
Submitted:
30 October 2024
Posted:
31 October 2024
You are already at the latest version
Abstract
This paper reviews the measurement challenges associated with 3D scanning techniques in civil engineering. It explores the practical aspects of scanning buildings and complex surfaces through various case studies. The paper details the conventional use of Terrestrial Laser Scanning (TLS) for reconstructing the technical documentation of a hall. It then describes an unconventional application of this technique for measuring an ETICS (External Thermal Insulation Composite System) wall, aiming to detect microdeformations caused by environmental factors controlled within a climatic chamber. The measurements of the insulated wall were subsequently repeated using a metrological grade laser scanner. Numerical data was analyzed with inspection engineering methods. This approach yielded qualitative and quantitative results. Although the qualitative results were consistent, the quantitative data revealed some inconsistencies. To address discrepancies in the quantitative data, a comparative analysis was performed, which highlighted critical findings and areas of divergence.
Keywords:
1. Introduction
2. Test Objects and Test Methods.
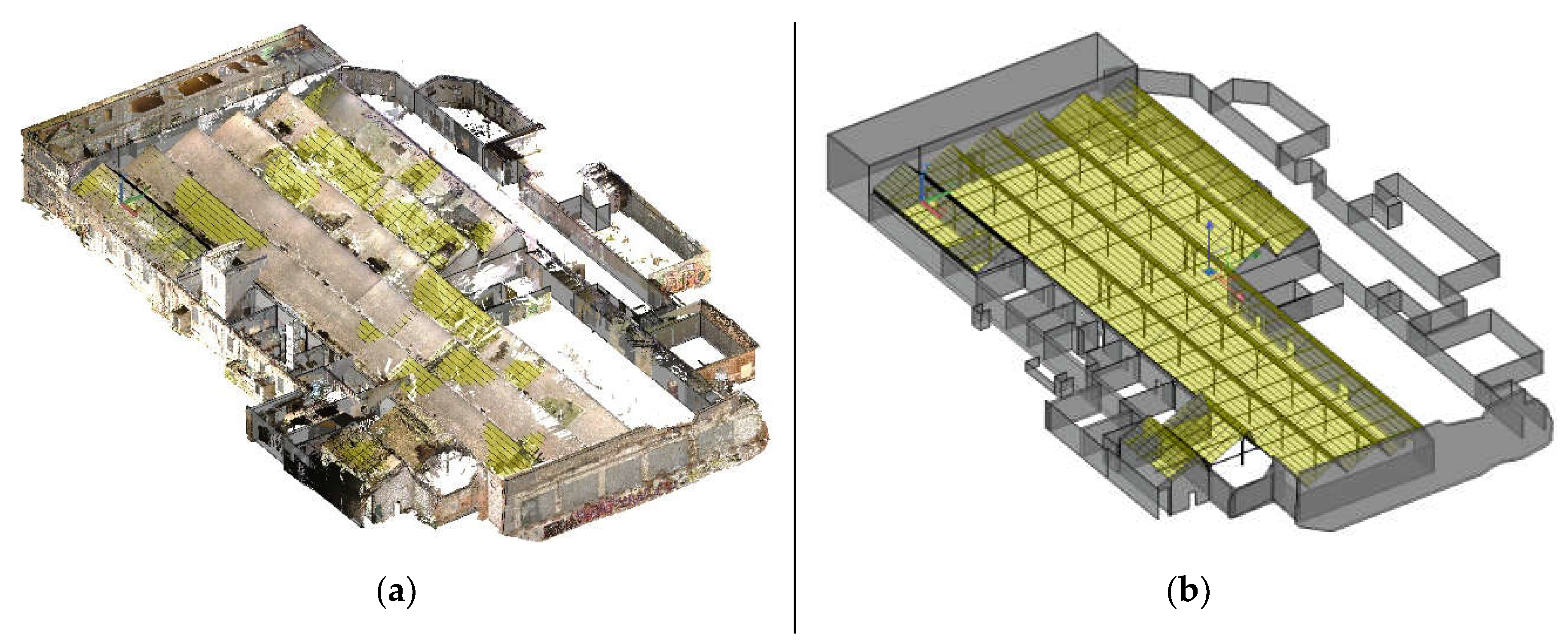
2.1. Industrial Hall
2.2. Industrial Hall
3. Results
3.1. Industrial Hall
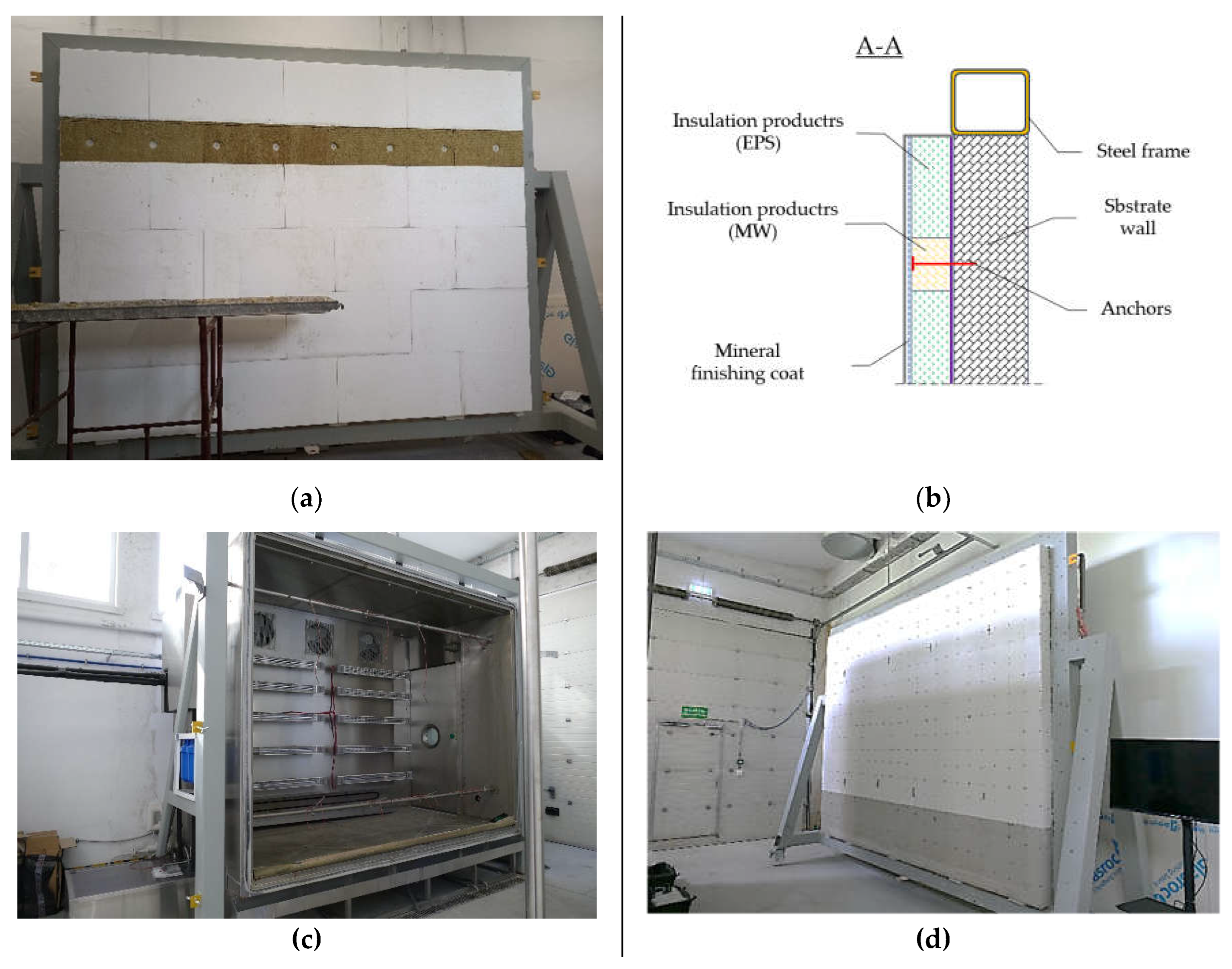
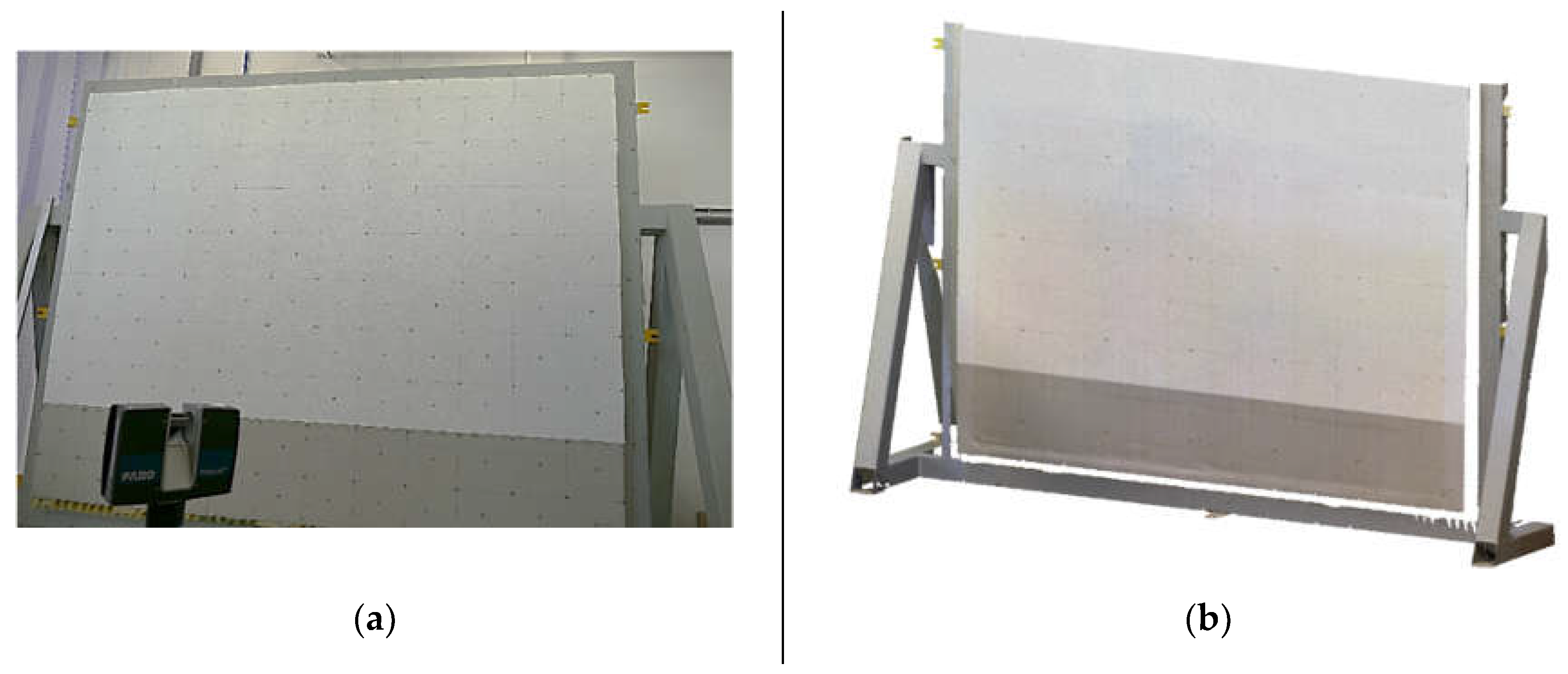
3.2. Faro Focus TLS Scanner for External Wall Insulated
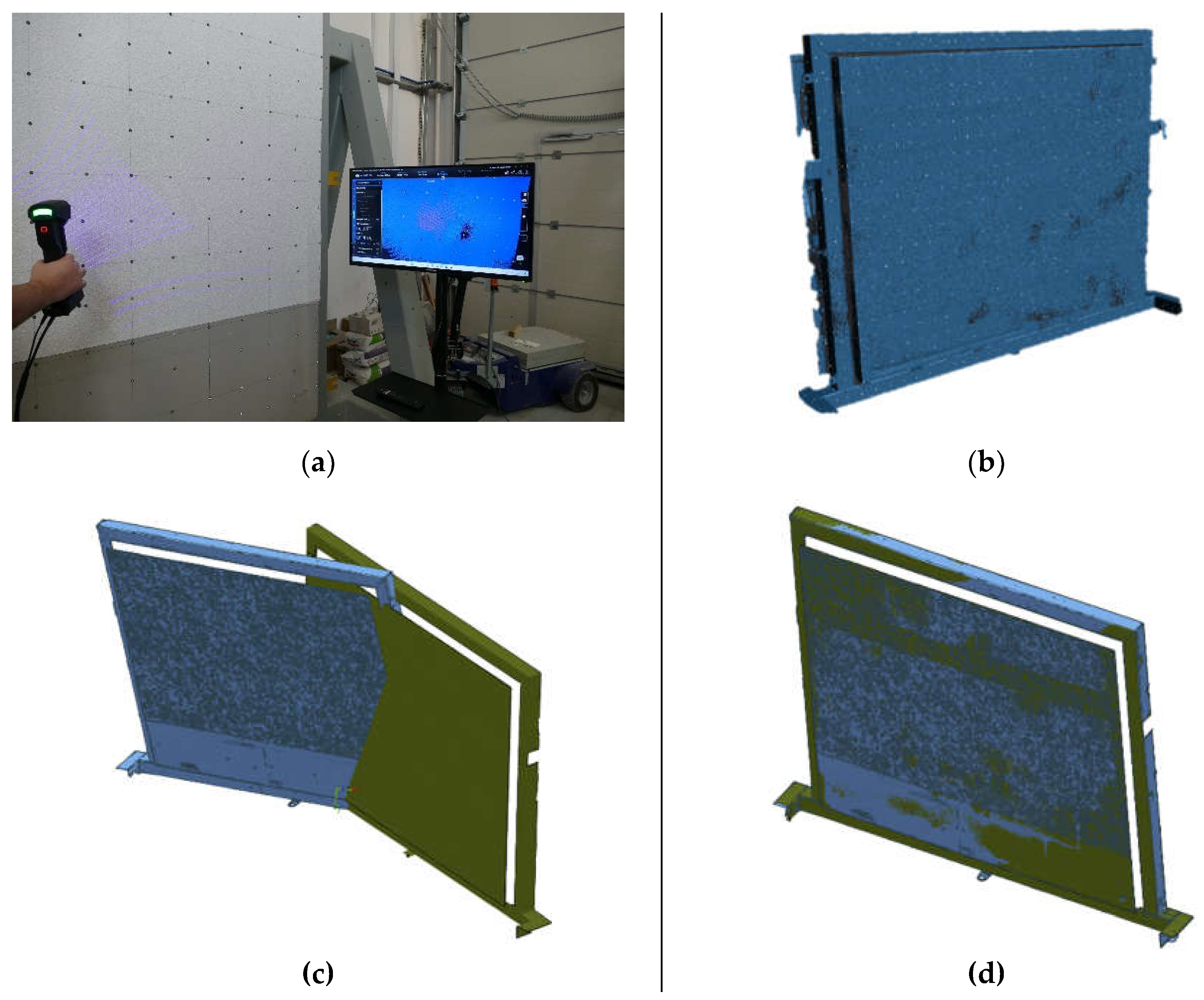
3.3. External Insulated Wall FreeScan UEPro Laser Scanner
3.4. Comparison of FreeScan UEPro and Faro Focus Scans
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Relich, M. Product Development: State of the Art and Challenges. In; Springer, Cham, 2021; pp. 1–26.
