Submitted:
07 November 2024
Posted:
08 November 2024
You are already at the latest version
Abstract
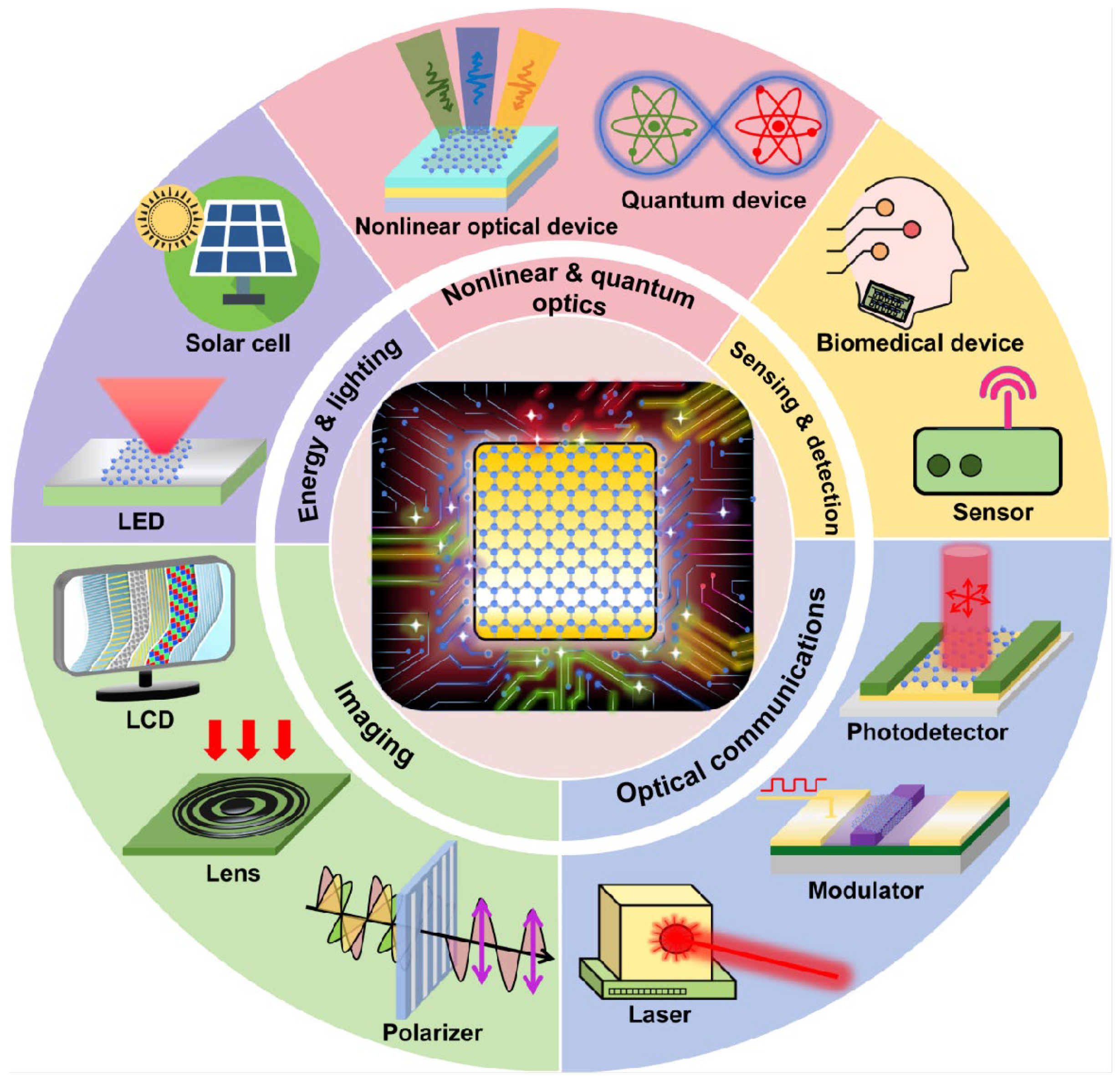
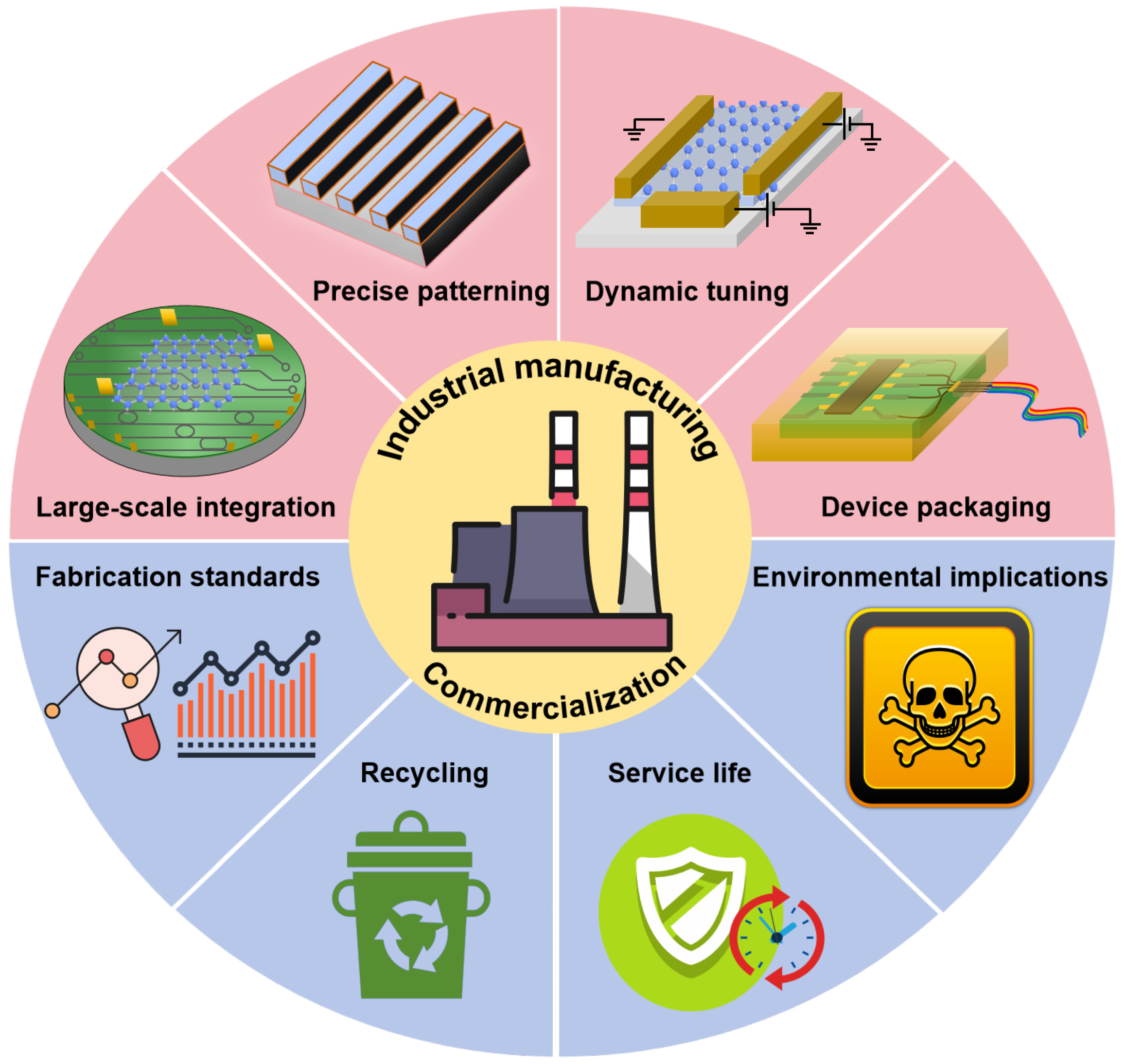
On-chip integration of 2D materials with exceptional optical properties provides an attractive solution for next-generation photonic integrated circuits to address the limitations of conventional bulk integrated platforms. Over the past two decades, significant advancements have been made in the interdisciplinary field of 2D material integrated photonics, greatly narrowing the gap between laboratory research and industrial applications. In this paper, we provide a perspective on the developments of this field towards industrial manufacturing and commercialization. First, we review recent progress towards commercialization. Next, we provide an overview of cutting-edge fabrication techniques, which are categorized into large-scale integration, precise patterning, dynamic tuning, and device packaging. Both the advantages and limitations of these techniques are discussed in relation to industrial manufacturing. Finally, we highlight some important issues related to commercialization, including fabrication standards, recycling, service life, and environmental implications.
Keywords:
I. Introduction
II. Commercialization Progress
III.Fabrication Techeniques
A. Large-Scale Integration
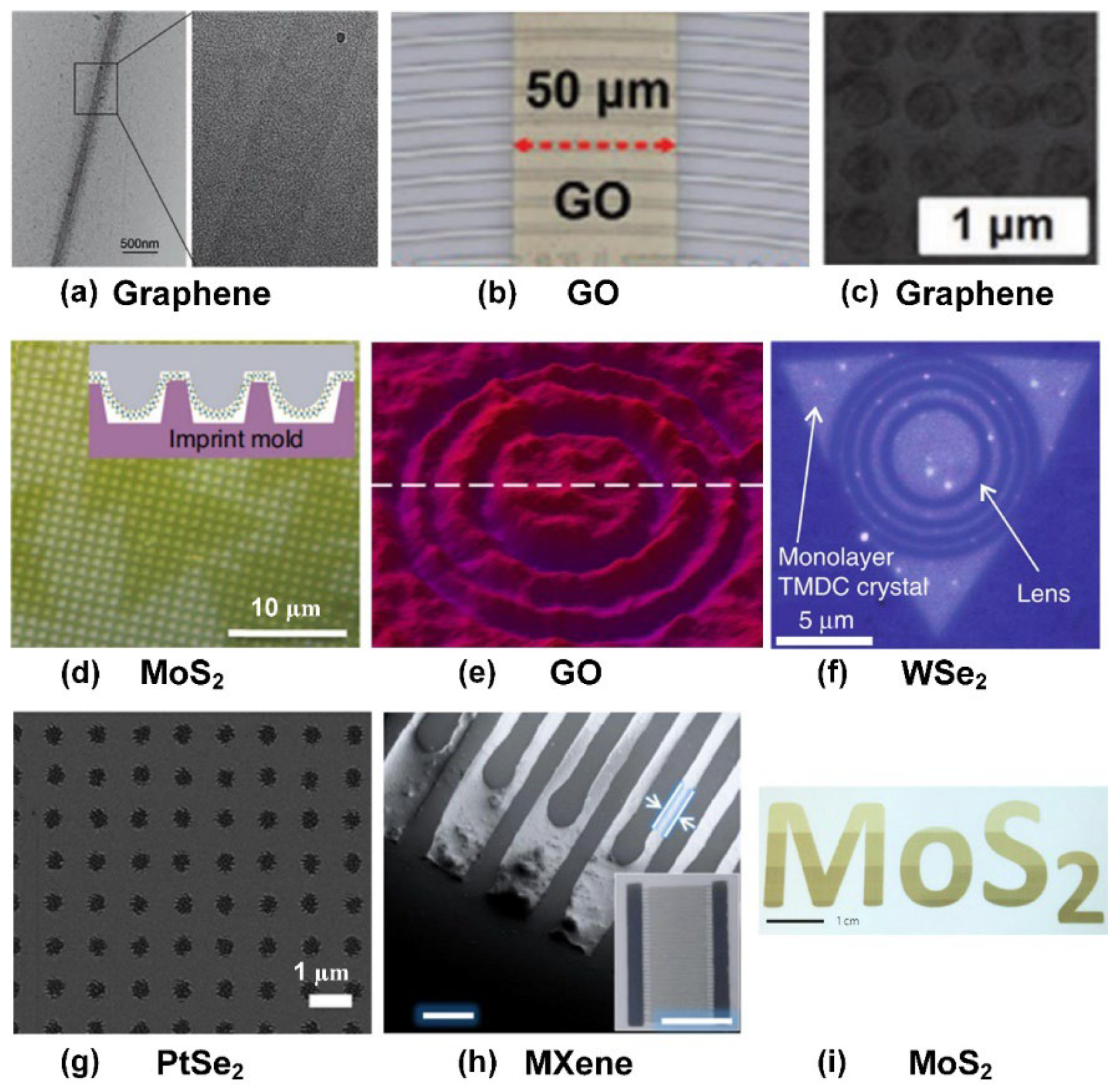
B. Precise Patterning
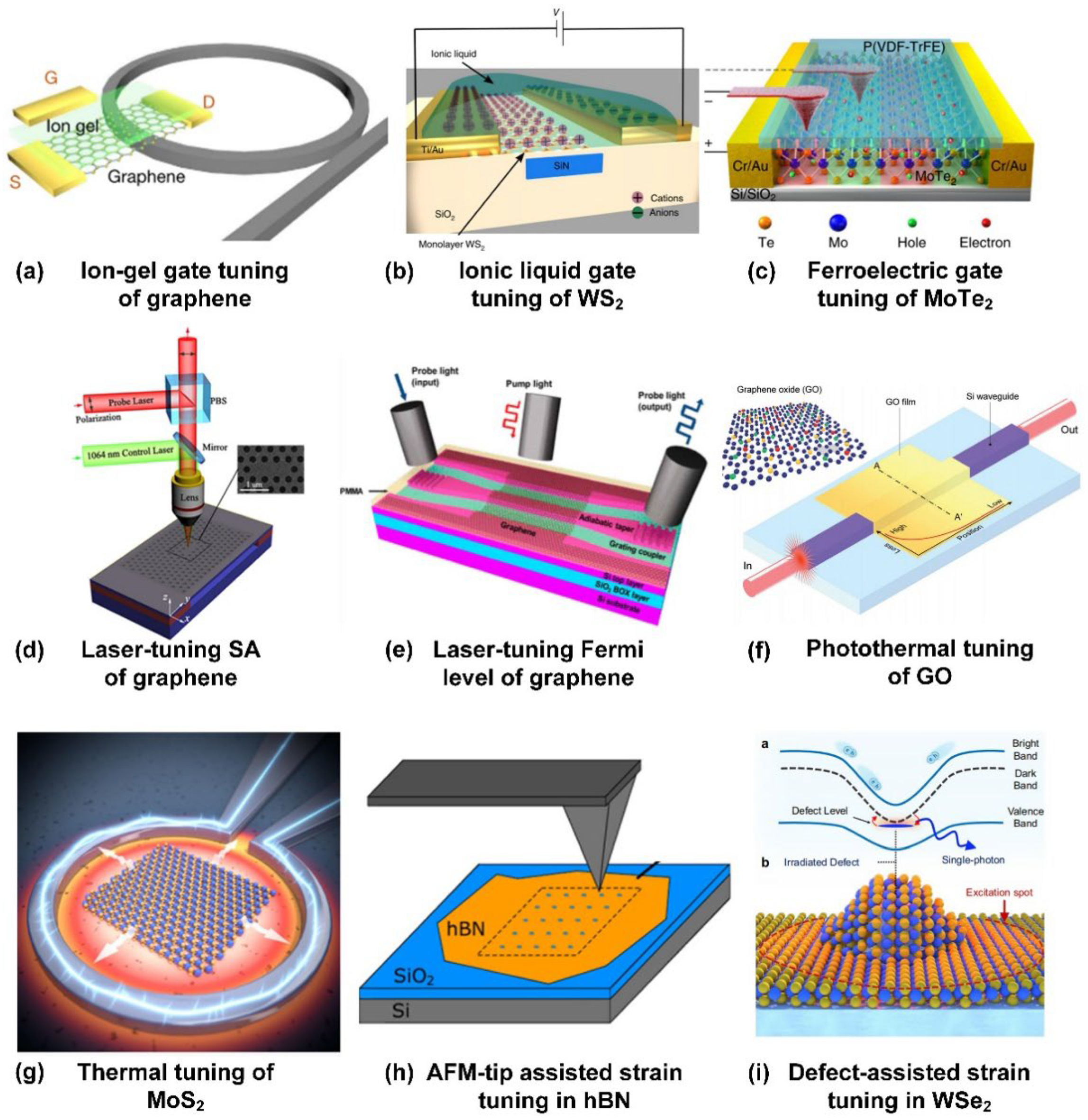
C. Dynamic Tuning
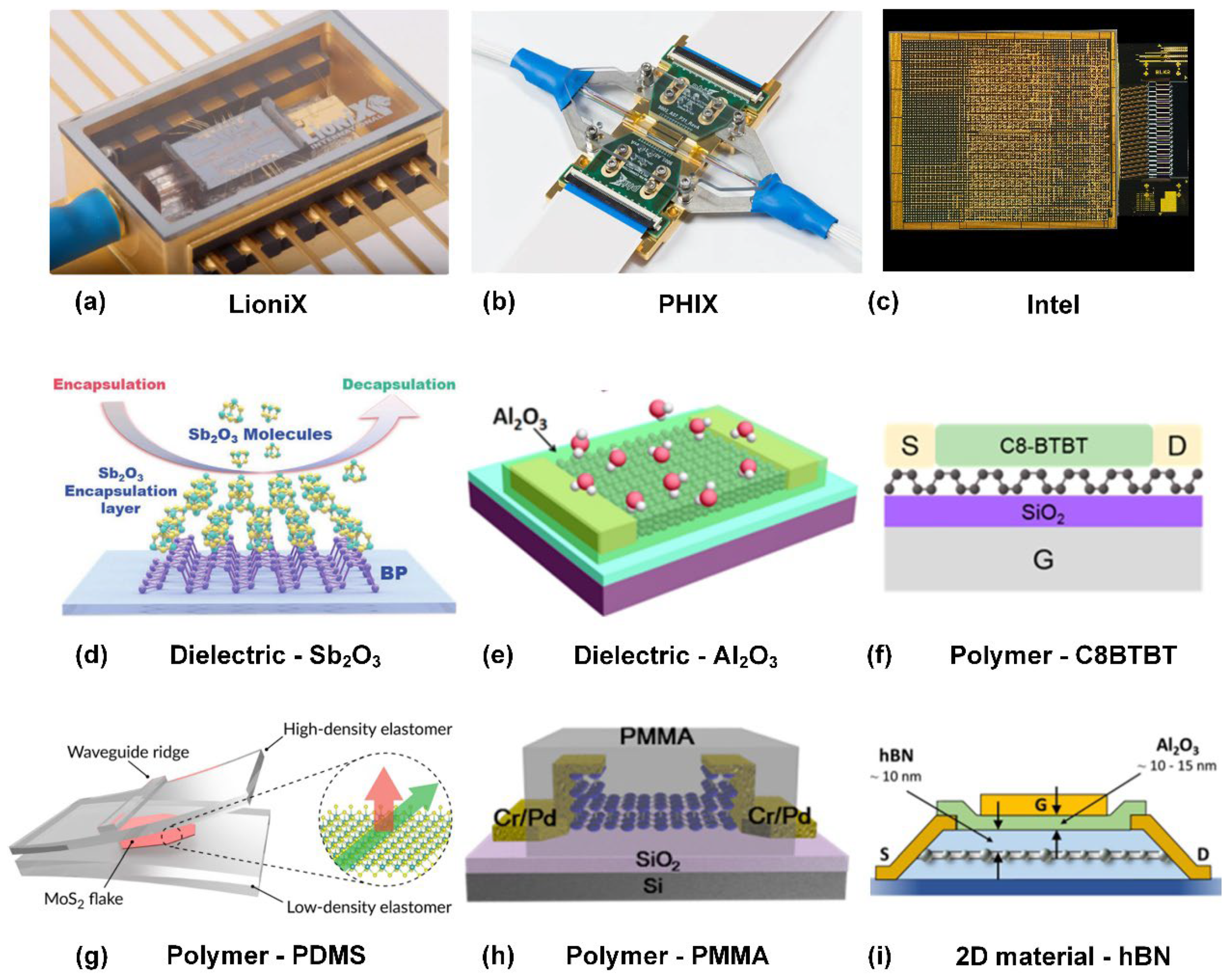
D. Packaging
IV. Commercialization Issues
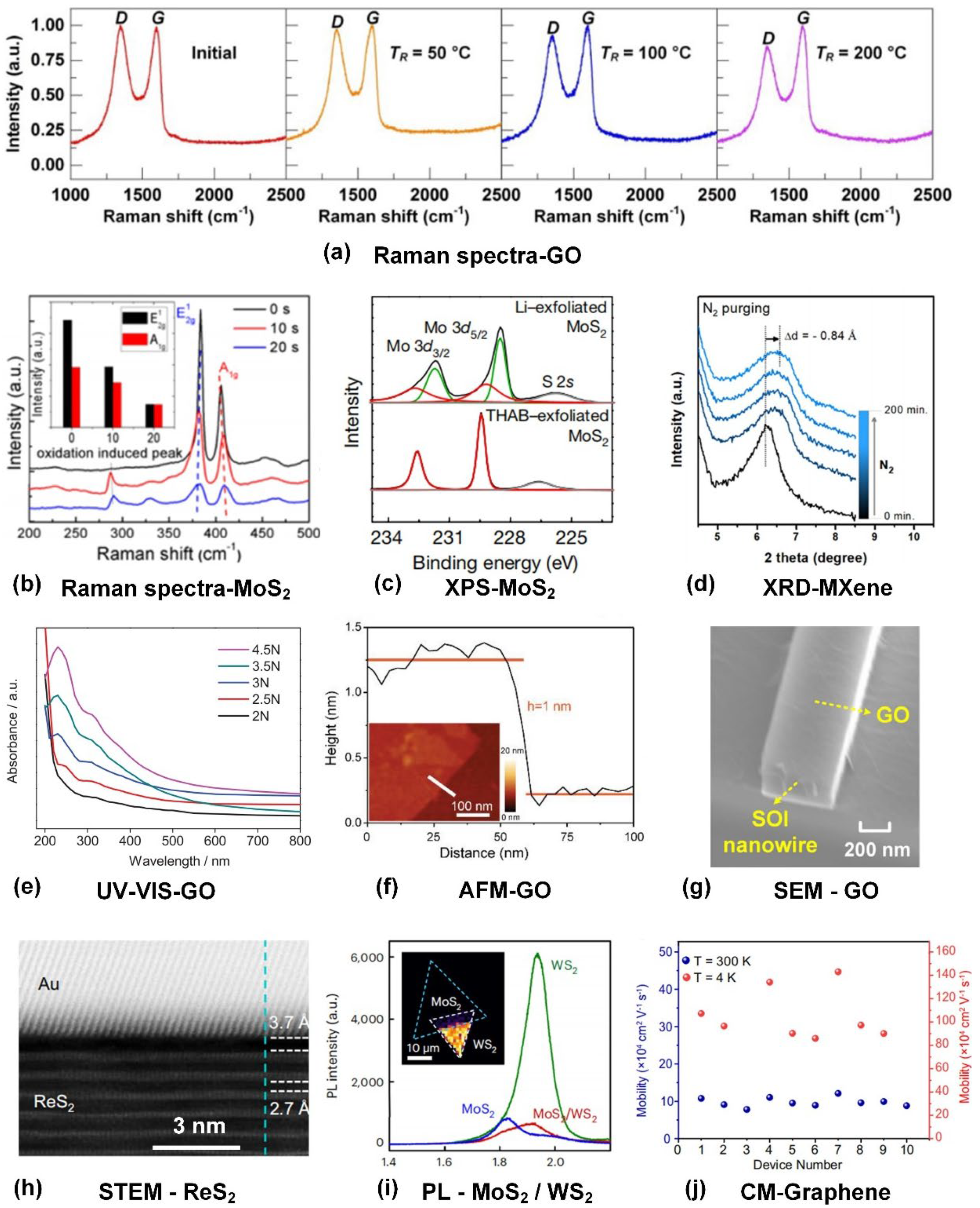
A. Fabrication Standards

| Methods | Main features | Ref. |
|---|---|---|
| Raman spectroscopy | Analyzing chemical composition, molecular vibrations, crystal structure, and defect density by measuring the shift in laser photon energy caused by Raman scattering during light-matter interaction | [142] |
