufacturing
The resin is one of the main components of prepreg, usually representing 31% to 42% of the total prepreg composition [54]. The main function of the resin matrix is to act as the medium for the reinforcement material while providing consistency to the composite material. The resin in a prepreg usually remains in the B-stage or partially cured stage until it is used in the final application. During the post-curing, the resin material undergoes a chemical reaction resulting in a hardened composite material with improved mechanical and physical properties. In this section, important resin parameters for prepreg manufacturing including, B-staging, viscosity, and tackiness are discussed.
3.1. Key Parameters for Epoxy Resin Matrix Development
3.1.1. B-Stage Control
Most of the commercially available prepregs are made with thermosetting resins such as epoxies. However, there can be thermoplastic prepregs and hybrid-type prepregs for specific applications. The thermoset resins can be crosslinked using various types of curing agents. The crosslink density in a thermoset resin can be determined using the degree of cure, based on which, any thermoset composite can be categorized into three major stages: A-stage, B-stage, and C-stage (Figure 6). A-stage refers to the initial stage when the epoxy and curing agent molecules exist as separate components with zero crosslinks, whereas C-stage refers to the resin system with high cross-link density. The C-stage is achieved by the post-curing process [55]. The B-stage occurs in between the A and C-stages where the thermoset is partially cured with fewer crosslinks so that resin viscosity can be still controlled by temperature [55,56]. Most of the commercially available epoxy-resin matrices are in B-stage condition. In general, B-staged resins do not cure at room temperature and can be stored as solid composites for longer periods [56]. However, the shelf life of prepreg material is highly dependent on the type of curing agent in the matrix, and hence further cross-linking could occur if the matrix contains a low-temperature curing agent, especially during transportation and storage.
Control of B-stage or degree of cure is vital when developing epoxy-prepregs as it accounts for viscosity and tack; two other important parameters for prepreg resin development. Further, the optimum B-stage is crucial for maintaining drape, tack, and optimum handling of prepreg at different temperatures. If the degree of cure is too low, it may result in excellent handling and drape properties, but it could lead to insufficient tack. On the other hand, a high level of degree of cure may result in poor handling of prepreg [57]. There are different approaches to controlling B-stage and the most common method is to expose the resin mixture for a specific time at room temperature. In addition, some studies have used elevated temperature while some have used different types of hardeners to control B-stage [57,58]. Table 3 summarizes some of the recent studies with different B-stage control strategies.
Mohan et.al., developed an in-house unidirectional carbon/epoxy prepreg for aerospace applications by modifying an existing prepreg manufacturing process [20]. The authors employed Methyl tetrahydrophthalic anhydride (MTHPA) as the curing agent to cure the resin. However, the drapability, which solely depends on the viscosity of the resin was visually inspected. This is a major drawback of this study as the control of viscosity plays a major role in the epoxy prepreg manufacturing process.
Banks et al., conducted a case study on the development of glass/epoxy prepreg for marine and civil infrastructure applications [57]. The degree of cure was varied from 1 to 57% by holding the prepreg at room temperature for different times in order to determine the optimum degree of cure for better handling, drape, and tack properties of the developed prepreg. It is worth noting that the term ‘rotational speed’ in the context of oscillation performance is not accurate. This is because rotational mode may be used to determine a partially cured resin matrix as it could destroy the crosslinks leading to fault results. As per the results, the complex viscosity is increased with increasing the degree of cure. Furthermore, it is interesting to note the typical Newtonian behaviour of resin mixture below 30% of the degree of cure as the viscosity is independent of the rotational frequency. However, when the degree of cure is further increased from 30% to 57%, the viscosity changes with the rotational speed revealing the non-Newtonian behaviour of the resin matrix (Figure 7). The overall results suggested that 30% of cure could be the best for prepreg properties with adequate resin viscosity.
Recently, several researchers attempted manufacturing different types of prepregs by using different resin formulations and B-staging conditions [59,60,61]. Surprisingly, all these studies lack information as to how the B-stage was determined. Two types of natural fibres were used to produce epoxy prepregs by Dalla Libera Junior et al., in two different studies [59,61]. However, the effect of fibres on B-staging has not been discussed or analysed. Similarly, Karakurt et al., studied the effect of poly(amidoamine)(PAMAM) functionalized graphene oxide on the electrical and thermal properties of carbon/epoxy prepregs [60]. Based on the published literature, the addition of particles could enhance the viscosity, therefore affecting the B-stage conditions [62,63,64]. Although there was a significant amount of PAMAM functionalized graphene oxide amount (up to 15 wt%) added to the epoxy matrix, the lack of determination of the degree of cure or viscosity is a major drawback of this study. Pouladvand et al., presented a different approach to control the degree of cure by changing the amount of low-temperature curing agent along with temperature [58]. Interestingly, they used off-stoichiometric levels of low-temperature hardener and presented the linear relationship between the amount of hardener and degree of cure. The study suggested that the approach can be used to produce prepregs with tailored tack and drape. Budelmann et al., evaluated the effect of B-staging on prepreg tack [62]. The cure enthalpy values obtained from DSC analysis were used to calculate the B-stage using Eq 1,
where, is the degree of cure, is the residual heat enthalpy, and is the total reaction enthalpy [62]. (More details about this study can be found under section 3.1.2).
It is important to notice that most of the studies discussed above have used low-temperature curing agents and hence the control of B-state is crucial. However, prepreg production through a hotmelt resin impregnation approach can be used to avoid the drawbacks of B-stage control and is discussed in later sections in this review.
3.1.2. Viscosity and Flow
Viscosity and flow of the resin matrix are some of the key factors to consider when manufacturing prepregs as they directly affect the resin impregnation, drape, tack, and final properties of prepregs. The ability to resist the flow is defined as the viscosity of a substance. Flow viscosity is important for determining the viscosity of neat resins, whereas complex viscosity plays a major role in setting up the resin impregnation temperature and, pre or post-curing cycles of prepregs. The resin matrix viscosity of prepregs is highly dependent on a few factors including the type of resins, impregnation temperature, curing agents, and tougheners used in prepregs. Some of the processing conditions especially in thermoset prepregs including applied pressure and curing temperature profiles solely rely on minimum viscosity and gelation point [65]. There is a high chance of getting improper fibre wetting resulting in very low interactions between the resin and fibre if the minimum viscosity is very high [65]. It is further highlighted that maintaining viscosity is crucial during the Automated Fibre Placement (AFP) as improper resin viscosity may result in slippage and bridging during the fibre layup process [65].
A perfect combination of resin viscosity and flow is important to control the defects in prepregs in addition to the layup process. A mini-review focused on manufacturing defects of complex shape prepreg-based composites discussed that resin distribution is one of the key factors that lead to layup defects during the manufacturing of prepregs [16]. The study further highlights that low resin viscosity could cause inter-laminar defects. For instance, the work has shown that the low viscous resin could cause more resin loss during the complex shape manufacturing processes. The study further concludes that the resin viscosity is the main factor to influences the percolation flow.
Effect of Type of Resin and Their Composition on Resin Viscosity
There is a wide range of epoxy resins and mainly bisphenol-A epoxy resin is commonly used to produce prepregs for most commercial applications. Most of the published research on prepreg resin development has used bisphenol-A epoxy resins in liquid states [57,58,59,66,67]. In this case, the viscosity of the matrix is controlled by the curing agent itself. However, Honda et al., and Kim et al., have used a different approach to control viscosity by employing a solid bisphenol-A resin along with a liquid bisphenol-A resin, and to make the final resin mixture to optimize the viscosity and tackiness of their epoxy-prepreg [68,69]. The patent published by Honda et al., highlighted the epoxy resin composition for carbon-fibre prepregs with superior flame retardance and mechanical properties that can be used to manufacture electrical and electronic equipment [70]. In this patent, the authors have recommended both upper and lower limits of viscosity of resin that are essential to maintain during the resin impregnation process. Herein, they highlight that at 60 ℃, the resin viscosity has to be between 10 to 700 Pa.s range. They further claimed that if the viscosity is below 10 Pa.s at 60 ℃, the resin would flow down to the bottom fibre layers resulting in low tack on the surface. Further, this may increase the resin flow during molding resulting in irregular surfaces in the final product. If the resin viscosity is beyond 700 Pa.s at 60 ℃, it may be difficult to impregnate the resin into fibre resulting in prepregs with patchy surfaces. This may further affect the mouldability of prepregs.
A recent study published by Kim et al., also highlighted the importance of maintaining viscosity when manufacturing prepregs [69]. They have mixed different ratios of two types of Diglycidyl ether of bisphenol-A (DGEBA) based epoxy resins (having two epoxy equivalent weights) to bring the viscosity of the resin mixture to the range between 10 to 700 Pa.s at 60 ℃ as highlighted in the previous patent. They used a mixture of solid and liquid types of resin and measured the viscosity of mixtures with different resin ratios with respect to temperature in order to determine the best resin ratio (Figure 8) [69].
Based on the recommended viscosity at 60 ℃, the authors have selected EA60/EB40 as the best resin ratio for prepreg development [69]. Although the recommended viscosity has been achieved through an epoxy mixture, the reason for using solid and liquid state resins is still unclear. In general, the solid resins could provide more tackiness and strength due to their high epoxy equivalent weights (EEWs) while the liquid resin with lower EEWs could enhance the flow properties, which are necessary for better impregnation of resin into fibre [71,72,73]. Further, liquid resins are more suitable for B-stage curing [71]. This could be the reason for the usage of solid and liquid DGEBA-based epoxy resin mixture.
The Effect of Curing Agent (Hardener) on Resin Viscosity
The use of curing agents or hardeners has been the most common practice to control the resin viscosity in epoxy-based prepreg. Few studies on epoxy prepreg development have employed hardeners to control the viscosity and tack of the resin during the resin impregnation process [57,58]. In these studies, complex viscosity has been measured as curing agents that have been used to control the degree of cure. However, as discussed above, Honda et al., and Kim et al., have used only latent curing agents, which do not affect the degree of cure during the resin impregnation process. As such, they have controlled the viscosity and tack of the resin by employing a resin mixture with different EEWs as highlighted in the previous section. This is an important strategy to suppress the crosslink reaction and enhance the storage life of prepregs. More details on latent curing agents for prepregs and the hot-melt process are discussed in later sections.
In an attempt to develop a novel custom-tailored epoxy prepreg system, the researchers have employed diethylenetriamine (DETA) as the low-temperature curing agent to control the viscosity of resin soon after the impregnation process [58]. Therein, an off-stoichiometry ratio of DETA to DGEBA has been used to precure the prepreg along with dicyandiamide (DICY) as the latent curing agent and 1,1-dimethyl, 3-(3’,4’-dichlorophenyl) urea (commonly known as Diuron) as the accelerator. The chemical structures and physical properties of these three substances are shown in Table 4.
When determining the B-stage of resin, it is important to notice the linear relationship between the degree of cure and the amount of curing agent due to the polyaddition curing reaction between DGEBA and DETA. The degree of this reaction mainly depends on the availability of functional groups. Therefore, by limiting the amount of curing agent, the degree of cure can be suppressed. The researchers have predicted the degree of cure with respect to the amount of DETA and have confirmed the results by the DSC (Differential Scanning Calorimetry) test. Although the authors have tried to relate the viscosity of resin by conducting probe tack and drape tests, the lack of determination of resin viscosity and flow is a considerable drawback of this study [58].
The Effect of Temperature on Resin Viscosity in Prepregs
Temperature is one of the key factors that control the viscosity and flow of resin and plays a major role in the epoxy resin impregnation process. Moreover, the control of the B-stage is often carried out by changing the resin temperature (Table 3). A general curve that shows the changes in resin viscosity and degree of cure with respect to the temperature (curing cycle) of an epoxy prepreg is shown in Figure 9 [74]. At the start, the viscosity drops with increasing temperature and once the temperature reaches to curing temperature, the epoxy starts making chemical crosslinks. This results in a rapid increase in viscosity followed by a plateau indicating the maximum number of crosslinks in the epoxy resin.
Belnoue et al., highlighted the effect of the viscosity of resin on the fibre waviness using predictive numerical models [75]. Accordingly, the authors have used temperature as the parameter to vary the viscosity and summarized the correlation between the resin viscosity and the wrinkle severity as depicted in Figure 10. The results showed a clear increase in excess length and wrinkle amplitude at lower viscosity levels. As such, the control of temperature is very important to control the defects in prepregs especially due to resin viscosity variations.
Kim et al., used employed the hot melt-impregnation technique to impregnate resin into carbon fibres. Therein, the viscosity of the resin is reduced by increasing the temperature to achieve better wettability and complete impregnation during the impregnation process. In order to determine the optimum impregnation temperature, the complex viscosity of the resin matrix is measured at different isothermal curing temperatures between 50 to 140 ℃ on a rheometer (Figure 11). The outcome showed that the temperatures lower than 70 ℃ had no significant increase in viscosity (or curing), and hence, the optimum temperature is set between 60-70 ℃.
Few studies have indicated that viscosity and temperature are two major parameters that affect interplay friction, which leads to the formation of wrinkle-effect through the ply slippage in complex shaped prepregs [64,76,77,78]. Wang highlighted the correlation between temperate dependent viscosity of the resin matrix and dynamic friction through Eq 2, where shear stress, is shear rate, is temperature-dependent resin viscosity, is the thickness of the viscous fluid layer, and is lateral velocity.
As indicated by Equation 1, processing temperature can significantly affect the dynamic friction among prepreg plies as it accounts for controlling viscosity and flow during the post-curing stage.
The Effect of Tougheners on Resin Viscosity in Prepregs
Tougheners are often used along with epoxy resins to improve fracture toughness and improve damping properties in high-performance aerospace-grade prepregs [15,79,80]. The commonly used tougheners in epoxy resins are high molecular weight thermoplastics including polyethersulfones (PES) and polyimides (PEI) owing to the ability to form two-phase morphology in the epoxy resin matrix thus improving the crack propagation [62,63,64,81,82,83,84]. In addition, several reviews were conducted on a wide range of toughening materials including core-shell rubber particles, liquid rubbers, dendritic polymers, block copolymers, rigid particles, and soluble thermoplastic fibres [79,80]. Although the use of tougheners brings important benefits, their effect on resin viscosity and tack could be problematic, especially during the resin impregnation, prepreg layup, and post-curing [80]. Budelmann et al., incorporated PES into epoxy prepolymer; tetrafunctional tetraglycidyl-4,4’ -methylenedianiline (TGMDA) by mixing PES powder with preheated resin [62]. The results showed that rise in complex viscosity and glass transition temperature with an increase in PES content from 10 to 30%. The authors claimed that the system with 10% PES content and the B-stage level of 20% showed similar values for a commercially available aerospace prepreg in terms of their tack. Galledari et al., fabricated a solid acrylonitrile-butadiene rubber (NBR) toughened epoxy/glass prepreg by hotmelt method [85]. The amount of NBR increased from 0 to 5% and the rheological results indicated an increasing trend of both gel times due to increasing viscosity.
Having difficulty to extract the resin from commercially available prepregs (due to the B-staged condition of prepreg resin matrix) and mixing tougheners, several researchers have fabricated the tougheners on the prepreg surface to make interlaminar toughened composites [15,64,86,87]. However, the main drawback of this process is the limited use of toughener amounts owing to the increase of resin viscosity and enhanced particle agglomerations [15,64]. Laberg et al., evaluated the interplay friction force of four unidirectional carbon/epoxy prepregs, one (T700/M21) having a resin layer with toughened particles [78]. The friction coefficient force was calculated at similar viscosity ranges, which resulted from different temperature ranges. The results indicated a significant increase in the friction coefficient of the prepreg with toughened particles compared to the other three prepregs as shown in Figure 12.
The above-discussed studies clearly outline that the type and the quantity of tougheners are some of the key factors that affect the final viscosity, gel time, and tack of resin matrix in prepregs.
Resin Viscosity Measuring Techniques
Researchers have employed different techniques to determine the viscosity of resin in prepregs. The quantitative analysis of prepreg viscosities by probe, peel, and tension or compression tests is highlighted in a few studies [17,58,88,89,90,91]. Among these three methods, probe and tension/compression methods follow the same principle as they use a load separation process to determine the viscosity of prepreg [91]. During the probe test, the prepreg surface is pressurized with a defined force by a probe head for a certain period, and subsequently, the probe head is released at a constant rate while measuring the load-displacement force. The probe test device and the model are depicted in Figure 13 (a and b).
The probe test is also used to measure the tack of prepregs, which will be discussed in a later section of this review. It is interesting to note that the peel method provides more reliable results as the tests are conducted through a laid prepreg. Moreover, the peel method provides more benefits over other methods owing to its ability to measure the bending stiffness and adhesive forces between prepreg layers [92,93,94]. By considering these benefits, Zu et.al., compared the probe and peel two tests using a commercially available prepreg [91]. A peel test device was employed to measure the load displacement during the peeling process. Subsequently, the authors established a relationship between the two tests through a peel simulation study.
Kim et al., utilized a parallel plate rheometer to determine the viscosity of epoxy resin [69]. Therein, the steady shear viscosity of neat epoxy as a function of temperature and at different shear rates was determined to assess the flowability of epoxy resin mixtures. The dynamic rheological properties and complex viscosities of epoxy resin mixtures with curing agents were determined by oscillatory shear mode in the rheometer (Figure 14). Complex viscosity studies are extremely important to highlight the curing behaviour of prepregs.
Banks et al., measured the complex viscosity of prepreg at different levels of cure using a parallel plate rheometer [90]. They further investigated the effect of oscillating frequency on the complex viscosity of epoxy-based prepreg. The surface friction is considered a crucial factor for prepreg layup and is mainly determined by the viscosity of the partially cured resin in the prepregs [64]. As such, some researchers employed parallel plate rheometer to determine prepreg surface friction considering its ability to control temperature and force precisely [64,95]. However, this technique measures the rotational friction force which resulted from variable rotation speed and fibre orientation, and cannot be separately analysed from the effect of temperature. This is considered a critical shortcoming of the use of a rheometer for surface friction analysis [64].
3.1.3. Tackiness of Prepregs
The tackiness of a prepreg is another important factor that can be mainly achieved by the careful selection of resin matrix. The tackiness or stickiness is important, especially during the layup process of uncured prepregs [16]. The right amount of tack of a prepreg would lead to easy handling and excellent laminate properties. Lack of proper tack properties could lead to bonding defects during the layup process including bridging and wrinkling, and ultimate material loss [17]. Prepreg tack is mainly governed by adhesive and cohesive interactions and is not attributed to any chemical reaction taking place during the curing of prepregs [17]. The aforementioned intrinsic interactions are greatly affected by the viscosity of resins, processing parameters, and environmental factors [17,91].
A recent review published by Budelmann et.al., on the effect of prepreg tack during the automated layup processes discussed the factors affecting prepreg tack in detail [17]. As per the review, the influential factors are classified into two categories: environmental aspects during production (extrinsic) and prepreg material properties (intrinsic). The intrinsic factors are more important to control tack during the early stages of prepreg development whereas, the extrinsic factors are important during the layup or moulding process. Table 5 summarizes the intrinsic properties that affect prepreg tack.
