
Submitted:
04 November 2024
Posted:
05 November 2024
You are already at the latest version
Abstract
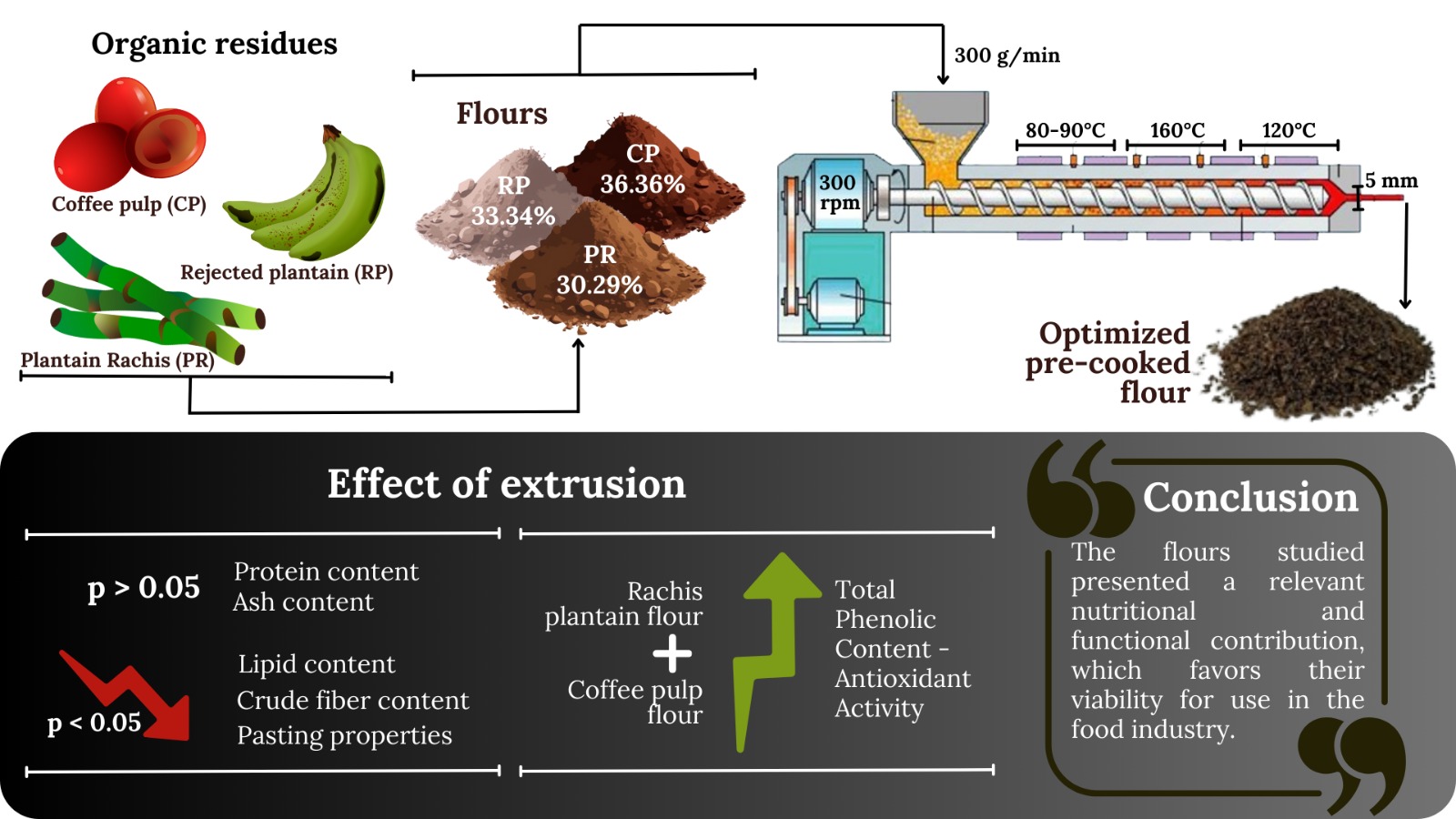
During the post-harvest of coffee and plantain, organic residues with high potential for utilization are generated. This work aimed to measure the effect of extrusion on the nutritional, physicochemical, and functional properties of mixtures of coffee pulp (CP), rejected plantain (RP), and plantain rachis (PR) flours. The residues were dehydrated, milled, and mixed according to the simplex reticular experimental design. Subsequently, the mixtures were extruded. The properties before and after extrusion were determined. It was found that the effect of extrusion reduced the crude fiber and lipid content composition, but protein and ash content were not changed. A positive relation was found between coffee pulp flour and rachis plantain flour in response to total phenolic content (TPC) and antioxidant activity (AA). Some blends increased the TPC and AA, but others reduced it. At the same time, water activity and water and oil absorption capacity showed a significant extrusion effect, while the pH did not. It was determined that the optimum mixture extruded was 0,364:0,333:0,303 of CP, RP, and PR, respectively. Extrusion reduced all pasting properties of the optimized blend. The flours studied presented a relevant nutritional and functional contribution, which favors their viability for use in the food industry.
Keywords:
extrusion
; flours
; plantain rachis
; pulp coffee
; rejected plantain
Introduction
Postharvest fruit and vegetable produce enormous amounts of waste, such as peels, seeds, and stems. These organic wastes contain valuable nutrients that could be used for different purposes. Agri-food wastes from fruits and vegetables are considered an essential source of bioactive compounds, including minerals, enzymes, vitamins, phenolic compounds, pigments [1] , and macronutrients that can be extracted to produce new foods, drugs, biopolymers, and active food packaging. Inadequate disposal of these wastes causes environmental problems [2]. Vegetable wastes are estimated to be around 1.6 billion tons per year of total production worldwide [3]. Improper final disposal of this agricultural waste can lead to health problems and negative environmental impacts due to the discharge of leachates in the surrounding area and the consequent contamination of water sources and soils [4]. These agro-industrial chains include coffee and plantain.
In the coffee-growing regions of Colombia, coffee (Coffea arabica L.) and plantain (Musa paradisiaca L.) are cultivated together due to their common climatic and soil conditions. Colombia is the third largest coffee-producing country after Brazil and Vietnam [5]. Coffee has driven economic growth by generating income and employment for millions of rural households in the country, even though most of it is exported as green beans, and the value added from this product is concentrated in importing countries [6]. Coffee postharvesting is generally carried out by wet processing. This method involves enormous water costs and produces several by-products, including hulls or pulp, leachates, cut stalks, mucilage, and others [7] Coffee postharvesting is generally carried out by wet processing. This method involves enormous water costs and produces several by-products, including hulls or pulp, leachates, cut stalks, mucilage, and others[8], indicating a significant production rate of this residue. Coffee pulp contains nutrients such as proteins, lipids, carbohydrates, and micronutrients including phosphorus, potassium, calcium, and magnesium [9]. Additionally, coffee pulp contains bioactive compounds such as alkaloids, polysaccharides, terpenoids, flavonoids, tannins, and phenolic compounds [10]. This indicates that coffee pulp is an agro-industrial waste with high potential for utilization.
On the other hand, plantain is one of the most representative crops in Colombia, as it is a primary product in the staple food basket, together with potato and cassava, representing 96.6% of daily consumption[11]. During postharvest processing, up to 85% of residues are generated that are not recovered [12]. These residues include flowering stem pseudo-stems (19.94%), leaf sheaths (56.78%), rachis (1.29%), leaves (5.40%), and rejected plantain fruits (1.16%). Rejected plantain fruits do not meet quality standards and are discarded [12]. Plantain wastes are a source of polysaccharides such as starch, cellulose, and hemicellulose [13]. This demonstrates significant potential for using plantain postharvest by-products.
Numerous studies have been conducted on the use of coffee and plantain residues. Coffee pulp has been used for the extraction of healthy bioactive compounds [14]; [10]; [8], pectin extraction [15], active edible films [16], tea production [17], non-wood paper [18] and, sustainable cellulosic composites [19]. Plantain wastes have been utilized for biogas production [20], second-generation biorefineries [21], biofuel [22], starch extraction [23], biofilters made of plantain pseudo-stem fiber [24], pectin extraction from peel [25], active edible coatings from the epicarp [26], gluten-free spaghetti from unripe plantain flour [27], and flour from rejected plantain[28]. No studies focused on producing pre-cooked flour composed of coffee and plantain residues.
Extrusion is a technology used in many studies to produce precooked flours, as it has been shown to improve nutritional properties and antioxidant activity[29]; [30]; [31]. Extrusion has also been reported to improve the pasting properties of flour for food production [32]; [33]. It is expected that extrusion applied as a precooking treatment in this study will promote or maintain the nutritional and physicochemical properties of plantain and coffee waste flours. Therefore, this work aimed to determine the effect of extrusion on the physicochemical properties, nutritional composition, and antioxidant capacity of flour blends made from coffee pulp, rachis plantain, and rejected plantain. The information obtained is useful for validating alternatives for utilizing these agro-industrial wastes.
Materials and Methods
Agroindustrial Byproducts
The coffee pulp and plantain (rachis and reject plantains) byproducts were obtained from farms in Trujillo, Valle del Cauca, Colombia (latitude 4° 12' 41'' north, longitude 76° 19' 13'' west, altitude 1317 masl). The coffee pulp (CP) was obtained from the mechanical pulping of freshly harvested cherry coffee fruits, the “Castillo” variety, at a ripe stage of maturity. The plantain rachis (PR) and rejected plantain (RP) were recollected manually after the plantain post-harvest. The PR and RP were cut off in a mechanical cutting machine (Poli, Colombia). Pieces of PR, RP, and CP were dried at 45 ºC for 19 hours until reaching 10±1% water content in a forced convection oven ED 115 (Binder, Germany). Finally, the PR, RP, and CP were reduced in size using a mill M20 (IKA, Germany) and sieved through a 40-mesh screen using a Rotap W.S. TYLER (Ohio, USA). The experimental byproducts were homogeneous flours (particle size < 0.425 mm).
Experimental Design and Statistical Analysis
Table 1 shows a simplex lattice mixture design with lattice grade 3 was performed. 17 experimental runs, including five center points, were conducted. The first three runs correspond to the pure raw materials used in the blends, and the last five runs correspond to the central points. The response variables were physicochemical, nutritional, and antioxidant properties. The data were analyzed using Minitab statistical software (version 19) to fit a model and optimize the responses. The data were fitted to the cubic special model for the regression analysis data, as shown in equation (1).
y=β1χ1 + β2χ2 + β3 χ3 + β12 χ1 χ2 + β13 χ1 χ3 + β23 χ2 χ3 + β123 χ1 χ2 χ3
where:
y is the response variable, βi represents the model coefficients for each predictive variable, x1, x2 and x3 are independent variables corresponding to coffee pulp flour (CPF), reject plantain flour (RPF), and plantain rachis flour (PRF), respectively.
Optimization
Minitab statistical software (Version 19) was employed to determine the model equations, variance analysis, and optimization. The adequacy of the cubic special model was determined based on the lack of fit and the coefficient of determination. Additional experiments were conducted to verify the validity of the statistical results. Protein ratio and antioxidant activity were used as response variables to optimize the formulation of the extruded composite blend. For the optimization, the desirability function (D: global; d: individual) was used, which converts the functions to a standard scale between 0 and 1, combining them using geometric media and optimizing the general metric media [34].