| XPS | Analyzing elemental composition and chemical states by measuring the energy of photoelectrons emitted from the surface after X-ray irradiation | [143] |
| XRD | Analyzing crystal structure and phase by measuring the angles of X-ray diffraction and the intensities of the resulting diffraction peaks | [144] |
| UV-VIS spectrometry |
Measure the absorption of ultraviolet and visible light passing through a sample to identify and quantify various compounds | [145] |
| AFM | Topographic imaging to characterize film thickness / uniformity, and force measurement to characterize sample mechanical properties | [146] |
| Optical microscopy | Imaging sample surface by using a system of optical lenses, the maximum magnification typically ranges from 500X to 1500X | [147] |
| SEM | Imaging sample surface by scanning a focused electron beam, the maximum magnification typically ranges from 10,000X to 500,000X | [148] |
| TEM | Imaging internal structure at atomic level by transmitting a beam of high-energy electrons through thin samples, the maximum magnification typically ranges from 100,000X to 1,000,000X | [149] |
| HRTEM | A high-resolution imaging mode of specialized TEM that allows for direct imaging of the atomic structure of samples | [150] |
| STEM | Combining SEM and TEM for high-resolution atomic-scale imaging | [151] |
| PL | Measuring light emission from materials under optical excitation to analyze optical properties of samples | [152] |
| Carrier mobility | Measuring mobility of charge carriers when subjected to external electric fields to characterize electrical properties of samples | [153] |
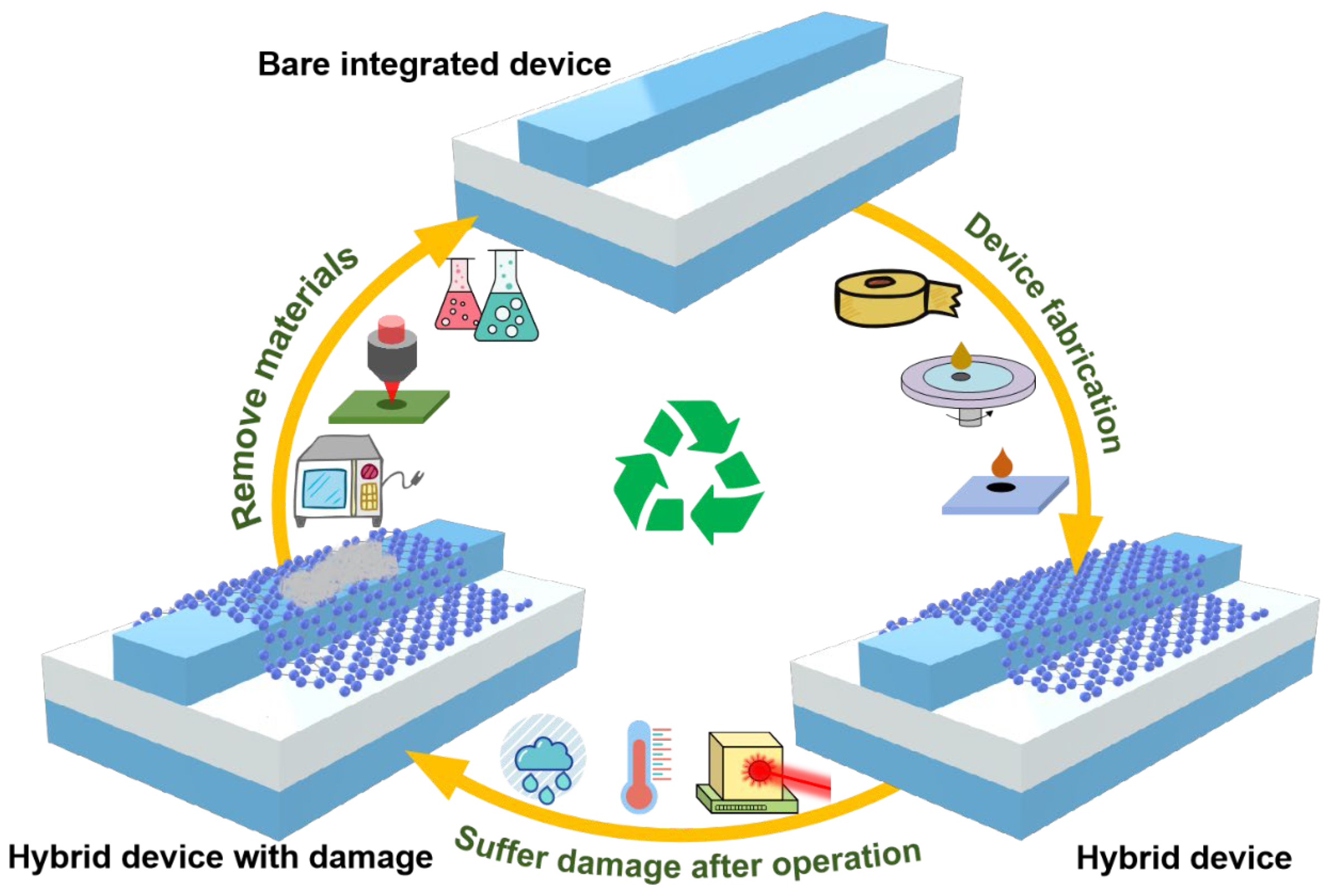
B. Recycling
C. Service Life
D. Environmental Implications
V. Conclusion
Conflicts of Interest
References
- J. S. C. Kilby, “Turning potential into realities: The invention of the integrated circuit (Nobel lecture),”ChemPhysChem 2 (8-9), 482-489 (2001).