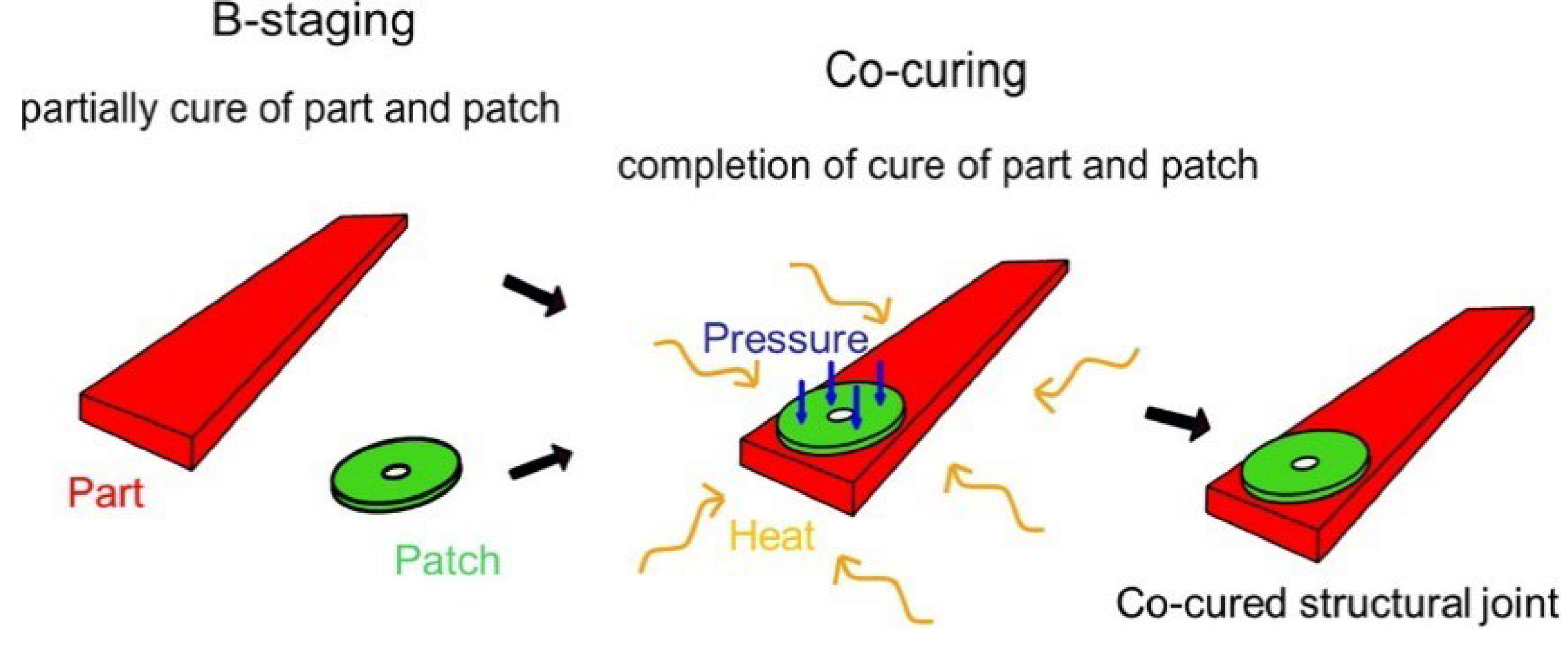
The intrinsic parameters are extremely important to develop tailor-made prepreg systems and can be mainly characterized by rheological, thermal, and microscopic analysis during the early stages of prepreg development. Studer et.al., demonstrated the use of tackiness to join B-staged carbon/epoxy composites without an adhesive layer [96]. The study uses a kinetic model to describe the co-curing of B-staged components and finally highlights the possibility of using this technique for combined manufacturing processes such as resin infusion, prepregs, conventional resin transfer moulding, or compression resin transfer moulding.
Figure 15.
Concept of co-curing and joining of B-staged components using resin tack [96].
Figure 15.
Concept of co-curing and joining of B-staged components using resin tack [96].
Banks et al., highlight the reduction of tack properties with decreasing degree of cure [57]. (See section 3.1.1 for more detailed discussion). The effect of resin formulation, B-staging, and toughening on epoxy resin tack has been recently studied by Budelmann et al.[62]. The study used different epoxy prepolymers including tetrafunctional tetraglycidyl-4,4’-methylenedianiline (TGMDA), a trifunctional triglycidyl p-aminophenol (TGAP), and a bifunctional Bisphenol A diglycidyl ether (DGEBA) to highlight the effect of prepolymer on resin tack properties (Figure 16a). Based on previously published results by the same researchers, it was concluded that the tack of all A-staged prepolymers is 3 to 4 times higher than that of commercial prepregs [97,98]. Degree of cure results indicated that the tack-bell curves were moved towards higher temperature regions with decreasing tack, which may be attributed to the reduction of resin viscosity at higher temperatures (Figure 16b). Moreover, the tack was reduced by increasing the toughener (high-molecular polyethersulfone) content as shown in Figure 16c.
Tack Measurement Techniques
Until the introduction of the standard test method for the characterisation tack of prepregs by ASTM D8336 in 2021, there was no standard method to test tack in prepregs. Prepreg developers often used trial-and-error methods or previous knowledge rather than proper technical data. The information provided by commercial suppliers on the prepreg tack was very little, which could be a possibility due to the large number of influential factors on tack. Most of the available tack measuring techniques were linked to pressure-sensitive adhesives (PSA) technology. Due to the adhesive nature of prepregs, scientists have tried to use similar PSA standard tack measuring techniques, namely probe tack test and peel test to determine the tack of prepregs [17,89,90,94]. However, the recently introduced ASTM standard test for the characterisation of prepregs tack uses the peel test method and is discussed in detail below [99].
3.2. Probe Tack Test
The probe tack test is often used by researchers owing to its excellent control of input variables and high precision when compared to other available tests. It is generally performed on a universal testing machine with a special fixture mounted on it [17,58]. Recently, several researchers have performed tack measurement using a rheometer as it allows for controlling temperature and measuring relatively low forces with great accuracy [61,100,101,102,103].
This test has two separate phases: compression phase and tensile phase. During the compression phase, a downward pre-defined force is applied on the prepreg through a flat-head probe for a definite time. Afterward, the pressure probe is moved upward during the tensile phase with a defined separation rate, and the maximum resistive force against this motion is recorded as a negative force value [17,58,91]. Pouladvand et al., have illustrated the process steps of the probe test and force variation, and are shown in Figure 17 [58]. The study proposed the probe test as an alternative simple test that can replace complex and expensive tests available to evaluate the prepreg quality.
The change of tack with the storage time of 25 days under room temperature is revealed in Figure 18 [58]. Based on the study results, the tack increases for the first five days of storage time, which may be ascribed to the incomplete pre-curing in the presence of an aliphatic amine agent. Subsequently, the tack reduces with increasing storage time as the resin starts to flow in a B-staged prepreg [58]. This is a good indication that prepreg reduces its quality over time if it stores under normal temperature.
A study conducted by Zu et al. investigated tack properties of Toray’s T700-HX7901 using the Shenzhen Wance single-column mechanical testing machine (Figure 13) [91]. The researchers have used the same material (stainless steel 304) as the pressure roller for the gasket to meet the realistic conditions of the prepreg-fabrication process and at the same time, have employed a temperature control box along with mould heating tubes to heat the probe and the mould from 25 to 52 ºC. Rather than reporting the direct tack in terms of separation force, the authors have tried to correlate the tested parameters of the probe test, which includes holding time, probe pressure, and probe temperature, with prepreg resin viscosity. The study concluded that the viscosity of the prepreg increases with increasing the probe holding time and the probe pressure within a certain range (Figure 19a and 19b) whereas with increasing temperature, the viscosity first increases and then decreases with a peak separation energy around 37 ºC (Figure 19c).
3.3. Peel Tests
In the peel test, mainly the peel angle (90º, 180º, or T-Peel) and type of testing equipment have been considered when developing testing standards for the peel tests in PSA tapes [17]. During the general peel test, the tested material is removed from a defined substrate or itself while maintaining a constant peel angle. The same principle has been used to measure the tack of prepregs with some modifications. The tack is evaluated in terms of average load and work of adhesion with respect to measurement distance or displacement [17,89]. Crossley et al., have suggested an extension to an existing British standard peel test by including a pressure control application sage to measure the dynamic stiffness of uncured prepreg in addition to tack (Figure 20) [89]. Therein, the authors have developed a setup that could perform prepreg laying and peeling at the same time. Although they have obtained consistent results with a 16% standard deviation, the actual laying rate could not match the experimental laying rate. The study further suggested that not only resin but also fibre surface and impregnation effects should also be considered when specifying the tack of prepregs.
Zu et al., have studied employed both peel (90º) and probe tests to characterize the viscosity of prepreg in terms of peel force [91]. The overall study results showed that the viscosity of prepreg is proportional to the laying pressure, inversely proportional to the laying rate, and quadratic to the laying temperature. In this study, different laying conditions have been used in terms of laying rate, pressure, and temperature and the results are shown in Figure 21. The results showed that the prepreg viscosity decreases with increasing laying rate whereas it increases with decreasing pressure. However, when increasing the temperatures, the viscosity increases first and then decreases after 37 ºC.
The ASTM D8336-24 is available to quantify the tack of a prepreg at a specified condition (temperature and relative humidity) by using a continuous application-and-peel technique [99,104]. The method can be used to measure the tack between two B-staged prepreg plies (Method I) and also between B-staged ply and rigid surface (Method II) as shown in Figure 22. When a prepreg specimen is passed through the test fixture, the compaction rollers press and bond the specimen against the substrate and at the same time, the prepreg is peeled off from the substrate. Peel force is measured as a function of crosshead displacement and only the peel force-related adhesion is derived from the collected data over two different phases.
Measurement of tack Using a Rheometer
In addition to probe and peel tests, several researchers used a rheometer as a test apparatus to determine the tack of prepregs. Budelmann et al., have determined the effect of temperature, compaction force, debonding rate, and ageing on prepreg tack with a rotational rheometer [100]. The test apparatus of the rheometer is shown in Figure 23. Although the same principles of probe tack test have been applied for tack measurement, the authors claimed that the output is more precise owing to the ability to measure transient normal force ranging from 0.0001 to 20 N at a very high resolution of 10-5 N. The study concluded that the tack is greatly affected by process-related factors including temperature, lay-up speed, and compaction force, and material-related factors including age, matrix resin, and draping surface. The authors finally suggested an experimental validation in an automated lay-up process before conducting the prepreg tack adjustment on production-related aspects.
Wohl et al., have used a custom-made fixture to hold the prepreg and conducted probe tack tests of prepregs using a rheometer equipped with an environmental controller [102]. The tack was measured under different environmental conditions including temperature and relative humidity, and also several experimental configurations including contact time and crosshead speed. The study concluded that among these variables, temperature and relative humidity were the most influenced parameters while the maximum tack can be obtained under low temperature and moderate humidity conditions.
4. Important Insights in Epoxy Resin Matrix Development for Prepregs
4.1. Key Challenges in the Resin Formulation Development in Epoxy-Based Prepreg Development Technology
When compared to conventional composite preparation methods, the prepreg technology differs owing to the partially cured resin matrix (B-staged) available in most of the commercially available prepregs. As discussed in section 3.1.1, control of the B-stage in epoxy-based prepreg has become one of the greatest challenges in the prepreg resin matrix development process. Further, it is hard to control viscosity and tack independently as both these parameters are linked and can be controlled through the B-stage of the resin. Most commercial prepregs are often stored under subzero conditions to suppress further curing (storage hardening) which may reduce the tackiness and viscosity of prepregs. All these challenges equally reflect the importance of choosing a proper curing agent for epoxy-based prepreg development [57,69]. Another great challenge is the limited literature on resin matrix development for epoxy-based prepreg development. Although there are numerous prepregs available in the market, a systematic approach to resin matrix development is barely disclosed and hidden under trade secrets. As a result, prepreg technology is scarcely linked with the most recent technologies in material science including nanotechnology and smart material development. Therefore, the establishment of a scientific approach as a base for resin matrix development for epoxy prepregs is considered a timely important task. Based on the available literature and by considering the above-discussed important factors, two important approaches for epoxy prepreg resin development are proposed and are discussed below.
4.2. Proposed Approaches for the Development of Epoxy Matrix Formulation
Based on the resin impregnation temperature, curing agents and resin viscosity, two approaches are proposed for resin matrix impregnation in prepregs namely, conventional resin impregnation and viscosity-controlled resin impregnation. The main differences between these two methods are highlighted in Figure 24.
4.2.1. Conventional Resin Impregnation Approach (Resin Impregnation At Room Temperature)
When developing prepregs with conventional resin systems, it is important to use a low-temperature curing agent and also to control the B-staging in the epoxy matrix. Table 3 summarizes some of the recent studies carried out on prepreg development starting from the resin composition development, B-stating, and curing conditions [20,57,58,59,60,61]. In these studies, the degree of cure is mainly controlled by the temperature and time. Banks et al., have changed the degree of cure from 1% to 57% by exposing the prepreg for different time durations under room temperature [57]. The FTIR (Fourier Transform Spectroscopy) was used to determine the degree of cure under different conditions. However, the study does not indicate any specific wavelengths, that have been used to determine the degree of cure of epoxy compounds. Another major drawback of this study is the lack of shelf-life evaluation tests. Several studies have room temperature curing agents to develop epoxy-based prepregs [20,59,61]. Karakurt et al., have used the same epoxy resin but have used elevated temperature (80 ºC) conditions for B-staging [60]. Although the information on the mixing ratio of resin and hardener is available in the studies, the lack of a systematic approach to determine B-staging conditions or degree of cure is a major drawback.
Pouladvand et al., have used a novel approach to precisely control the degree of cure when developing prepregs [58]. Here, the researchers have employed two different types of curing agents: a latent and a room-temperature curing agent. The room temperature amine-based curing agent (DETA) was used in off-stoichiometric ratios mainly to remove the thermal history and control the B-stage or the degree of cure of the prepreg, while the latent curing agent (DICY) was used for post-curing of the prepreg. The DSC results before and after B-staging showed two separate curing stages (Figure 25). Based on the FTIR results of the developed prepreg after keeping it for 21 days at ambient temperature, the authors claimed that the system is capable of being stored at ambient temperatures, unlike the conventional commercial prepregs. However, they have noticed a 7% increase in the degree of cure and clear reduction of tack prepregs (with 42% resin content) after 21 days. These results indicated that the curing reaction cannot be stopped although they have used an off-stochiometric ratio of low-temperature curing agent.
It is important to notice that control of B-staging has become the major challenge when developing prepregs with low-temperature curing agents as it is responsible for the viscosity and tack of prepregs. Moreover, these systems do not eliminate the instability of prepregs, and hence, should be stored under freezing conditions before use.
4.2.2. The Viscosity-Controlled Resin Impregnation Approach (Hot-Melt Resin Impregnation)
Control of Resin Viscosity
It is understood that optimum B-staging is vital to obtain proper tack levels and viscosity of prepregs. However, this process in turn results in a major drawback as most prepregs are continuously cured during storage, which ultimately lowers the shelf-life, tack, and overall performance. Instead of using a low temperature curing agent, several researchers have employed a combination of solid and liquid epoxy mixture to control the viscosity and tackiness of prepregs [69,70,73,85]. It is interesting to note that, there is no B-staging or any involvement of low temperature curing agent in this viscosity-controlled system (Figure 24).
Honda et al., have patented an epoxy resin composition for epoxy-based carbon fibre-reinforced prepregs for electrical/ electronic equipment with excellent flame retardance and mechanical properties [70]. In their patent, the authors have used four components to develop their prepreg, namely, resin, amine curing agent, phosphorous compound, and curing accelerator. Under the resin components, they have claimed a wide variety of epoxy resins that can be used to produce flame retardant prepregs. Most importantly, they have recommended a range of the resin viscosity levels for prepreg as 10 to 700 Pa.s at 60 ºC. Moreover, a latent amine curing agent along with a curing accelerator was utilized for curing and optimization of the prepreg. As per the patent, the latent curing should be activated between 70 to 125 ℃ for low temperature curing applications. If it is below 70 ℃, it may affect the shelf life of the prepreg, while if the temperature is well above 125 ℃, expected rapid curing may not be achieved. Two resin impregnation techniques have been mentioned under this patent. The first technique is called the wet process in which the resin is dissolved in a solvent such as methyl ethyl ketone or methanol to reduce the viscosity followed by the impregnation into the fibre matrix. This method has been used elsewhere to develop a solid acrylonitrile-butadiene rubber (NBR) toughened epoxy/glass prepreg [85]. The holt melt process is the second process during which the resin is heated to reduce the viscosity prior to impregnation into the fibre matrix. The hot melt process is preferable over the wet process due to the lack of involvement of solvents. Overall, the patent gives a better insight into the development of prepreg using a viscosity-controlled resin system.
Based on the viscosity recommendation made by the above patent, Kim et al., have used a mixture of solid and liquid epoxy resins to develop their prepreg using the hotmelt resin impregnation process [69]. The study indicated a systematic determination of each component in the resin formulation (resins, latent curing agent, accelerator, and latent curing additive) through viscosity and curing steps. The viscosity-temperature relationship has been used to determine the optimum amounts of epoxy mixture (Figure 14). Some of the details about viscosity control are already discussed in section 3.1 in this review.
Role of Latent Curing Agent
One of the main differences between the two proposed approaches is the use of latent curing agents in the viscosity-controlled approach. Here, the latent curing agent does not influence the B-staging at low temperatures, hence it can be used to develop prepregs with extended shelf life. Honda et.al., have highlighted a wide range of curing agents including amine curing agents, aromatic polyamines, and latent curing agents [68]. The latent curing agents are often used in conjunction with curing accelerators to reduce the post-curing temperature by accelerating the curing process [68,69,85]. For example, one of the most common latent curing agents; dicyandiamide (DICY) starts its curing reaction above 170 ℃. If it is used along with an accelerator (a compound that contains two or more urea bonds per molecule), it is possible to bring down the curing temperature between 80-150 ℃, which is more viable for industrial processes [68,69]. Another great advantage of the epoxy prepregs developed with latent curing agents is the extended shelf life. It is reported that epoxy/DICY can extend the shelf life up to six months at room temperature [105]. This could allow such prepregs to be used for large-scale applications as there is no sudden change in B-staging or storage hardening. Lack of B-staging and storage hardening is also extremely important when it comes to resin matrix modifications and the use of different tougheners to enhance certain properties of prepregs [85].
5. Conclusions and Outlook
5.1. Conclusions
The following concluding remarks can be made based on the review output:
- Prepregs are mainly used in four sectors: aerospace, energy, automotive, and miscellaneous (sports, smart application, etc.). Automated tape layup (ATL) and automated fibre placement (AFP) are often used for aerospace, aeronautical, and wind turbine applications. Moreover, few automobile manufacturers have already used prepregs to replace their automobile metal parts to reduce mass and cost, especially in sports cars. Although the prepreg layup plays a major role in the CFRP market (about 25% of the total CFRP global demand by process), the global manufacturing ability is confined to very few producers. The studies on nanoengineered prepregs and smart polymer prepregs are extremely limited as most of these techniques are required to modify the resin, which cannot be easily done in prepregs.