Extrusion
The 17 blends were extruded in a twin-screw extruder (DS32-II, Jainin Saixin Machinery Co®, China) with three heating zones. The three heating zones had a constant temperature: 100, 160, and 120 °C, respectively. The internal diameter of the outlet nozzle was 5 mm. The power supply frequency at the input and output was 18 Hz and 36 Hz, respectively. Before extrusion, all mixtures were conditioned to a moisture content of 18% on a wet basis. After processing, the extruded samples (water content < 11,5%) were cooled in the T-room for 4 h, reduced in size using a mill M20 (IKA, Germany), and sieved through a 40-mesh screen using a Rotap W.S. TYLER (Ohio, USA). The extruded composite flours were stored in sealed polypropylene bags at room temperature for further analysis. Physicochemical, nutritional, and antioxidant properties were measured before and after extrusion for all 17 treatments.
Physicochemical properties
The hydrogen potential was determined using a digital potentiometer. An aqueous solution was prepared with 1 g of sample and 10 mL of distilled water. The mixture was vortexed (Vortexer, Heathrow Scientific®,USA) for 5 min, then the hydrogen potential was measured. The device was calibrated, and a direct reading was performed by immersing the electrode in an aqueous solution [35].
Water activity determinations were carried out using an Aqualab 4E dew point meter (Decagon, USA). The reading was made directly on the sample.
The samples' water absorption capacity (WAC) was measured. 1 g of sample was added to 10 mL of distilled water, and it was left to rest for 30 minutes at room temperature. Subsequently, the mixture was centrifuged at 5000 rpm for 30 minutes; the excess was discarded. Water absorbed was the difference between the sample's initial mass and the final mass after centrifugation [36]. The results were expressed in g of water retained/g of sample.
The samples' oil absorption capacity (OAC) was measured using the same method described for WAC, but the water was replaced by oil [36].
All tests were conducted in triplicate.
Nutritional composition
Moisture, protein, fat, crude fiber, carbohydrate, and ash contents were determined. All methodologies were carried out according to the protocols proposed by the Association of Official Analytical Chemists [37]. Moisture content was determined by the oven drying method at 105 °C to constant weight. Protein content was determined using the Kjeldahl method. Fat content was determined using Soxhlet extraction equipment. The ash content was determined by the gravimetric method in a muffle furnace at 550 °C. Crude fiber content was determined by acid digestion, basic digestion, and subsequent dehydration and calcination. Carbohydrate content was determined by difference. The results were expressed in g per 100 g of sample (g/100 g).
Antioxidant Activity and Total Phenolic Content
Extraction procedure
Extractions were performed in 2 mL Safe-Lock microtubes by mixing 100 mg of samples with a methanol solution: water (50:50, v/v). Then, the samples were sonicated in an ultrasonic bath (TI-H-15, Elma®, USA) at 60 °C for 60 min. Subsequently, the extracts were centrifuged in a centrifuge (BX: C882, Unico®, USA) at 10000 rpm for 10 min. The supernatant was tested for the evaluation of the antioxidant activity by the DPPH, ABTS, and Total Phenolic Content (TPC) assays. Previous dilution was conducted as follows: 1:20 v/v (extract: ethanol solution 30% v/v) for DPPH and ABTS and 1:4 v/v for TPC.
Antioxidant Assays
For the antioxidant activity, DPPH and ABTS∙+ reagents were prepared. The 2,2 diphenyl-1-picrylhydrazyl (DPPH) (Merck, Germany) reagent was prepared by dissolving 1 mg of DPPH in methanol to give an absorbance of 1.00 at 490 nm. The ABTS∙+ radical was obtained by mixing 3.6 mg mL 2,2´-azino-bis(3-ethylbenzothiazoline-6-sulfonic acid) (ABTS) (Merck, Germany)∙+ 14 mM, and 0.662 mL of potassium persulfate (0.45 mM) (Merck, Germany). The mixture was allowed in darkness for 16 hours at room temperature. Then, the solution was diluted with methanol up to an absorbance of 0,7 at 630 nm [38].
For the DPPH assay, 20 µL of diluted extract was mixed with 180 µL of DPPH solution. The absorbance of the mixture was measured at 490 nm at 90-second intervals during 30 min. For the Trolox ((±)-6-hydroxy-2,5,7,8-tetramethyl-chroman-2-carboxylic acid) (Sigma-Aldrich, USA) equivalent antioxidant capacity assay (TEAC), 20 µL of Trolox (0 to 70 µM diluted in methanol) or diluted extract was mixed with 180 µL of ABTS∙+ solution [39]The mixture's absorbance was measured at 630 nm at 90-second intervals for 90 min. The percentage of inhibition was expressed as TEAC.
Total Phenolic Content (TPC) was measured using the Folin-Ciocalteau method. For this, 20 µL of diluted extract, 75 µL of sodium carbonate (10%) (Sigma Aldrich, USA), and 100 µL of the Folin-Ciocalteau reagent (1:9, v/v diluted in distilled water) (Loba Chemie PVT, India) were mixed [40]. The mixture was allowed to stand in the dark for 2 hours, and its absorbance was read at 630 nm. TPC was expressed in gallic acid equivalent (GAE) using the calibration curve. For this, stock solutions of gallic acid (0-500 mg L-1) were prepared in water. The equations employed were y= 0,0051x - 0,0577 (R2 =0,9906) (TPC); y= 0,0014x + 0,1166 (R2 =0,966) (DPPH); y= 0,0022x + 0,1113 (R2 =0,9812) (ABTS).
All assays recorded the solutions' absorbance on a microplate reader (800TSUV-Bioteck, BMG LabTech®, Germany). All assays were conducted in triplicate.
Pasting properties
The pasting properties were performed on the optimized extruded and non-extruded flour blend. A rotational rheometer determined the pasting properties (AR1500ex, TA Instruments, USA). The flour (2,4 g) was added to distilled water (20 mL). The suspension samples were held at 25 °C for 3 min, heated from 25 °C to 90 °C at 10 °C/min, held at 90 °C for 5 min, cooled at a rate of 10 °C/ mi to 25 °C and finally held at 50 °C for 2 min. The pasting properties were determined by peak viscosity, breakdown, setback viscosity, final viscosity, and pasting temperature.
Results
Physicochemical Properties
Table 1 shows the results of the physicochemical properties of the seventeen mixtures before and after extrusion.

Table 1.
Physicochemical properties of simplex lattice mixture design.
| Run | Independent variables | pH | pH* | Water Activity |
Water Activity* |
Water Absorption Capacity (g water/g) |
Water Absorption Capacity* (g water/g) |
Oil Absorption Capacity (g oil/g ) |
Oil Absorption Capacity* (g oil/g ) |
||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CPF | RPF | PRF | |||||||||
| 1 | 1,00 | 0,00 | 0,00 | 4,24 ± 0,01 | 4,17 ± 0,01 | 0,4851 ± 0,003 | 0,5485 ± 0,001 | 3,9164 ± 0,089 | 3,3124 ± 0,053 | 1,3121 ± 0,053 | 1,0903 ± 0,103 |
| 2 | 0,00 | 1,00 | 0,00 | 5,92 ± 0,03 | 6,10 ± 0,06 | 0,4081 ± 0,007 | 0,5480 ± 0,003 | 1,6044 ± 0,044 | 4,2627 ± 0,025 | 1,0431 ± 0,023 | 0,9915 ± 0,017 |
| 3 | 0,00 | 0,00 | 1,00 | 5,96 ± 0,01 | 5,20 ± 0,01 | 0,3081 ± 0,004 | 0,5236 ± 0,003 | 6,6615 ± 0,097 | 3,0204 ± 0,058 | 1,9160 ± 0,051 | 1,2779 ± 0,015 |
| 4 | 0,67 | 0,00 | 0,33 | 4,69 ± 0,04 | 4,66 ± 0,02 | 0,4125 ± 0,002 | 0,5415 ± 0,002 | 5,6088 ± 0,092 | 3,2244 ± 0,003 | 1,6073 ± 0,047 | 1,0633 ± 0,001 |
| 5 | 0,33 | 0,00 | 0,67 | 5,12 ± 0,02 | 5,15 ± 0,01 | 0,3773 ± 0,002 | 0,5462 ± 0,002 | 6,1680 ± 0,1393 | 3,1037 ± 0,092 | 1,8121 ± 0,023 | 1,1851 ± 0,034 |
| 6 | 0,67 | 0,33 | 0,00 | 4,55± 0,03 | 4,66 ± 0,02 | 0,4563 ± 0,003 | 0,5760 ± 0,002 | 3,3887 ± 0,065 | 3,1331 ± 0,148 | 1,2040 ± 0,030 | 1,0553 ± 0,022 |
| 7 | 0,33 | 0,67 | 0,00 | 5,02 ± 0,02 | 5,05 ± 0,01 | 0,4357 ± 0,002 | 0,5952 ± 0,004 | 2,6518 ± 0,252 | 3,2797 ± 0,042 | 1,0803 ± 0,048 | 1,0860 ± 0,001 |
| 8 | 0,17 | 0,67 | 0,17 | 5,46 ± 0,01 | 5,59 ± 0,01 | 0,3931 ± 0,001 | 0,6190 ± 0,003 | 3,0824 ± 0,019 | 3,3633 ± 0,040 | 1,1392 ± 0,066 | 1,1506 ± 0,024 |
| 9 | 0,00 | 0,33 | 0,67 | 5,96 ± 0,01 | 5,79 ± 0,01 | 0,3419 ± 0,001 | 0,5768 ± 0,002 | 4,8451 ± 0,250 | 3,4160 ± 0,237 | 1,5726 ± 0,034 | 1,4075 ± 0,001 |
| 10 | 0,17 | 0,17 | 0,67 | 5,45 ± 0,01 | 5,21 ± 0,01 | 0,3549 ± 0,002 | 0,5610 ± 0,003 | 5,6020 ± 0,298 | 3,2285 ± 0,024 | 1,5949 ± 0,040 | 1,2122 ± 0,016 |
| 11 | 0,00 | 0,67 | 0,33 | 5,99 ± 0,01 | 6,06 ± 0,01 | 0,3915 ± 0,003 | 0,5917 ± 0,005 | 3,4146 ± 0,085 | 3,6963 ± 0,028 | 1,2644 ± 0,081 | 1,2062 ± 0,017 |
| 12 | 0,67 | 0,17 | 0,17 | 4,64 ± 0,02 | 4,69 ± 0,02 | 0,4378 ± 0,001 | 0,6160 ± 0,002 | 4,5940 ± 0,097 | 3,3806 ± 0,049 | 1,3292 ± 0,039 | 1,1719 ± 0,060 |
| 13 | 0,33 | 0,33 | 0,33 | 5,11 ± 0,02 | 5,23 ± 0,02 | 0,3944 ± 0,003 | 0,5852 ± 0,003 | 4,5562 ± 0,079 | 2,7325 ± 0,059 | 1,4086 ± 0,026 | 1,1998 ± 0,041 |
| 14 | 0,33 | 0,33 | 0,33 | 5,21 ± 0,03 | 5,20 ± 0,01 | 0,4031 ± 0,002 | 0,5798 ± 0,003 | 4,5678 ± 0,090 | 3,0612 ± 0,002 | 1,3517 ± 0,085 | 1,1702 ± 0,009 |
| 15 | 0,33 | 0,33 | 0,33 | 5,24 ± 0,01 | 5,21 ± 0,01 | 0,3989 ± 0,003 | 0,5886 ± 0,003 | 4,3311 ± 0,092 | 3,7046 ± 0,010 | 1,3755 ± 0,021 | 1,3926 ± 0,020 |
| 16 | 0,33 | 0,33 | 0,33 | 5,16 ± 0,02 | 5,18 ± 0,01 | 0,3998 ± 0,002 | 0,5816 ± 0,0003 | 4,3319 ± 0,084 | 3,3750 ± 0,045 | 1,3623 ± 0,028 | 1,2675 ± 0,028 |
| 17 | 0,33 | 0,33 | 0,33 | 5,17 ± 0,03 | 5,19 ± 0,01 | 0,3894 ± 0,001 | 0,5930 ± 0,001 | 4,2916 ± 0,185 | 3,1875 ± 0,073 | 1,3503 ± 0,044 | 1,0538 ± 0,104 |
* CPF: Coffee Pulp Flour; RPF: Rejected Plantain Flour; PRF; Plantain Raquis Flour; Parameters with * mean samples extruded, without * non-extruded. The standard deviation corresponds to the triplicate of the response variable
The pH values of all the blends ranged from 4.17 to 6.10, which coincides with reports from studies on plantain flour between 5,0 to 6,20 [41] and coffee pulp flour between 4,39 to 4,79 [42]. Reports of measurements on plantain rachis flour are scarce. It can be noted that the pH values of the mixtures with a high proportion of CPF between 67% and 100% were the lowest. This can also be corroborated in Figure 1(a). Figure 1 (a) shows that the blends with high rejected plantain flour proportion have the highest pH values. Blends with high plantain rachis flour exhibed pH values between 5 to 5.5.