- Amigo, C.R.; Iritani, D.R.; Rozenfeld, H.; Ometto, A. Product Development Process Modeling: State of the Art and Classification. Lect. Notes Prod. Eng. 2013, Part F1158, 169–179. [CrossRef]
- Kolfschoten, G.; De Vreede, G.J. A Design Approach for Collaboration Processes: A Multimethod Design Science Study in Collaboration Engineering. J. Manag. Inf. Syst. 2009, 26, 225–256. [CrossRef]
- Wynn, D.C.; Clarkson, P.J. Process Models in Design and Development. Res. Eng. Des. 2018, 29, 161–202. [CrossRef]
- Stănăşel, I.; Buidoş, T.; Crăciun, D. Rapid Prototyping Technology and 3d Scanning Verification. Case Study. 2017.
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in Manufacturing: A Categorical Literature Review and Classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [CrossRef]
- Botín-Sanabria, D.M.; Mihaita, S.; Peimbert-García, R.E.; Ramírez-Moreno, M.A.; Ramírez-Mendoza, R.A.; Lozoya-Santos, J. de J. Digital Twin Technology Challenges and Applications: A Comprehensive Review. Remote Sens. 2022, 14, 1–25. [CrossRef]
- Yu, W.; Patros, P.; Young, B.; Klinac, E.; Walmsley, T.G. Energy Digital Twin Technology for Industrial Energy Management: Classification, Challenges and Future. Renew. Sustain. Energy Rev. 2022, 161, 112407. [CrossRef]
- Lipowiecki, I.; Rządkowski, W.; Zapał, W.; Kowalik, M. Combining the Technology of Long-Range Laser 3D Scanners and Structured Light Handheld 3D Scanners to Digitize Large-Sized Objects. Adv. Sci. Technol. Res. J. 2023, 17, 196–205. [CrossRef]
- Javaid, M.; Haleem, A.; Pratap Singh, R.; Suman, R. Industrial Perspectives of 3D Scanning: Features, Roles and It’s Analytical Applications. Sensors Int. 2021, 2, 100114. [CrossRef]
- Daneshmand, M.; Helmi, A.; Avots, E.; Noroozi, F.; Alisinanoglu, F.; Arslan, H.S. 3D Scanning : A Comprehensive Survey. Comput. Vis. Pattern Recognit. 2018. [CrossRef]
- Mihić, M.; Sigmund, Z.; Završki, I.; Butković, L.L. An Analysis of Potential Uses, Limitations and Barriers to Implementation of 3D Scan Data for Construction Management-Related Use - Are the Industry and the Technical Solutions Mature Enough for Adoption? Buildings 2023, 13. [CrossRef]
- Marshall, G.F.; Stutz, G.E. Handbook of Optical and Laser Scanning; CRC Press: Boca Raton, 2018; ISBN 9781315218243.
- De Luca, D.; Del Giudice, M.; Grasso, N.; Matrone, F.; Osello, A.; Piras, M. Handheld Volumetric Scanner for 3D Printed Integrations of Historical Elements: Comprasion and Resilts. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. - ISPRS Arch. 2019, 42, 381–388. [CrossRef]
- Nagy, Z.; Kelemen, A.; Sánduly, A. 3D Scanning Applications in Structural Design. In Proceedings of the IABSE Symposium Prague, 2022: Challenges for Existing and Oncoming Structures - Report; 2022; pp. 1079–1086.