- During the last decade, there are about 10 reviews have been published on prepregs and most of them focused on post-curing, prepreg layup, tack, and testing (Table 2). None of these reviews have been focused on resin matrix development strategies for epoxy-based prepregs. This review mainly highlighted three important resin parameters; B-staging, viscosity, and tack, and discussed how these parameters are controlled to obtain optimum prepreg resin properties.
- B-staging, viscosity, and tack are the most important resin properties to be considered when developing epoxy-prepregs. Viscosity could control the drape and resin distribution while the tack plays a huge role when fabricating prepreg laminates. Control of these properties is equally important for B-staging and final curing of prepregs. The B-stage is mainly controlled by exposing the resin mixture to a low-temperature curing agent for a specific time at room temperature. However, few studies used temperature and different types of hardeners for the same purpose.
- It is required to maintain resin viscosity in an optimum range as it directly affects the drape, tack, and fibre wetting of prepregs. The resin viscosity can be controlled mainly by changing the temperature. In addition, the type of epoxy resin and its composition, the effect of hardener, and the quantity of tougheners can also be used to control the viscosity of the resin matrix.
- Maintaining optimum tack is vital for better handling and prepreg layup, which helps to reduce the debonding and wrinkling defects of prepregs. The tack of a prepreg mainly depends on the resin viscosity, prepreg architecture, and degree of cure. The resin tack is determined by probe and peel test methods. ASTM D8336 was introduced in 2021 for prepreg tack quantification, which is based on continuous application-and-peel tests. It is found that the use of a rheometer for tack evolution is more reliable than the other techniques.
5.2. Outlooks
- The most common technique of prepreg resin matrix development is the use of a room-temperature curing agent to control the degree of cure which is discussed in section 4.2.1. Although the conventional resin system is more straightforward, control of degree of cure, and extension of shelf-life is extremely difficult. Further, having a partially cured (B-staged) resin matrix could lead to restriction of further modification of the resin matrix.
- Prepreg developed with a viscosity-controlled resin system (Section 4.2.2), does not involve any partially cured condition, thus the approach is more suitable for the development of prepregs with extended shelf-life and large-scale applications. Very few studies have employed the viscosity-controlled resin system, where two or more epoxy resins are used to control the viscosity along with a latent curing agent for post-curing. The lack of a B-stage is more significant and brings more benefits to the prepregs including extended shelf-life, no specific storage conditions, and the possibility of modifying the resin matrix and developing functional composites and smart materials.
Author Contributions
Yashoda Somarathna: Writing- review and editing, Writing- original draft, Visualization, Conceptualization, Formal analysis. Madhubhashitha Herath: Writing- review and editing, Visualization, Conceptualization, Supervision, Formal analysis. Pingan Song: Writing- review and editing, Visualization, Supervision, Formal analysis. Mainul Islam: Writing- review and editing, Visualization, Supervision. Jayantha Epaarachchi: Writing- review and editing, Visualization, Conceptualization, Supervision, Formal analysis.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- M. Duhovic, D. Bhattacharyya, Knitted fabric composites, in: Advances in Knitting Technology, Elsevier, 2011: pp. 193–212.
- D.H.-J.A. Lukaszewicz, C. D.H.-J.A. Lukaszewicz, C. Ward, K.D. Potter, The engineering aspects of automated prepreg layup: History, present and future, Compos B Eng 43 (2012) 997–1009. [CrossRef]
- J.W. Saveriano, Automated contour tape laying of composite materials, in: National SAMPE Technical Conference, 1984: pp. 176–182.
- C.L. Coad, S.M. Werner, C.K.H. Dharan, Design of a composite four-axis robot for prepreg layup, Technology Vectors (1984) 1499–1508.
- H.L. Eaton, Cost effective tape laying, in: 29th National SAMPE Symposium. Reno, Nevada, USA, 1984.
- C. Grant, Automated processes for composite aircraft structure, Industrial Robot: An International Journal 33 (2006) 117–121. [CrossRef]
- W.B. Goldsworthy, Geodesic path length compensator for composite-tape placement head, (1972).
- S. Krolewski, T. Gutowski, Effect of the automation of advanced composite fabrication process on part cost, SAMPE Q.;(United States) 18 (1986).
- P.A. Zaffiro, Control of radiant heating system for thermoplastic composite tape, 1993.
- T. Centea, L.K. Grunenfelder, S.R. Nutt, A review of out-of-autoclave prepregs – Material properties, process phenomena, and manufacturing considerations, Compos Part A Appl Sci Manuf 70 (2015) 132–154. [CrossRef]
- F. Shaik, M. Ramakrishna, P. Dhaval Varma, A Review on Fabrication of Thermoset Prepreg Composites using Out-of-Autoclave Technology, INCAS BULLETIN 13 (2021) 133–149. [CrossRef]
- Ekuase, N. Anjum, V.O. Eze, O.I. Okoli, A Review on the Out-of-Autoclave Process for Composite Manufacturing, Journal of Composites Science 2022, Vol. 6, Page 172 6 (2022) 172. [CrossRef]
- M.H. Hassan, A.R. Othman, S. Kamaruddin, A review on the manufacturing defects of complex-shaped laminate in aircraft composite structures, The International Journal of Advanced Manufacturing Technology 91 (2017) 4081–4094. [CrossRef]
- A. Björnsson, M. Jonsson, K. Johansen, Automated material handling in composite manufacturing using pick-and-place systems – a review, Robot Comput Integr Manuf 51 (2018) 222–229. [CrossRef]
- A.B.M. Iftekharul Islam, A.D. Kelkar, Prospects and challenges of nanomaterial engineered prepregs for improving interlaminar properties of laminated composites—a review, MRS Commun 7 (2017) 102–108. [CrossRef]
- M.H. Hassan, A mini review on manufacturing defects and performance assessments of complex shape prepreg-based composites, The International Journal of Advanced Manufacturing Technology 115 (2021) 3393–3408. [CrossRef]
- D. Budelmann, C. Schmidt, D. Meiners, Prepreg tack: A review of mechanisms, measurement, and manufacturing implication, Polym Compos 41 (2020) 3440–3458. [CrossRef]
- B. Jiang, Y.D. Huang, S. He, L.X. Xing, H.L. Wang, Quality analysis and control strategies for epoxy resin and prepreg, TrAC Trends in Analytical Chemistry 74 (2015) 68–78. [CrossRef]
- R. Deo, J. Starnes, R. Holzwarth, Low-Cost Composite Materials and Structures for Aircraft Applications, (2003).
- P.R.K. Mohan, A. Kumar, P.M. Mohite, Development of in-house unidirectional carbon/epoxy prepregs and its characterization for aerospace applications, Procedia Structural Integrity 14 (2019) 176–183.
- Md.N. Uddin, H.T.N. Gandy, M.M. Rahman, R. Asmatulu, Adhesiveless honeycomb sandwich structures of prepreg carbon fiber composites for primary structural applications, Adv Compos Hybrid Mater 2 (2019) 339–350. [CrossRef]
- H.T.N. Gandy, Adhesiveless honeycomb sandwich structure with carbon graphite prepreg for primary structural application: a comparative study to the use of adhesive film, in: 2012. https://api.semanticscholar.org/CorpusID:135822483.
- R. Kupčák, J. Zouhar, Application of composite materials in sports optics, Manufacturing Technology 20 (2020) 200–209. [CrossRef]
- I.S. VINTILĂ, M.R. CONDRUZ, I. FUIOREA, I. MĂLĂEL, M. SIMA, Composite Wind Turbine Blade using Prepreg Technology, in: 6th CEAS Air & Space Conference Proceeding, n.d.
- R. Li, Z.-H. Lu, Analysis of Manufacturing Technology of Composite Materials in Light Sport Aircraft, Advanced Materials Science and Technology 1 (2019) 7.
- M.C. Biswas, M.M. Lubna, M.H.U. Iqbal, Z. Mohammed, M.E. Hoque, Future trends of fiber-reinforced polymer composites, FIBER-REINFORCED POLYMERS (2021) 399.
- L. Setlak, R. Kowalik, T. Lusiak, Practical Use of Composite Materials Used in Military Aircraft, Materials 14 (2021) 4812. [CrossRef]
- L. Pollock, S. O’Byrne, G. Wild, Quality assurance of uncured polymer matrix prepregs through the application of non-destructive methods, NDT & E International 133 (2023) 102761. [CrossRef]
- R.J.H. Wanhill, Carbon Fibre Polymer Matrix Structural Composites, in: 2017: pp. 309–341. [CrossRef]
- Y. Xu, J. Zhu, Z. Wu, Y. Cao, Y. Zhao, W. Zhang, A review on the design of laminated composite structures: constant and variable stiffness design and topology optimization, Adv Compos Hybrid Mater 1 (2018) 460–477. [CrossRef]
- C. Shennan, Prepreg and Infusion: Processes for Modern Wind Turbine Blades, Retrieved October 15 (2013) 2015.
- J.C. Watson, J.C. Serrano, Composite materials for wind blades, Wind Syst. Mag 46 (2010) 46–51.
- L. Mishnaevsky, K. Branner, H. Petersen, J. Beauson, M. McGugan, B. Sørensen, Materials for Wind Turbine Blades: An Overview, Materials 10 (2017) 1285. [CrossRef]
- P. Malnati, Prepreg compression molding makes its commercial debut, High-Performance Composites (2015). https://www.compositesworld.com/articles/prepreg-compression-molding-makes-its-commercial-debut (accessed July 4, 2024).
- J.-M. Lee, B.-M. Kim, D.-C. Ko, Development of vacuum-assisted prepreg compression molding for production of automotive roof panels, Compos Struct 213 (2019) 144–152. [CrossRef]
- P. Malnati, Driving Examples: Greater Composites Use in Passenger Vehicles, Plastics Engineering 70 (2014) 8–13. [CrossRef]
- M.Y. Hwang, L.-H. Kang, Characteristics and fabrication of piezoelectric GFRP using smart resin prepreg for detecting impact signals, Compos Sci Technol 167 (2018) 224–233. [CrossRef]
- F. Quadrini, L. Iorio, D. Bellisario, L. Santo, Shape memory polymer composite unit with embedded heater, Smart Mater Struct 30 (2021) 075009. [CrossRef]
- F. Quadrini, D. Bellisario, L. Iorio, L. Santo, Shape memory polymer composites by molding aeronautical prepregs with shape memory polymer interlayers, Mater Res Express 6 (2019) 115711. [CrossRef]
- F. Quadrini, Polymer Matrix Composites with Shape Memory Properties, Materials Science Forum 783–786 (2014) 2509–2516. [CrossRef]
- M. Herath, J. Epaarachchi, Shape memory polymer composites and their smart structural applications, Composite Materials: Manufacturing, Properties and Applications (2021) 581–610. [CrossRef]
- H. Herath, J.A. Epaarachchi, M.M. Islam, J. Leng, Carbon fibre reinforced shape memory polymer composites for deployable space habitats, Engineer: Journal of the Institution of Engineers 52 (2019) 1–9.
- A. Duongthipthewa, H. Zhou, Q. Wang, L. Zhou, Non-additive polymer matrix coated rGO/MXene inks for embedding sensors in prepreg enhancing smart FRP composites, Compos B Eng 270 (2024) 111108. [CrossRef]
- M.-Y. Shen, C.-F. Kuan, H.-C. Kuan, C.-H. Chen, J.-H. Wang, M.-C. Yip, C.-L. Chiang, Preparation, Characterization, Thermal, and Flame-Retardant Properties of Green Silicon-Containing Epoxy/Functionalized Graphene Nanosheets Composites, J Nanomater 2013 (2013) 1–10. [CrossRef]
- M.-Y. Shen, T.-Y. Chang, T.-H. Hsieh, Y.-L. Li, C.-L. Chiang, H. Yang, M.-C. Yip, Mechanical properties and tensile fatigue of graphene nanoplatelets reinforced polymer nanocomposites, J Nanomater 2013 (2013) 565401.
- T.-H. Hsieh, Y.-S. Huang, F.-X. Wang, M.-Y. Shen, Impact and after-impact properties of nanocarbon aerogels reinforced epoxy/carbon fiber composite laminates, Compos Struct 206 (2018) 828–838.
- A. Mirabedini, A. Ang, M. Nikzad, B. Fox, K. Lau, N. Hameed, Evolving Strategies for Producing Multiscale Graphene-Enhanced Fiber-Reinforced Polymer Composites for Smart Structural Applications, Advanced Science 7 (2020). [CrossRef]
- Prepreg Market Size, Scope, Trends and Growth Analysis Report to 2031, (n.d.). https://www.insightaceanalytic.com/report/prepreg-market/1611 (accessed January 26, 2024).
- G. Lin, CINTE21. Building the advantage of “hard technology” 2021 Global Carbon Fiber Composites Market Report [J], Textile Science Research Z 1 (2022) 46–66.
- J. Zhang, G. Lin, U. Vaidya, H. Wang, Past, present and future prospective of global carbon fibre composite developments and applications, Compos B Eng 250 (2023) 110463. [CrossRef]
- B.T.-B.Environ. Technotes, undefined 2003, Composite Recycling and Disposal An Environmental R&D Issue, Boeingsuppliers.ComBE TechnotesBoeing Environ. Technotes, 2003•boeingsuppliers.Com (2003). https://www.boeingsuppliers.com/environmental/TechNotes/TechNotes2003-11.pdf (accessed February 3, 2024).
- J. Meredith, E. Bilson, R. Powe, E. Collings, K. Kirwan, A performance versus cost analysis of prepreg carbon fibre epoxy energy absorption structures, Compos Struct 124 (2015) 206–213. [CrossRef]
- Prepreg Market Size Report, 2022-2027, (n.d.). https://www.industryarc.com/Report/15250/prepreg-market.html (accessed January 26, 2024).
- F.C. Campbell, Curing: It’s a Matter of Time (t), Temperature (T) and Pressure (P), Manufacturing Processes for Advanced Composites (2004) 175–221. [CrossRef]
- A.J.H. Garete, M.F. Fadullo, R.J.S. Roscain, Epoxy Mold Compound Curing Behavior and Mold Process Cure Time Interaction on Molded Package Performance, in: 2019 IEEE 21st Electronics Packaging Technology Conference (EPTC), IEEE, 2019: pp. 311–315. [CrossRef]
- S.-Y. Jung, K.-W. Paik, B-Stage Graphene-Epoxy Composite Films: Effects of film viscosity changes on the electric field-induced alignment of graphene flakes, IEEE Nanotechnol Mag 9 (2015) 13–18. [CrossRef]
- R. Banks, A.P. Mouritz, S. John, F. Coman, R. Paton, Development of a new structural prepreg: characterisation of handling, drape and tack properties, Compos Struct 66 (2004) 169–174. [CrossRef]
- A.R. Pouladvand, M. Mortezaei, H. Fattahi, I.A. Amraei, A novel custom-tailored epoxy prepreg formulation based on epoxy-amine dual-curable systems, Compos Part A Appl Sci Manuf 132 (2020) 105852. [CrossRef]
- V. Dalla Libera Junior, R.M. Leão, V. Franco Steier, S.M. da Luz, Influence of cure agent, treatment and fibre content on the thermal behaviour of a curaua/epoxy prepreg, Plastics, Rubber and Composites 49 (2020) 214–221. [CrossRef]
- N. Karakurt, S. Erden, Poly(amidoamine) Functionalized Graphene Oxide Incorporated Carbon/Epoxy Prepreg Composites for Enhanced Electrical and Thermal Properties, Fibers and Polymers 23 (2022) 3569–3580. [CrossRef]
- V.D. Libera Junior, L.A. Teixeira, S.C. Amico, S. Maria da Luz, Processing, thermal and mechanical properties of composite laminates with natural fibers prepregs, Polymers and Polymer Composites 30 (2022) 096739112210875. [CrossRef]
- D. Budelmann, C. Schmidt, D. Meiners, Tack of epoxy resin films for aerospace-grade prepregs: Influence of resin formulation, B-staging and toughening, Polym Test 114 (2022) 107709. [CrossRef]
- P. Van Velthem, W. Ballout, J. Horion, Y.-A. Janssens, V. Destoop, T. Pardoen, C. Bailly, Morphology and fracture properties of toughened highly crosslinked epoxy composites: A comparative study between high and low Tg tougheners, Compos B Eng 101 (2016) 14–20. [CrossRef]
- W.-T. Wang, EFFECT OF DIRECT DEPOSITION OF DRY PARTICLE TOUGHENERS ON THE PROCESSABILITY AND FORMING QUALITY OF CARBON FIBRE/EPOXY PREPREGS, 2019.
- R.P. Theriault, T.A. Osswald, J.M. Castro, A numerical model of the viscosity of an epoxy prepreg resin system, Polym Compos 20 (1999) 628–633. [CrossRef]
- P.R.K. Mohan, A.K. M, S.G. kumar, P.M. Mohite, Development of In-house Unidirectional Carbon/epoxy Prepregs and its Characterization for Aerospace Applications, Procedia Structural Integrity 14 (2019) 176–183. [CrossRef]
- V. Acar, S. Erden, M. Sarikanat, Y. Seki, H. Akbulut, M.O. Seydibeyoglu, Graphene oxide modified carbon fiber prepregs: A mechanical comparison of the effects of oxidation methods, Express Polym Lett 14 (2020) 1106–1115. [CrossRef]
- S. Honda, R. Sawaoka, K. Nakahara, Epoxy resin composition for carbon-fiber-reinforced composite material, prepreg, integrated molding, fiber-reinforced composite sheet, and casing for electrical/electronic equipment, 2011.
- Y.J. Kim, S.H. Choi, S.J. Lee, K.-S. Jang, Latent Curing, Chemorheological, Kinetic, and Thermal Behaviors of Epoxy Resin Matrix for Prepregs, Ind Eng Chem Res 60 (2021) 6153–6161. [CrossRef]
- S.; Honda, R.; Sawaoka, K. Nakahara, Epoxy resin composition for carbon-fiber-reinforced composite material, prepreg, integrated molding, sheet of fiber-reinforced composite material and cabinet for electrical/electronic equipment, 2005.
- N. Yousefi, A.D. Evans, L.T. Harper, H.A. Maples, T. James, A. Bismarck, Solid epoxy resin systems for automated composite manufacturing, Compos Part A Appl Sci Manuf 142 (2021) 106205. [CrossRef]
- J.P. Janzen, D. May, Solid epoxy prepregs with patterned resin distribution: Influence of pattern and process parameters on part quality in vacuum-bag-only processing, Polym Compos 44 (2023) 8153–8167. [CrossRef]
- I. Gholipour, I. Amiri, H. Fattahi, M. Mortezaei, Effect of Solid Epoxy Resin on Properties of an Epoxy/Glass Prepreg, Iranian Journal of Polymer Science and Technology 34 (2021) 485–497.