- Z. Zheng, L. Zhang, W. Song, S. Feng, H. Xu, J. Sun, S. Yang, T. Chen, J. Wei and K. J. Chen, “Gallium nitride-based complementary logic integrated circuits,”Nat. Electron. 4 (8), 595-603 (2021). [CrossRef]
- P. R. Gray, P. J. Hurst, S. H. Lewis and R. G. Meyer, Analysis and design of analog integrated circuits. (John Wiley & Sons, 2024).
- W. Bogaerts, D. Pérez, J. Capmany, D. A. Miller, J. Poon, D. Englund, F. Morichetti and A. Melloni, “Programmable photonic circuits,”Nature 586 (7828), 207-216 (2020). [CrossRef]
- Y. Liu, Z. Qiu, X. Ji, A. Lukashchuk, J. He, J. Riemensberger, M. Hafermann, R. N. Wang, J. Liu and C. Ronning, “A photonic integrated circuit–based erbium-doped amplifier,”Science 376 (6599), 1309-1313 (2022).
- X. Xu, G. Ren, T. Feleppa, X. Liu, A. Boes, A. Mitchell and A. J. Lowery, “Self-calibrating programmable photonic integrated circuits,”Nat. Photonics 16 (8), 595-602 (2022). [CrossRef]
- Y. Shen, N. C. Harris, S. Skirlo, M. Prabhu, T. Baehr-Jones, M. Hochberg, X. Sun, S. Zhao, H. Larochelle and D. Englund, “Deep learning with coherent nanophotonic circuits,”Nat. Photonics 11 (7), 441-446 (2017). [CrossRef]
- L. Chang, S. Liu and J. E. Bowers, “Integrated optical frequency comb technologies,”Nat. Photonics 16 (2), 95-108 (2022). [CrossRef]
- D. J. Moss, R. Morandotti, A. L. Gaeta and M. Lipson, “New CMOS-compatible platforms based on silicon nitride and Hydex for nonlinear optics,”Nat. Photonics 7 (8), 597-607 (2013). [CrossRef]
- D. Liang and J. E. Bowers, “Recent progress in lasers on silicon,”Nat. Photonics 4 (8), 511-517 (2010). [CrossRef]
- J. Leuthold, C. Koos and W. Freude, “Nonlinear silicon photonics,”Nat. Photonics 4 (8), 535-544 (2010). [CrossRef]
- K. S. Novoselov, A. K. Geim, S. V. Morozov, D.-e. Jiang, Y. Zhang, S. V. Dubonos, I. V. Grigorieva and A. A. Firsov, “Electric field effect in atomically thin carbon films,”Science 306 (5696), 666-669 (2004). [CrossRef]
- J. D. Caldwell, I. Aharonovich, G. Cassabois, J. H. Edgar, B. Gil and D. Basov, “Photonics with hexagonal boron nitride,”Nat. Rev. Mater. 4 (8), 552-567 (2019). [CrossRef]
- J. Qiao, X. Kong, Z.-X. Hu, F. Yang and W. Ji, “High-mobility transport anisotropy and linear dichroism in few-layer black phosphorus,”Nat. Commun. 5 (1), 4475 (2014). [CrossRef]
- C. Gu, H. Zhang, P. You, Q. Zhang, G. Luo, Q. Shen, Z. Wang and J. Hu, “Giant and multistage nonlinear optical response in porphyrin-based surface-supported metal–organic framework nanofilms,”Nano Lett. 19 (12), 9095-9101 (2019). [CrossRef]
- I. Abdelwahab, P. Dichtl, G. Grinblat, K. Leng, X. Chi, I. H. Park, M. P. Nielsen, R. F. Oulton, K. P. Loh and S. A. Maier, “Giant and tunable optical nonlinearity in single-crystalline 2D perovskites due to excitonic and plasma effects,”Adv. Mater. 31 (29), 1902685 (2019). [CrossRef]
- D. Jin, W. Liu, L. Jia, Y. Zhang, J. Hu, H. El Dirani, S. Kerdiles, C. Sciancalepore, P. Demongodin, C. Grillet, C. Monat, D. Huang, J. Wu, B. Jia and D. J. Moss, “Thickness- and Wavelength-Dependent Nonlinear Optical Absorption in 2D Layered MXene Films,”Small Science (2024).
- Y. Zhang, J. Wu, L. Jia, D. Jin, B. Jia, X. Hu, D. Moss and Q. Gong, “Advanced optical polarizers based on 2D materials,”npj Nanophotonics 1 (1) (2024). [CrossRef]
- Z. Sun, A. Martinez and F. Wang, “Optical modulators with 2D layered materials,”Nat. Photonics 10 (4), 227-238 (2016). [CrossRef]
- Y. Liu, N. O. Weiss, X. Duan, H.-C. Cheng, Y. Huang and X. Duan, “Van der Waals heterostructures and devices,”Nat. Rev. Mater. 1 (9), 1-17 (2016). [CrossRef]
- Y. Li, J. Zhang, D. Huang, H. Sun, F. Fan, J. Feng, Z. Wang and C.-Z. Ning, “Room-temperature continuous-wave lasing from monolayer molybdenum ditelluride integrated with a silicon nanobeam cavity,”Nat. Nanotechnol. 12 (10), 987-992 (2017). [CrossRef]
- S. Wu, S. Buckley, J. R. Schaibley, L. Feng, J. Yan, D. G. Mandrus, F. Hatami, W. Yao, J. Vučković and A. Majumdar, “Monolayer semiconductor nanocavity lasers with ultralow thresholds,”Nature 520 (7545), 69-72 (2015). [CrossRef]
- C. T. Phare, Y.-H. Daniel Lee, J. Cardenas and M. Lipson, “Graphene electro-optic modulator with 30 GHz bandwidth,”Nat. Photonics 9 (8), 511-514 (2015). [CrossRef]
- N. Flöry, P. Ma, Y. Salamin, A. Emboras, T. Taniguchi, K. Watanabe, J. Leuthold and L. Novotny, “Waveguide-integrated van der Waals heterostructure photodetector at telecom wavelengths with high speed and high responsivity,”Nat. Nanotechnol. 15 (2), 118-124 (2020).
- H. Lin, Y. Song, Y. Huang, D. Kita, S. Deckoff-Jones, K. Wang, L. Li, J. Li, H. Zheng and Z. Luo, “Chalcogenide glass-on-graphene photonics,”Nat. Photonics 11 (12), 798-805 (2017). [CrossRef]
- J. Wu, Y. Yang, Y. Qu, X. Xu, Y. Liang, S. T. Chu, B. E. Little, R. Morandotti, B. Jia and D. J. Moss, “Graphene Oxide Waveguide and Micro-Ring Resonator Polarizers,”Laser Photonics Rev. 13 (9) (2019). [CrossRef]
- Y. Zhang, J. Wu, L. Jia, Y. Qu, Y. Yang, B. Jia and D. J. Moss, “Graphene Oxide for Nonlinear Integrated Photonics,”Laser Photonics Rev. 17 (3) (2023). [CrossRef]
- Q. Yang, W. Jiayang, Z. Yuning, Y. Yunyi, J. Linnan, D. Houssein El, K. Sébastien, S. Corrado, D. Pierre, G. Christian, M. Christelle, J. Baohua and J. M. David, “Integrated optical parametric amplifiers in silicon nitride waveguides incorporated with 2D graphene oxide films,”Light: Advanced Manufacturing 4 (4), 437-452 (2024).
- V. Sorianello, M. Midrio, G. Contestabile, I. Asselberghs, J. Van Campenhout, C. Huyghebaert, I. Goykhman, A. K. Ott, A. C. Ferrari and M. Romagnoli, “Graphene–silicon phase modulators with gigahertz bandwidth,”Nat. Photonics 12 (1), 40-44 (2017).
- Emberion to present graphene photonics developments at LASER. Optics.org https://optics.org/news/10/6/18.
- A. Montanaro, W. Wei, D. De Fazio, U. Sassi, G. Soavi, P. Aversa, A. C. Ferrari, H. Happy, P. Legagneux and E. Pallecchi, “Optoelectronic mixing with high-frequency graphene transistors,”Nat. Commun. 12 (1), 2728 (2021).
- Swift Solar-Next generation lightweight and efficient solar technology https://www.swiftsolar.com/tech/.
- G. Jo, M. Choe, C. Y. Cho, J. H. Kim, W. Park, S. Lee, W. K. Hong, T. W. Kim, S. J. Park, B. H. Hong, Y. H. Kahng and T. Lee, “Large-scale patterned multi-layer graphene films as transparent conducting electrodes for GaN light-emitting diodes,”Nanotechnology 21 (17), 175201 (2010). [CrossRef]
- Z. Wan, K. Zhang, Y. He, D. Lin, H. Dong, Y. Dong, Q. Zhang, X. Fang, X. Chen and M. Gu, “Graphene Lithography Based on Laser Reduction and Plasma Oxidization for Rewritable Hologram Imaging,”Adv. Opt. Mater. 11 (22) (2023). [CrossRef]
- S. Wei, G. Cao, H. Lin, X. Yuan, M. Somekh and B. Jia, “A Varifocal Graphene Metalens for Broadband Zoom Imaging Covering the Entire Visible Region,”ACS Nano 15 (3), 4769-4776 (2021). [CrossRef]
- X. Zheng, B. Xu, S. Li, H. Lin, L. Qiu, D. Li and B. Jia, “Free-standing graphene oxide mid-infrared polarizers,”Nanoscale 12 (21), 11480-11488 (2020). [CrossRef]
- T. Z. Shen, S. H. Hong and J. K. Song, “Electro-optical switching of graphene oxide liquid crystals with an extremely large Kerr coefficient,”Nat. Mater. 13 (4), 394-399 (2014). [CrossRef]
- Graphene for Photonics and Optoelectronics Applications | Graphene Flagship https://graphene-flagship.eu/materials/news/graphene-for-photonics-and-optoelectronics-applications/.
- About Us - Innofocus Photonics Technology https://innofocus.com.au/about-us/.
- J. Cao, D. Pavlidis, Y. Park, J. Singh and A. Eisenbach, “Improved quality GaN by growth on compliant silicon-on-insulator substrates using metalorganic chemical vapor deposition,”J. Appl. Phys. 83 (7), 3829-3834 (1998). [CrossRef]
- W. P. Maszara, G. Goetz, A. Caviglia and J. B. McKitterick, “Bonding of silicon wafers for silicon-on-insulator,”J. Appl. Phys. 64 (10), 4943-4950 (1988).
- U. Helmersson, M. Lattemann, J. Bohlmark, A. P. Ehiasarian and J. T. Gudmundsson, “Ionized physical vapor deposition (IPVD): A review of technology and applications,”Thin Solid Films 513 (1), 1-24 (2006). [CrossRef]
- C. Elias, P. Valvin, T. Pelini, A. Summerfield, C. J. Mellor, T. S. Cheng, L. Eaves, C. T. Foxon, P. H. Beton, S. V. Novikov, B. Gil and G. Cassabois, “Direct band-gap crossover in epitaxial monolayer boron nitride,”Nat. Commun. 10 (1), 2639 (2019). [CrossRef]
- P. Li, W. Wei, M. Zhang, Y. Mei, P. K. Chu, X. Xie, Q. Yuan and Z. Di, “Wafer-scale growth of single-crystal graphene on vicinal Ge(001) substrate,”Nano Today 34, 100908 (2020). [CrossRef]
- G. Wang, K. Wang, N. McEvoy, Z. Bai, C. P. Cullen, C. N. Murphy, J. B. McManus, J. J. Magan, C. M. Smith, G. S. Duesberg, I. Kaminer, J. Wang and W. J. Blau, “Ultrafast Carrier Dynamics and Bandgap Renormalization in Layered PtSe2,”Small 15 (34), 1902728 (2019). [CrossRef]
- P. Sutter, J. Lahiri, P. Zahl, B. Wang and E. Sutter, “Scalable Synthesis of Uniform Few-Layer Hexagonal Boron Nitride Dielectric Films,”Nano Lett. 13 (1), 276-281 (2013). [CrossRef]
- K. Y. Lin, H. W. Wan, K. H. M. Chen, Y. T. Fanchiang, W. S. Chen, Y. H. Lin, Y. T. Cheng, C. C. Chen, H. Y. Lin, L. B. Young, C. P. Cheng, T. W. Pi, J. Kwo and M. Hong, “Molecular beam epitaxy, atomic layer deposition, and multiple functions connected via ultra-high vacuum,”J. Cryst. Growth 512, 223-229 (2019). [CrossRef]
- C. Elias, P. Valvin, T. Pelini, A. Summerfield, C. Mellor, T. Cheng, L. Eaves, C. Foxon, P. Beton and S. Novikov, “Direct band-gap crossover in epitaxial monolayer boron nitride,”Nat. Commun. 10 (1), 2639 (2019). [CrossRef]
- P. Li, W. Wei, M. Zhang, Y. Mei, P. K. Chu, X. Xie, Q. Yuan and Z. Di, “Wafer-scale growth of single-crystal graphene on vicinal Ge (001) substrate,”Nano Today 34, 100908 (2020). [CrossRef]
- D. Fu, X. Zhao, Y.-Y. Zhang, L. Li, H. Xu, A.-R. Jang, S. I. Yoon, P. Song, S. M. Poh and T. Ren, “Molecular beam epitaxy of highly crystalline monolayer molybdenum disulfide on hexagonal boron nitride,”J. Am. Chem. Soc. 139 (27), 9392-9400 (2017). [CrossRef]
- L. Zhang, T. Yang, X. He, W. Zhang, G. Vinai, C. S. Tang, X. Yin, P. Torelli, Y. P. Feng, P. K. J. Wong and A. T. S. Wee, “Molecular Beam Epitaxy of Two-Dimensional Vanadium-Molybdenum Diselenide Alloys,”ACS Nano 14 (9), 11140-11149 (2020). [CrossRef]
- W. Mortelmans, S. El Kazzi, B. Groven, A. Nalin Mehta, Y. Balaji, S. De Gendt, M. Heyns and C. Merckling, “Epitaxial registry and crystallinity of MoS2 via molecular beam and metalorganic vapor phase van der Waals epitaxy,”Appl. Phys. Lett. 117 (3) (2020). [CrossRef]
- W. Gao, L. Huang, J. Xu, Y. Chen, C. Zhu, Z. Nie, Y. Li, X. Wang, Z. Xie, S. Zhu, J. Xu, X. Wan, C. Zhang, Y. Xu, Y. Shi and F. Wang, “Broadband photocarrier dynamics and nonlinear absorption of PLD-grown WTe2 semimetal films,”Appl. Phys. Lett. 112 (17) (2018). [CrossRef]
- L. Jia, J. Wu, Y. Zhang, Y. Qu, B. Jia, Z. Chen and D. J. Moss, “Fabrication Technologies for the On-Chip Integration of 2D Materials,”Small Methods 6 (3) (2022). [CrossRef]
- J. D. Caldwell, T. J. Anderson, J. C. Culbertson, G. G. Jernigan, K. D. Hobart, F. J. Kub, M. J. Tadjer, J. L. Tedesco, J. K. Hite and M. A. Mastro, “Technique for the dry transfer of epitaxial graphene onto arbitrary substrates,”ACS Nano 4 (2), 1108-1114 (2010). [CrossRef]
- M. Liu, X. Yin, E. Ulin-Avila, B. Geng, T. Zentgraf, L. Ju, F. Wang and X. Zhang, “A graphene-based broadband optical modulator,”Nature 474 (7349), 64-67 (2011). [CrossRef]
- F. Xia, T. Mueller, Y.-m. Lin, A. Valdes-Garcia and P. Avouris, “Ultrafast graphene photodetector,”Nat. Nanotechnol. 4 (12), 839-843 (2009). [CrossRef]
- L. Cao, S. Yang, W. Gao, Z. Liu, Y. Gong, L. Ma, G. Shi, S. Lei, Y. Zhang and S. Zhang, “Direct laser-patterned micro-supercapacitors from paintable MoS2 films,”Small 9 (17), 2905-2910 (2013).