It can be noted that water activity increased in the extruded mixtures versus non extruded ones. However, it can be noted that there were few differences between the extruded mixtures; the values ranged from 0,5236 to 0,6190, while in the non-extruded mixtures, the values ranged from 0,3081 to 0,4851, the variation was higher. Figure 1(b) shows a variation between 0,53 and 0,59 values, where rejected plantain flour promotes high water activity.
The water and oil absorption capacity showed a reduction effect in the extruded samples. However, an opposite effect was evident for water absorption capacity values in the pure RPF (run 2) sample, which was higher in the extruded flour. Rejected plantain flour promotes the high values of water absorption capacity (WAC) in the extruded blends. In the non-extruded blends, plantain rachis flour promotes the WAC values. A similar behavior was evidenced in oil absorption capacity both in extruded and non-extruded blends.
Nutritional Composition
Table 2 shows the effects of extrusion on macronutrient supply in the seventeen mixtures tested. A variation can be noted in water, crude fiber, lipid, carbohydrates, and ash content mixtures because of extrusion. Water content increased after extrusion. This result is related to the water activity values, which were also higher in the extruded mixtures (Table 1).
Protein content values ranged from 18,95% d.b. to 23.71% d.b. in non-extruded blends, and 18,34% d.b. to 23,28% d.b. in extruded blends. Protein content remained constant after extrusion. This is a promising result, considering that protein is one of the main macronutrients in the formulation of feed diets for both animal and human consumption. Figure 2 (a) shows that rejected plantain flour promotes higher protein values in the extruded mixture. This behavior was expected since RPF non-extruded exhibited the highest protein content value.
Lipid content ranged from 1,44% d.b. to 2,80% d.b. in non-extruded blends and from 0,82% d.b. to 2,90% d.b. in extruded blends. The effect of extrusion with protein occurred with lipid content in five of the seventeen blends, in which there were no changes because of the pre-cooking. However, the remaining twelve mixtures extruded noted a reduction in lipid content.
Crude fiber content ranged from 3,22% d.b. to 39,90% d.b. in non-extruded blends and from 1,77% d.b. to 22,27% d.b. in extruded blends. Crude fiber values were reduced due to extrusion in all mixtures. Figure 2 (b) shows that higher concentrations of rejected plantain flour tend to lower crude fiber values, while higher concentrations of coffee pulp and plantain rachis boost crude fiber values in the blends.
The carbohydrate content ranged from 24,59% d.b. to 67,19% d.b. in non-extruded blends and from 40,57% d.b. to 68,72% d.b. in extruded blends. These values increased in most of the seventeen blends, while the others remained similar in a few because of extrusion. Figure 2(d) shows that rejected plantain flour promotes higher carbohydrate values in the mixture. This is because this raw material reported a low fiber content; therefore, the total carbohydrate amount is higher.
Concerning mineral material or ash content, some blends remained unchanged, some increased, and some decreased. The ash content ranged from 4,44% d.b. to 16,30% d.b. in non-extruded blends and from 4,86% d.b. to 17,82% d.b. in extruded blends. In the blends (run 1, 3, 9, and 10), the proportion of ash decreased due to extrusion. Figure 2(c) shows that plantain rachis flour promotes higher ash values in the mixtures. In the blends (run 2, 4, 5, 6, 7, and 8), the proportion of ash increased due to extrusion. The remaining blends did not change because of extrusion.
Antioxidant Activity and Total Phenolic Content
Table 3 shows the variations in Total Phenolic Content, DPPH, and ABTS' antioxidant activity in the seventeen mixtures due to extrusion.
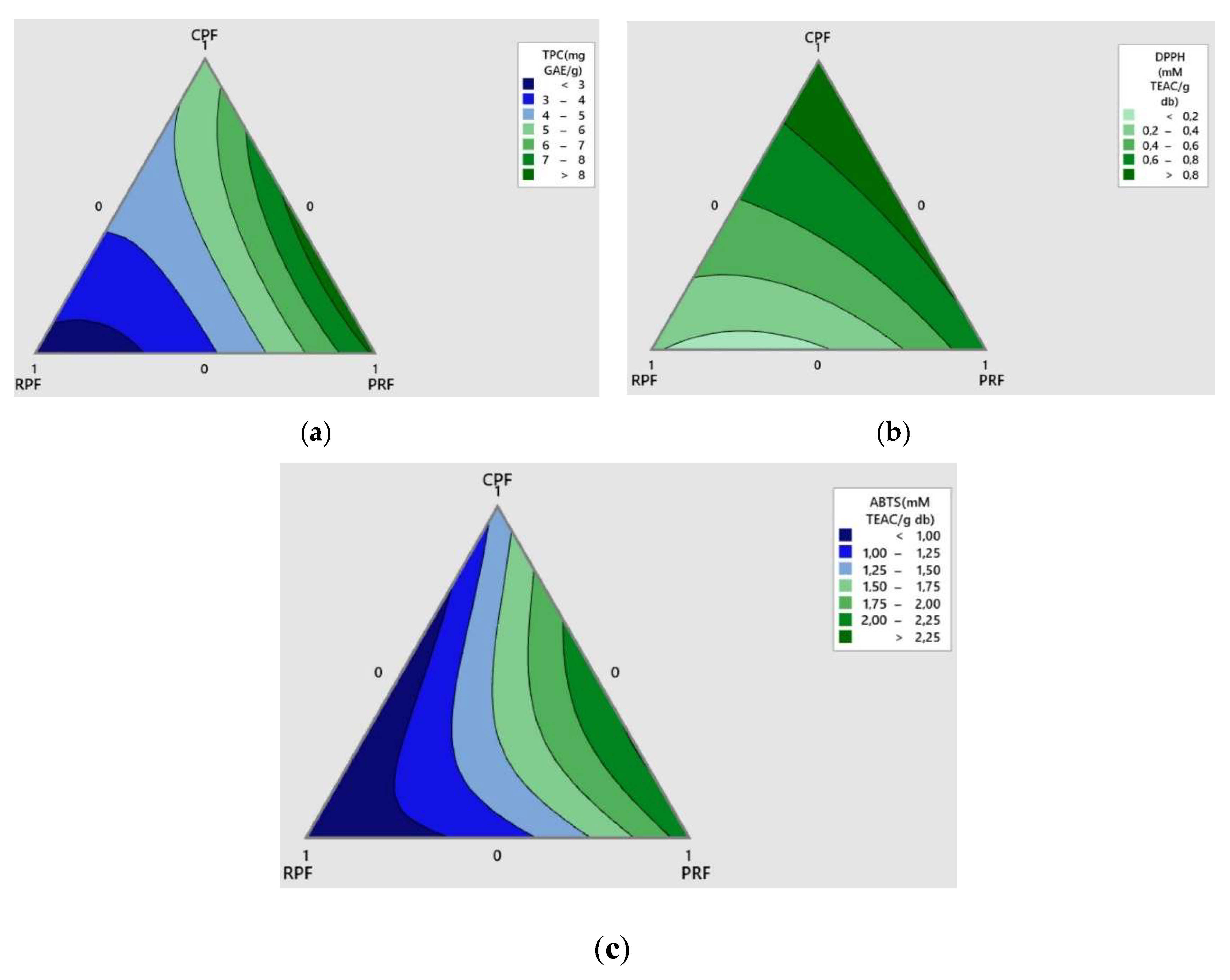
TPC values were higher in five extruded blends (run 3, 4, 5, 6, and 16), while in five others (run 1, 9, 10, 11, and 12), they were lower in the extruded blends. In the remaining mixtures, there were no changes. Plantain rachis (run 3) and coffee pulp (run 1) showed the highest values of TPC. Figure 3 (a) ratifies the synergistic relationship of raw materials and the low participation of plantain rejection flour, achieving high responses in TPC according to the modeling and the experiment (run 5). Coinciding with the results obtained, a study where the inclusion of rachis plantain flour was evaluated showed a direct relationship between the proportion of rachis plantain flour versus TPC values [43].
DPPH and ABTS were used to determine the antioxidant activity of seventeen mixtures. Concerning the DPPH results, it was determined that seven blends (run 1, 3, 4, 5, 10, 13, and 16) had higher values after extrusion, and eight blends (run 2, 7, 8, 9, 11, 12, 14, 15 and 17) showed lower values. The remaining blends did not show changes. ABTS results show that five blends (run 2, 4, 5, 8, and 16) increased after extrusion, but eight (run 1, 3, 7, 9, 10, 11, 12, and 17) were reduced. The other ones did not show changes. Mixtures 3, 4, 5 and 16 match with increased DPPH, ABTS, or TPC. These mixtures evidence the synergistic effect between coffee pulp and plantain rachis, which can also be corroborated in Figures 3(b) and 3 (c), where the higher values have higher concentrations of these two raw materials.
Statistical Analysis
The analysis of the variance used to establish the model that fitted the experiment is shown in Table 4. Except for water and lipid content, all responses showed that SSR (sum of squares regression) is higher than SSE (sum of squares error). This is evidenced by the values of the R2, which means that there is a more significant contribution to the regression than the uncontrolled effects. The regression p-value was significant for all models with values under 0.05, which means that the regression was not significant for variables water content, lipid content, water absorption capacity, and oil absorption capacity. The lack of fit value test was used to measure the model's fit to the experiment. For p-values greater than 0.05, the model indicates that it fits the experiment. The results obtained by verification of the hypothesis test on the cubic model adjustment showed that the model fits the experiment for all response variables.
Except for responses with insignificant regression, the cubic special models obtained for the other ones showed R2 values higher than 74,5%, indicating reasonable adjustments. The R2 values indicate the variation explained by the proportions of CPF(X1), RPF (X2), and PRF(X3) in blends and their interactions. The cubic models for responses with significant regression are given in the equations below:
The contour plots (Figures 1, 2, 3) were obtained using the models of equations 2–10.
Figure 1.
Contour Plots (a) pH, (b) Water Activity.