- S.S. Hwang, S.Y. Park, G.C. Kwon, W.J. Choi, Cure kinetics and viscosity modeling for the optimization of cure cycles in a vacuum-bag-only prepreg process, International Journal of Advanced Manufacturing Technology 99 (2018) 2743–2753. [CrossRef]
- J.P.H. Belnoue, O.J. Nixon-Pearson, A.J. Thompson, D.S. Ivanov, K.D. Potter, S.R. Hallett, Consolidation-driven defect generation in thick composite parts, Journal of Manufacturing Science and Engineering, Transactions of the ASME 140 (2018). [CrossRef]
- C. Pasco, M. Khan, J. Gupta, K. Kendall, Experimental investigation on interply friction properties of thermoset prepreg systems, J Compos Mater 53 (2019) 227–243. [CrossRef]
- X.X. Bian, Y.Z. Gu, J. Sun, M. Li, W.P. Liu, Z.G. Zhang, Effects of Processing Parameters on the Forming Quality of C-Shaped Thermosetting Composite Laminates in Hot Diaphragm Forming Process, Applied Composite Materials 20 (2013) 927–945. [CrossRef]
- Y.R. Larberg, M. Åkermo, On the interply friction of different generations of carbon/epoxy prepreg systems, Compos Part A Appl Sci Manuf 42 (2011) 1067–1074. [CrossRef]
- S.R. Mousavi, S. Estaji, M. Raouf Javidi, A. Paydayesh, H.A. Khonakdar, M. Arjmand, E. Rostami, S.H. Jafari, Toughening of epoxy resin systems using core–shell rubber particles: a literature review, J Mater Sci 56 (2021) 18345–18367. [CrossRef]
- N.H. Nash, T.M. Young, P.T. McGrail, W.F. Stanley, Inclusion of a thermoplastic phase to improve impact and post-impact performances of carbon fibre reinforced thermosetting composites — A review, Mater Des 85 (2015) 582–597. [CrossRef]
- Q. Chen, S. Wang, F. Qin, K. Liu, Q. Liu, Q. Zhao, X.-Y. Wang, Y.-H. Hu, Soluble Polyimide-reinforced TGDDM and DGEBA Epoxy Composites, Chinese Journal of Polymer Science 38 (2020) 867–876. [CrossRef]
- J. Essmeister, M.J. Taublaender, T. Koch, D.A. Cerrón-Infantes, M.M. Unterlass, T. Konegger, High modulus polyimide particle-reinforcement of epoxy composites, Mater Adv 2 (2021) 2278–2288. [CrossRef]
- Y. Rosetti, P. Alcouffe, J.-P. Pascault, J.-F. Gérard, F. Lortie, Polyether Sulfone-Based Epoxy Toughening: From Micro- to Nano-Phase Separation via PES End-Chain Modification and Process Engineering, Materials 11 (2018) 1960. [CrossRef]
- Z. Sun, L. Xu, Z. Chen, Y. Wang, R. Tusiime, C. Cheng, S. Zhou, Y. Liu, M. Yu, H. Zhang, Enhancing the Mechanical and Thermal Properties of Epoxy Resin via Blending with Thermoplastic Polysulfone, Polymers (Basel) 11 (2019) 461. [CrossRef]
- N.A. Galledari, M.H. Beheshty, M. Barmar, Effect of NBR on epoxy/glass prepregs properties, J Appl Polym Sci 123 (2012) 1597–1603. [CrossRef]
- S.C. Joshi, V. Dikshit, Enhancing interlaminar fracture characteristics of woven CFRP prepreg composites through CNT dispersion, J Compos Mater 46 (2012) 665–675. [CrossRef]
- V. Damodaran, A.G. Castellanos, M. Milostan, P. Prabhakar, Improving the Mode-II interlaminar fracture toughness of polymeric matrix composites through additive manufacturing, Mater Des 157 (2018) 60–73. [CrossRef]
- A.W. Smith, A. Endruweit, G.Y.H. Choong, D.S.A. De Focatiis, P. Hubert, Adaptation of material deposition parameters to account for out-time effects on prepreg tack, Compos Part A Appl Sci Manuf 133 (2020) 105835. [CrossRef]
- R.J. Crossley, P.J. Schubel, N.A. Warrior, The experimental determination of prepreg tack and dynamic stiffness, Compos Part A Appl Sci Manuf 43 (2012) 423–434. [CrossRef]
- R. Banks, A.P. Mouritz, S. John, F. Coman, R. Paton, Development of a new structural prepreg: characterisation of handling, drape and tack properties, Compos Struct 66 (2004) 169–174. [CrossRef]
- L. ZU, X. XIA, Q. ZHANG, X. JIA, H. WANG, G. ZHANG, J. LU, Influence and optimization of parameters of prepreg viscosity during placement, Chinese Journal of Aeronautics 35 (2022) 438–449. [CrossRef]
- K. Potter, C. Langer, B. Hodgkiss, S. Lamb, Sources of variability in uncured aerospace grade unidirectional carbon fibre epoxy preimpregnate, Compos Part A Appl Sci Manuf 38 (2007) 905–916. [CrossRef]
- R.J. Crossley, P.J. Schubel, D.S.A. De Focatiis, Time–temperature equivalence in the tack and dynamic stiffness of polymer prepreg and its application to automated composites manufacturing, Compos Part A Appl Sci Manuf 52 (2013) 126–133. [CrossRef]
- R.J. Crossley, P.J. Schubel, N.A. Warrior, Experimental determination and control of prepreg tack for automated manufacture, Plastics, Rubber and Composites 40 (2011) 363–368. [CrossRef]
- K.J. Chan, M.J. Bortner, D.A. Dillard, R.M. Davis, Investigation of Processing Conditions and Viscoelastic Properties on Frictional Sliding Behavior of Unidirectional Carbon Fiber Epoxy Prepreg, (2018). http://hdl.handle.net/10919/86444 (accessed August 24, 2024).
- J. Studer, C. Dransfeld, K. Masania, An analytical model for B-stage joining and co-curing of carbon fibre epoxy composites, Compos Part A Appl Sci Manuf 87 (2016) 282–289. [CrossRef]
- D. Budelmann, C. Schmidt, D. Meiners, Adhesion-cohesion balance of prepreg tack in thermoset automated fiber placement. Part 1: adhesion and surface wetting, Composites Part C: Open Access 6 (2021) 100204.
- D. Budelmann, H. Detampel, C. Schmidt, D. Meiners, Interaction of process parameters and material properties with regard to prepreg tack in automated lay-up and draping processes, Compos Part A Appl Sci Manuf 117 (2019) 308–316.
- D8336 Standard Test Method for Characterizing Tack of Prepregs Using a Continuous Application-and-Peel Procedure, (n.d.). https://www.astm.org/standards/d8336 (accessed August 28, 2024).
- D. Budelmann, H. Detampel, C. Schmidt, D. Meiners, Interaction of process parameters and material properties with regard to prepreg tack in automated lay-up and draping processes, Compos Part A Appl Sci Manuf 117 (2019) 308–316. [CrossRef]
- K. Heller, D. Colin, K. Drechsler, Quantifying the Influence of Out-Time on Prepreg Material Properties and Out-Of-Plane Steering Defects During Automated Fiber Placement, Front Mater 9 (2022) 825809. [CrossRef]
- C. Wohl, F.L. Palmieri, A. Forghani, C. Hickmott, H. Bedayat, B. Coxon, A. Poursartip, B. Grimsley, Tack measurements of prepreg tape at variable temperature and humidity, (2017). https://ntrs.nasa.gov/citations/20170009108 (accessed February 5, 2024).
- E. Smith, C. Grubb, J. Misasi, N.L.-6th A.C. and, undefined 2019, Developing a procedure for prepreg tack characterization, Nasampe.Org (n.d.). https://www.nasampe.org/store/ViewProduct.aspx?id=15016248 (accessed February 5, 2024).
- D.S.A. De Focatiis, G.Y.H. Choong, A. Joesbury, A. Endruweit, DEVELOPMENT OF THE ASTM D8336 21: STANDARD TEST METHOD FOR CHARACTERIZING TACK OF PREPREGS USING A CONTINUOUS APPLICATION AND PEEL PROCEDURE, (2022).
- K. Raetzke, M.Q. Shaikh, F. Faupel, P.-L.M. Noeske, Shelf stability of reactive adhesive formulations: A case study for dicyandiamide-cured epoxy systems, Int J Adhes Adhes 30 (2010) 105–110. [CrossRef]
Figure 1.
Overview of the review.
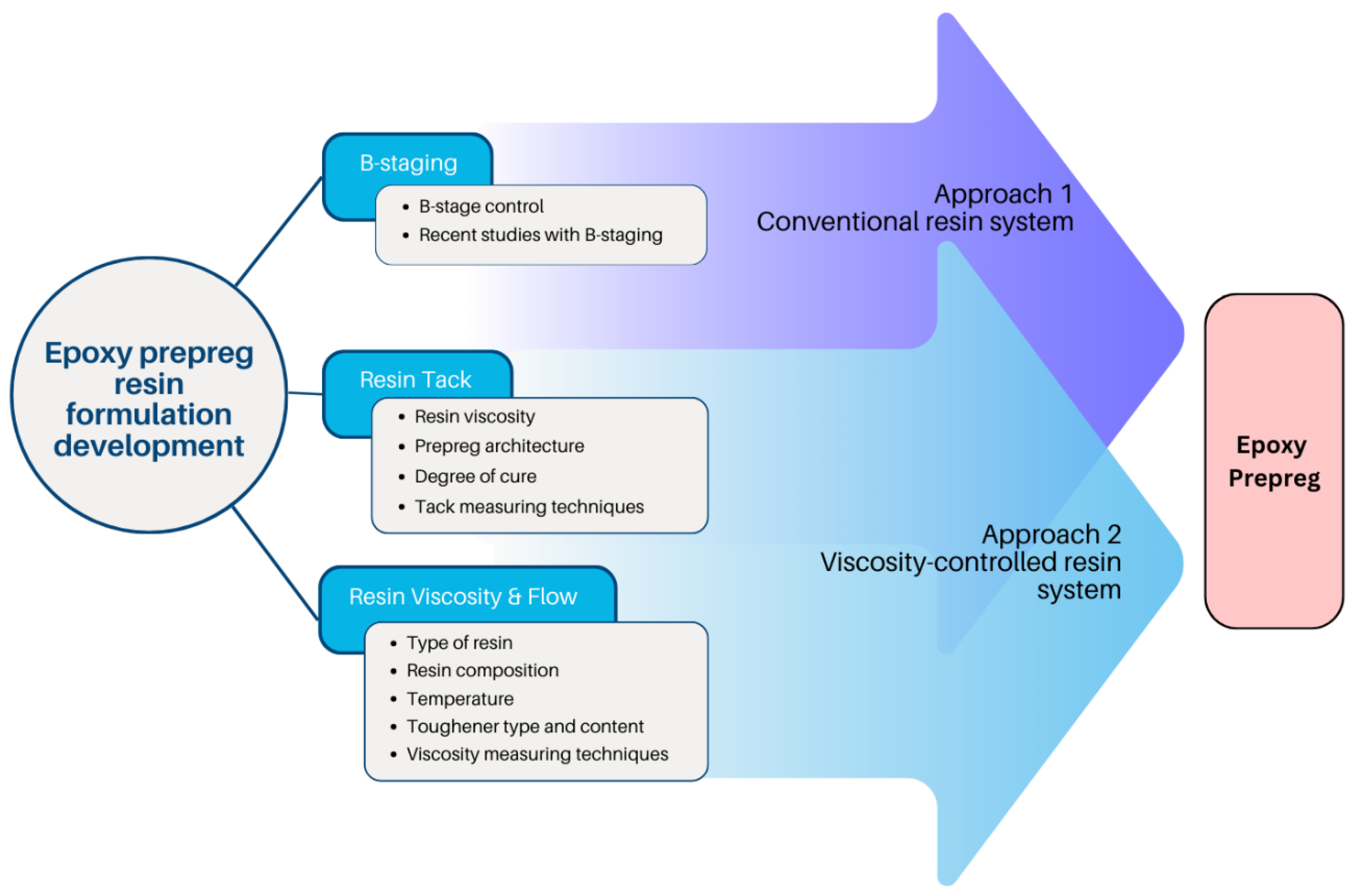
Figure 2.
Overview of prepreg applications.
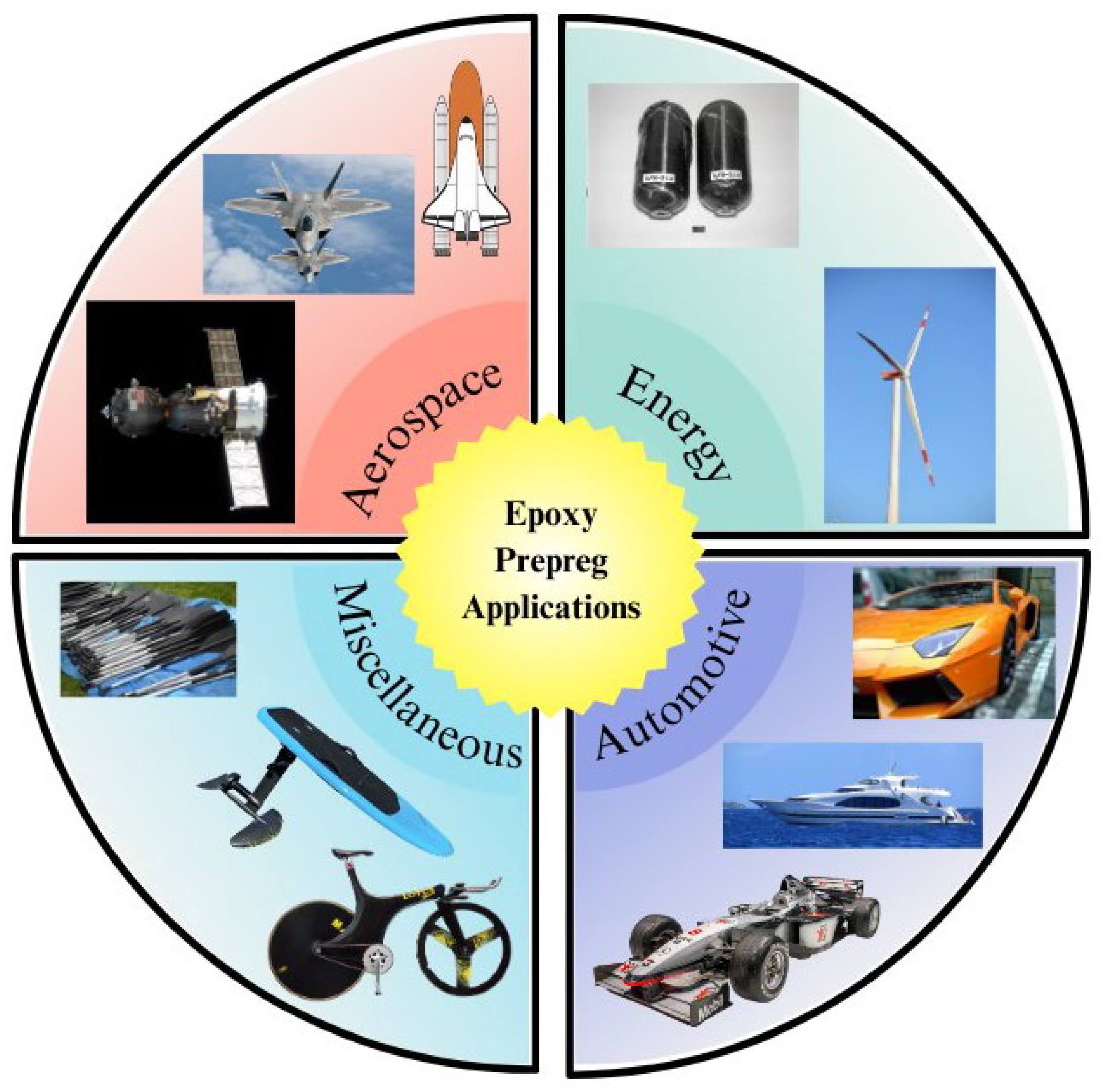
Figure 3.
Schematic illustration of the preparation of piezoelectric GFRP for smart sensor applications [37].
Figure 3.
Schematic illustration of the preparation of piezoelectric GFRP for smart sensor applications [37].
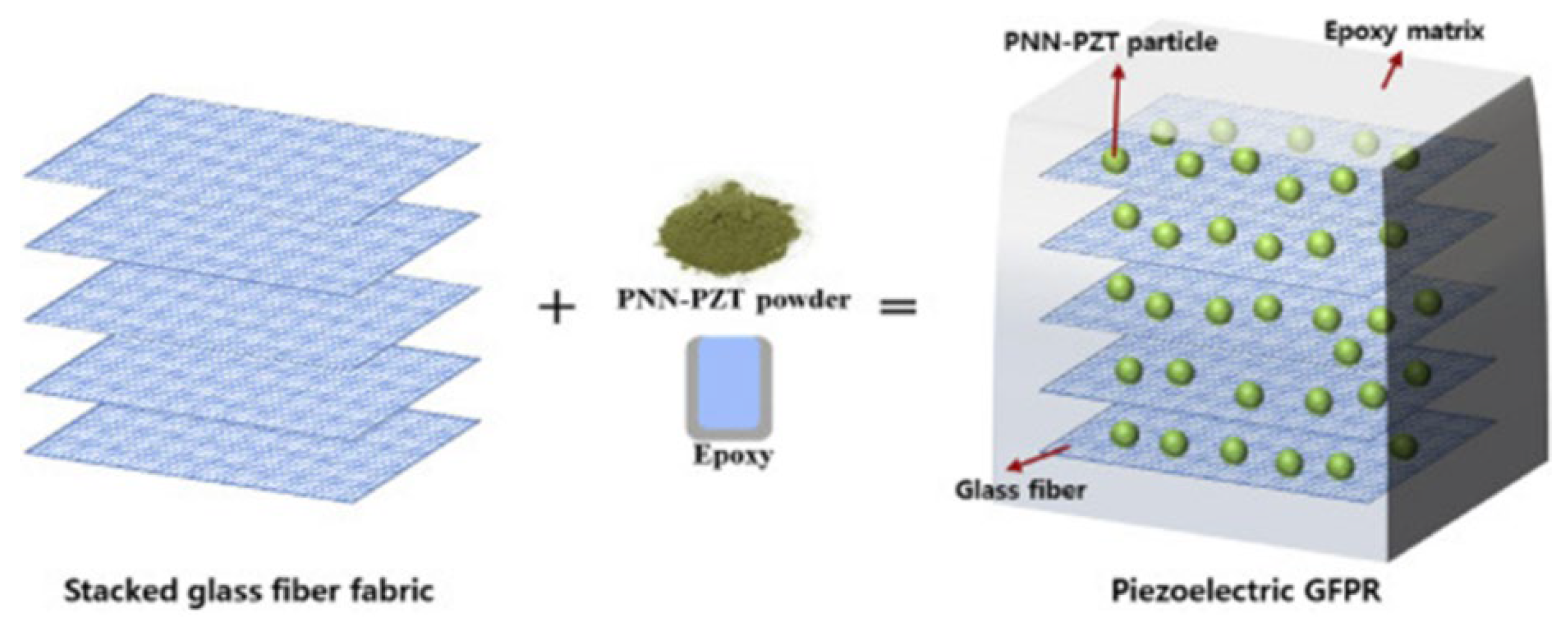
Figure 4.
Shape recovery steps of cubic-shaped deployable structures made from shape memory polymer prepregs (from a to g)[42].
Figure 4.
Shape recovery steps of cubic-shaped deployable structures made from shape memory polymer prepregs (from a to g)[42].

Figure 6.
Illustration of different stages in a thermoset resin based on the amount of crosslinks.