- Y. Guo, C.-a. Di, H. Liu, J. Zheng, L. Zhang, G. Yu and Y. Liu, “General route toward patterning of graphene oxide by a combination of wettability modulation and spin-coating,”ACS Nano 4 (10), 5749-5754 (2010). [CrossRef]
- D. McManus, S. Vranic, F. Withers, V. Sanchez-Romaguera, M. Macucci, H. Yang, R. Sorrentino, K. Parvez, S.-K. Son and G. Iannaccone, “Water-based and biocompatible 2D crystal inks for all-inkjet-printed heterostructures,”Nat. Nanotechnol. 12 (4), 343-350 (2017). [CrossRef]
- J. Li, F. Ye, S. Vaziri, M. Muhammed, M. C. Lemme and M. Östling, “Efficient inkjet printing of graphene,”Adv. Mater 25 (29), 3985-3992 (2013). [CrossRef]
- Y. Gao, Z. Liu, D.-M. Sun, L. Huang, L.-P. Ma, L.-C. Yin, T. Ma, Z. Zhang, X.-L. Ma and L.-M. Peng, “Large-area synthesis of high-quality and uniform monolayer WS2 on reusable Au foils,”Nat. Commun. 6 (1), 8569 (2015). [CrossRef]
- Z.-Q. Xu, Y. Zhang, S. Lin, C. Zheng, Y. L. Zhong, X. Xia, Z. Li, P. J. Sophia, M. S. Fuhrer and Y.-B. Cheng, “Synthesis and transfer of large-area monolayer WS2 crystals: moving toward the recyclable use of sapphire substrates,”ACS Nano 9 (6), 6178-6187 (2015). [CrossRef]
- A. J. Watson, W. Lu, M. H. D. Guimarães and M. Stöhr, “Transfer of large-scale two-dimensional semiconductors: challenges and developments,”2D Mater. 8 (3), 032001 (2021). [CrossRef]
- S. Chen, G. Chen, Y. Zhao, S. Bu, Z. Hu, B. Mao, H. Wu, J. Liao, F. Li, C. Zhou, B. Guo, W. Liu, Y. Zhu, Q. Lu, J. Hu, M. Shang, Z. Shi, B. Yu, X. Zhang, Z. Zhao, K. Jia, Y. Zhang, P. Sun, Z. Liu, L. Lin and X. Wang, “Tunable Adhesion for All-Dry Transfer of 2D Materials Enabled by the Freezing of Transfer Medium,”Adv. Mater. 36 (15), e2308950 (2024). [CrossRef]
- Z. Lin, Y. Liu, U. Halim, M. Ding, Y. Liu, Y. Wang, C. Jia, P. Chen, X. Duan, C. Wang, F. Song, M. Li, C. Wan, Y. Huang and X. Duan, “Solution-processable 2D semiconductors for high-performance large-area electronics,”Nature 562 (7726), 254-258 (2018). [CrossRef]
- Y. Yang, H. Lin, B. Y. Zhang, Y. Zhang, X. Zheng, A. Yu, M. Hong and B. Jia, “Graphene-Based Multilayered Metamaterials with Phototunable Architecture for on-Chip Photonic Devices,”ACS Photonics 6 (4), 1033-1040 (2019). [CrossRef]
- J. Wu, L. Jia, Y. Zhang, Y. Qu, B. Jia and D. J. Moss, “Graphene Oxide for Integrated Photonics and Flat Optics,”Adv. Mater. 33 (3), e2006415 (2021). [CrossRef]
- Y. Yang, J. Wu, X. Xu, Y. Liang, S. T. Chu, B. E. Little, R. Morandotti, B. Jia and D. J. Moss, “Invited Article: Enhanced four-wave mixing in waveguides integrated with graphene oxide,”APL Photonics 3 (12) (2018). [CrossRef]
- Y. Zhang, J. Wu, Y. Yang, Y. Qu, L. Jia, T. Moein, B. Jia and D. J. Moss, “Enhanced Kerr Nonlinearity and Nonlinear Figure of Merit in Silicon Nanowires Integrated with 2D Graphene Oxide Films,”ACS Appl. Mater. Interfaces 12 (29), 33094-33103 (2020). [CrossRef]
- X. Gao, L. Zheng, F. Luo, J. Qian, J. Wang, M. Yan, W. Wang, Q. Wu, J. Tang, Y. Cao, C. Tan, J. Tang, M. Zhu, Y. Wang, Y. Li, L. Sun, G. Gao, J. Yin, L. Lin, Z. Liu, S. Qin and H. Peng, “Integrated wafer-scale ultra-flat graphene by gradient surface energy modulation,”Nat. Commun. 13 (1), 5410 (2022). [CrossRef]
- Y. Zhao, Y. Song, Z. Hu, W. Wang, Z. Chang, Y. Zhang, Q. Lu, H. Wu, J. Liao, W. Zou, X. Gao, K. Jia, L. Zhuo, J. Hu, Q. Xie, R. Zhang, X. Wang, L. Sun, F. Li, L. Zheng, M. Wang, J. Yang, B. Mao, T. Fang, F. Wang, H. Zhong, W. Liu, R. Yan, J. Yin, Y. Zhang, Y. Wei, H. Peng, L. Lin and Z. Liu, “Large-area transfer of two-dimensional materials free of cracks, contamination and wrinkles via controllable conformal contact,”Nat. Commun. 13 (1), 4409 (2022).
- J. S. Lee, S. H. Choi, S. J. Yun, Y. I. Kim, S. Boandoh, J.-H. Park, B. G. Shin, H. Ko, S. H. Lee, Y.-M. Kim, Y. H. Lee, K. K. Kim and S. M. Kim, “Wafer-scale single-crystal hexagonal boron nitride film via self-collimated grain formation,”Science 362 (6416), 817-821 (2018). [CrossRef]
- M. Nakatani, S. Fukamachi, P. Solís-Fernández, S. Honda, K. Kawahara, Y. Tsuji, Y. Sumiya, M. Kuroki, K. Li, Q. Liu, Y.-C. Lin, A. Uchida, S. Oyama, H. G. Ji, K. Okada, K. Suenaga, Y. Kawano, K. Yoshizawa, A. Yasui and H. Ago, “Ready-to-transfer two-dimensional materials using tunable adhesive force tapes,”Nat. Electron. 7 (2), 119-130 (2024). [CrossRef]
- J. Shim, S.-H. Bae, W. Kong, D. Lee, K. Qiao, D. Nezich, Y. J. Park, R. Zhao, S. Sundaram, X. Li, H. Yeon, C. Choi, H. Kum, R. Yue, G. Zhou, Y. Ou, K. Lee, J. Moodera, X. Zhao, J.-H. Ahn, C. Hinkle, A. Ougazzaden and J. Kim, “Controlled crack propagation for atomic precision handling of wafer-scale two-dimensional materials,”Science 362 (6415), 665-670 (2018). [CrossRef]
- Y. Xia, X. Chen, J. Wei, S. Wang, S. Chen, S. Wu, M. Ji, Z. Sun, Z. Xu, W. Bao and P. Zhou, “12-inch growth of uniform MoS(2) monolayer for integrated circuit manufacture,”Nat. Mater. 22 (11), 1324-1331 (2023). [CrossRef]
- W. H. Lim, Y. K. Yap, W. Y. Chong, C. H. Pua, N. M. Huang, R. M. De La Rue and H. Ahmad, “Graphene oxide-based waveguide polariser: from thin film to quasi-bulk,”Opt. Express 22 (9), 11090-11098 (2014). [CrossRef]
- P. Yang, X. Zou, Z. Zhang, M. Hong, J. Shi, S. Chen, J. Shu, L. Zhao, S. Jiang, X. Zhou, Y. Huan, C. Xie, P. Gao, Q. Chen, Q. Zhang, Z. Liu and Y. Zhang, “Batch production of 6-inch uniform monolayer molybdenum disulfide catalyzed by sodium in glass,”Nat. Commun. 9 (1), 979 (2018).
- B. Tang, H. Veluri, Y. Li, Z. G. Yu, M. Waqar, J. F. Leong, M. Sivan, E. Zamburg, Y. W. Zhang, J. Wang and A. V. Thean, “Wafer-scale solution-processed 2D material analog resistive memory array for memory-based computing,”Nat. Commun. 13 (1), 3037 (2022). [CrossRef]
- B. Li, Q. B. Zhu, C. Cui, C. Liu, Z. H. Wang, S. Feng, Y. Sun, H. L. Zhu, X. Su, Y. M. Zhao, H. W. Zhang, J. Yao, S. Qiu, Q. W. Li, X. M. Wang, X. H. Wang, H. M. Cheng and D. M. Sun, “Patterning of Wafer-Scale MXene Films for High-Performance Image Sensor Arrays,”Adv. Mater. 34 (17), e2201298 (2022).
- K. Ooi, D. Ng, T. Wang, A. Chee, S. Ng, Q. Wang, L. Ang, A. Agarwal, L. Kimerling and D. Tan, “Pushing the limits of CMOS optical parametric amplifiers with USRN: Si7N3 above the two-photon absorption edge,”Nat. Commun. 8 (1), 13878 (2017). [CrossRef]
- M. H. Pfeiffer, A. Kordts, V. Brasch, M. Zervas, M. Geiselmann, J. D. Jost and T. J. Kippenberg, “Photonic Damascene process for integrated high-Q microresonator based nonlinear photonics,”Optica 3 (1), 20-25 (2016). [CrossRef]
- L. Razzari, D. Duchesne, M. Ferrera, R. Morandotti, S. Chu, B. E. Little and D. J. Moss, “CMOS-compatible integrated optical hyper-parametric oscillator,”Nat. Photonics 4 (1), 41-45 (2010). [CrossRef]
- S. Liu, J. Wang, J. Shao, D. Ouyang, W. Zhang, S. Liu, Y. Li and T. Zhai, “Nanopatterning Technologies of 2D Materials for Integrated Electronic and Optoelectronic Devices,”Adv. Mater. 34 (52), 2200734 (2022). [CrossRef]
- A. Winter, Y. Ekinci, A. Gölzhäuser and A. Turchanin, “Freestanding carbon nanomembranes and graphene monolayers nanopatterned via EUV interference lithography,”2D Mater. 6 (2), 021002 (2019). [CrossRef]
- P. S. Borhade, T. Chen, D. R. Chen, Y. X. Chen, Y. C. Yao, Z. L. Yen, C. H. Tsai, Y. P. Hsieh and M. Hofmann, “Self-Expansion Based Multi-Patterning for 2D Materials Fabrication beyond the Lithographical Limit,”Small 20 (22), e2311209 (2024). [CrossRef]
- J. Wu, Y. Yang, Y. Qu, L. Jia, Y. Zhang, X. Xu, S. T. Chu, B. E. Little, R. Morandotti, B. Jia and D. J. Moss, “2D Layered Graphene Oxide Films Integrated with Micro-Ring Resonators for Enhanced Nonlinear Optics,”Small 16 (16) (2020). [CrossRef]
- Y. Pak, H. Jeong, K. H. Lee, H. Song, T. Kwon, J. Park, W. Park, M. S. Jeong, T. Lee, S. Seo and G. Y. Jung, “Large-area fabrication of periodic sub-15 nm-width single-layer graphene nanorings,”Adv. Mater. 25 (2), 199-204 (2013).
- C. Sun, J. Zhong, Z. Gan, L. Chen, C. Liang, H. Feng, Z. Sun, Z. Jiang and W.-D. Li, “Nanoimprint-induced strain engineering of two-dimensional materials,”Microsystems & Nanoengineering 10 (1), 49 (2024). [CrossRef]
- X. Zheng, B. Jia, H. Lin, L. Qiu, D. Li and M. Gu, “Highly efficient and ultra-broadband graphene oxide ultrathin lenses with three-dimensional subwavelength focusing,”Nat. Commun. 6, 8433 (2015). [CrossRef]
- H. Lin, Z. Q. Xu, G. Cao, Y. Zhang, J. Zhou, Z. Wang, Z. Wan, Z. Liu, K. P. Loh, C. W. Qiu, Q. Bao and B. Jia, “Diffraction-limited imaging with monolayer 2D material-based ultrathin flat lenses,”Light. Sci. Appl. 9, 137 (2020). [CrossRef]
- A. Enrico, O. Hartwig, N. Dominik, A. Quellmalz, K. B. Gylfason, G. S. Duesberg, F. Niklaus and G. Stemme, “Ultrafast and Resist-Free Nanopatterning of 2D Materials by Femtosecond Laser Irradiation,”ACS Nano 17 (9), 8041-8052 (2023). [CrossRef]
- C. Zhang, L. McKeon, M. Kremer, S. Park, O. Ronan, A. Seral-Ascaso, S. Barwich, C. Coileáin, N. McEvoy and H. Nerl, “Additive-free MXene inks and direct printing of micro-supercapacitors,”Nat. Commun. 10 (1), 1795-1795 (2019).