- van Brügge, L.; Çetin, K.M.; Koeberle, S.J.; Thiele, M.; Sturm, F.; Hornung, M. Application of 3D-Scanning for Structural and Geometric Assessment of Aerospace Structures. CEAS Aeronaut. J. 2023, 14, 455–467. [CrossRef]
- Urbas, U.; Hrga, T.; Povh, J.; Vukašinović, N. Novel Alignment Method for Optical 3D Gear Metrology of Spur Gears with a Plain Borehole. Measurement 2022, 192, 110839. [CrossRef]
- Butini, E.; Marini, L.; Meli, E.; Rindi, A.; Valigi, M.; Logozzo, S. Development and Validation of Wear Models by Using Innovative Three-Dimensional Laser Scanners. Adv. Mech. Eng. 2019, 11, 168781401987040. [CrossRef]
- Salah, Y. Ben; Weiguo, L.; Sellami, L.; Hamida, A. Ben; Ailing, T. New and Optimal Set up for 3D-Based Stereovision System for Manufacturing Inspection in 4.0 Industry. In Proceedings of the International Conference on Advanced Technologies for Signal and Image Processing, ATSIP 2022; IEEE, May 24 2022; pp. 1–6.
- Peansupap, V.; May, A.M. Development of a System for Measuring Surface Slope with Point Cloud Data. In Lecture Notes in Civil Engineering; Springer Science and Business Media Deutschland GmbH, 2024; Vol. 369, pp. 507–516 ISBN 9789819940486.
- Tran, H.H.; Vu, H.Q.; Van Tran, A. Application of FARO Focus 3D S350 Terrestrial Laser Scanner in Building 3D Models of Potential Areas of Landslides and Rocks—Case Study in Ha Giang Province, Vietnam. In Proceedings of the Lecture Notes in Civil Engineering; Springer Science and Business Media Deutschland GmbH, 2024; Vol. 344 LNCE, pp. 703–710.
- Shen, N.; Wang, B.; Ma, H.; Zhao, X.; Zhou, Y.; Zhang, Z.; Xu, J. A Review of Terrestrial Laser Scanning (TLS)-Based Technologies for Deformation Monitoring in Engineering. Meas. J. Int. Meas. Confed. 2023, 223, 113684. [CrossRef]
- Feng, P.; Zou, Y.; Hu, L.; Liu, T.Q. Use of 3D Laser Scanning on Evaluating Reduction of Initial Geometric Imperfection of Steel Column with Pre-Stressed CFRP. Eng. Struct. 2019, 198, 109527. [CrossRef]
- Tzortzinis, G.; Ai, C.; Breña, S.F.; Gerasimidis, S. Using 3D Laser Scanning for Estimating the Capacity of Corroded Steel Bridge Girders: Experiments, Computations and Analytical Solutions. Eng. Struct. 2022, 265, 114407. [CrossRef]
- Withers, P.J.; Bouman, C.; Carmignato, S.; Cnudde, V.; Grimaldi, D.; Hagen, C.K.; Maire, E.; Manley, M.; Du Plessis, A.; Stock, S.R. X-Ray Computed Tomography. Nat. Rev. Methods Prim. 2021, 1. [CrossRef]
- Maire, E.; Withers, P.J. Quantitative X-Ray Tomography. Int. Mater. Rev. 2014, 59, 1–43. [CrossRef]
- Buffiere, J.Y.; Maire, E.; Adrien, J.; Masse, J.P.; Boller, E. In Situ Experiments with X Ray Tomography: An Attractive Tool for Experimental Mechanics. Exp. Mech. 2010, 50, 289–305. [CrossRef]
- Flugge, J.; Wendt, K.; Danzebrink, H.; Abou-zeid, A. Optical Methods for Dimensional Metrology in Production Engineering. CIRP Ann. - Manuf. Technol. 2002, 51, 685–699.
- Szilvási-Nagy, M.; Mátyási, G. Analysis of STL Files. Math. Comput. Model. 2003, 38, 945–960. [CrossRef]
- Haleem, A.; Javaid, M.; Singh, R.P.; Rab, S.; Suman, R.; Kumar, L.; Khan, I.H. Exploring the Potential of 3D Scanning in Industry 4.0: An Overview. Int. J. Cogn. Comput. Eng. 2022, 3, 161–171. [CrossRef]
- Bell, T.; Li, B.; Zhang, S. Structured Light Techniques and Applications. Wiley Encycl. Electr. Electron. Eng. 2016, 1–24. [CrossRef]
- Schenk, T. Introduction to Photogrammetry; 2005; ISBN 9781609181765.