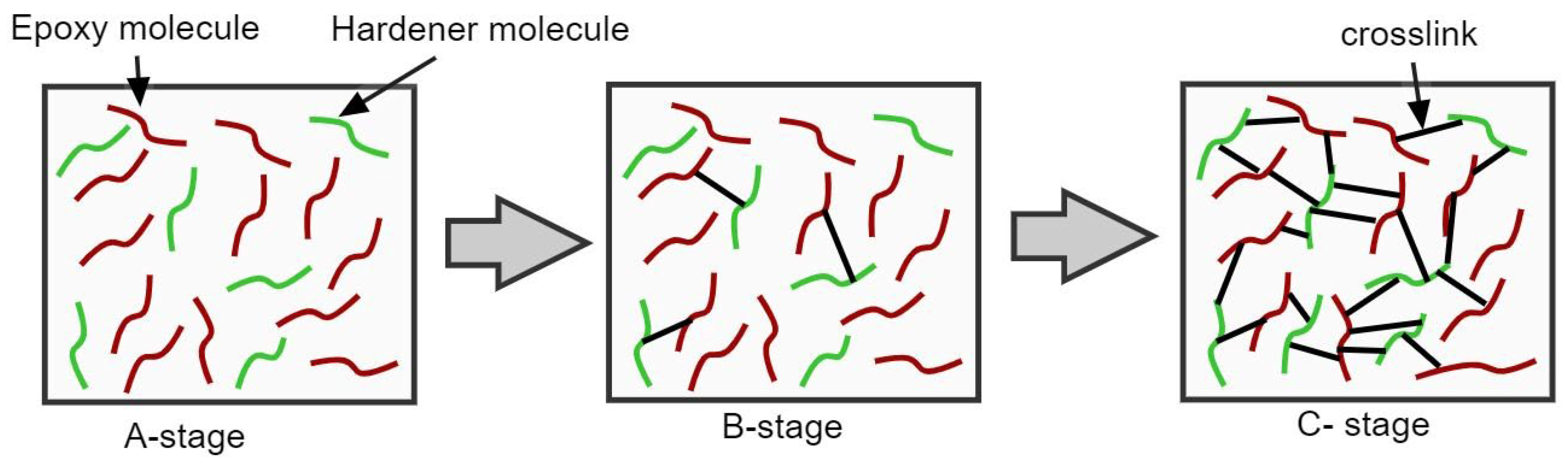
Figure 7.
Level of cure vs complex viscosity of the prepreg [57].
Figure 7.
Level of cure vs complex viscosity of the prepreg [57].
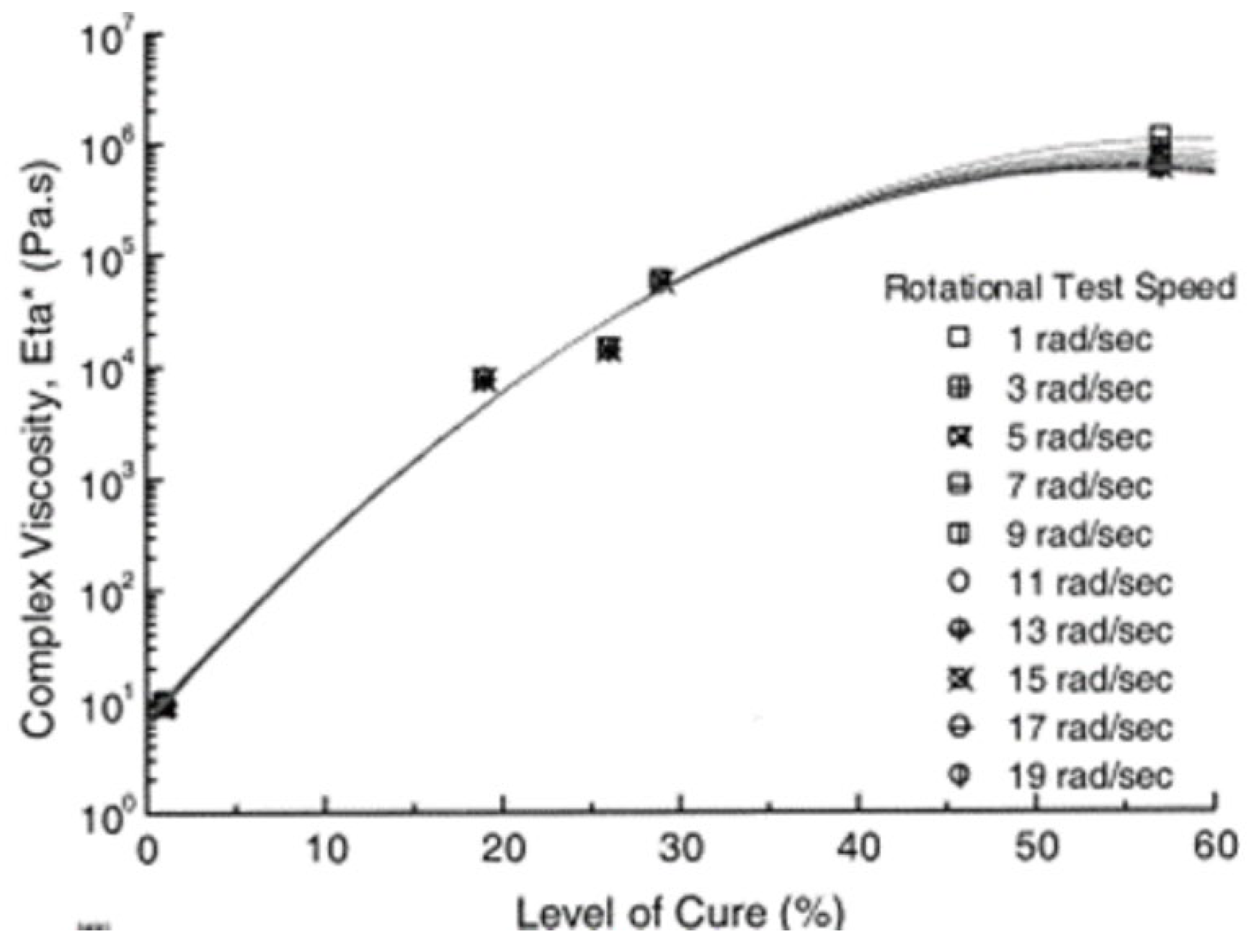
Figure 8.
The viscosity of epoxy resin mixture with different resin ratios (EA and EB denote the solid and liquid resins, respectively) [69].
Figure 8.
The viscosity of epoxy resin mixture with different resin ratios (EA and EB denote the solid and liquid resins, respectively) [69].
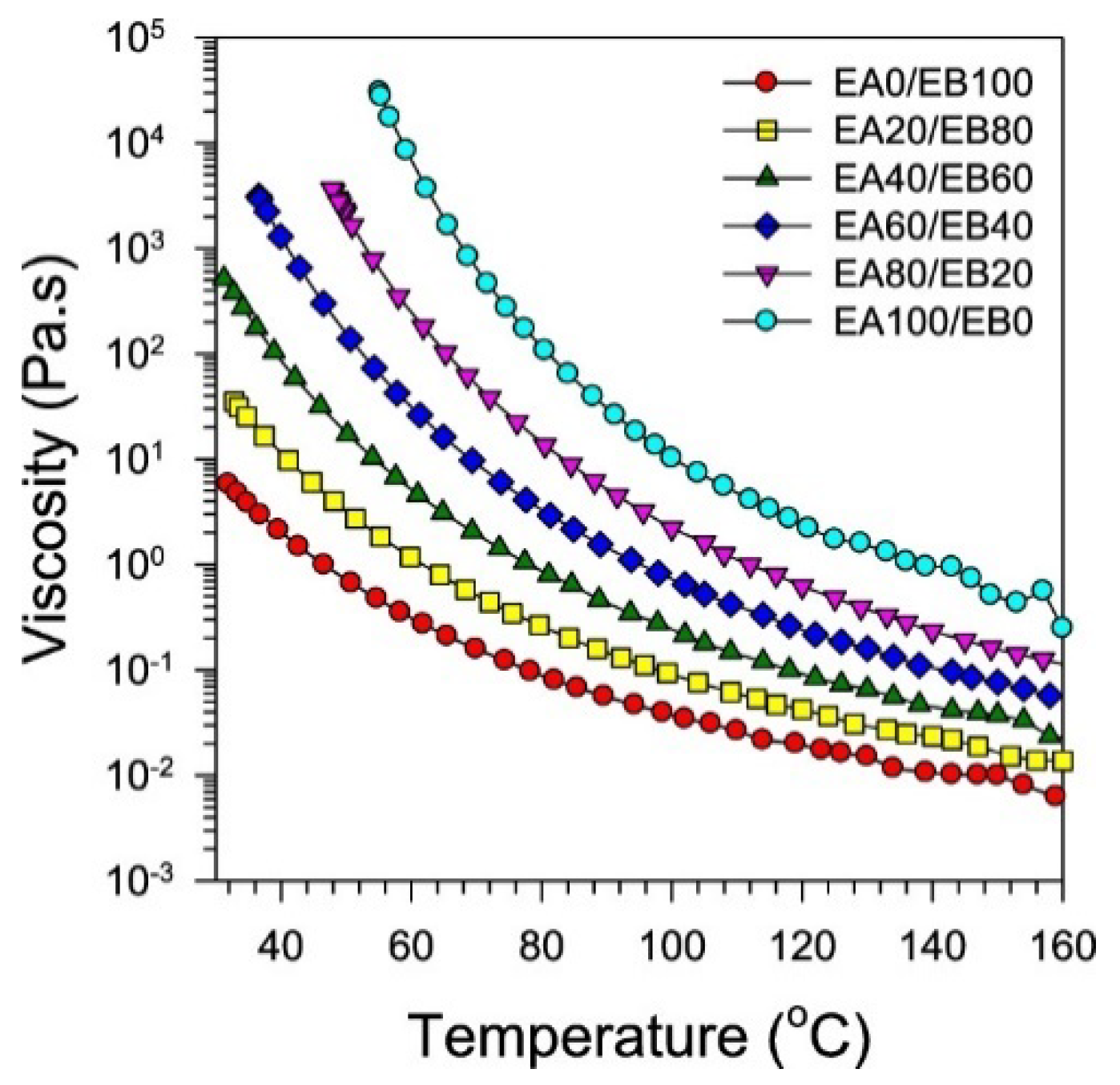
Figure 9.
A typical curve showing the change of viscosity and degree of cure with respect to time and temperature in a multi-step cure cycle of a prepreg [74].
Figure 9.
A typical curve showing the change of viscosity and degree of cure with respect to time and temperature in a multi-step cure cycle of a prepreg [74].
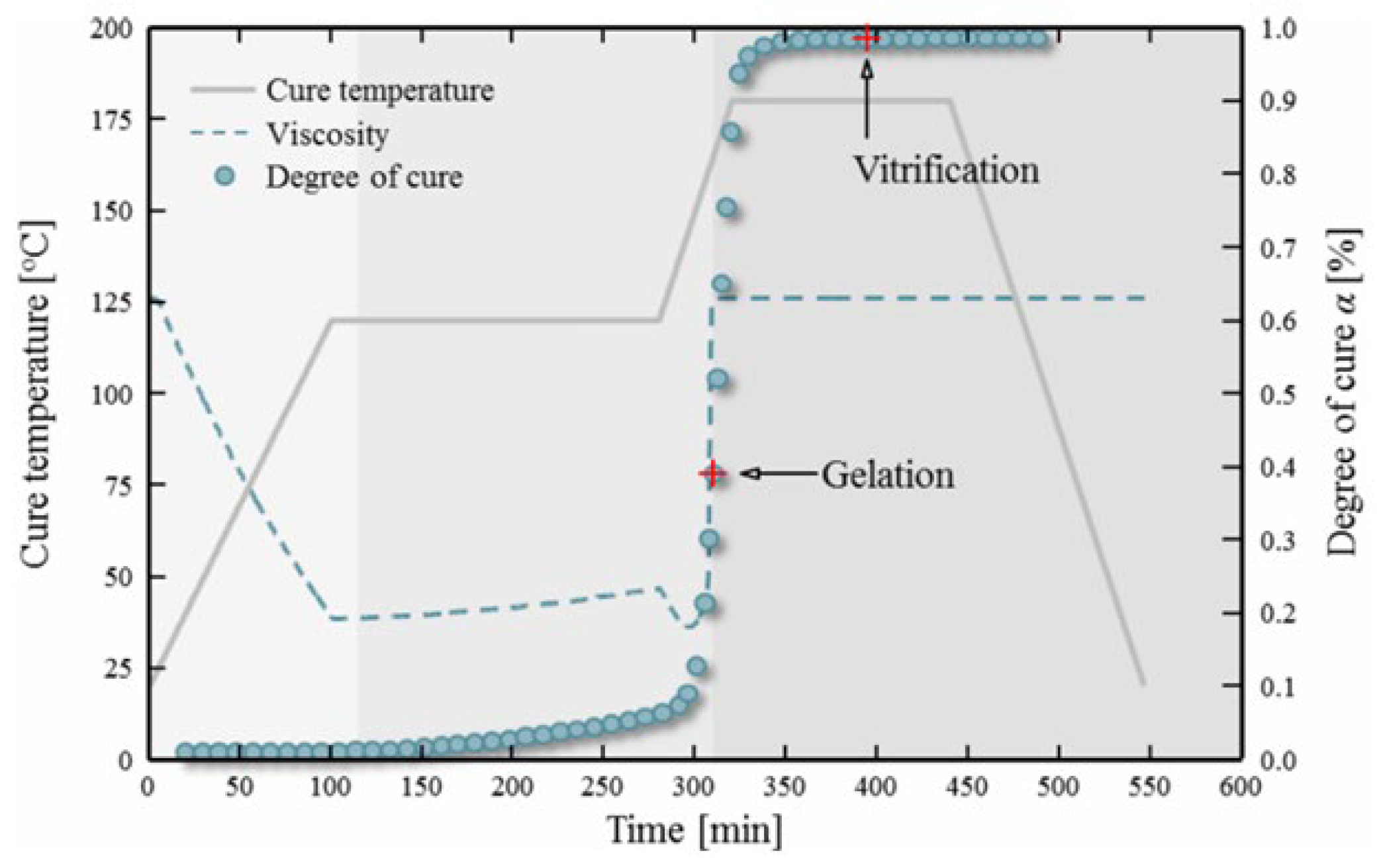
Figure 10.
Effect of temperature on viscosity and wrinkle severity [75].
Figure 10.
Effect of temperature on viscosity and wrinkle severity [75].
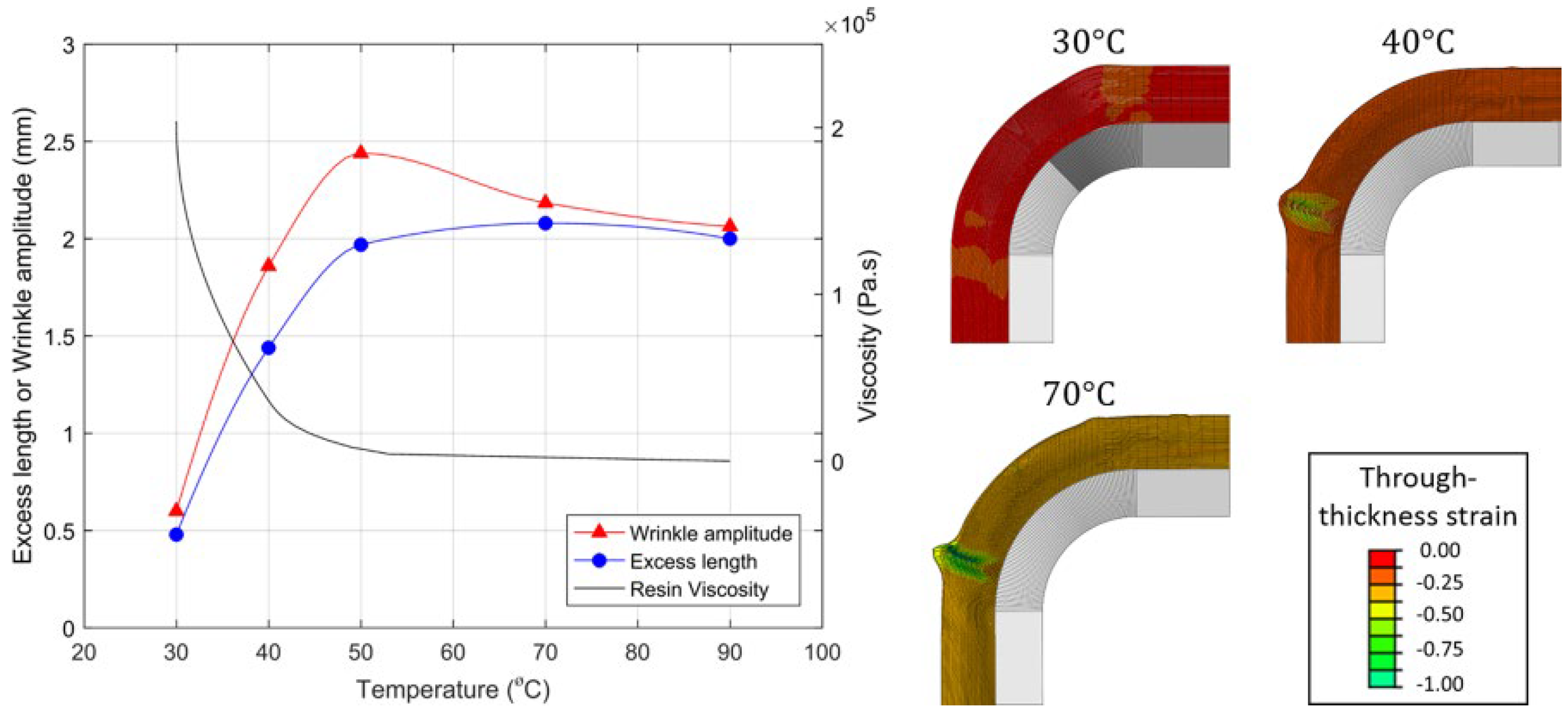
Figure 11.
Complex viscosity of resin matrix under isothermal conditions (edited) [69].
Figure 11.
Complex viscosity of resin matrix under isothermal conditions (edited) [69].