- D. McManus, S. Vranic, F. Withers, V. Sanchez-Romaguera, M. Macucci, H. Yang, R. Sorrentino, K. Parvez, S. K. Son, G. Iannaccone, K. Kostarelos, G. Fiori and C. Casiraghi, “Water-based and biocompatible 2D crystal inks for all-inkjet-printed heterostructures,”Nat. Nanotechnol. 12 (4), 343-350 (2017). [CrossRef]
- M. G. Stanford, P. R. Pudasaini, N. Cross, K. Mahady, A. N. Hoffman, D. G. Mandrus, G. Duscher, M. F. Chisholm and P. D. Rack, “Tungsten Diselenide Patterning and Nanoribbon Formation by Gas-Assisted Focused-Helium-Ion-Beam-Induced Etching,”Small Methods 1 (4), 1600060 (2017).
- W. Luo, W. Cai, Y. Xiang, W. Wu, B. Shi, X. Jiang, N. Zhang, M. Ren, X. Zhang and J. Xu, “In-plane electrical connectivity and near-field concentration of isolated graphene resonators realized by ion beams,”Adv. Mater. 29 (30), 1701083 (2017). [CrossRef]
- E. Glushkov, M. Macha, E. Rath, V. Navikas, N. Ronceray, C. Y. Cheon, A. Ahmed, A. Avsar, K. Watanabe, T. Taniguchi, I. Shorubalko, A. Kis, G. Fantner and A. Radenovic, “Engineering Optically Active Defects in Hexagonal Boron Nitride Using Focused Ion Beam and Water,”ACS Nano 16 (3), 3695-3703 (2022). [CrossRef]
- X. Liu, K. S. Chen, S. A. Wells, I. Balla, J. Zhu, J. D. Wood and M. C. Hersam, “Scanning Probe Nanopatterning and Layer-by-Layer Thinning of Black Phosphorus,”Adv. Mater. 29 (1) (2017).
- Z. Wei, M. Liao, Y. Guo, J. Tang, Y. Cai, H. Chen, Q. Wang, Q. Jia, Y. Lu and Y. Zhao, “Scratching lithography for wafer-scale MoS2 monolayers,”2D Mater. 7 (4), 045028 (2020).
- V. L. Nguyen, M. Seol, J. Kwon, E.-K. Lee, W.-J. Jang, H. W. Kim, C. Liang, J. H. Kang, J. Park, M. S. Yoo and H.-J. Shin, “Wafer-scale integration of transition metal dichalcogenide field-effect transistors using adhesion lithography,”Nat. Electron. 6 (2), 146-153 (2022). [CrossRef]
- Z. Wu, W. Li, M. N. Yogeesh, S. Jung, A. L. Lee, K. McNicholas, A. Briggs, S. R. Bank, M. A. Belkin and D. Akinwande, “Tunable Graphene Metasurfaces with Gradient Features by Self-Assembly-Based Moiré Nanosphere Lithography,”Adv. Opt. Mater. 4 (12), 2035-2043 (2016).
- W. Xu and T.-W. Lee, “Recent progress in fabrication techniques of graphene nanoribbons,”Materials Horizons 3 (3), 186-207 (2016). [CrossRef]
- S. T. Howell, A. Grushina, F. Holzner and J. Brugger, “Thermal scanning probe lithography—a review,”Microsystems & Nanoengineering 6 (1), 21 (2020).
- S. Wu, S. Buckley, J. R. Schaibley, L. Feng, J. Yan, D. G. Mandrus, F. Hatami, W. Yao, J. Vučković, A. Majumdar and X. Xu, “Monolayer semiconductor nanocavity lasers with ultralow thresholds,”Nature 520 (7545), 69-72 (2015). [CrossRef]
- T. Tanabe, M. Notomi, S. Mitsugi, A. Shinya and E. Kuramochi, “All-optical switches on a silicon chip realized using photonic crystal nanocavities,”Appl. Phys. Lett. 87 (15) (2005). [CrossRef]
- V. R. Almeida, C. A. Barrios, R. R. Panepucci and M. Lipson, “All-optical control of light on a silicon chip,”Nature 431 (7012), 1081-1084 (2004). [CrossRef]
- T. Jiang, D. Huang, J. Cheng, X. Fan, Z. Zhang, Y. Shan, Y. Yi, Y. Dai, L. Shi, K. Liu, C. Zeng, J. Zi, J. E. Sipe, Y.-R. Shen, W.-T. Liu and S. Wu, “Gate-tunable third-order nonlinear optical response of massless Dirac fermions in graphene,”Nat. Photonics 12 (7), 430-436 (2018). [CrossRef]
- G. T. Reed, G. Mashanovich, F. Y. Gardes and D. J. Thomson, “Silicon optical modulators,”Nat. Photonics 4 (8), 518-526 (2010).
- H. Arianfard, S. Juodkazis, D. J. Moss and J. Wu, “Sagnac interference in integrated photonics,”Appl. Phys. Rev. 10 (1) (2023). [CrossRef]
- J. Wu, P. Cao, X. Hu, X. Jiang, T. Pan, Y. Yang, C. Qiu, C. Tremblay and Y. Su, “Compact tunable silicon photonic differential-equation solver for general linear time-invariant systems,”Opt. Express 22 (21), 26254-26264 (2014). [CrossRef]
- J. Wu, B. Liu, J. Peng, J. Mao, X. Jiang, C. Qiu, C. Tremblay and Y. Su, “On-chip tunable second-order differential-equation solver based on a silicon photonic mode-split microresonator,”J. Lightwave Technol. 33 (17), 3542-3549 (2015). [CrossRef]
- R. M. Krishna, A. Eftekhar, S. Lee, T. Fan, X. Wu, A. Hosseinnia, H. Wang, M. Swaminathan and A. Adibi, “Polysilicon micro-heaters for resonance tuning in CMOS photonics,”Opt. Lett. 47 (5), 1097-1100 (2022). [CrossRef]
- X. Liu, P. Ying, X. Zhong, J. Xu, Y. Han, S. Yu and X. Cai, “Highly efficient thermo-optic tunable micro-ring resonator based on an LNOI platform,”Opt. Lett. 45 (22), 6318-6321 (2020). [CrossRef]
- Z. Wang, R. Yu, X. Wen, Y. Liu, C. Pan, W. Wu and Z. L. Wang, “Optimizing Performance of Silicon-Based p–n Junction Photodetectors by the Piezo-Phototronic Effect,”ACS Nano 8 (12), 12866-12873 (2014). [CrossRef]
- X. Li, H. Xu, X. Xiao, Z. Li, Y. Yu and J. Yu, “Fast and efficient silicon thermo-optic switching based on reverse breakdown of pn junction,”Opt. Lett. 39 (4), 751-753 (2014). [CrossRef]
- Y.-S. Duh, Y. Nagasaki, Y.-L. Tang, P.-H. Wu, H.-Y. Cheng, T.-H. Yen, H.-X. Ding, K. Nishida, I. Hotta, J.-H. Yang, Y.-P. Lo, K.-P. Chen, K. Fujita, C.-W. Chang, K.-H. Lin, J. Takahara and S.-W. Chu, “Giant photothermal nonlinearity in a single silicon nanostructure,”Nat. Commun. 11 (1), 4101 (2020). [CrossRef]
- Y. Shi, X. Chen, F. Lou, Y. Chen, M. Yan, L. Wosinski and M. Qiu, “All-optical switching of silicon disk resonator based on photothermal effect in metal–insulator–metal absorber,”Opt. Lett. 39 (15), 4431-4434 (2014). [CrossRef]
- B. Yao, S. W. Huang, Y. Liu, A. K. Vinod, C. Choi, M. Hoff, Y. Li, M. Yu, Z. Feng, D. L. Kwong, Y. Huang, Y. Rao, X. Duan and C. W. Wong, “Gate-tunable frequency combs in graphene-nitride microresonators,”Nature 558 (7710), 410-414 (2018). [CrossRef]
- I. Datta, S. H. Chae, G. R. Bhatt, M. A. Tadayon, B. Li, Y. Yu, C. Park, J. Park, L. Cao, D. N. Basov, J. Hone and M. Lipson, “Low-loss composite photonic platform based on 2D semiconductor monolayers,”Nat. Photonics 14 (4), 256-262 (2020). [CrossRef]
- G. Wu, B. Tian, L. Liu, W. Lv, S. Wu, X. Wang, Y. Chen, J. Li, Z. Wang and S. Wu, “Programmable transition metal dichalcogenide homojunctions controlled by nonvolatile ferroelectric domains,”Nat. Electron. 3 (1), 43-50 (2020). [CrossRef]
- Z. Shi, L. Gan, T.-H. Xiao, H.-L. Guo and Z.-Y. Li, “All-Optical Modulation of a Graphene-Cladded Silicon Photonic Crystal Cavity,”ACS Photonics 2 (11), 1513-1518 (2015). [CrossRef]
- L. Yu, J. Zheng, Y. Xu, D. Dai and S. He, “Local and nonlocal optically induced transparency effects in graphene–silicon hybrid nanophotonic integrated circuits,”ACS Nano 8 (11), 11386-11393 (2014). [CrossRef]
- J. Wu, Y. Zhang, J. Hu, Y. Yang, D. Jin, W. Liu, D. Huang, B. Jia and D. J. Moss, “2D Graphene Oxide Films Expand Functionality of Photonic Chips,”Adv. Mater., e2403659 (2024). [CrossRef]
- Y. K. Ryu, F. Carrascoso, R. Lopez-Nebreda, N. Agrait, R. Frisenda and A. Castellanos-Gomez, “Microheater Actuators as a Versatile Platform for Strain Engineering in 2D Materials,”Nano Lett. 20 (7), 5339-5345 (2020). [CrossRef]
- X. Xu, Z. O. Martin, D. Sychev, A. S. Lagutchev, Y. P. Chen, T. Taniguchi, K. Watanabe, V. M. Shalaev and A. Boltasseva, “Creating Quantum Emitters in Hexagonal Boron Nitride Deterministically on Chip-Compatible Substrates,”Nano Lett. 21 (19), 8182-8189 (2021). [CrossRef]
- K. Parto, S. I. Azzam, K. Banerjee and G. Moody, “Defect and strain engineering of monolayer WSe(2) enables site-controlled single-photon emission up to 150 K,”Nat. Commun. 12 (1), 3585 (2021). [CrossRef]
- L. Mahalingam, J. Andrews and J. Drye, “Thermal studies on pin grid array packages for high density LSI and VLSI logic circuits,”IEEE transactions on components, hybrids, and manufacturing technology 6 (3), 246-256 (1983). [CrossRef]
- U. R. Pfeiffer, J. Grzyb, D. Liu, B. Gaucher, T. Beukema, B. A. Floyd and S. K. Reynolds, “A chip-scale packaging technology for 60-GHz wireless chipsets,”IEEE Trans. Microwave Theory Tech. 54 (8), 3387-3397 (2006). [CrossRef]
- M. Wojnowski, R. Lachner, J. Böck, C. Wagner, F. Starzer, G. Sommer, K. Pressel and R. Weigel, presented at the 2011 IEEE 13th Electronics Packaging Technology Conference, 2011 (unpublished).
- J. H. Lau, “Recent advances and trends in advanced packaging,”IEEE Transactions on Components, Packaging and Manufacturing Technology 12 (2), 228-252 (2022). [CrossRef]
- Photonics Packaging and Assembly-LioniX International https://www.lionix-international.com/photonics/pic-technology/assembly-and-packaging-service/.
- PHIX Characterization Package -PHIX Photonics Assembly https://www.phix.com/our-offering/prototype-package/phix-characterization-package/.
- Intel Demonstrates First Fully Integrated Optical I/O Chiplet https://www.intel.com/content/www/us/en/newsroom/news/intel-unveils-first-integrated-optical-io-chiplet.html#gs.gpexcr.
- L. Liu, P. Gong, K. Liu, A. Nie, Z. Liu, S. Yang, Y. Xu, T. Liu, Y. Zhao, L. Huang, H. Li and T. Zhai, “Scalable Van der Waals Encapsulation by Inorganic Molecular Crystals,”Adv. Mater. 34 (7), e2106041 (2022). [CrossRef]
- J. Miao, L. Cai, S. Zhang, J. Nah, J. Yeom and C. Wang, “Air-Stable Humidity Sensor Using Few-Layer Black Phosphorus,”ACS Appl. Mater. Interfaces 9 (11), 10019-10026 (2017). [CrossRef]
- D. He, Y. Wang, Y. Huang, Y. Shi, X. Wang and X. Duan, “High-Performance Black Phosphorus Field-Effect Transistors with Long-Term Air Stability,”Nano Lett. 19 (1), 331-337 (2019). [CrossRef]
- F. Auksztol, D. Vella, I. Verzhbitskiy, K. F. Ng, Y. W. Ho, J. A. Grieve, J. Viana-Gomes, G. Eda and A. Ling, “Elastomeric Waveguide on-Chip Coupling of an Encapsulated MoS2 Monolayer,”ACS Photonics 6 (3), 595-599 (2019). [CrossRef]
- J. Jia, S. K. Jang, S. Lai, J. Xu, Y. J. Choi, J.-H. Park and S. Lee, “Plasma-treated thickness-controlled two-dimensional black phosphorus and its electronic transport properties,”ACS Nano 9 (9), 8729-8736 (2015). [CrossRef]
- L. Viti, D. G. Purdie, A. Lombardo, A. C. Ferrari and M. S. Vitiello, “HBN-Encapsulated, Graphene-based, Room-temperature Terahertz Receivers, with High Speed and Low Noise,”Nano Lett. 20 (5), 3169-3177 (2020). [CrossRef]
- IEC TR 63072-1:2017 | IEC https://webstore.iec.ch/en/publication/28046.
- ISO 10110-1:2019 - Optics and photonics - Preparation of drawings for optical elements and system shttps://www.iso.org/standard/57574.html.
- J. Hu, J. Wu, W. Liu, D. Jin, H. E. Dirani, S. Kerdiles, C. Sciancalepore, P. Demongodin, C. Grillet, C. Monat, D. Huang, B. Jia and D. J. Moss, “2D Graphene Oxide: A Versatile Thermo-Optic Material,”Adv. Funct. Mater. n/a (n/a), 2406799 (2024). [CrossRef]
- G. Ye, Y. Gong, J. Lin, B. Li, Y. He, S. T. Pantelides, W. Zhou, R. Vajtai and P. M. Ajayan, “Defects Engineered Monolayer MoS2 for Improved Hydrogen Evolution Reaction,”Nano Lett. 16 (2), 1097-1103 (2016). [CrossRef]
- J. R. Ferraro, Introductory raman spectroscopy. (Elsevier, 2003).