- Lopez Paredes, A.; Song, Q.; Conde, M.H. Performance Evaluation of State-of-the-Art High-Resolution Time-of-Flight Cameras. IEEE Sens. J. 2023, 23, 13711–13727. [CrossRef]
- Baqersad, J.; Poozesh, P.; Niezrecki, C.; Avitabile, P. Photogrammetry and Optical Methods in Structural Dynamics – A Review. Mech. Syst. Signal Process. 2017, 86, 17–34. [CrossRef]
- Ding, D.; Ding, W.; Huang, R.; Fu, Y.; Xu, F. Research Progress of Laser Triangulation On-Machine Measurement Technology for Complex Surface: A Review. Meas. J. Int. Meas. Confed. 2023, 216, 113001. [CrossRef]
- Georgopoulos, A.; Ioannidis, C.; Valanis, A. Assessing the Performance of a Structured Light Scanner. In Proceedings of the International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences - ISPRS Archives; 2010; Vol. 38.
- Ke, T.; Zhang, Z.X.; Huang, S. The Scanning Photogrammetry. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2012, XXXIX-B5, 345–349. [CrossRef]
- Huang, S.; Zhang, Z.; Ke, T.; Tang, M.; Xu, X. Scanning Photogrammetry for Measuring Large Targets in Close Range. Remote Sens. 2015, 7, 10042–10077. [CrossRef]
- Kolb, A.; Barth, E.; Koch, R.; Larsen, R. Time-of-Flight Cameras in Computer Graphics. Comput. Graph. Forum 2010, 29, 141–159. [CrossRef]
- Malhotra, A.; Gupta, K.; Kant, K. Laser Triangulation for 3D Profiling of Target. Int. J. Comput. Appl. 2011, 35, 975–8887.
- Dorsch, R.G.; Häusler, G.; Herrmann, J.M. Laser Triangulation: Fundamental Uncertainty in Distance Measurement. Appl. Opt. 1994, 33, 1306. [CrossRef]
- SHINING 3D Tech Co. Ltd. FreeScan Trio User Manual; Hangzhou, China, 2024;
- Freeman Gebler, O.; Goudswaard, M.; Hicks, B.; Jones, D.; Nassehi, A.; Snider, C.; Yon, J. A Comparison of Structured Light Scanning and Photogrammetry for the Digitisation of Physical Prototypes. Proc. Des. Soc. 2021, 1, 11–20. [CrossRef]
- Dipanda, A.; Woo, S. Towards a Real-Time 3D Shape Reconstruction Using a Structured Light System. Pattern Recognit. 2005, 38, 1632–1650. [CrossRef]
- Sen, A.K. Moire Patterns. Comput. Graph. 2000, 24, 471–475. [CrossRef]
- Durelli, A.J. The Moiré Method-a Review - Discussion. Exp. Mech. 1983, 23, 446–449. [CrossRef]
- Muralikrishnan, B. Performance Evaluation of Terrestrial Laser Scanners - A Review. Meas. Sci. Technol. 2021, 32, 072001.
- Aryan, A.; Bosché, F.; Tang, P. Planning for Terrestrial Laser Scanning in Construction: A Review. Autom. Constr. 2021, 125. [CrossRef]
- Wu, C.; Yuan, Y.; Tang, Y.; Tian, B. Application of Terrestrial Laser Scanning (Tls) in the Architecture, Engineering and Construction (Aec) Industry; 2022; Vol. 22; ISBN 8604118470.
- Qingquan, L.; Bijun, L.; Jing, C. Research on Laser Range Scanning and Its Application. Geo-Spatial Inf. Sci. 2001, 4, 37–42. [CrossRef]
- Hillier, N.; Ryde, J.; Widzyk-Capehart, E. Comparison of Scanning Laser Range-Finders and Millimetre-Wave Radar for Creating a Digital Terrain Map. 16th Annu. Conf. Mechatronics Mach. Vis. Pract. 2010, M2VIP 2010 2010, 69–84. [CrossRef]
- Ao, S.; Gelman, L. Advances in Electrical Engineering and Computational Science; 2009; Vol. 39 LNEE; ISBN 9789048123100.
- Dawda, A.; Nguyen, M. Comparison of Red versus Blue Laser Light for Accurate 3D Measurement of Highly Specular Surfaces in Ambient Lighting Conditions. In Proceedings of the Communications in Computer and Information Science; Springer Science and Business Media Deutschland GmbH, 2021; Vol. 1386 CCIS, pp. 300–312.
- Wedgbrow, G. Plant & Works Engineering. Tonbridge, England 2022, pp. 32–33.