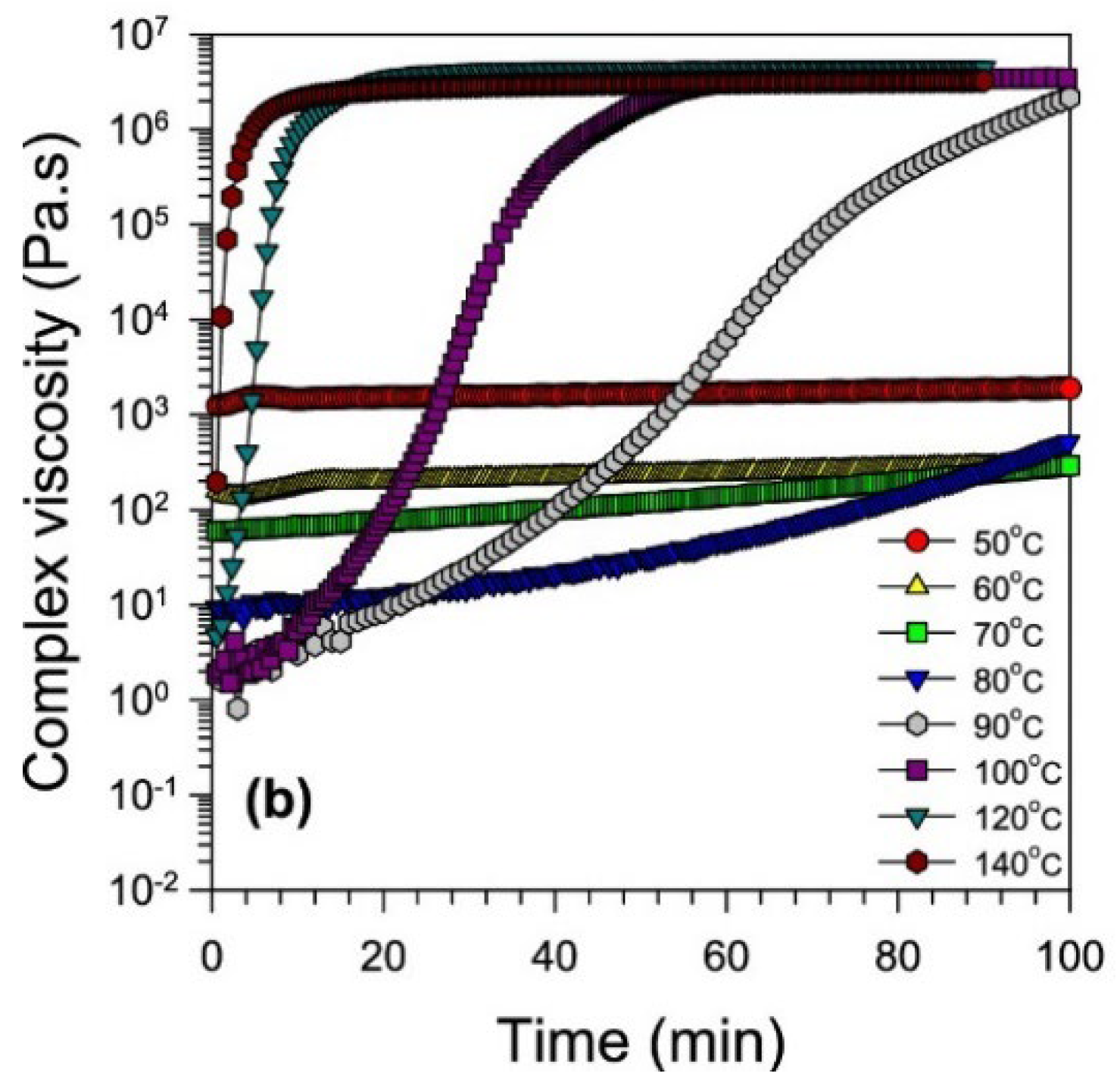
Figure 12.
Friction coefficient at different viscosities [78].
Figure 12.
Friction coefficient at different viscosities [78].
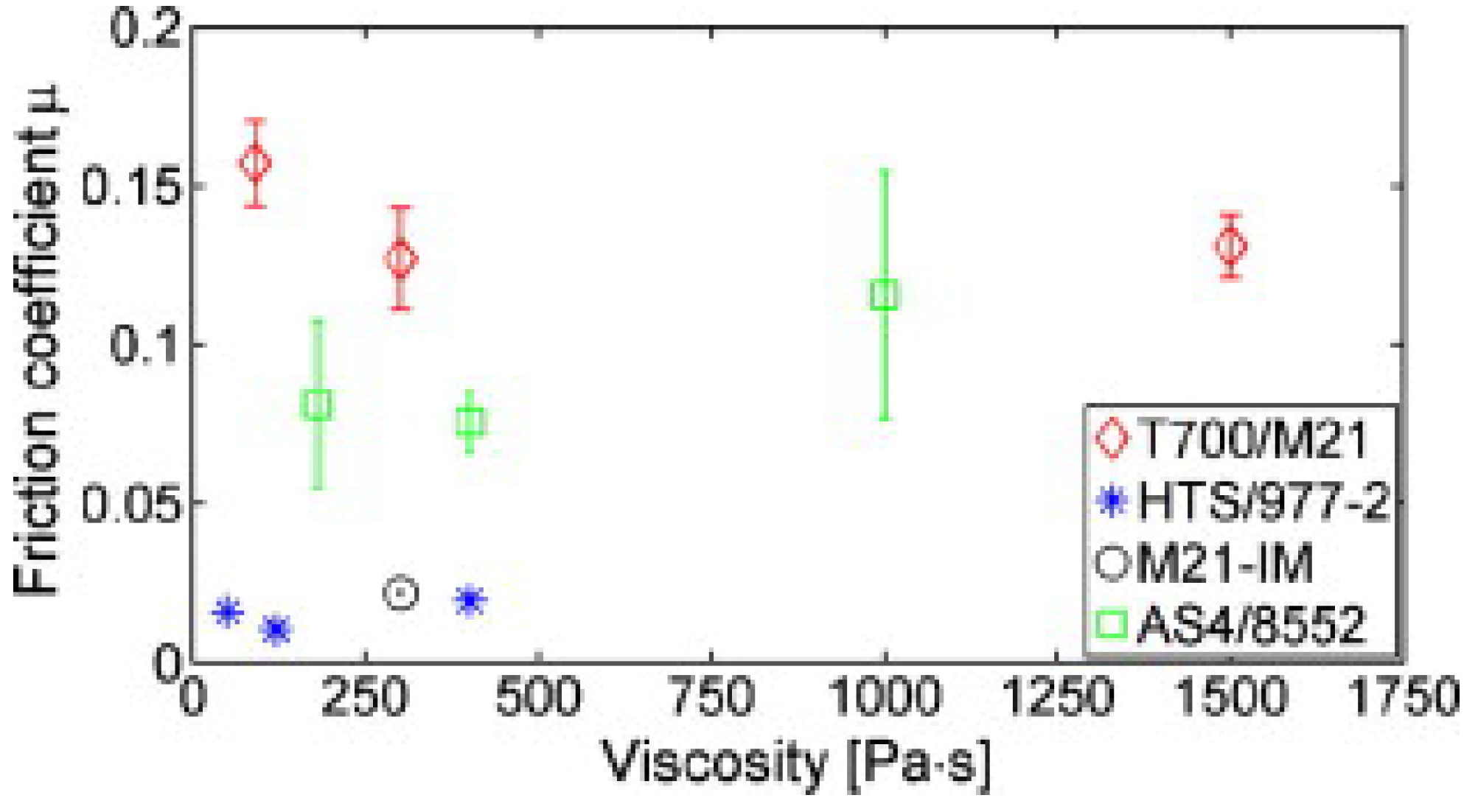
Figure 13.
(a) Probe test device and (b) model [91].
Figure 13.
(a) Probe test device and (b) model [91].
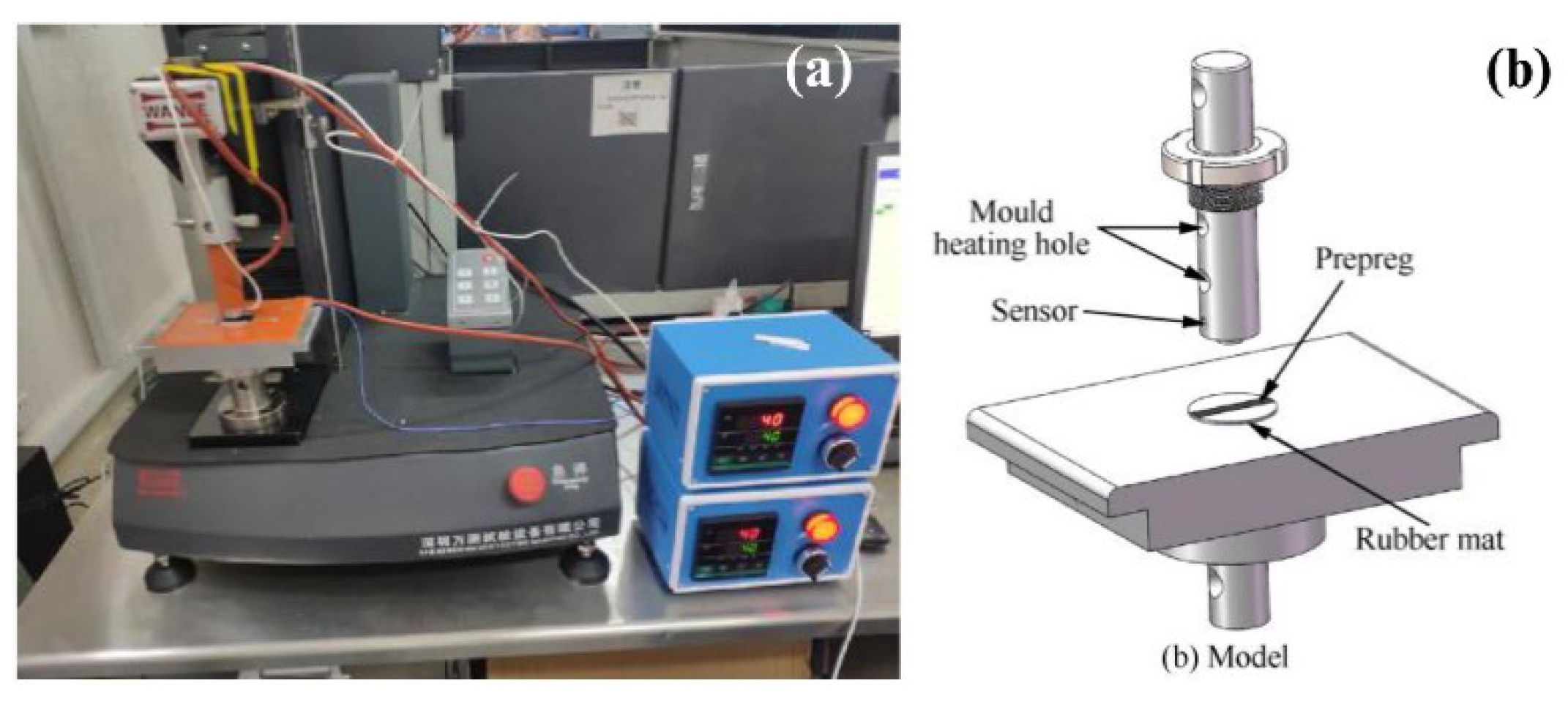
Figure 14.
Complex viscosities of epoxy resins with different curing agent (DICY) loadings [69].
Figure 14.
Complex viscosities of epoxy resins with different curing agent (DICY) loadings [69].
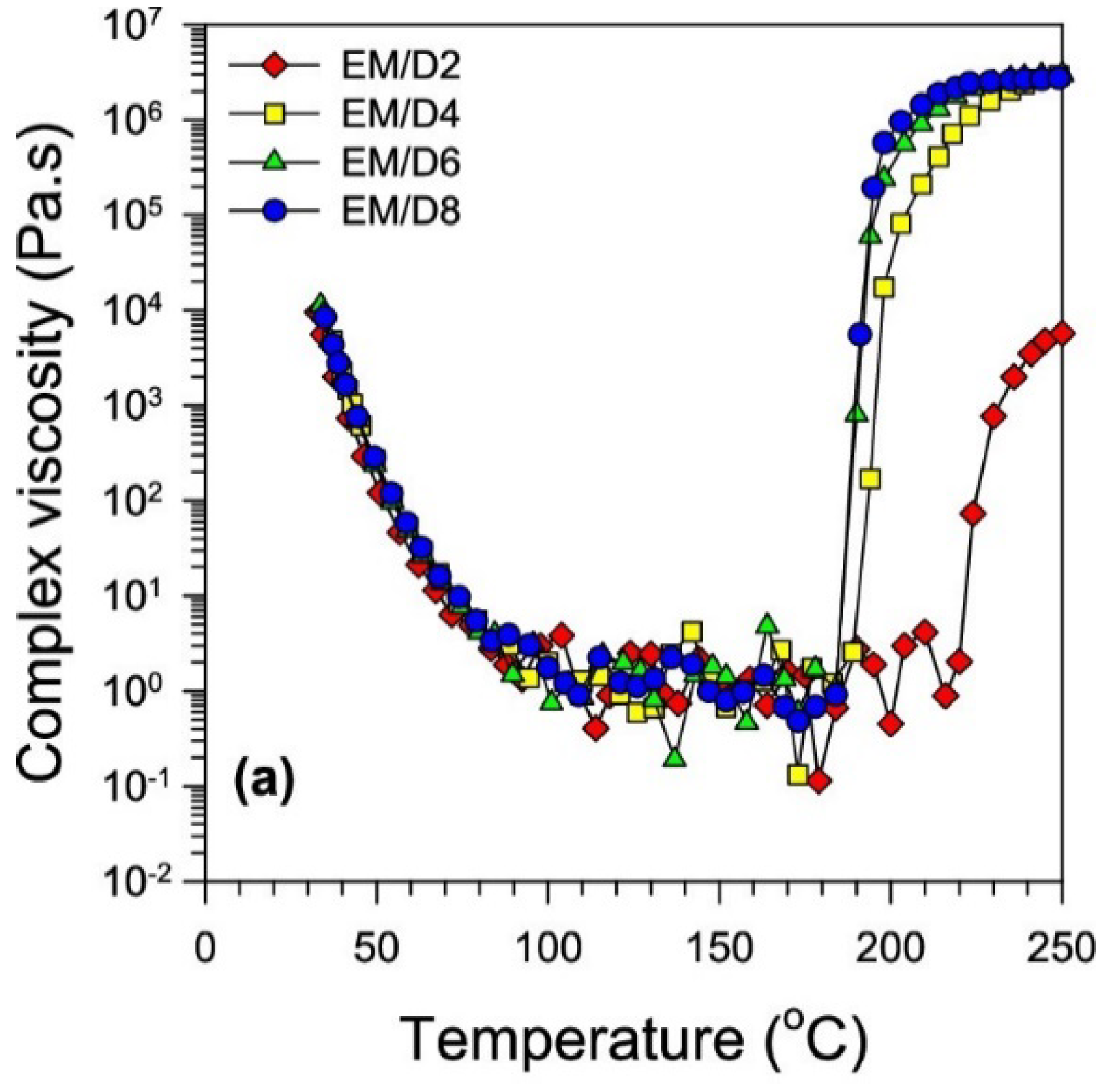
Figure 16.
The effect of (a) prepolymer. (b) B-staging, and (c) toughener content on prepreg tack [62].
Figure 16.
The effect of (a) prepolymer. (b) B-staging, and (c) toughener content on prepreg tack [62].
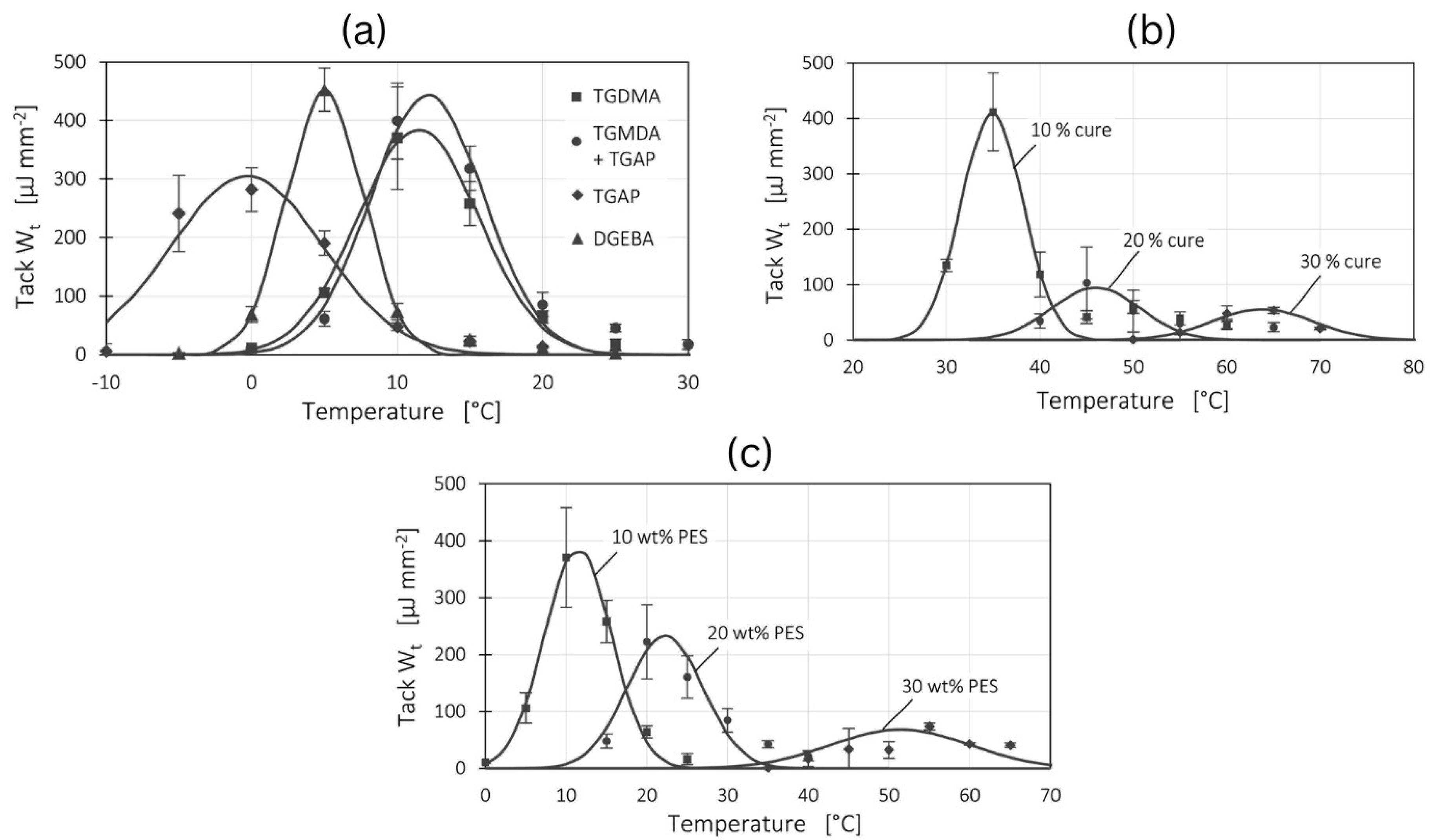
Figure 17.
Illustration of probe tack test and the outcome [58].
Figure 17.
Illustration of probe tack test and the outcome [58].