- F. A. Stevie and C. L. Donley, “Introduction to x-ray photoelectron spectroscopy,”Journal of Vacuum Science & Technology A 38 (6) (2020).
- J. Epp, in Materials characterization using nondestructive evaluation (NDE) methods (Elsevier, 2016), pp. 81-124.
- H.-H. Perkampus, UV-VIS Spectroscopy and its Applications. (Springer Science & Business Media, 2013).
- Y. Seo and W. Jhe, “Atomic force microscopy and spectroscopy,”Rep. Prog. Phys. 71 (1), 016101 (2007).
- J. Mertz, Introduction to optical microscopy. (Cambridge University Press, 2019). [CrossRef]
- W. Zhou, R. Apkarian, Z. L. Wang and D. Joy, “Fundamentals of scanning electron microscopy (SEM),”Scanning microscopy for nanotechnology: techniques and applications, 1-40 (2007).
- D. B. Williams, C. B. Carter, D. B. Williams and C. B. Carter, The transmission electron microscope. (Springer, 1996).
- Y. Lin, M. Zhou, X. Tai, H. Li, X. Han and J. Yu, “Analytical transmission electron microscopy for emerging advanced materials,”Matter 4 (7), 2309-2339 (2021). [CrossRef]
- S. J. Pennycook and P. D. Nellist, Scanning transmission electron microscopy: imaging and analysis. (Springer Science & Business Media, 2011).
- T. H. Gfroerer, “Photoluminescence in analysis of surfaces and interfaces,”Encyclopedia of analytical chemistry 67, 3810 (2000).
- S. Poncé, W. Li, S. Reichardt and F. Giustino, “First-principles calculations of charge carrier mobility and conductivity in bulk semiconductors and two-dimensional materials,”Rep. Prog. Phys. 83 (3), 036501 (2020).
- H. J. Koh, S. J. Kim, K. Maleski, S. Y. Cho, Y. J. Kim, C. W. Ahn, Y. Gogotsi and H. T. Jung, “Enhanced Selectivity of MXene Gas Sensors through Metal Ion Intercalation: In Situ X-ray Diffraction Study,”ACS Sens. 4 (5), 1365-1372 (2019). [CrossRef]
- Q. Lai, S. Zhu, X. Luo, M. Zou and S. Huang, “Ultraviolet-visible spectroscopy of graphene oxides,”AIP Advances 2 (3) (2012). [CrossRef]
- X. Zhang, C. Huang, Z. Li, J. Fu, J. Tian, Z. Ouyang, Y. Yang, X. Shao, Y. Han, Z. Qiao and H. Zeng, “Reliable wafer-scale integration of two-dimensional materials and metal electrodes with van der Waals contacts,”Nat. Commun. 15 (1), 4619 (2024). [CrossRef]
- E. Klugmann-Radziemska, P. Ostrowski, K. Drabczyk, P. Panek and M. Szkodo, “Experimental validation of crystalline silicon solar cells recycling by thermal and chemical methods,”Sol. Energy Mater. Sol. Cells 94 (12), 2275-2282 (2010). [CrossRef]
- J. Kong, D. Wei, P. Xing, X. Jin, Y. Zhuang and S. Yan, “Recycling high-purity silicon from diamond-wire saw kerf slurry waste by vacuum refining process,”Journal of Cleaner Production 286, 124979 (2021).
- L. Zhan, L. Jiang, Y. Zhang, B. Gao and Z. Xu, “Reduction, detoxification and recycling of solid waste by hydrothermal technology: A review,”Chem. Eng. J. 390, 124651 (2020).
- Q. Tao, R. Wu, Q. Li, L. Kong, Y. Chen, J. Jiang, Z. Lu, B. Li, W. Li, Z. Li, L. Liu, X. Duan, L. Liao and Y. Liu, “Reconfigurable electronics by disassembling and reassembling van der Waals heterostructures,”Nat. Commun. 12 (1), 1825 (2021). [CrossRef]
- T. He, Z. Wang, F. Zhong, H. Fang, P. Wang and W. Hu, “Etching Techniques in 2D Materials,”Adv. Mater. Technol. 4 (8), 1900064 (2019).
- S. Kim, M. S. Choi, D. Qu, C. H. Ra, X. Liu, M. Kim, Y. J. Song and W. J. Yoo, “Effects of plasma treatment on surface properties of ultrathin layered MoS2,”2D Mater. 3 (3), 035002 (2016). [CrossRef]
- J. Van Erps, T. Ciuk, I. Pasternak, A. Krajewska, W. Strupinski, S. Van Put, G. Van Steenberge, K. Baert, H. Terryn, H. Thienpont and N. Vermeulen, “Laser ablation- and plasma etching-based patterning of graphene on silicon-on-insulator waveguides,”Opt. Express 23 (20), 26639-26650 (2015).
- M. Zeng, Y. Xiao, J. Liu, K. Yang and L. Fu, “Exploring Two-Dimensional Materials toward the Next-Generation Circuits: From Monomer Design to Assembly Control,”Chem. Rev. 118 (13), 6236-6296 (2018).
- D. Bol, S. Boyd and D. Dornfeld, presented at the Proceedings of the 2011 IEEE International Symposium on Sustainable Systems and Technology, 2011 (unpublished).
- S. Kuriakose, T. Ahmed, S. Balendhran, V. Bansal, S. Sriram, M. Bhaskaran and S. Walia, “Black phosphorus: ambient degradation and strategies for protection,”2D Mater. 5 (3), 032001 (2018). [CrossRef]
- Q. Li, Q. Zhou, L. Shi, Q. Chen and J. Wang, “Recent advances in oxidation and degradation mechanisms of ultrathin 2D materials under ambient conditions and their passivation strategies,”J. Mater. Chem. A 7 (9), 4291-4312 (2019).
- A. Castellanos-Gomez, L. Vicarelli, E. Prada, J. O. Island, K. L. Narasimha-Acharya, S. I. Blanter, D. J. Groenendijk, M. Buscema, G. A. Steele, J. V. Alvarez, H. W. Zandbergen, J. J. Palacios and H. S. J. van der Zant, “Isolation and characterization of few-layer black phosphorus,”2D Mater. 1 (2), 025001 (2014).
- Y. Huang, J. Qiao, K. He, S. Bliznakov, E. Sutter, X. Chen, D. Luo, F. Meng, D. Su and J. Decker, “Interaction of black phosphorus with oxygen and water,”Chem. Mater. 28 (22), 8330-8339 (2016). [CrossRef]
- X. Gan, R.-J. Shiue, Y. Gao, I. Meric, T. F. Heinz, K. Shepard, J. Hone, S. Assefa and D. Englund, “Chip-integrated ultrafast graphene photodetector with high responsivity,”Nat. Photonics 7 (11), 883-887 (2013).
- B. Zeng, Z. Huang, A. Singh, Y. Yao, A. K. Azad, A. D. Mohite, A. J. Taylor, D. R. Smith and H.-T. Chen, “Hybrid graphene metasurfaces for high-speed mid-infrared light modulation and single-pixel imaging,”Light. Sci. Appl. 7 (1), 51 (2018).
- K. Yao, J. D. Femi-Oyetoro, S. Yao, Y. Jiang, L. El Bouanani, D. C. Jones, P. A. Ecton, U. Philipose, M. El Bouanani, B. Rout, A. Neogi and J. M. Perez, “Rapid ambient degradation of monolayer MoS2 after heating in air,”2D Mater. 7 (1), 015024 (2019). [CrossRef]
- Y. Liu, B. N. Shivananju, Y. Wang, Y. Zhang, W. Yu, S. Xiao, T. Sun, W. Ma, H. Mu, S. Lin, H. Zhang, Y. Lu, C. W. Qiu, S. Li and Q. Bao, “Highly Efficient and Air-Stable Infrared Photodetector Based on 2D Layered Graphene-Black Phosphorus Heterostructure,”ACS Appl. Mater. Interfaces 9 (41), 36137-36145 (2017).
- X. Zhao, T. Liu, Q. C. Burlingame, T. Liu, R. Holley, G. Cheng, N. Yao, F. Gao and Y.-L. Loo, “Accelerated aging of all-inorganic, interface-stabilized perovskite solar cells,”Science 377 (6603), 307-310 (2022).
- H. H. Radamson, H. Zhu, Z. Wu, X. He, H. Lin, J. Liu, J. Xiang, Z. Kong, W. Xiong and J. Li, “State of the art and future perspectives in advanced CMOS technology,”Nanomaterials 10 (8), 1555 (2020). [CrossRef]
- M. Ruberti, “The chip manufacturing industry: Environmental impacts and eco-efficiency analysis,”Sci. Total Environ. 858 (Pt 2), 159873 (2023).
- L. A. Ragnarsson, M. G. Bardon, P. Wuytens, G. Mirabelli, D. Jang, G. Willems, A. Mallik, A. Spessot, J. Ryckaert and B. Parvais, “Environmental Impact of CMOS Logic Technologies,” 82-84 (2022).
- D. Kong, H. Wang, J. J. Cha, M. Pasta, K. J. Koski, J. Yao and Y. Cui, “Synthesis of MoS2 and MoSe2 films with vertically aligned layers,”Nano Lett. 13 (3), 1341-1347 (2013).
- Z. Cai, B. Liu, X. Zou and H. M. Cheng, “Chemical Vapor Deposition Growth and Applications of Two-Dimensional Materials and Their Heterostructures,”Chem. Rev. 118 (13), 6091-6133 (2018).
- M. Fojtů, W. Z. Teo and M. Pumera, “Environmental impact and potential health risks of 2D nanomaterials,”Environmental Science: Nano 4 (8), 1617-1633 (2017).
- E. Tan, B. L. Li, K. Ariga, C. T. Lim, S. Garaj and D. T. Leong, “Toxicity of Two-Dimensional Layered Materials and Their Heterostructures,”Bioconjug. Chem. 30 (9), 2287-2299 (2019).
- Moss, D. J., Morandotti, R., Gaeta, A. L. & Lipson, M. “New CMOS compatible platforms based on silicon nitride and Hydex for nonlinear optics”, Nature Photonics 7, 597-607 (2013).
- L.Razzari, D.Duchesne, M.Ferrera, R.Morandotti, B.E Little, S.T. Chu and D.J Moss, “CMOS compatible integrated optical hyper-parametric oscillator”, Nature Photonics 4 41-44 (2010).
- J. S. Levy, A. Gondarenko, M. A. Foster, A. C. Turner-Foster, A. L. Gaeta, and M. Lipson, "CMOS-compatible multiple-wavelength oscillator for on-chip optical interconnects," Nature Photonics 4 37-40 (2010). [CrossRef]
- A. Pasquazi, M. Peccianti, L. Razzari, D. J. Moss, S. Coen, M. Erkintalo, Y. K. Chembo, T. Hansson, S. Wabnitz, P. DelHaye, X. Xu, A. M. Weiner, and R. Morandotti, “Micro-Combs: A Novel Generation of Optical Sources”, Physics Reports 729 1–81 (2018).
- T. J. Kippenberg, A. L. Gaeta, M. Lipson, and M. L. Gorodetsky, "Dissipative Kerr solitons in optical microresonators," Science 361 (2018).
- A. L. Gaeta, M. Lipson, and T. J. Kippenberg, "Photonic-chip-based frequency combs," Nature Photonics 13, 158-169 (2019).
- Yang Sun, Jiayang Wu, Mengxi Tan, Xingyuan Xu, Yang Li, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Applications of optical micro-combs”, Advances in Optics and Photonics 15 (1) 86-175 (2023).
- Shuman Sun, Beichen Wang, Kaikai Liu, Mark W. Harrington, Fatemehsadat Tabatabaei, Ruxuan Liu, Jiawei Wang, Samin Hanifi, Jesse S. Morgan, Mandana Jahanbozorgi, Zijiao Yang, Steven M. Bowers, Paul A. Morton, Karl D. Nelson, Andreas Beling, Daniel J. Blumenthal, and Xu Yi, “Integrated optical frequency division for microwave and mm Wave generation”, Nature 627 540 (2024). [CrossRef]
- B. Corcoran, A. Mitchell, R. Morandotti, L. K. Oxenlowe, and D. J. Moss, “Microcombs for Optical Communications”, Nature Photonics 18 (2024).
- B. Corcoran, M. Tan, X. Xu, A. Boes, J. Wu, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, et al., Nature communications 2020, 11, 1 2568.
- P. Marin-Palomo, J. N. Kemal, M. Karpov, A. Kordts, J. Pfeifle, M. H. Pfeiffer, P. Trocha, S. Wolf, V. Brasch, M. H. Anderson, et al., Nature 2017, 546, 7657 274.
- D. T. Spencer, T. Drake, T. C. Briles, J. Stone, L. C. Sinclair, C. Fredrick, Q. Li, D. Westly, B. R. Ilic, A. Bluestone, et al., Nature 2018, 557, 7703 81.
- Kues, M. et al. “Quantum optical microcombs”, Nature Photonics vol. 13, (3) 170-179 (2019).
- C. Reimer et al., “Generation of multiphoton entangled quantum states by means of integrated frequency combs,” Science, vol. 351, no. 6278, pp. 1176-1180, 2016.
- M. Kues, et al., “On-chip generation of high-dimensional entangled quantum states and their coherent control”, Nature, vol. 546, no. 7660, pp. 622-626, 2017. [CrossRef]
- C. Reimer, et al., “High-dimensional one-way quantum processing implemented on d-level cluster states”, Nature Physics, vol. 15, no.2, pp. 148–153, 2019.
- X. Xu, J. Wu, T. G. Nguyen, M. Shoeiby, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, D. J. Moss, Optics Express 2018, Vol. 26, 3 2569.
- J.Wu, X. Xu, T.G. Nguyen, S.T. Chu, B.E. Little, R.Morandotti, A.Mitchell, and D.J. Moss, “RF photonics: An optical micro-combs’ perspective”, IEEE Journal of Selected Topics in Quantum Electronics 24 (4), 1-20 Article: 6101020 (2018).
- M. Tan, X. Xu, J.Wu, R. Morandotti, A. Mitchell, and D. J. Moss, “RF and microwave photonic temporal signal processing with Kerr micro-combs”, Advances in Physics X, VOL. 6, NO. 1, 1838946 (2021).