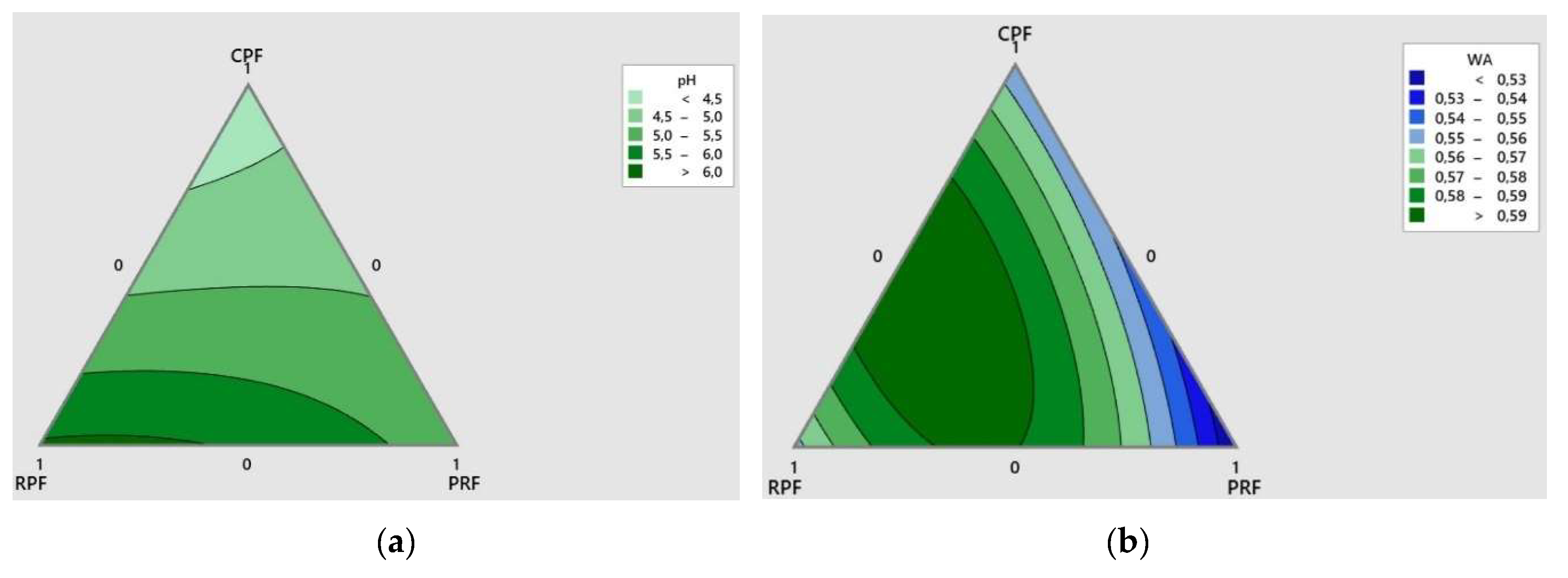
Figure 2.
Contour Plots (a) Protein Content, (b) Crude Fiber Content, (c) Ash Content, (d) Carbohydrates Content
Figure 2.
Contour Plots (a) Protein Content, (b) Crude Fiber Content, (c) Ash Content, (d) Carbohydrates Content
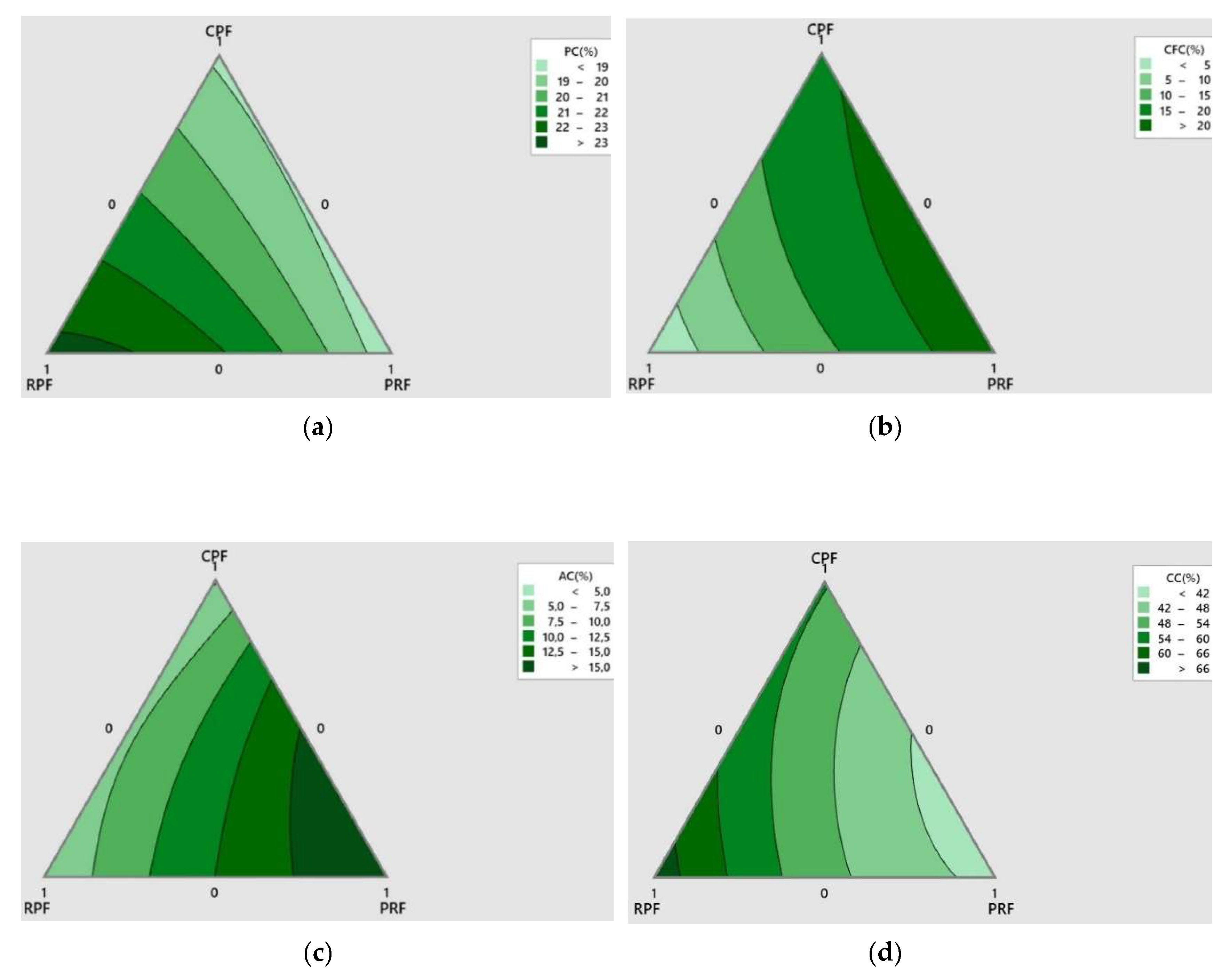
Figure 3.
Contour Plots (a) TPC, (b) DPPH, (c) ABTS
Optimization and validation
The primary objective of this investigation was to optimize the composite blend pre-cooked. All blends run in the simplex lattice mixture design were extruded. However, some of them showed difficulties during extrusion. This led us to create a new response variable associated with extrusion feasibility (EF) rated from 1 to 5, where five means extruded easily, and one means extruded with difficulty. This variable was included in the optimization described in Table 5. Considering that the mixture will be used as potential animal feed or human food, the following response variables were prioritized in the optimization; seven variables were chosen: protein, carbohydrates, and fiber content, antioxidant properties (TPC, DPPH, and ABTS), and the extrusion feasibility variable. Fat content was not considered because of its statistical insignificance in the model regression. Table 5 shows the optimization criteria for each response variable.
The solution optimized was 0.364:0.333:0.303 CPF: RPF: PRF, respectively. The global desirability coefficient was 0,82, indicating an appropriate prediction percentage of 82%. The optimal conditions of the dependent variables were validated to ensure the adjustment in the obtained models. Quintuplicate experiments were done to compare the experimental results with the predicted values of the response variables (Table 6). The RMSE values ranged from − 0.19 to 2.33, indicating that the optimization obtained by the lattice simplex design is correct and supports the results obtained in this study.
Pasting properties
Figure 4 shows the pasting curve of the optimized extruded blend (OEB). Similar plots were found for all flours tested, where the extrusion changed the pasting behavior. The pasting properties of the optimized extruded blend were compared with the properties of the optimum non-extruded blend (ONEB). The pasting properties of unmixed flours, extruded and non-extruded, are shown in Table 7. The effect of the extrusion on the pasting properties was evident. Most of the pasting properties were reduced because of extrusion. Similar behavior was reported in green banana flour extruded [44]. It can be noted how the paste formation temperature decreased significantly (p<0.05) in the extruded flours compared to the non-extruded ones. The maximum viscosity results showed that extrusion significantly (p<0.05) decreased the values for all samples except for coffee pulp flour.
The breakdown viscosity ranged from 0 to 1.72 Pas. In the plantain residue flours, extrusion reduced the paste's instability. In contrast, the opposite happened in the optimal mixture, as seen in Table 7 and Figure 4. As for the setback, the effect of extrusion can be noted by significantly reducing (p<0.05) the values of the flour samples. The extrusion reduced significantly (p<0,05) the values of cooking time in all samples.
Discussion
There was no drastic change in pH because of extrusion on the blends, indicating that the extrusion treatment did not alter the hydrogen proportion of the flours tested. This may be related to their high content of acid compounds characteristic of coffee pulp, such as citric acid, malic acid, succinic acid, acetic acid, butanoic acid, and nonanoic acid [45], that contribute hydrogen ions. In addition, natural fermentation processes can occur in coffee pulp, from collection to processing, when the temperature is not controlled. Coffee pulp has yeasts and bacteria that, through natural enzymes, produce a partial oxidation of the sugars present and can produce acid compounds, increasing the proportion of hydrogen ions.
Extrusion is a thermo-mechanical treatment that, due to the high temperatures, can generate degradation of some compounds and, in turn, release molecules that subsequently represent active sites to increase water availability. Coffee pulp flour had the highest water activity value among the seventeen mixtures non extruded. It could be explained because CPF has a high content of simple sugars such as fructose, glucose, mannose, and sucrose [45], which are small molecules, so water is more likely to form active sites and be more available as free water. Extruded blends showed synergistic phenomena between CPF and RPF. It could be related with molecules liberated by thermo-mechanical process: simple sugars in CPF and starch molecules derived in RPF.
As mentioned above, during extrusion, the matrix undergoes shear forces that, combined with the high temperatures, can degrade thermosensitive compounds. Reduction in water and oil absorption capacity because extrusion might be attributed to the higher number of damaged molecules formed at a higher shear rate, reducing the availability of hydrophilic and hydrophobic groups to bind more water and oil molecules. Reducing these degraded compounds probably reduces the chances of water and oil absorption versus the untreated samples. This could be related to the disintegration of starch molecules that release amylose. Amylose is a molecule that favors water absorption in flours [46]. Plantain rachis flour had the highest water and oil absorption capacity among the seventeen blends. Its high fiber composition could explain this. Fiber traps water molecules through the formation of hydrogen bridges and hydroxyl bonds. This flour also has a high mineral content (Table 2), probably highly soluble in water. In fact, during the procurement of raw materials, high sensitivity to moisture was evidenced in PRF, highlighting that its storage required greater control. Its high oil absorption capacity indicates that its hydrophobic binding capacity was the highest. This may be associated with its high protein content. Proteins with amphiphilic behavior can form bonds at an oil-water interface, so the higher the protein content, the greater the possibility of simultaneous polar and apolar bonds.