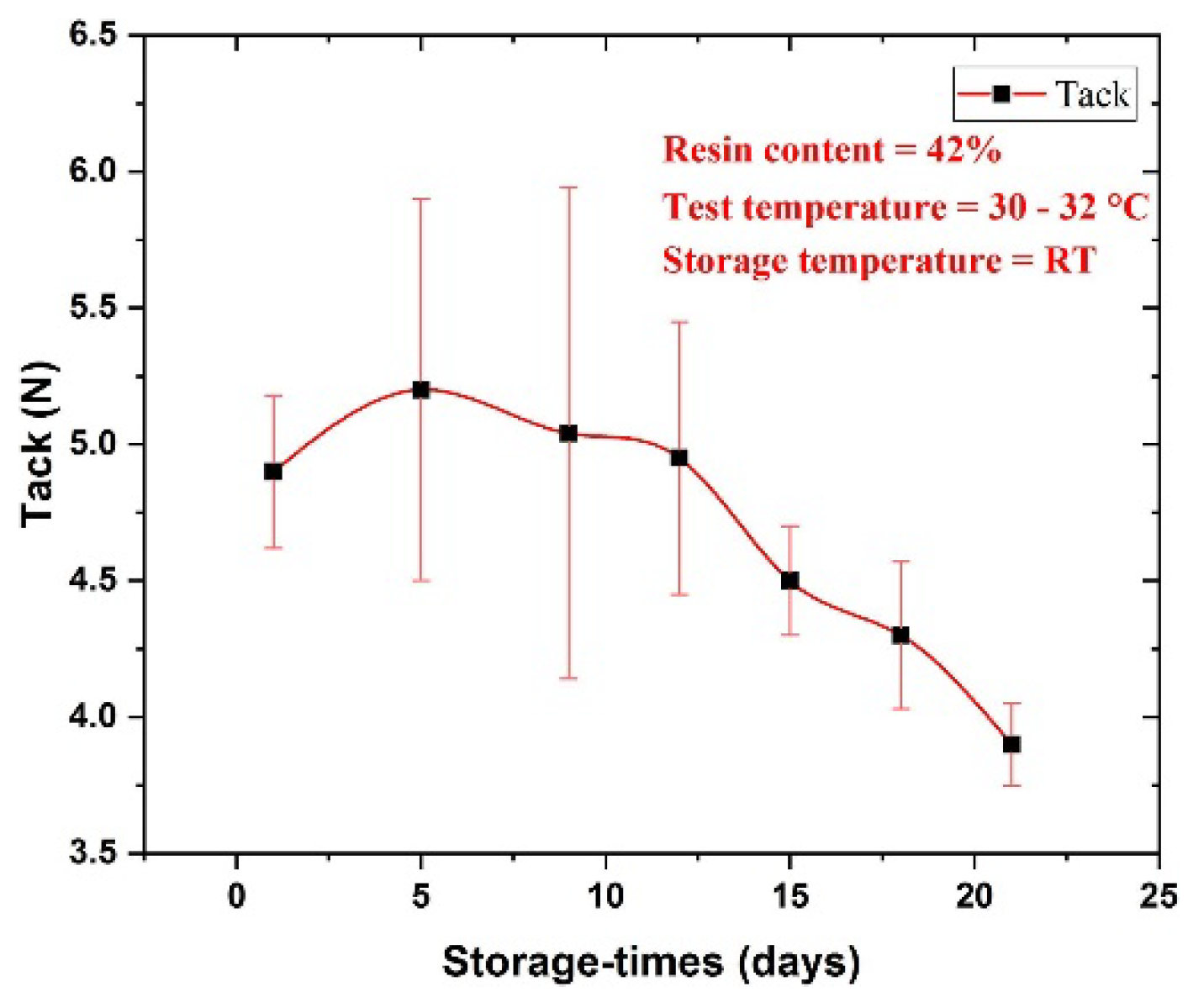
Figure 18.
The measurement of tack of a dual-curable prepreg over a period [58].
Figure 18.
The measurement of tack of a dual-curable prepreg over a period [58].
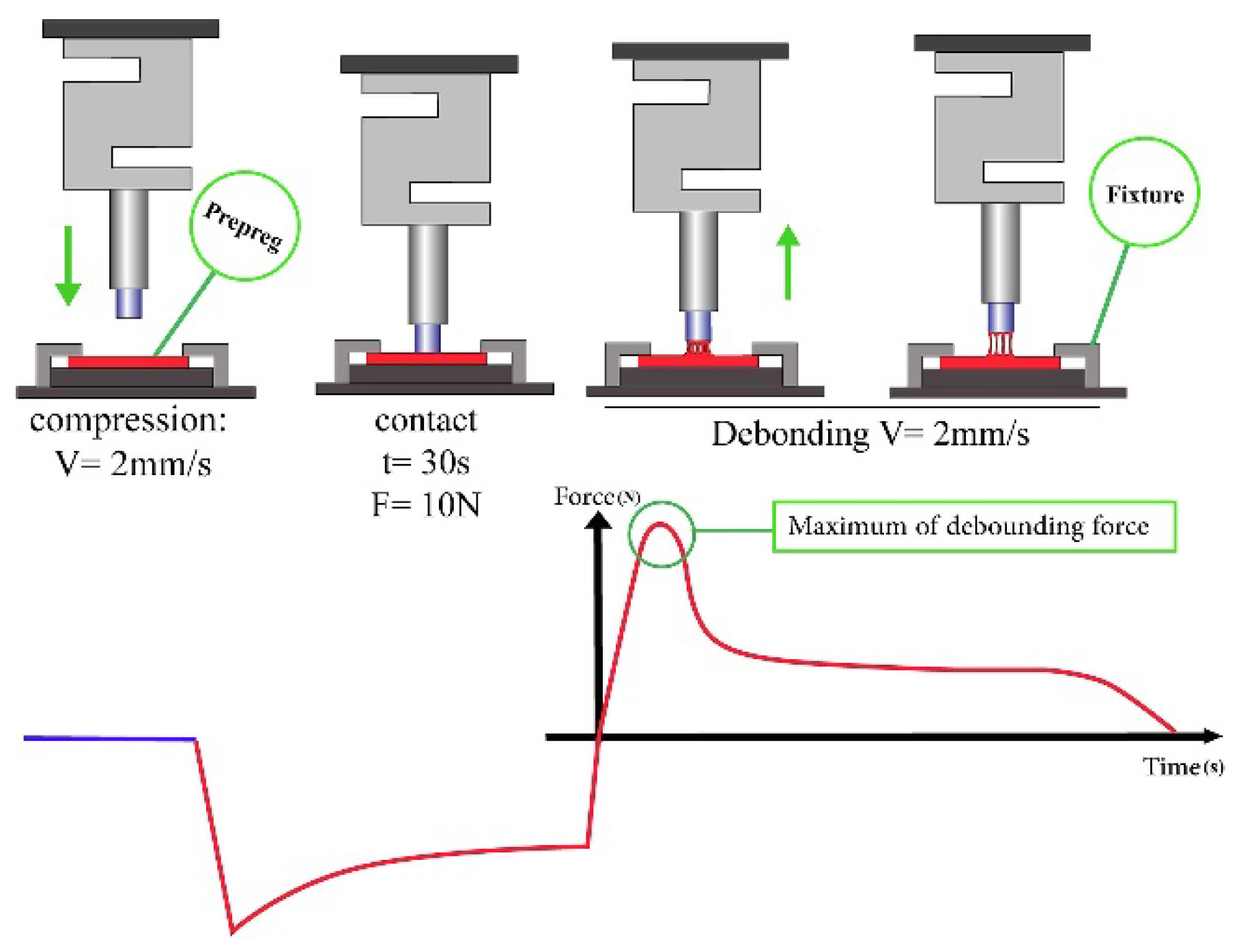
Figure 19.
Effect of (a) holding time, (b) probe pressure, and (c) probe temperature on the separation energy [91].
Figure 19.
Effect of (a) holding time, (b) probe pressure, and (c) probe temperature on the separation energy [91].
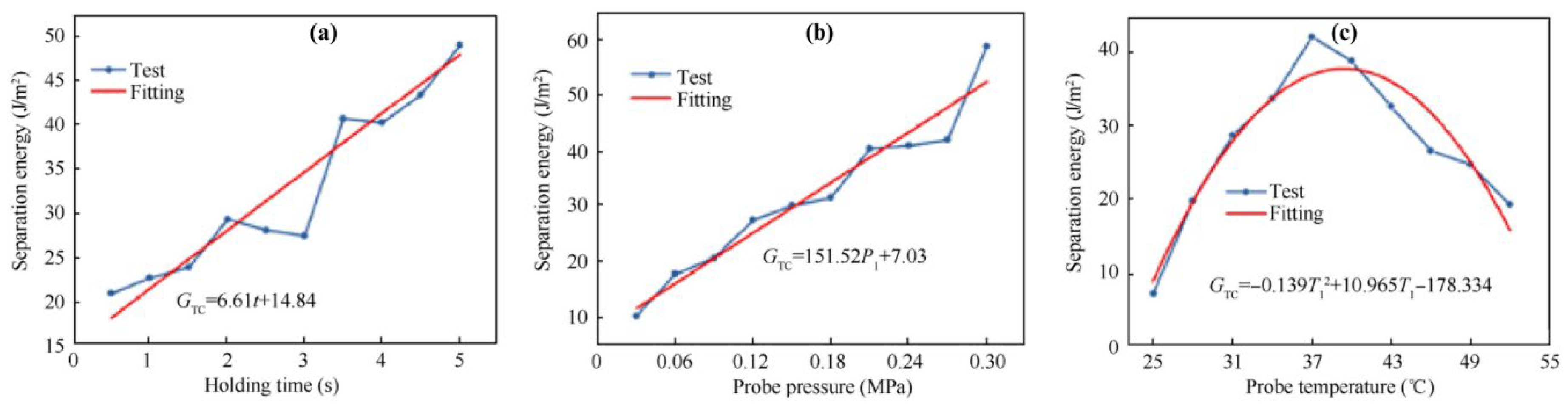
Figure 20.
Peel test output showing stiffness and tack [89].
Figure 20.
Peel test output showing stiffness and tack [89].
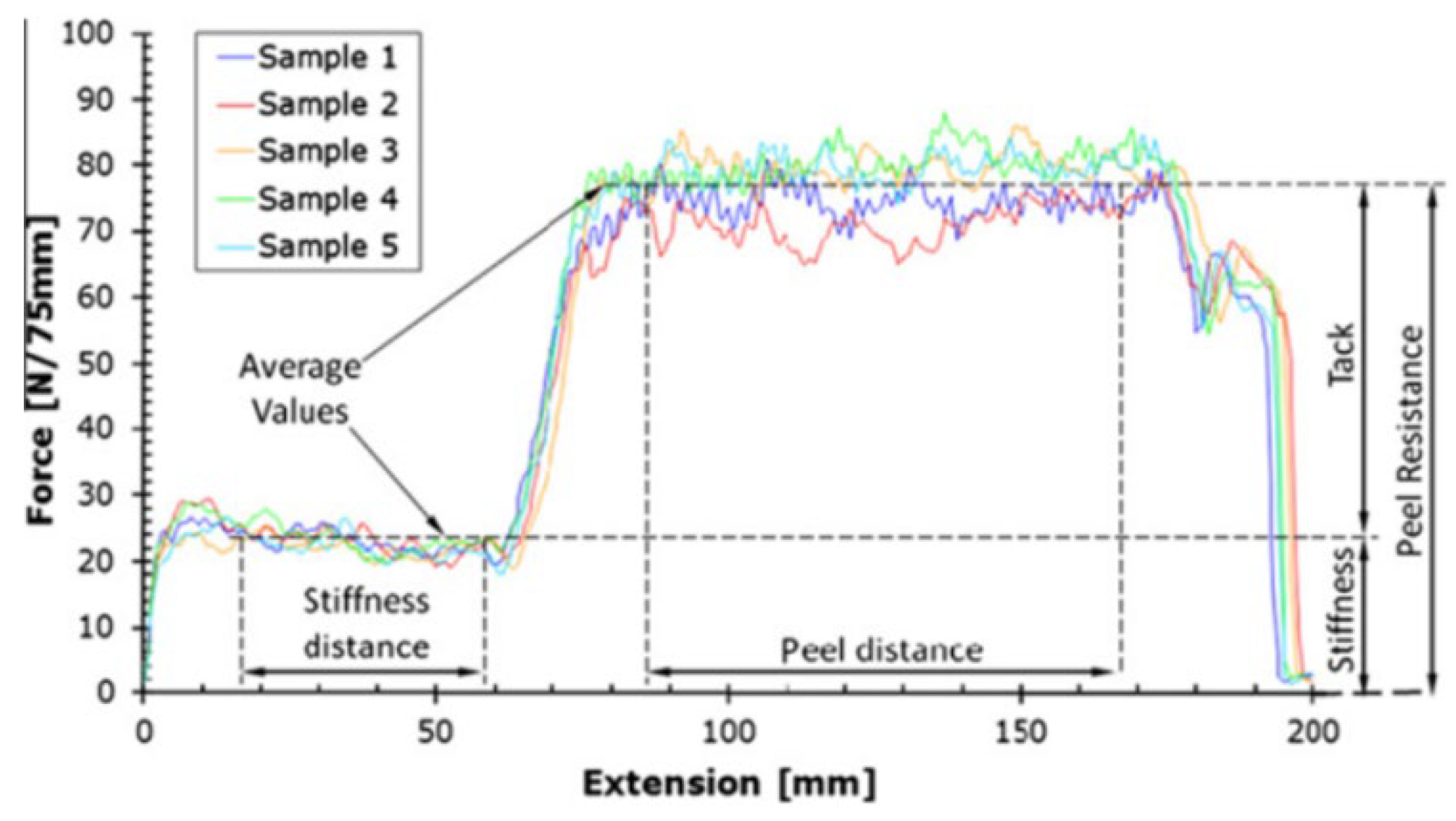
Figure 21.
Peel tests result under different (a) laying rates, (b) laying pressure and (c) laying temperature [91].
Figure 21.
Peel tests result under different (a) laying rates, (b) laying pressure and (c) laying temperature [91].
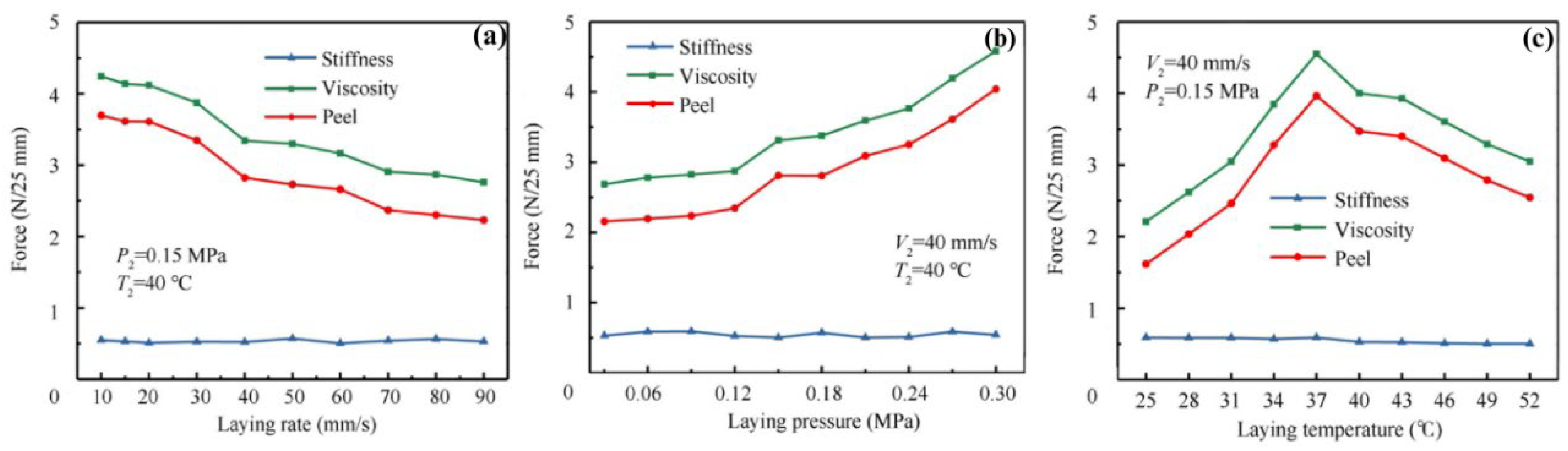
Figure 22.
Schematic diagram showing two methods of continuous application-and-peel test.
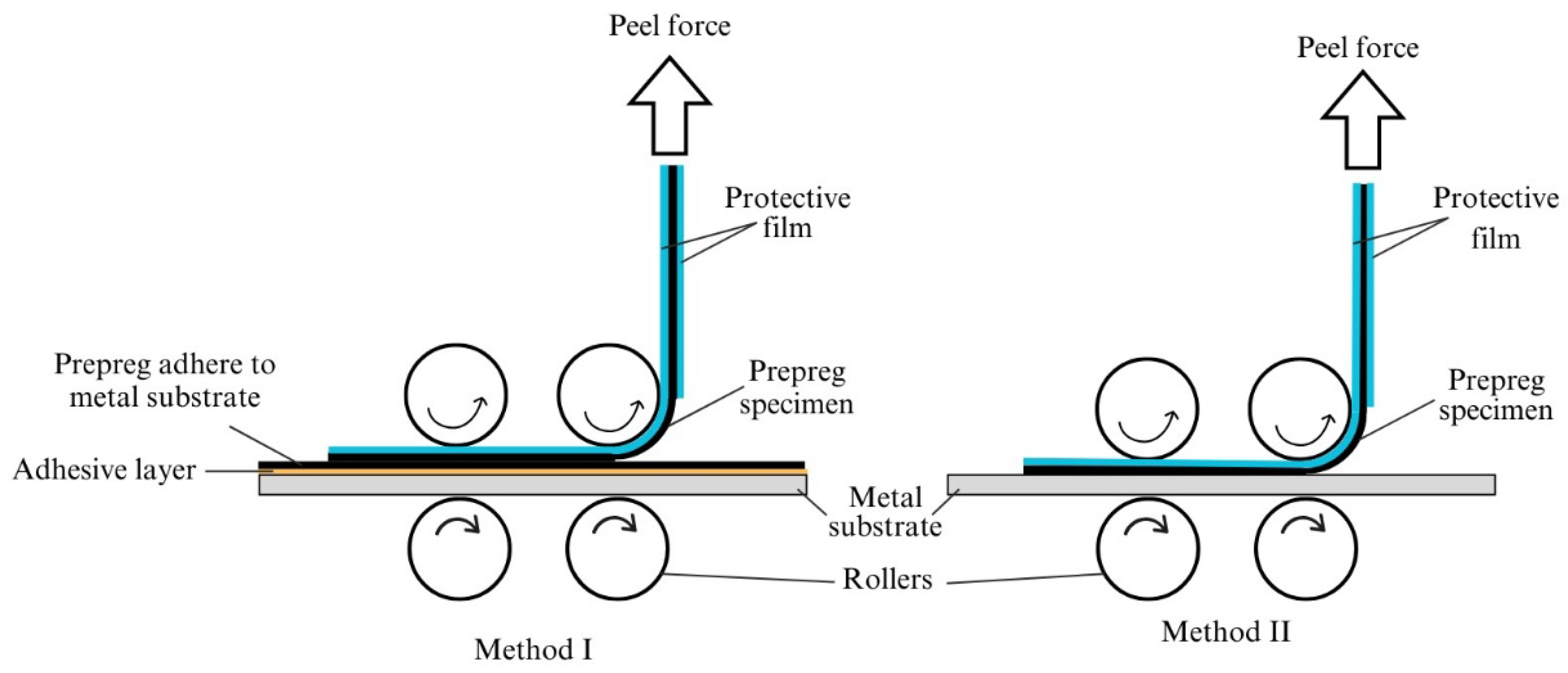
Figure 23.