- X. Xu, M. Tan, B. Corcoran, J. Wu, A. Boes, T. G. Nguyen, S. T. Chu, B. E. Little, D. G. Hicks, R. Morandotti, et al., Nature 2021, Vol. 589, 7840 44.
- J. Feldmann, N. Youngblood, M. Karpov, H. Gehring, X. Li, M. Stappers, M. Le Gallo, X. Fu, A. Lukashchuk, A. S. Raja, J. Liu, C. D. Wright, A. Sebastian, T. J. Kippenberg, W. H. P. Pernice, and H. Bhaskaran, “Parallel convolutional processing using an integrated photonic tensor core”, Nature 2021, Vol. 589, 7840 52. [CrossRef]
- M. Tan, X. Xu, A. Boes, B. Corcoran, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, J. Wu, A. Mitchell, et al., Communications Engineering 2023, Vol. 2, 1 94.
- B. J. Shastri, A. N. Tait, T. Ferreira de Lima, W. H. Pernice, H. Bhaskaran, C. D. Wright, P. R. Prucnal, Nature Photonics 2021, 15, 2 102.
- T. Herr, V. Brasch, J. D. Jost, C. Y. Wang, N. M. Kondratiev, M. L. Gorodetsky, T. J. Kippenberg, Nature Photonics 2014, 8, 2 145.
- M. Rowley, P.-H. Hanzard, A. Cutrona, H. Bao, S. T. Chu, B. E. Little, R. Morandotti, D. J. Moss, G.-L. Oppo, J. Sebastian T. Gongora, M. Peccianti and A. Pasquazi, “Self-emergence of robust solitons in a micro-cavity”, Nature 608 (7922) 303 – 309 (2022).
- Hualong Bao, Andrew Cooper, Maxwell Rowley, Luigi Di Lauro, Juan Sebastian Totero Gongora, Sai T. Chu, Brent E. Little, Gian-Luca Oppo, Roberto Morandotti, David J. Moss, Benjamin Wetzel, Marco Peccianti and Alessia Pasquazi, “Laser Cavity-Soliton Micro-Combs”, Nature Photonics 13 (6) 384–389 (2019).
- A. L. Gaeta, M. Lipson, T. J. Kippenberg, nature photonics 2019, 13, 3 158.
- V. Brasch, M. Geiselmann, T. Herr, G. Lihachev, M. H. Pfeiffer, M. L. Gorodetsky, T. J. Kippenberg, Science 2016, 351, 6271 357.
- C. Joshi, J. K. Jang, K. Luke, X. Ji, S. A. Miller, A. Klenner, Y. Okawachi, M. Lipson, A. L. Gaeta, Optics letters 2016, 41, 11 2565.
- H. Zhou, Y. Geng, W. Cui, S.-W. Huang, Q. Zhou, K. Qiu, C. Wei Wong, Light: Science & Applications 2019, 8, 1 50.
- V. Brasch, M. Geiselmann, M. H. Pfeiffer, T. J. Kippenberg, Optics express 2016, 24, 25 29312.
- H. Guo, M. Karpov, E. Lucas, A. Kordts, M. H. Pfeiffer, V. Brasch, G. Lihachev, V. E. Lobanov, M. L. Gorodetsky, T. J. Kippenberg, Nature Physics 2017, 13, 1 94.
- C. Bao, L. Zhang, A. Matsko, Y. Yan, Z. Zhao, G. Xie, A. M. Agarwal, L. C. Kimerling, J. Michel, L. Maleki, et al., Optics letters 2014, 39, 21 6126.
- X. Xue, Y. Xuan, Y. Liu, P.-H. Wang, S. Chen, J. Wang, D. E. Leaird, M. Qi, A. M. Weiner, Nature Photonics 2015, 9, 9 594.
- O´. B. Helgason, M. Girardi, Z. Ye, F. Lei, J. Schro¨der, V. Torres-Company, Nature Photonics 2023, 17, 11 992.
- A. Fu¨l¨op, M. Mazur, A. Lorences-Riesgo, O´. B. Helgason, P.-H. Wang, Y. Xuan, D. E. Leaird, M. Qi, P. A. Andrekson, A. M. Weiner, et al., Nature communications 2018, 9, 1 1598.
- W. Wang, Z. Lu, W. Zhang, S. T. Chu, B. E. Little, L. Wang, X. Xie, M. Liu, Q. Yang, L. Wang, et al., Optics letters 2018, 43, 9 2002.
- Z. Lu, H.-J. Chen, W. Wang, L. Yao, Y. Wang, Y. Yu, B. Little, S. Chu, Q. Gong, W. Zhao, et al., Nature communications 2021, 12, 1 3179.
- M. Zhang, S. Ding, X. Li, K. Pu, S. Lei, M. Xiao, X. Jiang, Nature Communications 2024, 15, 1 1661.
- B. Y. Kim, Y. Okawachi, J. K. Jang, M. Yu, X. Ji, Y. Zhao, C. Joshi, M. Lipson, A. L. Gaeta, Optics letters 2019, 44, 18 4475.
- B. Shen, L. Chang, J. Liu, H. Wang, Q.-F. Yang, C. Xiang, R. N. Wang, J. He, T. Liu, W. Xie, et al., Nature 2020, 582, 7812 365.
- W. Jin, Q.-F. Yang, L. Chang, B. Shen, H. Wang, M. A. Leal, L. Wu, M. Gao, A. Feshali, M. Paniccia, et al., Nature Photonics 2021, 15, 5 346.
- H. Shu, L. Chang, Y. Tao, B. Shen, W. Xie, M. Jin, A. Netherton, Z. Tao, X. Zhang, R. Chen, et al., Nature 2022, 605, 7910 457.
- Q.-X. Ji, W. Jin, L. Wu, Y. Yu, Z. Yuan, W. Zhang, M. Gao, B. Li, H. Wang, C. Xiang, et al., Optica 2023, 10, 2 279.
- H. Weng, M. McDermott, A. A. Afridi, H. Tu, Q. Lu, W. Guo, J. F. Donegan, Optics Express 2024, 32, 3 3123.
- M. Karpov, M. H. Pfeiffer, H. Guo, W. Weng, J. Liu, T. J. Kippenberg, Nature Physics 2019, 15, 10 1071.
- M. Tan, X. Xu, Y. Li, Y. Sun, D. Hicks, R. Morandotti, J. Wu, A. Mitchell, D. J. Moss, In Laser Resonators, Microresonators, and Beam Control XXIV, volume 11987. SPIE, 2022 1198702.
- X. Xu, M. Tan, J. Wu, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, D. J. Moss, Journal of Lightwave Technology 2019, Vol. 37, 4 1288.
- X. Xu, M. Tan, J. Wu, A. Boes, B. Corcoran, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, D. J. Moss, IEEE Transactions on Circuits and Systems II: Express Briefs 2020, Vol. 67, 12 3582.
- C. Mazoukh, L. Di Lauro, I. Alamgir, B. Fischer, N. Perron, A. Aadhi, A. Eshaghi, B. E. Little, S. T. Chu, D. J. Moss, et al., Communications Physics 2024, 7, 1 81.
- C. E. Murray, M. Tan, C. Prayoonyong, X. Zhu, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, D. J. Moss, B. Corcoran, Optics Express 2023, Vol. 31, 23 37749.
- A. Pasquazi, et al., “Sub-picosecond phase-sensitive optical pulse characterization on a chip”, Nature Photonics, vol. 5, no. 10, pp. 618-623 (2011). [CrossRef]
- M Ferrera et al., “On-Chip ultra-fast 1st and 2nd order CMOS compatible all-optical integration”, Optics Express vol. 19 (23), 23153-23161 (2011).
- Bao, C., et al., Direct soliton generation in microresonators, Opt. Lett, 42, 2519 (2017).
- M.Ferrera et al., “CMOS compatible integrated all-optical RF spectrum analyzer”, Optics Express, vol. 22, no. 18, 21488 - 21498 (2014).
- M. Kues, et al., “Passively modelocked laser with an ultra-narrow spectral width”, Nature Photonics, vol. 11, no. 3, pp. 159, 2017. [CrossRef]
- M. Ferrera, et al., “Low-power continuous-wave nonlinear optics in doped silica glass integrated waveguide structures,” Nature Photonics, vol. 2, no. 12, pp. 737-740, 2008.
- M. Ferrera et al.“On-Chip ultra-fast 1st and 2nd order CMOS compatible all-optical integration”, Opt. Express, vol. 19, (23) pp. 23153-23161 (2011).
- D. Duchesne, M. Peccianti, M. R. E. Lamont, et al., “Supercontinuum generation in a high index doped silica glass spiral waveguide,” Optics Express, vol. 18, no, 2, pp. 923-930, 2010. [CrossRef]
- H Bao, L Olivieri, M Rowley, ST Chu, BE Little, R Morandotti, DJ Moss, ... “Turing patterns in a fiber laser with a nested microresonator: Robust and controllable microcomb generation”, Physical Review Research vol. 2 (2), 023395 (2020). [CrossRef]
- M. Ferrera, et al., “On-chip CMOS-compatible all-optical integrator”, Nature Communications, vol. 1, Article 29, 2010.
- A. Pasquazi, et al., “All-optical wavelength conversion in an integrated ring resonator,” Optics Express, vol. 18, no. 4, pp. 3858-3863, 2010.
- A. Pasquazi, Y. Park, J. Azana, et al., “Efficient wavelength conversion and net parametric gain via Four Wave Mixing in a high index doped silica waveguide,” Optics Express, vol. 18, no. 8, pp. 7634-7641, 2010.
- Peccianti, M. Ferrera, L. Razzari, et al., “Subpicosecond optical pulse compression via an integrated nonlinear chirper,” Optics Express, vol. 18, no. 8, pp. 7625-7633, 2010. [CrossRef]
- M Ferrera, Y Park, L Razzari, BE Little, ST Chu, R Morandotti, DJ Moss, ... et al., “All-optical 1st and 2nd order integration on a chip”, Optics Express vol. 19 (23), 23153-23161 (2011).
- M. Ferrera et al., “Low Power CW Parametric Mixing in a Low Dispersion High Index Doped Silica Glass Micro-Ring Resonator with Q-factor > 1 Million”, Optics Express, vol.17, no. 16, pp. 14098–14103 (2009).
- M. Peccianti, et al., “Demonstration of an ultrafast nonlinear microcavity modelocked laser”, Nature Communications, vol. 3, pp. 765, 2012.
- A. Pasquazi, et al., “Self-locked optical parametric oscillation in a CMOS compatible microring resonator: a route to robust optical frequency comb generation on a chip,” Optics Express, vol. 21, no. 11, pp. 13333-13341, 2013.
- A. Pasquazi, et al., “Stable, dual mode, high repetition rate mode-locked laser based on a microring resonator,” Optics Express, vol. 20, no. 24, pp. 27355-27362, 2012.
- H. Bao, et al., Laser cavity-soliton microcombs, Nature Photonics, vol. 13, no. 6, pp. 384-389, Jun. 2019.
- Antonio Cutrona, Maxwell Rowley, Debayan Das, Luana Olivieri, Luke Peters, Sai T. Chu, Brent L. Little, Roberto Morandotti, David J. Moss, Juan Sebastian Totero Gongora, Marco Peccianti, Alessia Pasquazi, “High Conversion Efficiency in Laser Cavity-Soliton Microcombs”, Optics Express Vol. 30, Issue 22, pp. 39816-39825 (2022). [CrossRef]
- M. Rowley, P.Hanzard, A.Cutrona, H.Bao, S.Chu, B.Little, R.Morandotti, D. J. Moss, G. Oppo, J. Gongora, M. Peccianti and A. Pasquazi, “Self-emergence of robust solitons in a micro-cavity”, Nature vol. 608 (7922) 303–309 (2022).
- A. Cutrona, M. Rowley, A. Bendahmane, V. Cecconi,L. Peters, L. Olivieri, B. E. Little, S. T. Chu, S. Stivala, R. Morandotti, D. J. Moss, J. S. Totero-Gongora, M. Peccianti, A. Pasquazi, “Nonlocal bonding of a soliton and a blue-detuned state in a microcomb laser”, Nature Communications Physics6 Article 259 (2023).
- Aadhi A. Rahim, Imtiaz Alamgir, Luigi Di Lauro, Bennet Fischer, Nicolas Perron, Pavel Dmitriev, Celine Mazoukh, Piotr Roztocki, Cristina Rimoldi, Mario Chemnitz, Armaghan Eshaghi, Evgeny A. Viktorov, Anton V. Kovalev, Brent E. Little, Sai T. Chu, David J. Moss, and Roberto Morandotti, “Mode-locked laser with multiple timescales in a microresonator-based nested cavity”, APL Photonics9 031302 (2024). [CrossRef]
- A. Cutrona, M. Rowley, A. Bendahmane, V. Cecconi,L. Peters, L. Olivieri, B. E. Little, S. T. Chu, S. Stivala, R. Morandotti, D. J. Moss, J. S. Totero-Gongora, M. Peccianti, A. Pasquazi, “Stability Properties of Laser Cavity-Solitons for Metrological Applications”, Applied Physics Letters vol. 122 (12) 121104 (2023). [CrossRef]
- X. Xu, J. Wu, M. Shoeiby, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, and D. J. Moss, “Reconfigurable broadband microwave photonic intensity differentiator based on an integrated optical frequency comb source,” APL Photonics, vol. 2, no. 9, 096104, Sep. 2017.
- Xu, X., et al., Photonic microwave true time delays for phased array antennas using a 49 GHz FSR integrated micro-comb source, Photonics Research, vol. 6, B30-B36 (2018). [CrossRef]
- X. Xu, M. Tan, J. Wu, R. Morandotti, A. Mitchell, and D. J. Moss, “Microcomb-based photonic RF signal processing”, IEEE Photonics Technology Letters, vol. 31 no. 23 1854-1857, 2019.
- Xu, et al., “Advanced adaptive photonic RF filters with 80 taps based on an integrated optical micro-comb source,” Journal of Lightwave Technology, vol. 37, no. 4, pp. 1288-1295 (2019).
- X. Xu, et al., “Photonic RF and microwave integrator with soliton crystal microcombs”, IEEE Transactions on Circuits and Systems II: Express Briefs, vol. 67, no. 12, pp. 3582-3586, 2020. [CrossRef]
- X. Xu, et al., “High performance RF filters via bandwidth scaling with Kerr micro-combs,” APL Photonics, vol. 4 (2) 026102. 2019.
- M. Tan, et al., “Microwave and RF photonic fractional Hilbert transformer based on a 50 GHz Kerr micro-comb”, Journal of Lightwave Technology, vol. 37, no. 24, pp. 6097 – 6104, 2019.