The increase in the proportion of plantain rachis flour in the mixes promotes higher WAC and OAC values. This indicates that blends with a higher proportion of PRF would be potentially useful in bakery foods or meat products where flavor retention and palatability are required, and oil absorption is desirable. Likewise, blends with high WAC could be used to prepare sausages since these blends would allow more water to be added to the matrices.
On the other hand, water activity and water content exhibited similar behavior. The de-structuring of compounds and degradation of others possibly generates the release of fractions and small molecules like simple sugars that probably increase the active sites for binding water molecules. It should also be noted that the mixtures were previously conditioned to a moisture content of 18% prior to extrusion, which also influenced the overall increase in the final moisture content of the extruded mixtures. Nevertheless, all mixtures' moisture content and water activity values indicate stable and can be stored at room temperature without refrigeration/freezing.
The pre-cooking treatment did not change the protein content in the blends. Although proteins are considered thermosensitive molecules, the residence time in the extruder (less than 30 seconds) seems to have been relatively low, preventing the degradation of the proteins in the seventeen mixtures. This is a promising result since protein content is essential when formulating food for animals and humans. The extrusion conditions tested in this study maintain the protein content of the matrices. According to the Codex Alimentarius, for wheat flour, protein should be a minimum of 7% on a dry basis (CXS 152, 2023). Higher protein values are indicators of high-quality flour. The raw materials and the blends evaluated in this study are considered highly nutritional.
Extrusion reduces lipid content, which is related to the degradation of fatty acids at high temperatures. Generally, temperatures higher than 150°C generate alterations in fatty acids or oxidative damage [47].
Crude fiber is typically resistant to high temperatures. A possible explanation for the reduction in the extruded blends could be mechanical shearing during extrusion cooking, which converts some crude fiber (insoluble) into soluble. A similar effect was reported in the extrusion of green banana flour [44]. Figure 2 (b) shows coffee pulp and plantain rachis flour promoting higher crude fiber values. This phenomenon could be explained by the fact that both raw materials have high hemicelluloses and cellulose levels.
The increase in carbohydrate content may be because the released amylose can form complexes with proteins and fatty acids, affecting the quantification of all these components. It has been reported that extrusion increases the carbohydrate content in raw materials with a high presence of complex carbohydrates, as in the case of crude fiber. These polysaccharides exert against complete gelatinization of starch granules, which allows for a significant retention of starch polysaccharides [48]. This coincides with the high crude fiber values determined for the blends (run 1, 3, 4, 5, and 10), where carbohydrate values were increased. These runs have high plantain rachis and coffee pulp contents, consisting of cellulose and hemicellulose.
This reduction in ash content may be related to the fact that some minerals can form bonds with proteins and fibers during extrusion and thus reduce their quantification. It has been reported that phytates (minerals) form insoluble complexes between phytate and other components [49]. It should be noted that runs where ash content was reduced because extrusion blends showed high crude fiber content and had high plantain rachis and coffee pulp flour. Otherwise, the increase in ash content could be explained by increased phosphorous availability due to the action of extrusion on the phytate structure [49].
The decrease of TPC in extruded flours can be explained by the damage to the molecular structure of phenolic compounds after the combination of high temperature with shear during extrusion precooking [50]. The increase of TPC after extrusion could be attributed to the fact that despite the aggressive thermomechanical conditions, some matrices release TPC but fail to degrade and are, therefore, reactive during their quantification. TPC is derived in free and bonding fractions. These compounds released during extrusion are the free fraction of TPC [51]. In green banana flour, an increase and a decrease in TPC after extrusion have been reported [44].
An increase in DPPH and ABTS values is associated with releasing reactive free phenolic compounds in each measurement. This is also associated with the extrusion conditions of the study, where the residence time inside the extruder was relatively low, allowing these increases. Although extrusion promotes the release of thermally stable phenolic compounds, it should be noted that not all these compounds are highly stable, and therefore, some are not reactive when measured by DPPH and ABTS [52]. This is the reason why a reduction in antioxidant activity values is noted in some extruded blends. For example, catechins, like anthocyanins, are susceptible to thermal degradation [53], while flavonols, such as quercetin, are stable [54]. Another reason for the reduction in antioxidant activity is the formation of polymerized compounds associated with high temperature and shear. This could lead to lower chemical reactivity and extraction efficiency [55].
Plantain residues are characterized by being rich in starch. Starch is a polysaccharide that has gelling properties in the presence of water and high temperatures. Reduction in pasting temperature because of extrusion could be because the starch in the plantain residue samples could suffer degradation because of cooking by extrusion [44], releasing amylose and amylopectin, which would facilitate the early formation of the gel in the extruded samples. This means that less temperature and time are required to form the paste. The sample with the highest pasting temperature was CPF, probably related to the null starch composition compared to the flours of the plantain residues. This means that more energy is required for paste formation. The pasting behavior of coffee pulp could be related to the pectin composition reported in 21% [56]. Pectin is a polysaccharide that can form gels but needs high temperatures. The temperature values of the rejected plantain flour were like those reported for plantain flour [57]. In contrast, these values have not been reported for plantain rachis and coffee pulp flours. Reduction in viscosity because of extrusion indicates starch degradation occurred due to high shear forces of extrusion, thus decreasing the viscosity. The coffee flour sample showed no change in its maximum viscosity because of extrusion. The plantain rachis flour showed the highest maximum viscosity, exceeding the rejected plantain flour. This flour could be considered promising for use as a thickener.
The breakdown viscosity is an indicator of the gel's instability. Non-extruded plantain rachis flour showed high gel instability, suggesting a high swelling capacity of the granules but low binding forces between them. This can be corroborated by the result of water absorption capacity, where the plantain rachis flour (run 3) showed the highest value (Table 1). Despite high peak viscosity, PRF-NE showed lower stability in coking because it had the highest breakdown. From this, it can be inferred that the granules and the bonding forces between them are very fragile, so they are easily destroyed. Therefore, the viscosity of the suspension is reduced over time.
Although the optimal blend's viscosity was higher, it remained stable, while the extruded mix decreased over time. This could be explained by the fact that the starch degradation in the mixture's components due to shearing can release amylose and promote the instability of paste during cooking.
The setback is related to rearranging the amylose/amylopectin molecules of the starches in the flours, a phenomenon called retrogradation. The fact that the thermo-mechanical treatment degrades the starch granules means that the proportion of granules decreases and, consequently, the reorganization of their components during retrogradation or setback. The highest setback values were evident for rachis and rejected plantain flours with and without extrusion, possibly because they are the raw materials with the highest starch content.
The reduction in cooking time could be explained by the effect of the shear of extrusion breaks some starch granules in the samples, and therefore, both the energy and time required for paste formation are lower. The time of pasting is related to the ease of cooking the flour. Since the energy demand is lower to achieve gelatinization, this time should be less than 5 min, which is the estimated cooking time of other flour sources such as wheat. Accordingly, all tested extruded and non-extruded flour can be recommended for industrial use because of their low gel formation time.
According to the results evidenced in the mixtures, extrusion is recommended as a precooking treatment since the protein content did not change, and the antioxidant and pasting properties of the mixtures were enhanced. However, a more detailed analysis is needed to understand the behavior of specific components such as minerals, identified phenolic compounds, and anti-nutrients. It would also be important to know the effect of extrusion on the biodigestibility of macronutrients.
Conclusion
The present study shows that the precooked flour composed of coffee pulp, rejected plantain, and plantain rachis in proportions of 0,364:0,333:0,303 can be ideal for developing new food with high nutritional qualities. The conditions of temperature, feeding speed, and residence time in the extrusion prevented the degradation of protein and phenolic compounds. These processing conditions also favored the pasting properties of the mixtures, favored the cooking time, and reduced the instability of the pastes. The pH did not present significant variations, while water activity, water, and oil absorption capacity presented an antagonistic effect due to the thermomechanical pre-cooking treatment. Statistical analysis provided reliable cubic models for the response variables to predict the blends' physicochemical, nutritional, and antioxidant properties and can be extrapolated as required. In summary, the effect of extrusion processing on the evaluated properties of agro-industrial waste flours was appropriate in obtaining a composite feed with high application potential.
Author Contributions
Diana Paola Navia Porras and Carolina Franco Urbano: investigation, methodology, formal analysis, writing-original draft preparation, writing—review and editing. Laura Sofia Torres Valenzuela and Jose Luis Plaza Dorado: conceptualization, methodology, writing—review and editing, supervision. Jose Luis Hoyos Concha: conceptualization, writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Financing Fund for Science, Technology and Innovation Francisco José de Caldas, with the Orchids Program: Women in Science, Agents for Peace, Call 935-2023.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author due to privacy reasons.
Acknowledgments
The authors greatly appreciate the financial support from the National Financing Fund for Science, Technology and Innovation Francisco José de Caldas, with the Orchids Program: Women in Science, Agents for Peace, Call 935-2023.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Nayana, P.; Wani, K.M. Unlocking the Green Potential: Sustainable Extraction of Bioactives from Orange Peel Waste for Environmental and Health Benefits. Journal of Food Measurement and Characterization 2024. [CrossRef]
- Ozcan, B.E.; Tetik, N.; Aloglu, H.S. Polysaccharides from Fruit and Vegetable Wastes and Their Food Applications: A Review. Int J Biol Macromol 2024, 276, 134007. [CrossRef]
- Noor, A.; Moyle, P.M.; Malik, A.; Ziora, Z.M.; Pant, K.K. Transformative Upcycling of Fruit-Vegetable Waste for Nutraceutical and Pharmaceutical Breakthroughs and Circular Economy Evolution. Process Safety and Environmental Protection 2024, 187, 1022–1036. [CrossRef]
- Panda, J.; Mishra, A.K.; Mohanta, Y.K.; Patowary, K.; Rauta, P.R.; Mishra, B. Exploring Biopolymer for Food and Pharmaceuticals Application in the Circular Bioeconomy: An Agro-Food Waste-to-Wealth Approach. Waste Biomass Valorization 2024. [CrossRef]
- Cortés-Macías, E.T.; López, C.F.; Gentile, P.; Girón-Hernández, J.; López, A.F. Impact of Post-Harvest Treatments on Physicochemical and Sensory Characteristics of Coffee Beans in Huila, Colombia. Postharvest Biol Technol 2022, 187, 111852. [CrossRef]
- Rubio-Jovel, K. Coffee Production Networks in Costa Rica and Colombia: A Systems Analysis on Voluntary Sustainability Standards and Impacts at the Local Level. J Clean Prod 2024, 445, 141196. [CrossRef]
- Rojas-Ospina, A.; Zuñiga-Collazos, A.; Castillo-Palacio, M. Factors Influencing Environmental Sustainability Performance: A Study Applied to Coffee Crops in Colombia. Journal of Open Innovation: Technology, Market, and Complexity 2024, 10, 100361. [CrossRef]
- Thai, L.Q.; Niwat, C.; Qin, S.; Konsue, N. Supercritical Carbon Dioxide and Ethanol-Assisted Extraction of Bioactive Compounds from Bourbon, Catimor, and Caturra Coffee Pulp for Maximized Antioxidant and Therapeutic Properties. Future Foods 2024, 9, 100381. [CrossRef]
- Olechno, E.; Puścion-Jakubik, A.; Socha, K.; Zujko, M.E. Coffee Brews: Are They a Source of Macroelements in Human Nutrition? Foods 2021, 10.