- Franke, J.; Koutecký, T.; Koutný, D. Comparison of Sublimation 3D Scanning Sprays in Terms of Their Effect on the Resulting 3D Scan, Thickness, and Sublimation Time. Materials (Basel). 2023, 16. [CrossRef]
- Blanco, D.; Fernandez, P.; Cuesta, E.; Suarez, C.M.; Beltran, N. Selection of Ambient Light for Laser Digitizing of Quasi-Lambertian Surfaces. Lect. Notes Electr. Eng. 2009, 39 LNEE, 447–457. [CrossRef]
- Helle, R.H.; Lemu, H.G. A Case Study on Use of 3D Scanning for Reverse Engineering and Quality Control. Mater. Today Proc. 2021, 45, 5255–5262. [CrossRef]
- Yao, A.W.L. Applications of 3D Scanning and Reverse Engineering Techniques for Quality Control of Quick Response Products. Int. J. Adv. Manuf. Technol. 2005, 26, 1284–1288. [CrossRef]
- Yilmaz, B.; Marques, V.R.; Donmez, M.B.; Cuellar, A.R.; Lu, W.E.; Abou-Ayash, S.; Çakmak, G. Influence of 3D Analysis Software on Measured Deviations of CAD-CAM Resin Crowns from Virtual Design File: An in-Vitro Study. J. Dent. 2022, 118. [CrossRef]
- Taraben, J.; Morgenthal, G. Automated Linking of 3D Inspection Data for Damage Analysis. In Proceedings of the Bridge Maintenance, Safety, Management, Life-Cycle Sustainability and Innovations - Proceedings of the 10th International Conference on Bridge Maintenance, Safety and Management, IABMAS 2020; CRC Press/Balkema, April 19 2021; pp. 3714–3720.
- Stałowska, P.; Suchocki, C.; Rutkowska, M. Crack Detection in Building Walls Based on Geometric and Radiometric Point Cloud Information. Autom. Constr. 2022, 134. [CrossRef]
- Li, N.; Wang, Y.; Geng, W.; Li, Z. Enhancing Extraction of Two-Dimensional Engineering Drawings from Three-Dimensional Data of Existing Buildings. J. Build. Eng. 2023, 76, 107235. [CrossRef]
- Stanley, T. Assessment of the FARO 3D Focus Laser Scanner for Forest Inventory A Dissertation Submitted By, University of Southern Queensland, 2013.
- Kersten, T.P.; Lindstaedt, M. Geometric Accuracy Investigations of Terrestrial Laser Scanner Systems in the Laboratory and in the Field. Appl. Geomatics 2022, 14, 421–434. [CrossRef]
- Pervolarakis, Z.; Zidianakis, E.; Katzourakis, A.; Evdaimon, T.; Partarakis, N.; Zabulis, X.; Stephanidis, C. Three-Dimensional Digitization of Archaeological Sites—The Use Case of the Palace of Knossos. Heritage 2023, 6, 904–927. [CrossRef]
- FARO Technologies Inc. Faro Focus Laser Scanner User Manual; Worldwide, 2011;
- Chow, J.C.K.; Lichti, D.D.; Teskey, W.F.; Key, C. Accuracy Assessment of the FARO Focus 3D and Leica HDS6100 Panoramic- Type Terrestrial Laser Scanners through Point-Based and Plane-Based User Self-Calibration. In Proceedings of the Proceedings of the FIG Working Week: Knowing to Manage the Territory, Protect the Environment, Evaluate the Cultural Heritage; 2012; Vol. 610, pp. 6–10.
- Chiabrando, F.; Sammartano, G.; Spanò, A.; Spreafico, A. Hybrid 3D Models: When Geomatics Innovations Meet Extensive Built Heritage Complexes. ISPRS Int. J. Geo-Information 2019, 8. [CrossRef]
- Rocha, G.; Mateus, L.; Fernández, J.; Ferreira, V. A Scan-to-Bim Methodology Applied to Heritage Buildings. Heritage 2020, 3, 47–65. [CrossRef]
- Parras, D.; Cavas-Martínez, F.; Nieto, J.; Cañavate, F.J.F.; Fernández-Pacheco, D.G. Reconstruction by Low Cost Software Based on Photogrammetry as a Reverse Engineering Process. In Proceedings of the Lecture Notes in Computer Science (including subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics); Springer Verlag, 2018; Vol. 10909 LNCS, pp. 145–154.
- Michalak, J. External Thermal Insulation Composite Systems (ETICS) from Industry and Academia Perspective. Sustain. 2021, 13. [CrossRef]
- Fernandes, C.; De Brito, J.; Cruz, C.O. Architectural Integration of ETICS in Building Rehabilitation. J. Build. Eng. 2016, 5, 178–184. [CrossRef]
- Dong, Y.; Kong, J.; Mousavi, S.; Rismanchi, B.; Yap, P.S. Wall Insulation Materials in Different Climate Zones: A Review on Challenges and Opportunities of Available Alternatives. Thermo 2023, 3, 38–65.
- European Committee for Standardization EN 16383:2016 - Thermal Insulation Products for Building Applications. Determination of the Hygrothermal Behaviour of External Thermal Insulation Composite Systems with Renders (ETICS); Brussel, Belgium, 2016;
- SHINING 3D Tech Co. Ltd. FreeScan UE Pro User Manual; Shining 3D Offices: Hangzhou, China, 2023;
- Le, Q.; Liscio, E. A Comparative Study between FARO Scene and FARO Zone 3D for Area of Origin Analysis. Forensic Sci. Int. 2019, 301, 166–173. [CrossRef]
- Dhruwa, L.; Garg, P.K. Generation of 3-D Large-Scale Maps Using LiDAR Point Cloud Data. In Proceedings of the International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences - ISPRS Archives; International Society for Photogrammetry and Remote Sensing, December 14 2023; Vol. 48, pp. 1–5.