Prepreg sample holder used for tack test in the rotation rheometer [100].
Figure 23.
Prepreg sample holder used for tack test in the rotation rheometer [100].
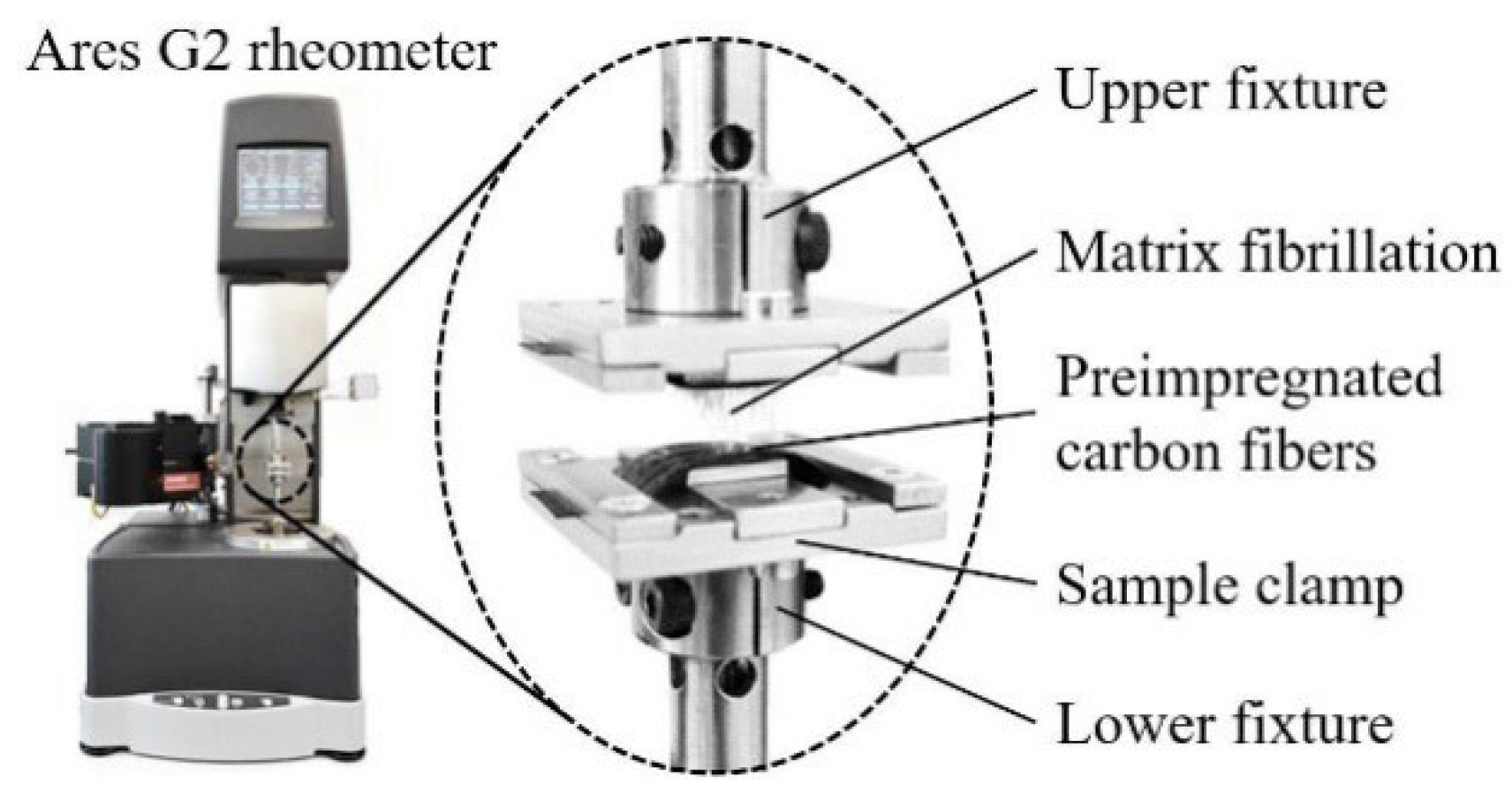
Figure 24.
Process flow diagram showing the differences between conventional and viscosity-controlled resin systems.
Figure 24.
Process flow diagram showing the differences between conventional and viscosity-controlled resin systems.
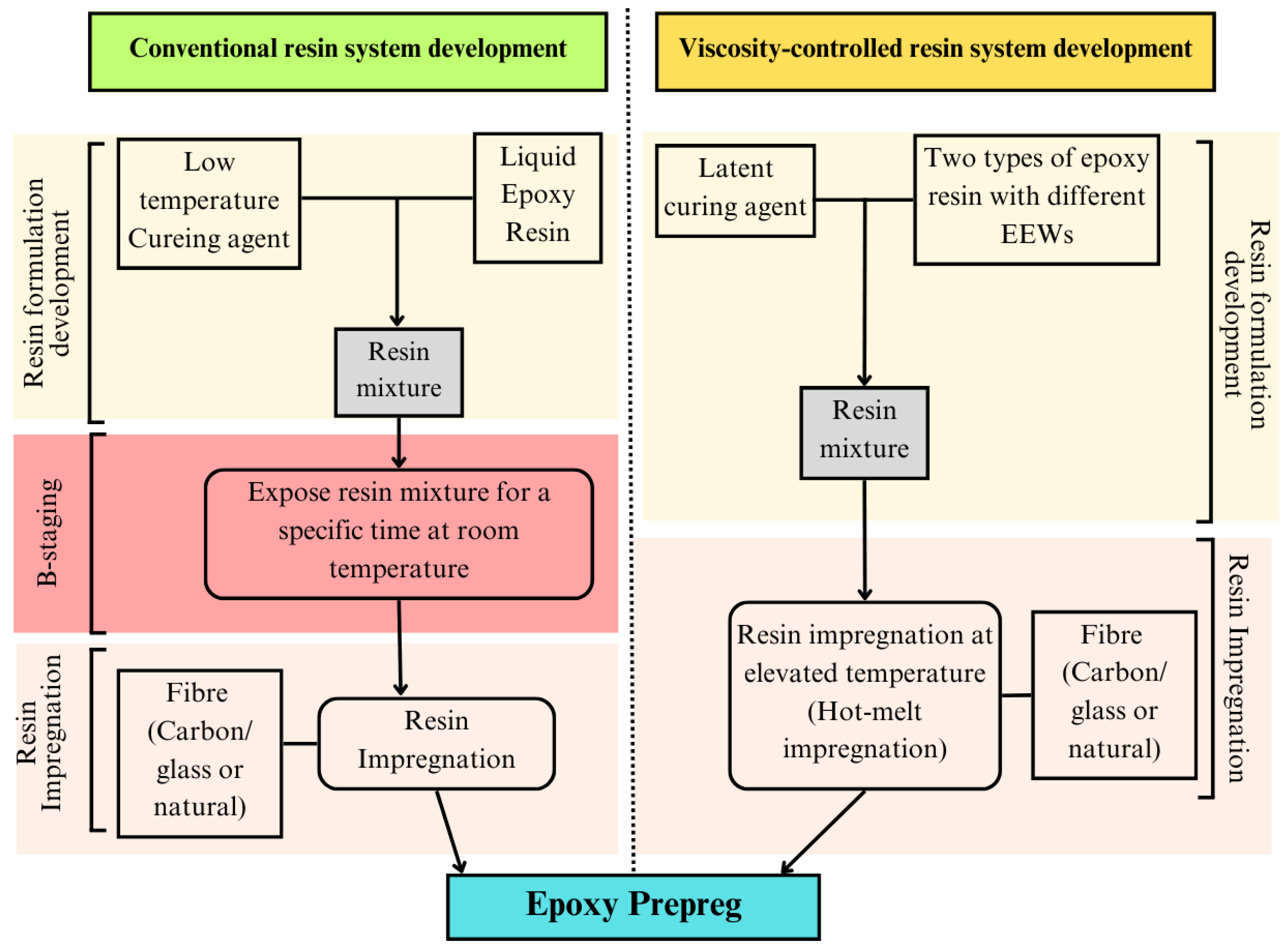
Figure 25.
DSC diagram of before and after B-staging of prepreg with dual curable resin system [58].
Figure 25.
DSC diagram of before and after B-staging of prepreg with dual curable resin system [58].
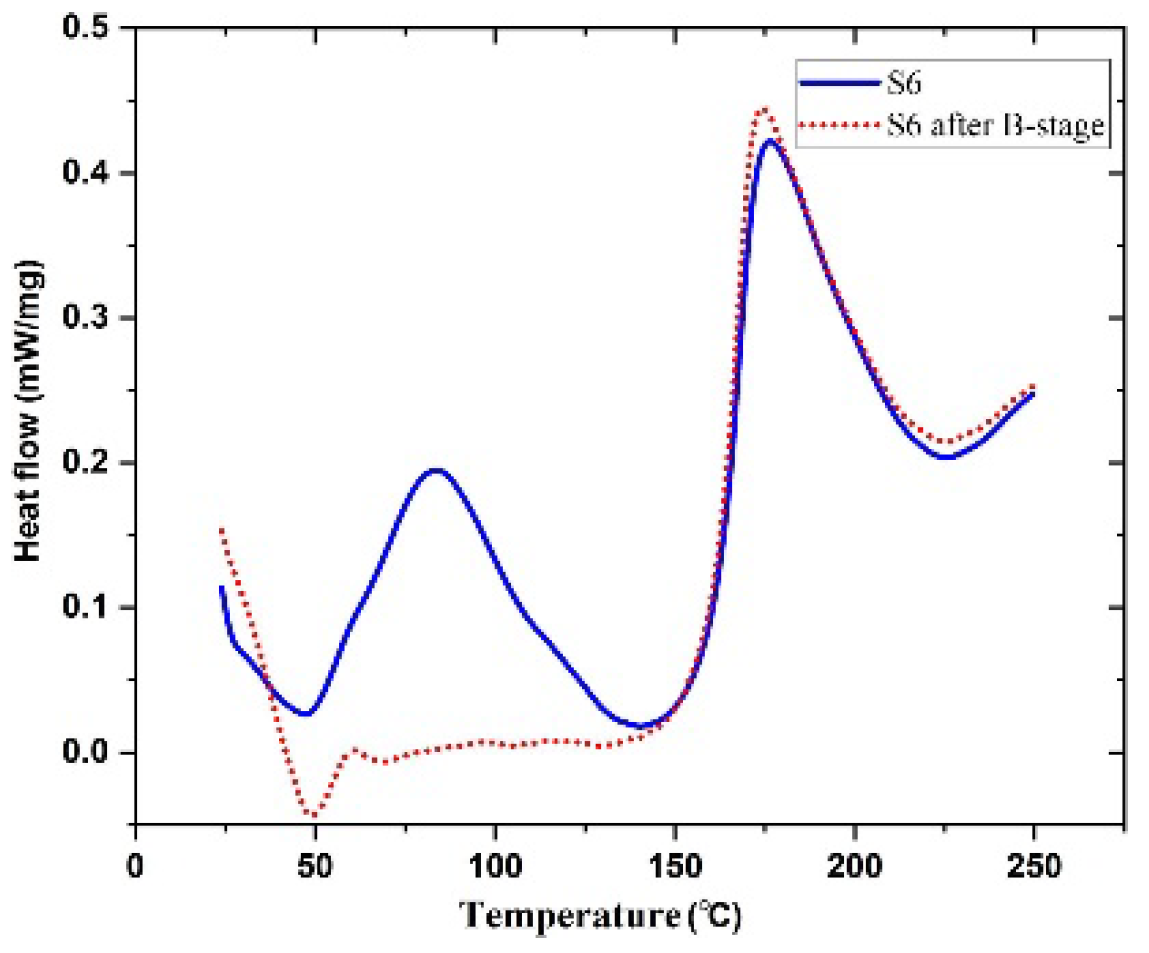

Table 1.
An insight into a historical background on the development of prepregs from the late 1960s to 1991.
Table 1.
An insight into a historical background on the development of prepregs from the late 1960s to 1991.
| Year/ period | Key Activity/ Event | Ref. |
|---|---|---|
| 1960s | Early development of automated tape layup (ATL) | [2,6] |
| 1970s | Commercial application of ATL | [2,6] |
| 1971 | A Computer Numeric Control (CNC) was developed to laminate composite tape onto a rotatable base-plate | [2] |
| 1974 | Development of an automated rotatable head for complex part manufacturing | [2,7] |
| 1980 | Initialization of the manual layup of prepregs | [2,8] |
| Early 1980s | Further development and improvement of ATL technique | [3,4,5] |
| 1990s | Introduction of tape heating to overcome the defects occurred during the complex laminate layups and control the tack in large parts | [2] |
| 1991 | Introduction of irradiation heating for thermoplastic layup | [2,9] |
Table 2.
Summary of reviews published on prepregs during the last decade.
| Major focus | Review title | Ref. |
|---|---|---|
| Post curing | A review of out-of-autoclave prepregs – Material properties, process phenomena, and manufacturing considerations | [10] |
| A review on fabrication of thermoset prepreg compositesusing out-of-autoclave technology | [11] | |
| A review on the out-of-autoclave process for composite manufacturing | [12] | |
| Prepreg layup and defects | A review on the manufacturing defects of complex-shaped laminate in aircraft composite structures | [13] |
| Automated material handling in composite manufacturing using pick-and-place systems – a review | [14] | |
| Prospects and challenges of nanomaterial engineered prepregs for improving interlaminar properties of laminated composites––a review | [15] | |
| A mini review on manufacturing defects and performance assessments of complex shape prepreg-based composites | [16] | |
| Prepreg tack | Prepreg tack: A review of mechanisms, measurement, and manufacturing implication | [17] |
| Prepreg testing | Quality analysis and control strategies for epoxy resin and prepreg | [18] |
Table 3.
Recent studies published with information on different B-stage control strategies.
| Study | B-staging conditions | References |
|---|---|---|
| Development of in-house unidirectional carbon/epoxy prepregs and its characterization for aerospace applications | 9 hours at room temperature | [20] |
| Development of a new structural prepreg: characterisation of handling, drape and tack properties | Vary exposure time at room temperature | [57] |
| A novel custom-tailored epoxy prepreg formulation based on epoxy-amine dual-curable systems | Varying the amount of low-temperature curing agent | [58] |
| Influence of cure agent, treatment and fibre content on the thermal behaviour of a curaua/epoxy prepreg | 38 hr at room temperature | [59] |
| Poly(amidoamine) Functionalized Graphene Oxide Incorporated Carbon/Epoxy Prepreg Composites for Enhanced Electrical and Thermal Properties | 30 min at 80 ºC | [60] |
| Processing, thermal, and mechanical properties of composite laminates with natural fibers prepregs | 24 hr at room temperature | [61] |
| Tack of epoxy resin films for aerospace-grade prepregs: Influence of resin formulation, B-staging, and toughening | 15 min at 80 ºC | [62] |
Table 4.
The chemical structure and physical properties of the resin, curing agents, and accelerator [58].
Table 4.
The chemical structure and physical properties of the resin, curing agents, and accelerator [58].
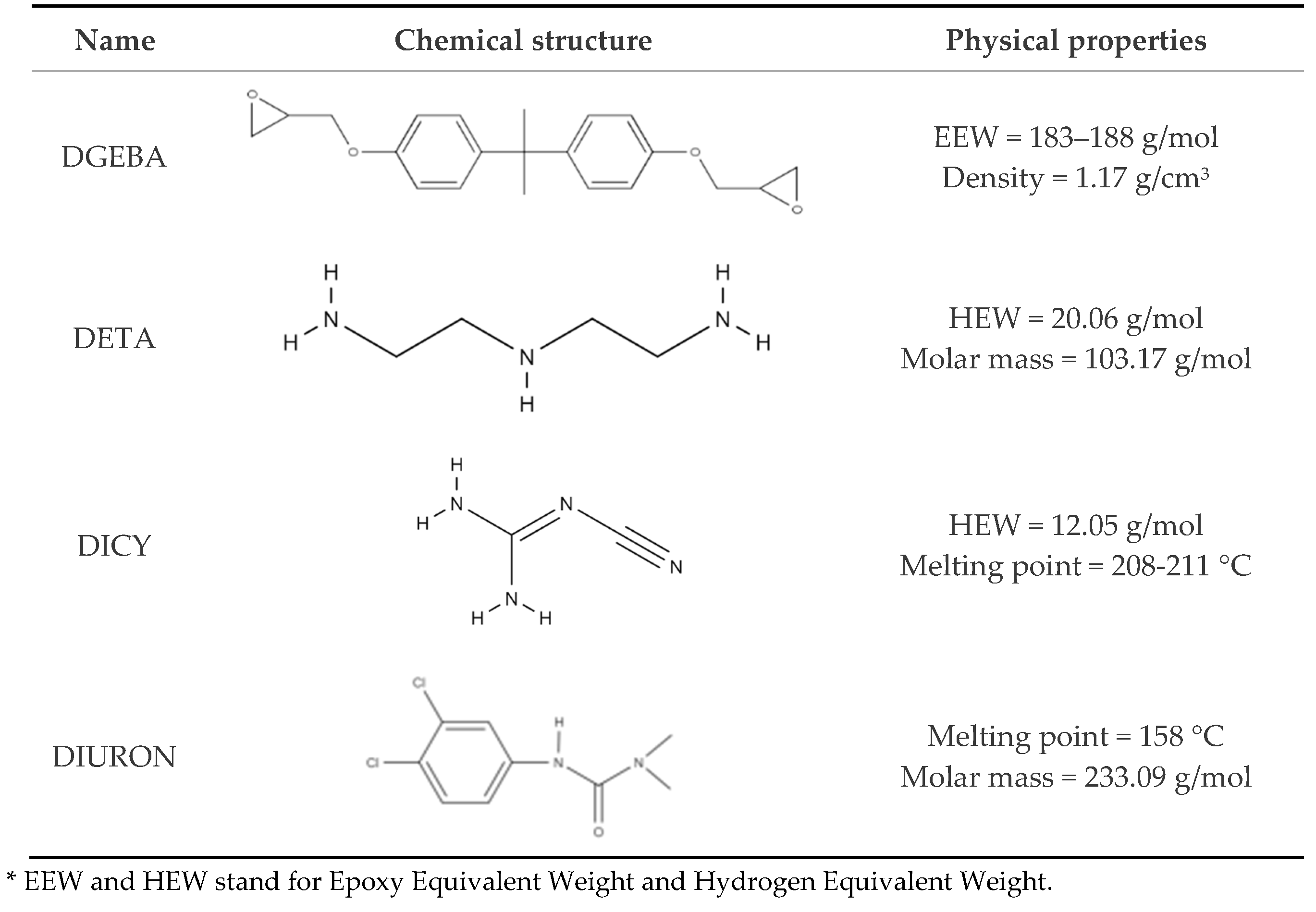 |
Table 5.
Intrinsic parameters that affect prepreg tack.
| Factor | Description |
|---|---|
| Resin viscosity | Epoxy resin flowability |
| Prepreg architecture | Impregnation level, tack enhancing resin layers, resin types, resin volume fraction, etc. |
| Fibre volume fraction | Fibre/resin ratio |
| Degree of cure | B-stage cure of resin |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