- Hu, S.; Gil-Ramírez, A.; Martín-Trueba, M.; Benítez, V.; Aguilera, Y.; Martín-Cabrejas, M.A. Valorization of Coffee Pulp as Bioactive Food Ingredient by Sustainable Extraction Methodologies. Curr Res Food Sci 2023, 6, 100475. [CrossRef]
- Herrán, O.F. Usual Portions of Foods Consumed in Colombia and Their Contributions to Total Energy Intake/Day: Results of a Nationally Representative Survey (ENSIN-2015). Food and Humanity 2024, 3, 100358. [CrossRef]
- Gómez, J.A.; Matallana, L.G.; Teixeira, J.A.; Sánchez, Ó.J. A Framework for the Design of Sustainable Multi-Input Second-Generation Biorefineries through Process Simulation: A Case Study for the Valorization of Lignocellulosic and Starchy Waste from the Plantain Agro-Industry. Chemical Engineering Research and Design 2023, 195, 551–571. [CrossRef]
- Gómez, J.A.; Nobre, C.; Teixeira, J.A.; Sánchez, Ó.J. Towards a Biorefinery Processing Waste from Plantain Agro-Industry: Assessment of the Production of Dairy Cattle Feed through Process Simulation. Biosyst Eng 2022, 217, 131–149. [CrossRef]
- Torres-Valenzuela, L.S.; Ballesteros-Gómez, A.; Rubio, S. Supramolecular Solvent Extraction of Bioactives from Coffee Cherry Pulp. J Food Eng 2020, 278, 109933. [CrossRef]
- Biratu, G.; Woldemariam, H.W.; Gonfa, G. Optimization of Pectin Yield Extracted from Coffee Arabica Pulp Using Response Surface Methodology. Heliyon 2024, 10, e29636. [CrossRef]
- Biratu, G.; Woldemariam, H.W.; Gonfa, G. Development of Active Edible Films from Coffee Pulp Pectin, Propolis, and Honey with Improved Mechanical, Functional, Antioxidant, and Antimicrobial Properties. Carbohydrate Polymer Technologies and Applications 2024, 8, 100557. [CrossRef]
- Hu, D.; Yang, G.; Liu, X.; Qin, Y.; Zhang, F.; Sun, Z.; Wang, X. Comparison of Different Drying Technologies for Coffee Pulp Tea: Changes in Color, Taste, Bioactive and Aroma Components. LWT 2024, 200, 116193. [CrossRef]
- Reza Rizkiansyah, R.; Mardiyati, Y.; Hariyanto, A.; Steven, S.; Dirgantara, T. Non-Wood Paper from Coffee Pulp Waste: How Its Performance as Coffee Filter. Cleaner Materials 2024, 12, 100241. [CrossRef]
- Sommano, S.R.; Jantrawut, P.; Sangta, J.; Chanabodeechalermrung, B.; Sunanta, P.; Bakshani, C.; Willats, W. Utilization of Coffee Pulp for the Production of Sustainable Cellulosic Composite and Plant-Based Hydrogel as a Potential Human Wound Dressing. Food Structure 2023, 37, 100347. [CrossRef]
- Nweke, C.N.; Onu, C.E.; Nwabanne, J.T.; Ohale, P.E.; Madiebo, E.M.; Chukwu, M.M. Optimal Pretreatment of Plantain Peel Waste Valorization for Biogas Production: Insights into Neural Network Modeling and Kinetic Analysis. Heliyon 2023, 9, e21995. [CrossRef]
- Gómez, J.A.; Matallana, L.G.; Teixeira, J.A.; Sánchez, Ó.J. A Framework for the Design of Sustainable Multi-Input Second-Generation Biorefineries through Process Simulation: A Case Study for the Valorization of Lignocellulosic and Starchy Waste from the Plantain Agro-Industry. Chemical Engineering Research and Design 2023, 195, 551–571. [CrossRef]
- Giwa, A.S.; Sheng, M.; Maurice, N.J.; Liu, X.; Wang, Z.; Chang, F.; Huang, B.; Wang, K. Biofuel Recovery from Plantain and Banana Plant Wastes: Integration of Biochemical and Thermochemical Approach. J Renew Mater 2023, 11, 2593–2629. [CrossRef]
- Hernández-Carmona, F.; Morales-Matos, Y.; Lambis-Miranda, H.; Pasqualino, J. Starch Extraction Potential from Plantain Peel Wastes. J Environ Chem Eng 2017, 5, 4980–4985. [CrossRef]
- Mohammed, A.R.; Attiogbe, F.; Emahi, I. Improved Greywater Quality after Biofiltration with a Fibre-Biofilter Derived from Plantain Pseudo Stem. Sci Afr 2024, 25, e02293. [CrossRef]
- Xie, J.; Zhang, Y.; Klomklao, S.; Simpson, B.K. Pectin from Plantain Peels: Green Recovery for Transformation into Reinforced Packaging Films. Waste Management 2023, 161, 225–233. [CrossRef]
- Yakoubi, S.; Kobayashi, I.; Uemura, K.; Tounsi, M.S.; Nakajima, M.; Hiroko, I.; Neves, M.A. Enhancing Plantain Epicarp Active Edible Coating Performance through Investigation of Optimal Spray Coating Conditions. Colloids Surf A Physicochem Eng Asp 2023, 678, 132474. [CrossRef]
- Patiño-Rodríguez, O.; Bello-Pérez, L.A.; Flores-Silva, P.C.; Sánchez-Rivera, M.M.; Romero-Bastida, C.A. Physicochemical Properties and Metabolomic Profile of Gluten-Free Spaghetti Prepared with Unripe Plantain Flours. LWT 2018, 90, 297–302. [CrossRef]
- Alonso-Gómez, L.A.; Solarte-Toro, J.C.; Bello-Pérez, L.A.; Cardona-Alzate, C.A. Performance Evaluation and Economic Analysis of the Bioethanol and Flour Production Using Rejected Unripe Plantain Fruits (Musa Paradisiaca L.) as Raw Material. Food and Bioproducts Processing 2020, 121, 29–42. [CrossRef]
- Pérez-Viveros, D.J.; Díaz-Batalla, L.; Navarro-Cortez, R.O.; Palma-Rodríguez, H.M.; Hernández-Uribe, J.P. Effect of Extrusion on Physicochemical and Functional Properties of Cladode Flour from Opuntia Cochenillifera and Opuntia Ficus-Indica. Applied Food Research 2024, 4, 100568. [CrossRef]
- Zhang, X.; Gao, Y.; Wang, R.; Zhang, G.; Sun, Y.; Li, X.; Liang, J. Effects of Adding Blueberry Residue Powder and Extrusion Processing on Microstructure and in Vitro Digestibility of Indica Rice Flour. Bioactive Carbohydrates and Dietary Fibre 2024, 32, 100435. [CrossRef]
- Yan, Y.; Fang, J.; Zhu, X.; Ji, X.; Shi, M.; Niu, B. Effect of Extrusion Using Plasma-Activated Water on the Structural, Physicochemical, Antioxidant and in Vitro Digestive Properties of Yam Flour. Food Chem 2024, 460, 140687. [CrossRef]
- Wang, Y.; Zhao, R.; Liu, W.; Zhao, R.; Liu, Q.; Hu, H. Effect of Twin-Screw Extrusion Pretreatment on Starch Structure, Rheological Properties and 3D Printing Accuracy of Whole Potato Flour and Its Application in Dysphagia Diets. Int J Biol Macromol 2024, 278, 134796. [CrossRef]
- Zhang, Z.; Zhu, M.; Xing, B.; Liang, Y.; Zou, L.; Li, M.; Fan, X.; Ren, G.; Zhang, L.; Qin, P. Effects of Extrusion on Structural Properties, Physicochemical Properties and in Vitro Starch Digestibility of Tartary Buckwheat Flour. Food Hydrocoll 2023, 135, 108197. [CrossRef]
- Del Castillo, E.; Montgomery, D.C.; McCarville, D.R. Modified Desirability Functions for Multiple Response Optimization. Journal of Quality Technology 1996, 28, 337–345. [CrossRef]
- Carlos de Sousa, W.; Alves Morais, R.; Damian Giraldo Zuniga, A. Buriti (Mauritia Flexuosa) Shell Flour: Nutritional Composition, Chemical Profile, and Antioxidant Potential as a Strategy for Valuing Waste from Native Brazilian Fruits. Food Research International 2024, 190, 114578. [CrossRef]
- Ekeledo, E.; Abass, A.; Müller, J. Effect of Packaging and Storage Conditions on the Pasting and Functional Properties of Pretreated Yellow-Fleshed Cassava Flour. Applied Food Research 2024, 4, 100467. [CrossRef]
- Horwitz, William. Official Methods of Analysis of AOAC International; AOAC International, 2006; ISBN 0935584773.
- Re, R.; Pellegrini, N.; Proteggente, A.; Pannala, A.; Yang, M.; Rice-Evans, C. Antioxidant Activity Applying an Improved ABTS Radical Cation Decolorization Assay. Free Radic Biol Med 1999, 26, 1231–1237. [CrossRef]
- Brand-Williams, W.; Cuvelier, M.E.; Berset, C. Use of a Free Radical Method to Evaluate Antioxidant Activity. LWT - Food Science and Technology 1995, 28, 25–30. [CrossRef]
- Granato, D.; Karnopp, A.R.; van Ruth, S.M. Characterization and Comparison of Phenolic Composition, Antioxidant Capacity and Instrumental Taste Profile of Juices from Different Botanical Origins. J Sci Food Agric 2015, 95, 1997–2006. [CrossRef]
- Kumar, P.S.; Saravanan, A.; Sheeba, N.; Uma, S. Structural, Functional Characterization and Physicochemical Properties of Green Banana Flour from Dessert and Plantain Bananas (Musa Spp.). LWT 2019, 116, 108524. [CrossRef]
- Jiménez-Ochoa, J.P.; Barrios-Rodríguez, Y.F.; Bahamón-Monje, A.F.; Gutiérrez-Gúzman, N. Physicochemical and Sensory Characteristics of Dehydrated Coffee Pulp in Function of Drying Temperature. Revista Brasileira de Engenharia Agrícola e Ambiental 2022, 26.