- Dhruwa, L.; Garg, P.K. Positional Accuracy Assessment of Features Using Lidar Point Cloud. In Proceedings of the International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences - ISPRS Archives; International Society for Photogrammetry and Remote Sensing, September 5 2023; Vol. 48, pp. 77–80.
- Marzouk, M.; El-Bendary, N. Facility Management of Gas Turbine Power Plants Using 3D Laser Scanning. HBRC J. 2022, 18, 73–83. [CrossRef]
- Regassa Hunde, B.; Debebe Woldeyohannes, A. Future Prospects of Computer-Aided Design (CAD) – A Review from the Perspective of Artificial Intelligence (AI), Extended Reality, and 3D Printing. Results Eng. 2022, 14, 100478. [CrossRef]
- Szer, J.; Jeruzal, J.; Szer, I.; Filipowicz, P. Periodic Inspections of Buildings -Recommendations, Requirements and Problems; Monography.; Lodz University of Technology: Lodz, Poland, 2020; ISBN 978-83-66287-43-3.
- Sudoł, E.; Piekarczuk, A.; Kozikowska, E.; Mazurek, A. Resistance of External Thermal Insulation Systems with Fire Barriers to Long-Lasting Weathering. 2024.
- Piekarczuk, A.; Sudoł, E.; Mazurek, A. Measurement Analysis of Large-Area Elements of External Thermal Insulation Composite Systems Using 3D Scanning Techniques. Meas. J. Int. Meas. Confed. 2024, 233. [CrossRef]
- Wang, J.; Yi, T.; Liang, X.; Ueda, T. Application of 3D Laser Scanning Technology Using Laser Radar System to Error Analysis in the Curtain Wall Construction. Remote Sens. 2023, 15. [CrossRef]
- Almukhtar, A.; Saeed, Z.O.; Abanda, H.; Tah, J.H.M. Reality Capture of Buildings Using 3D Laser Scanners. CivilEng 2021, 2, 214–235. [CrossRef]




| Distance Measurement Error | Angular Precision | Position Accuracy |
Laser Class |
|---|---|---|---|
| ± 1 mm | 19 sec | 10 m: 2 mm / 25 m : 3.5mm | Class 1 wavelength 1550 nm |
| Scan Mode | Light Source | Volumetric Accuracy | Scan Accuracy | Scan Speed |
|---|---|---|---|---|
| Multiple Lines Scan, Single Line Scan | 26 laser lines, single laser line | 0.02+0.03 mm/m (standard mode) | Up to 0.02 mm | 1,850,000 points/s |
| Fine Scan | 7 parallel laser lines | 0.02+0.015 mm/m (built-in photogrammetry mode) |
| Name | Type of Scanner | |
|---|---|---|
| FreeScan UEPro | FaroFocus | |
| Number of nodes | 4,994,811 | 777,645 |
| Min. [mm] | -1.2248 | -5.6247 |
| Max. [mm] | 1.2247 | 3.6395 |
| Avg. [mm] | 0.0141 | -0.0359 |
| RMS [mm] | 0.2239 | 0.3278 |
| Std. Dev. [mm] | 0.2234 | 0.3258 |
| Var. [mm] | 0.0499 | 0.1062 |
| Name | Type of scanner | |||||||
|---|---|---|---|---|---|---|---|---|
| FreeScan UEPro | FaroFocus | |||||||
| Reference point | A | B | C | D | A | B | C | D |
| Number of nodes | 19 | 12 | 21 | 10 | 2 | 1 | 2 | 1 |
| Min. [mm] | 0.5898 | 0.7875 | -0.3570 | -0.4146 | 0.5493 | 0.671 | -0.5679 | -0.2925 |
| Max. [mm] | 0.6968 | 0.8328 | -0.2257 | -0.3591 | 0.5693 | 0.671 | -0.4679 | -0.2925 |
| avg. [mm] | 0.6354 | 0.8100 | -0.2997 | -0.3839 | 0.5593 | 0.671 | -0.5179 | -0.2925 |
| RMS [mm] | 0.6363 | 0.8102 | 0.3028 | 0.3844 | 0.5594 | 0.671 | 0.5203 | 0.2925 |
| Std. Dev. [mm] | 0.0322 | 0.0157 | 0.0429 | 0.0199 | 0.01 | 0 | 0.05 | 0 |
| Var. [mm] | 0.001 | 0.0002 | 0.0018 | 0.0004 | 0.0001 | 0 | 0.0025 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