- Chakraborty, R.; Sabruna, S.; Roy, R.; Majumdar, S.; Roy, S. Banana Pseudostem Substitution in Wheat Flour Biscuits Enriches the Nutritional and Antioxidative Properties with Considerable Acceptability. SN Appl Sci 2021, 3. [CrossRef]
- Sarawong, C.; Schoenlechner, R.; Sekiguchi, K.; Berghofer, E.; Ng, P.K.W. Effect of Extrusion Cooking on the Physicochemical Properties, Resistant Starch, Phenolic Content and Antioxidant Capacities of Green Banana Flour. Food Chem 2014, 143, 33–39. [CrossRef]
- Qin, S.; Hu, F.; Yang, N.; Li, L.; Yang, H.; Suo, Y.; He, F. Influence of Native Coffee Yeast Fermentation on Phenolic Content, Organic Acids, and Volatile Compounds in Cascara. LWT 2024, 210, 116860. [CrossRef]
- Karim, M.D.; Abuhena, M.; Hossain, M.D.; Billah, M.M. Assessment and Comparison of Cooking Qualities and Physio-Chemical Properties of Seven Rice Varieties in Terms of Amylose Content. Food Physics 2024, 1, 100014. [CrossRef]
- Yang, Z.; Zhou, Y.; Xing, J.-J.; Guo, X.-N.; Zhu, K.-X. Influence of Extrusion on Storage Quality of Dried Oat Noodles: Lipid Degradation and off-Flavours. J Cereal Sci 2021, 101, 103316. [CrossRef]
- Garcia-Valle, D.E.; Bello-Perez, L.A.; Flores-Silva, P.C.; Agama-Acevedo, E.; Tovar, J. Extruded Unripe Plantain Flour as an Indigestible Carbohydrate-Rich Ingredient. Front Nutr 2019, 6. [CrossRef]
- Omojokun, A.O.; Jokoh, A.O. Effects of Fermentation and Extrusion on the Mineral and Antinutrient Composition of Plantain-Cowpea Flour Blends. 2020. [CrossRef]
- Wang, Q.; Li, L.; Wang, T.; Zheng, X. A Review of Extrusion-Modified Underutilized Cereal Flour: Chemical Composition, Functionality, and Its Modulation on Starchy Food Quality. Food Chem 2022, 370, 131361. [CrossRef]
- Pismag, R.Y.; Polo, M.P.; Hoyos, J.L.; Bravo, J.E.; Roa, D.F. Effect of Extrusion Cooking on the Chemical and Nutritional Properties of Instant Flours: A Review. F1000Res 2023, 12, 1356. [CrossRef]
- Pico, J.; Xu, K.; Guo, M.; Mohamedshah, Z.; Ferruzzi, M.G.; Martinez, M.M. Manufacturing the Ultimate Green Banana Flour: Impact of Drying and Extrusion on Phenolic Profile and Starch Bioaccessibility. Food Chem 2019, 297, 124990. [CrossRef]
- Li, N.; Taylor, L.; Ferruzzi, M.; Mauer, L. Kinetic Study of Catechin Stability: Effects of PH, Concentration, and Temperature. J Agric Food Chem 2012, 60. [CrossRef]
- White, B.L.; Howard, L.R.; Prior, R.L. Polyphenolic Composition and Antioxidant Capacity of Extruded Cranberry Pomace. J Agric Food Chem 2010, 58, 4037–4042. [CrossRef]
- Pandey, S.; Kumar, A.; Rao, P.S. Optimization, Modeling, and Characterization Study for the Physicochemical Properties of Raw Banana and Defatted Soy Composite Extrudates. Food Chem 2021, 339, 127865. [CrossRef]
- Sommano, S.R.; Jantrawut, P.; Sangta, J.; Chanabodeechalermrung, B.; Sunanta, P.; Bakshani, C.; Willats, W. Utilization of Coffee Pulp for the Production of Sustainable Cellulosic Composite and Plant-Based Hydrogel as a Potential Human Wound Dressing. Food Structure 2023, 37, 100347. [CrossRef]
- Torres-Vargas, O.L.; Gaytan-Martinez, M.; Fernanda, C.-C.; Millán-Malo, B.M.; Rodriguez-Garcia, M.E. Changes in the Physicochemical Properties of Isolated Starch and Plantain (Musa AAB Simmonds) Flours for Early Maturity Stage. Heliyon 2023, 9, e18939. [CrossRef]
Figure 4.
Pasting curve optimal blend (a) non-extruded, (b) extruded
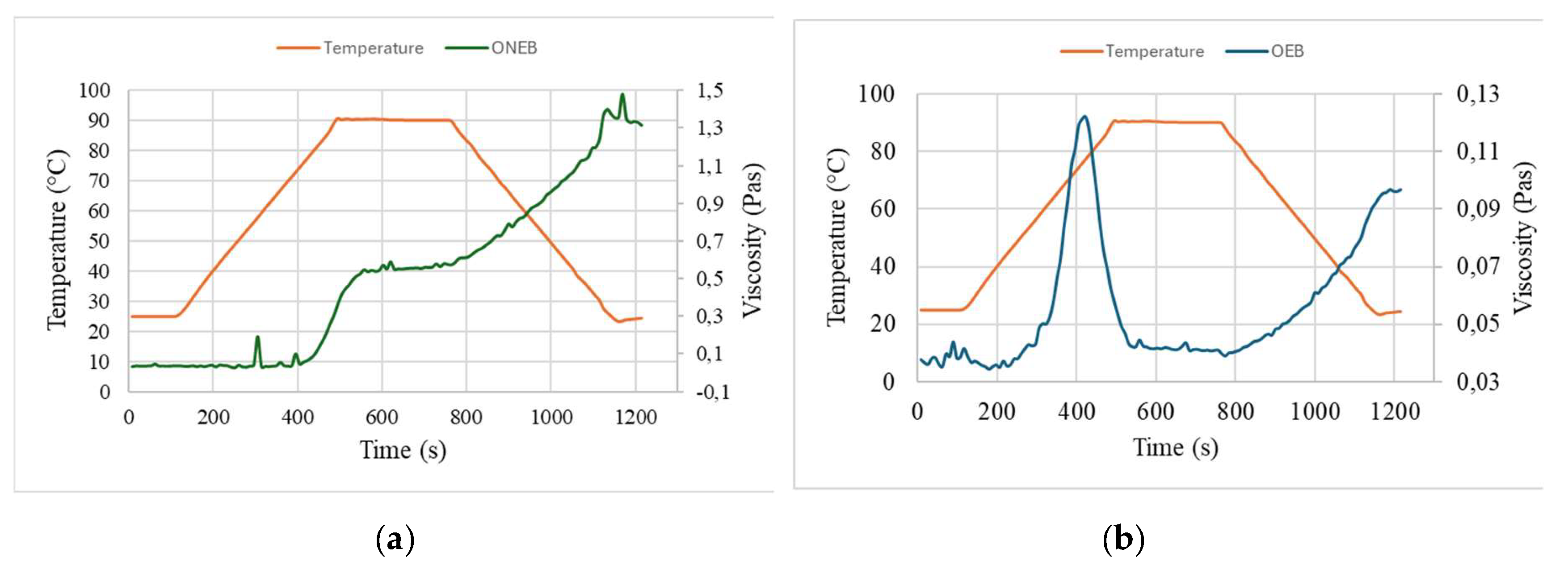
Table 2.
Nutritional properties of simplex lattice mixture design.
| Run | Water C. | Water C.* | Protein C. | Protein C.* | Lipid C. | Lipid C.* | Crude Fiber C. | Crude Fiber C.* | Carbo. C. | Carbo. C.* | Ash C. | Ash C.* |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3,50 ± 0,02 | 5,27 ± 0,17 | 18,95 ± 0,12 | 18,56 ± 0,10 | 2,80 ± 0,05 | 2,26 ± 0,04 | 25,02 ± 0,05 | 18,59 ± 0,07 | 47,33 ± 0,12 | 55,73 ± 0,13 | 5,91 ± 0,20 | 4,86 ± 0,02 |
| 2 | 3,11 ± 0,01 | 3,70 ± 0,15 | 23,71 ± 0,11 | 23,28 ± 0,11 | 1,44 ± 0,02 | 1,05 ± 0,01 | 3,22 ± 0,03 | 1,77 ± 0,07 | 67,19 ± 0,11 | 68,72 ± 0,16 | 4,44 ± 0,06 | 5,18 ± 0,03 |
| 3 | 1,70 ± 0,06 | 4,40 ± 0,13 | 20,40 ± 0,12 | 18,34 ± 0,08 | 2,34 ± 0,06 | 1,42 ± 0,01 | 39,90 ± 0,39 | 22,27 ± 0,62 | 24,59 ± 0,10 | 40,57 ± 0,12 | 21,77 ± 0,11 | 17,40 ± 0,15 |
| 4 | 2,90 ± 0,03 | 5,74 ± 0,14 | 19,44 ± 0,12 | 18,63 ± 0,05 | 2,64 ± 0,05 | 2,93 ± 0,04 | 27,00 ± 0,16 | 21,41 ± 0,38 | 39,66 ± 0,11 | 44,74 ± 0,12 | 11,26 ± 0,17 | 12,29 ± 0,08 |
| 5 | 2,30 ± 0,05 | 5,50 ± 0,20 | 19,93 ± 0,12 | 18,57 ± 0,19 | 2,49 ± 0,06 | 2,02 ± 0,02 | 28,96 ± 0,28 | 20,40 ± 0,23 | 32,08 ± 0,12 | 41,19 ± 0,10 | 16,55 ± 0,14 | 17,82 ± 0,12 |
| 6 | 3,37 ± 0,02 | 6,40 ± 0,20 | 20,54 ± 0,11 | 20,51 ± 0,05 | 2,35 ± 0,04 | 2,02 ± 0,04 | 17,73 ± 0,04 | 17,14 ± 0,40 | 53,96 ± 0,11 | 52,70 ± 0,10 | 5,42 ± 0,15 | 7,63 ± 0,09 |
| 7 | 3,24 ± 0,01 | 4,22 ± 0,24 | 22,13 ± 0,11 | 21,72 ± 0,07 | 1,89 ± 0,03 | 1,46 ± 0,01 | 10,47 ± 0,03 | 7,73 ± 0,03 | 60,59 ± 0,12 | 63,13 ± 0,12 | 4,93 ± 0,10 | 5,96 ± 0,05 |
| 8 | 2,94 ± 0,02 | 6,00 ± 0,07 | 22,36 ± 0,11 | 22,13 ± 0,12 | 1,82 ± 0,03 | 0,82 ± 0,02 | 11,51 ± 0,09 | 8,04 ± 0,25 | 56,70 ± 0,10 | 59,87 ± 0,10 | 7,61 ± 0,09 | 9,14 ± 0,04 |
| 9 | 2,17 ± 0,04 | 6,30 ± 0,00 | 21,49 ± 0,11 | 20,45 ± 0,17 | 2,04 ± 0,05 | 0,89 ± 0,01 | 21,76 ± 0,27 | 16,89 ± 0,19 | 38,65 ± 0,10 | 47,10 ± 0,14 | 16,05 ± 0,09 | 14,67 ± 0,23 |
| 10 | 2,24 ± 0,04 | 11,33 ± 0,11 | 20,71 ± 0,12 | 20,70 ± 0,04 | 2,27 ± 0,05 | 1,16 ± 0,02 | 25,36 ± 0,28 | 22,92 ± 0,65 | 35,36 ± 0,12 | 41,87 ± 0,14 | 16,30 ± 0,11 | 13,35 ± 0,05 |
| 11 | 2,64 ± 0,02 | 11,35 ± 0,02 | 22,59 ± 0,12 | 22,45 ± 0,25 | 1,75 ± 0,03 | 1,97 ± 0,05 | 12,53 ± 0,15 | 10,14 ± 0,18 | 52,86 ± 0,11 | 54,10 ± 0,15 | 10,27 ± 0,07 | 10,34 ± 0,05 |
| 12 | 3,14 ± 0,02 | 11,54 ± 0,25 | 19,99 ± 0,11 | 20,78 ± 0,37 | 2,50 ± 0,04 | 1,48 ± 0,03 | 22,38 ± 0,10 | 19,15 ± 0,17 | 46,79 ± 0,10 | 50,41 ± 0,13 | 8,35 ± 0,16 | 8,18 ± 0,01 |
| 13 | 2,77 ± 0,03 | 5,30 ± 0,04 | 20,98 ± 0,11 | 20,25 ± 0,02 | 2,19 ± 0,04 | 2,16 ± 0,03 | 19,76 ± 0,11 | 14,29 ± 0,07 | 46,31 ± 0,12 | 52,25 ± 0,14 | 10,76 ± 0,12 | 11,05 ± 0,07 |
| 14 | 2,77 ± 0,03 | 6,30 ± 0,17 | 21,11 ± 0,11 | 20,46 ± 0,05 | 2,11 ± 0,04 | 2,16 ± 0,03 | 20,01 ± 0,14 | 17,19 ± 0,56 | 45,34 ± 0,11 | 47,48 ± 0,11 | 11,43 ± 0,12 | 12,71 ± 0,11 |
| 15 | 2,78 ± 0,03 | 5,70 ± 0,16 | 21,02 ± 0,11 | 20,33 ± 0,04 | 2,24 ± 0,04 | 2,01 ± 0,01 | 18,11 ± 0,12 | 17,62 ± 0,65 | 47,12 ± 0,11 | 48,11 ± 0,15 | 11,54 ± 0,12 | 11,93 ± 0,01 |
| 16 | 2,80 ± 0,03 | 6,50 ± 0,09 | 20,87 ± 0,11 | 20,51 ± 0,10 | 2,34 ± 0,04 | 1,04 ± 0,02 | 18,98 ± 0,11 | 17,03 ± 0,19 | 47,70 ± 0,11 | 49,03 ± 0,11 | 10,11 ± 0,12 | 12,39 ± 0,03 |
| 17 | 2,75 ± 0,03 | 10,45 ± 0,38 | 21,10 ± 0,11 | 21,41 ± 0,20 | 2,01 ± 0,04 | 1,17 ± 0,03 | 20,12 ± 0,16 | 19,17 ± 0,21 | 46,46 ± 0,10 | 46,56 ± 0,12 | 10,31 ± 0,12 | 11,69 ± 0,04 |
* Parameters with * mean samples extruded and without * non-extruded. Carbo.: Carbohydrates; C.: Content. Except for water content, all properties are in dry basis percentage. The standard deviation corresponds to the triplicate of the response variable.
Table 3.
Antioxidant properties of simplex lattice mixture design.
| Run | TPC (mg GAE/ g db) |
TPC* (mg GAE/ g db) |
DPPH (mM TEAC/g db) |
DPPH* (mM TEAC/g db) |
ABTS (mM TEAC/g db) |
ABTS* (mM TEAC/g db) |
|---|---|---|---|---|---|---|
| 1 | 6,051 ± 0,205 | 5,285 ± 0,115 | 0,110 ± 0,01142 | 1,013 ± 0,08914 | 1,784 ± 0,305 | 1,459 ± 0,086 |
| 2 | 2,404 ± 0,129 | 2,550 ± 0,149 | 0,513 ± 0,26823 | 0,210 ± 0,01964 | 0,749 ± 0,037 | 1,009 ± 0,008 |
| 3 | 6,525 ± 0,923 | 8,497 ± 0,379 | 0,499 ± 0,00907 | 0,763 ± 0,08914 | 2,425 ± 0,089 | 2,060 ± 0,175 |
| 4 | 4,797 ± 0,011 | 7,999 ± 0,424 | 0,817 ± 0,20389 | 1,015 ± 0,04215 | 1,291 ± 0,147 | 2,030 ± 0,092 |
| 5 | 6,312 ± 0,759 | 8,734 ± 0,288 | 0,659 ± 0,28465 | 0,755 ± 0,14750 | 2,145 ± 0,126 | 2,349 ± 0,099 |
| 6 | 4,616 ± 0,871 | 5,291 ± 0,269 | 0,786 ± 0,36725 | 0,719 ± 0,03238 | 1,157 ± 0,619 | 1,140 ± 0,134 |
| 7 | 3,471 ± 0,333 | 3,300 ± 0,065 | 0,658 ± 0,10612 | 0,558 ± 0,12192 | 0,913 ± 0,066 | 0,784 ± 0,013 |
| 8 | 3,417 ± 0,061 | 3,394 ± 0,183 | 0,483 ± 0,03034 | 0,202 ± 0,06201 | 0,807 ± 0,018 | 0,875 ± 0,031 |
| 9 | 5,138 ± 0,547 | 4,813 ± 0,545 | 0,344 ± 0,03703 | 0,238 ± 0,10652 | 1,816 ± 0,056 | 1,276 ± 0,100 |
| 10 | 5,598 ± 0,174 | 5,200 ± 0,439 | 0,567 ± 0,03703 | 0,706 ± 0,08552 | 2,299 ± 0,091 | 1,969 ± 0,004 |
| 11 | 3,711 ± 0,155 | 3,221 ± 0,228 | 0,290 ± 0,01392 | 0,149 ± 0,01811 | 1,204 ± 0,177 | 0,975 ± 0,277 |
| 12 | 5,397 ± 0,255 | 4,149 ± 0,083 | 0,837 ± 0,09273 | 0,529 ± 0,11073 | 1,289 ± 0,071 | 0,793 ± 0,016 |
| 13 | 4,884 ± 0,231 | 4,658 ± 0,184 | 0,603 ± 0,00292 | 0,677 ± 0,08041 | 1,676 ± 0,046 | 1,607 ± 0,162 |
| 14 | 4,772 ± 0,066 | 4,868 ± 0,042 | 0,601 ± 0,09382 | 0,507 ± 0,05072 | 1,515 ± 0,194 | 1,503 ± 0,214 |
| 15 | 5,454 ± 0,108 | 5,817 ± 0,093 | 0,602 ± 0,09043 | 0,507 ± 0,07383 | 1,476 ± 0,199 | 1,640 ± 0,046 |
| 16 | 4,447 ± 0,011 | 6,174 ± 0,254 | 0,522 ± 0,00318 | 0,659 ± 0,05232 | 1,287 ± 0,144 | 1,717 ± 0,200 |
| 17 | 4,887 ± 0,352 | 4,820 ± 0,420 | 0,619 ± 0,07278 | 0,524 ± 0,07259 | 1,524 ± 0,240 | 1,458 ± 0,171 |
Parameters with * mean samples extruded, without * non-extruded. The standard deviation corresponds to the triplicate of the response variable.
Table 4.
Analysis of variance of simplex lattice mixture design: extruded blends.
| Response variables | Source | ||||
|---|---|---|---|---|---|
| SSR | p-value | SSE | Lack of fit (p-value) |
R2 | |
| pH | 3,91494 | 0,000 | 0,06545 | 0,300 | 98,36 |
| WA | 0,008359 | 0,014 | 0,002850 | 0,900 | 74,58 |
| WAC (g water/g) | 1,18624 | 0,054 | 0,63001 | 0,983 | 65,31 |
| OAC (g oil/g) | 0,137309 | 0,062 | 0,077204 | 0,976 | 64,01 |
| Water Content % | 44,089 | 0,673 | 108,793 | 0,213 | 28,84 |
| Protein Content % | 33,1882 | 0,000 | 3,9344 | 0,218 | 89,40 |
| Lipid Content % | 2,67695 | 0,287 | 2,94649 | 0,92 | 47,60 |
| Crude Fiber Content % | 507,757 | 0,000 | 20,994 | 0,477 | 93,82 |
| Ash Content % | 223,338 | 0,000 | 11,158 | 0,107 | 95,24 |
| Carbohydrates Content % | 916,947 | 0,000 | 46,065 | 0,551 | 95,22 |
| TPC (mg GAE/ g) | 45,0672 | 0,001 | 6,7000 | 0,214 | 87,06 |
| DPPH (mM TEAC/g db) | 0,92663 | 0,001 | 0,1634 | 0,151 | 85,01 |
| ABTS (mM TEAC/g db) | 2,98816 | 0,003 | 0,68521 | 0,168 | 81,35 |
Table 5.
Optimization criteria of extruded blends.
| Response variable | Lower | Upper | Target |
|---|---|---|---|
| Protein Content (% db) | 18,30 | 23,45 | Maximize |
| Crude Fiber Content (% db) | 1,70 | 22,92 | In range |
| Carbohydrates Content (% db) | 40,57 | 68,72 | In range |
| Total Phenolic Content (mg GAE/g) | 2,55 | 8,73 | Maximize |
| DPPH (mM TEAC/g db) | 0,15 | 1,02 | Maximize |
| ABTS (mM TEAC/g db) | 0,78 | 2,00 | Maximize |
| EF | 1 | 5 | Maximize |
Table 6.
The optimal solution of an extruded composite blend.
| Response variable | Predicted response | Validated response | RMSE |
|---|---|---|---|
| Protein Content (% db) | 20,72 | 20,04 ± 0,67 | 0,8806 |
| Crude Fiber Content (% db) | 17,09 | 19,39 ± 0,52 | 2,3319 |
| Carbohydrates Content (% db) | 49,28 | 48,69 ± 0,93 | 0,9662 |
| Total Phenolic Content (mg GAE/g) | 4,86 | 6,30 ± 0,28 | 1,4588 |
| DPPH (mM TEAC /g db) | 0,56 | 0,59 ± 0,20 | 0,4179 |
| ABTS (mM TEAC/g db) | 1,48 | 1,62 ± 0,16 | 0,1997 |
Table 7.
Pasting properties of optimized extruded, non-extruded blends and CPF, RPF, and PRF.
| Sample | Peak viscosity (Pas) | Trough viscosity (Pas) | Breakdown viscosity (Pas) | Final Viscosity (Pas) | Setback Viscosity (Pas) | Pasting time (min) | Pasting temperature (°C) |
|---|---|---|---|---|---|---|---|
| CPF-NE | 0,019e ± 0,007 | 0,019e ± 0,007 | 0,0000g ± 0,000 | 0,0404e ± 0,003 | 0,0211f ± 0,004 | 4,25b ± 0,494 | 90,7a ± 0,919 |
| CPF-E | 0,031e ± 0,000 | 0,024e ± 0,000 | 0,0062g ± 0,000 | 0,0440e ± 0,001 | 0,0191f ± 0,001 | 2,99d ± 0,256 | 71,8e ± 2,247 |
| RPF-NE | 2,597b ± 0,029 | 2,196b ± 0,043 | 0,4005b ± 0,013 | 5,0075b ± 0,267 | 2,8110b ± 0,311 | 2,95d ± 0,000 | 79,2c ± 0,000 |
| RPF-E | 0,183 ± 0,003 | 0,124d ± 0,001 | 0,0596d ± 0,001 | 0,3698 ± 0,027 | 0,2455d ± 0,027 | 1,75e ± 0,070 | 60,2f ± 0,919 |
| PRF-NE | 6,783a ± 0,521 | 5,061a ± 0,911 | 1,7223a ± 0,570 | 11,250a ± 0,940 | 6,1886a ± 1,606 | 3,86c ± 0,230 | 86,2b ± 0,378 |
| PRF-E | 0,061e ± 0,002 | 0,045e ± 0,001 | 0,0163e ± 0,000 | 0,0922d ± 0,005 | 0,0468e ± 0,003 | 2,97d ± 0,098 | 81,1c ± 1,060 |
| ONEB | 0,599c ± 0,031 | 0,599c ± 0,031 | 0,0000g ± 0,000 | 1,3880c ± 0,002 | 0,7880c ± 0,008 | 5,77a ± 0,106 | 75,2d ± 1,060 |
| OEB | 0,195d ± 0,231 | 0,038e ± 0,002 | 0,1577c ± 0,232 | 0,0945d ± 0,009 | 0,0564e ± 0,007 | 4,01b ± 0,246 | 72,3e ± 3,437 |
Different letters mean significant differences (p<0,05). NE: non-extruded, E: extruded.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