- M. Tan, et al., “RF and microwave fractional differentiator based on photonics”, IEEE Transactions on Circuits and Systems: Express Briefs, vol. 67, no.11, pp. 2767-2771, 2020. [CrossRef]
- M. Tan, et al., “Photonic RF arbitrary waveform generator based on a soliton crystal micro-comb source”, Journal of Lightwave Technology, vol. 38, no. 22, pp. 6221-6226 (2020). [CrossRef]
- M. Tan, X. Xu, J. Wu, R. Morandotti, A. Mitchell, and D. J. Moss, “RF and microwave high bandwidth signal processing based on Kerr Micro-combs”, Advances in Physics X, VOL. 6, NO. 1, 1838946 (2021). [CrossRef]
- X. Xu, et al., “Advanced RF and microwave functions based on an integrated optical frequency comb source,” Opt. Express, vol. 26 (3) 2569 (2018). [CrossRef]
- M. Tan, X. Xu, J. Wu, B. Corcoran, A. Boes, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Lowery, A. Mitchell, and D. J. Moss, “"Highly Versatile Broadband RF Photonic Fractional Hilbert Transformer Based on a Kerr Soliton Crystal Microcomb”, Journal of Lightwave Technology vol. 39 (24) 7581-7587 (2021).
- Wu, J. et al. RF Photonics: An Optical Microcombs’ Perspective. IEEE Journal of Selected Topics in Quantum Electronics Vol. 24, 6101020, 1-20 (2018).
- T. G. Nguyen et al., “Integrated frequency comb source-based Hilbert transformer for wideband microwave photonic phase analysis,” Opt. Express, vol. 23, no. 17, pp. 22087-22097, Aug. 2015. [CrossRef]
- X. Xu, et al., “Broadband RF channelizer based on an integrated optical frequency Kerr comb source,” Journal of Lightwave Technology, vol. 36, no. 19, pp. 4519-4526, 2018.
- X. Xu, et al., “Continuously tunable orthogonally polarized RF optical single sideband generator based on micro-ring resonators,” Journal of Optics, vol. 20, no. 11, 115701. 2018.
- X. Xu, et al., “Orthogonally polarized RF optical single sideband generation and dual-channel equalization based on an integrated microring resonator,” Journal of Lightwave Technology, vol. 36, no. 20, pp. 4808-4818. 2018.
- X. Xu, et al., “Photonic RF phase-encoded signal generation with a microcomb source”, J. Lightwave Technology, vol. 38, no. 7, 1722-1727, 2020.
- X. Xu, et al., Broadband microwave frequency conversion based on an integrated optical micro-comb source”, Journal of Lightwave Technology, vol. 38 no. 2, pp. 332-338, 2020.
- M. Tan, et al., “Photonic RF and microwave filters based on 49GHz and 200GHz Kerr microcombs”, Optics Comm. vol. 465,125563, Feb. 22. 2020.
- X. Xu, et al., “Broadband photonic RF channelizer with 90 channels based on a soliton crystal microcomb”, Journal of Lightwave Technology, Vol. 38, no. 18, pp. 5116 – 5121 (2020). [CrossRef]
- M. Tan et al, “Orthogonally polarized Photonic Radio Frequency single sideband generation with integrated micro-ring resonators”, IOP Journal of Semiconductors, Vol. 42 (4), 041305 (2021). [CrossRef]
- Mengxi Tan, X. Xu, J. Wu, T. G. Nguyen, S. T. Chu, B. E. Little, R. Morandotti, A. Mitchell, and David J. Moss, “Photonic Radio Frequency Channelizers based on Kerr Optical Micro-combs”, IOP Journal of Semiconductors Vol. 42 (4), 041302 (2021). [CrossRef]
- B. Corcoran, et al., “Ultra-dense optical data transmission over standard fiber with a single chip source”, Nature Communications, vol. 11, Article:2568, 2020.
- X. Xu et al, “Photonic perceptron based on a Kerr microcomb for scalable high speed optical neural networks”, Laser and Photonics Reviews, vol. 14, no. 8, 2000070 (2020). [CrossRef]
- Xingyuan Xu, Weiwei Han, Mengxi Tan, Yang Sun, Yang Li, Jiayang Wu, Roberto Morandotti, Arnan Mitchell, Kun Xu, and David J. Moss, “Neuromorphic computing based on wavelength-division multiplexing”, IEEE Journal of Selected Topics in Quantum Electronics29 (2) 7400112 (2023). [CrossRef]
- Yunping Bai, Xingyuan Xu,1, Mengxi Tan, Yang Sun, Yang Li, Jiayang Wu, Roberto Morandotti, Arnan Mitchell, Kun Xu, and David J. Moss, “Photonic multiplexing techniques for neuromorphic computing”, Nanophotonics vol. 12 (5): 795–817 (2023). [CrossRef]
- Chawaphon Prayoonyong, Andreas Boes, Xingyuan Xu, Mengxi Tan, Sai T. Chu, Brent E. Little, Roberto Morandotti, Arnan Mitchell, David J. Moss, and Bill Corcoran, “Frequency comb distillation for optical superchannel transmission”, Journal of Lightwave Technology vol. 39 (23) 7383-7392 (2021). [CrossRef]
- Mengxi Tan, Xingyuan Xu, Jiayang Wu, Bill Corcoran, Andreas Boes, Thach G. Nguyen, Sai T. Chu, Brent E. Little, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Integral order photonic RF signal processors based on a soliton crystal micro-comb source”, IOP Journal of Optics vol. 23 (11) 125701 (2021). [CrossRef]
- Yang Sun, Jiayang Wu, Yang Li, Xingyuan Xu, Guanghui Ren, Mengxi Tan, Sai Tak Chu, Brent E. Little, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Optimizing the performance of microcomb based microwave photonic transversal signal processors”, Journal of Lightwave Technology vol. 41 (23) pp 7223-7237 (2023). [CrossRef]
- Mengxi Tan, Xingyuan Xu, Andreas Boes, Bill Corcoran, Thach G. Nguyen, Sai T. Chu, Brent E. Little, Roberto Morandotti, Jiayang Wu, Arnan Mitchell, and David J. Moss, “Photonic signal processor for real-time video image processing based on a Kerr microcomb”, Communications Engineering vol. 2 94 (2023). [CrossRef]
- Mengxi Tan, Xingyuan Xu, Jiayang Wu, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Photonic RF and microwave filters based on 49GHz and 200GHz Kerr microcombs”, Optics Communications, vol. 465, Article: 125563 (2020). [CrossRef]
- Yang Sun, Jiayang Wu, Yang Li, Mengxi Tan, Xingyuan Xu, Sai Chu, Brent Little, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Quantifying the Accuracy of Microcomb-based Photonic RF Transversal Signal Processors”, IEEE Journal of Selected Topics in Quantum Electronics vol. 29 no. 6, pp. 1-17, Art no. 7500317 (2023). [CrossRef]
- Yang Li, Yang Sun, Jiayang Wu, Guanghui Ren, Bill Corcoran, Xingyuan Xu, Sai T. Chu, Brent. E. Little, Roberto Morandotti, Arnan Mitchell, and David J. Moss, “Processing accuracy of microcomb-based microwave photonic signal processors for different input signal waveforms”, MDPI Photonics 10, 10111283 (2023). [CrossRef]
- Yang Sun, Jiayang Wu, Yang Li, and David J. Moss, “Comparison of microcomb-based RF photonic transversal signal processors implemented with discrete components versus integrated chips”, MDPI Micromachines 14, 1794 (2023). [CrossRef]
- Wu, J. et al. “2D layered graphene oxide films integrated with micro-ring resonators for enhanced nonlinear optics”, Small Vol. 16, 1906563 (2020).
- Wu, J. et al., “Graphene oxide waveguide and micro-ring resonator polarizers”, Laser and Photonics Reviews Vol. 13, 1900056 (2019).
- Zhang, Y. et al., “Enhanced Kerr nonlinearity and nonlinear figure of merit in silicon nanowires integrated with 2d graphene oxide films”, ACS Applied Material Interfaces Vol. 12, 33094-33103 (2020).
- Qu, Y. et al., “Enhanced four-wave mixing in silicon nitride waveguides integrated with 2d layered graphene oxide films”, Advanced Optical Materials Vol. 8, 2001048 (2020).
- Yuning Zhang, Jiayang Wu, Yunyi Yang, Yang Qu, Linnan Jia, Houssein El Dirani, Sébastien Kerdiles, Corrado Sciancalepore, Pierre Demongodin, Christian Grillet, Christelle Monat, Baohua Jia, and David J. Moss, “Enhanced supercontinuum generated in SiN waveguides coated with GO films”, Advanced Materials Technologies 8 (1) 2201796 (2023). [CrossRef]
- Yuning Zhang, Jiayang Wu, Linnan Jia, Yang Qu, Baohua Jia, and David J. Moss, “Graphene oxide for nonlinear integrated photonics”, Laser and Photonics Reviews 17 2200512 (2023). [CrossRef]
- Jiayang Wu, H.Lin, David J. Moss, T.K. Loh, Baohua Jia, “Graphene oxide for electronics, photonics, and optoelectronics”, Nature Reviews Chemistry 7 (3) 162–183 (2023). [CrossRef]
- Yang Qu, Jiayang Wu, Yuning Zhang, Yunyi Yang, Linnan Jia, Baohua Jia, and David J. Moss, “Photo thermal tuning in GO-coated integrated waveguides”, Micromachines Vol. 13 1194 (2022). [CrossRef]
- Yuning Zhang, Jiayang Wu, Yunyi Yang, Yang Qu, Houssein El Dirani, Romain Crochemore, Corrado Sciancalepore, Pierre Demongodin, Christian Grillet, Christelle Monat, Baohua Jia, and David J. Moss, “Enhanced self-phase modulation in silicon nitride waveguides integrated with 2D graphene oxide films”, IEEE Journal of Selected Topics in Quantum Electronics Vol. 29 (1) 5100413 (2023). [CrossRef]
- Yuning Zhang, Jiayang Wu, Yunyi Yang, Yang Qu, Linnan Jia, Baohua Jia, and David J. Moss, “Enhanced spectral broadening of femtosecond optical pulses in silicon nanowires integrated with 2D graphene oxide films”, Micromachines Vol. 13 756 (2022). [CrossRef]
- Jiayang Wu, Yuning Zhang, Junkai Hu, Yunyi Yang, Di Jin, Wenbo Liu, Duan Huang, Baohua Jia, David J. Moss, “Novel functionality with 2D graphene oxide films integrated on silicon photonic chips”, Advanced Materials Vol. 36 2403659 (2024). [CrossRef]
- Di Jin, Jiayang Wu, Junkai Hu, Wenbo Liu1, Yuning Zhang, Yunyi Yang, Linnan Jia, Duan Huang, Baohua Jia, and David J. Moss, “Silicon photonic waveguide and microring resonator polarizers incorporating 2D graphene oxide films”, Applied Physics Letters vol. 125, 000000 (2024). [CrossRef]
- Yuning Zhang, Jiayang Wu, Linnan Jia, Di Jin, Baohua Jia, Xiaoyong Hu, David Moss, Qihuang Gong, “Advanced optical polarizers based on 2D materials”, npj Nanophotonics Vol. 1, (2024). [CrossRef]
- Junkai Hu, Jiayang Wu, Wenbo Liu, Di Jin, Houssein El Dirani, Sébastien Kerdiles, Corrado Sciancalepore, Pierre Demongodin, Christian Grillet, Christelle Monat, Duan Huang, Baohua Jia, and David J. Moss, “2D graphene oxide: a versatile thermo-optic material”, Advanced Functional Materials 34 2406799 (2024). [CrossRef]
- Yang Qu, Jiayang Wu, Yuning Zhang, Yunyi Yang, Linnan Jia, Houssein El Dirani, Sébastien Kerdiles, Corrado Sciancalepore, Pierre Demongodin, Christian Grillet, Christelle Monat, Baohua Jia, and David J. Moss, “Integrated optical parametric amplifiers in silicon nitride waveguides incorporated with 2D graphene oxide films”, Light: Advanced Manufacturing4 39 (2023). [CrossRef]
- Di Jin, Wenbo Liu, Linnan Jia, Junkai Hu, Duan Huang, Jiayang Wu, Baohua Jia, and David J. Moss, “Thickness and Wavelength Dependent Nonlinear Optical Absorption in 2D Layered MXene Films”, Small Science 4 2400179 (2024). [CrossRef]
- Linnan Jia, Jiayang Wu, Yuning Zhang, Yang Qu, Baohua Jia, Zhigang Chen, and David J. Moss, “Fabrication Technologies for the On-Chip Integration of 2D Materials”, Small: Methods Vol. 6, 2101435 (2022). [CrossRef]
- Yuning Zhang, Jiayang Wu, Yang Qu, Linnan Jia, Baohua Jia, and David J. Moss, “Design and optimization of four-wave mixing in microring resonators integrated with 2D graphene oxide films”, Journal of Lightwave Technology Vol. 39 (20) 6553-6562 (2021). [CrossRef]
- Yuning Zhang, Jiayang Wu, Yang Qu, Linnan Jia, Baohua Jia, and David J. Moss, “Optimizing the Kerr nonlinear optical performance of silicon waveguides integrated with 2D graphene oxide films”, Journal of Lightwave Technology Vol. 39 (14) 4671-4683 (2021). [CrossRef]
- Yang Qu, Jiayang Wu, Yuning Zhang, Yao Liang, Baohua Jia, and David J. Moss, “Analysis of four-wave mixing in silicon nitride waveguides integrated with 2D layered graphene oxide films”, Journal of Lightwave Technology Vol. 39 (9) 2902-2910 (2021). [CrossRef]
- Jiayang Wu, Linnan Jia, Yuning Zhang, Yang Qu, Baohua Jia, and David J. Moss, “Graphene oxide: versatile films for flat optics to nonlinear photonic chips”, Advanced Materials Vol. 33 (3) 2006415, pp.1-29 (2021). [CrossRef]
- Y. Qu, J. Wu, Y. Zhang, L. Jia, Y. Yang, X. Xu, S. T. Chu, B. E. Little, R. Morandotti, B. Jia, and D. J. Moss, “Graphene oxide for enhanced optical nonlinear performance in CMOS compatible integrated devices”, Paper No. 11688-30, PW21O-OE109-36, 2D Photonic Materials and Devices IV, SPIE Photonics West, San Francisco CA March 6-11 (2021). [CrossRef]
- Yang Qu, Jiayang Wu, Yunyi Yang, Yuning Zhang, Yao Liang, Houssein El Dirani, Romain Crochemore, Pierre Demongodin, Corrado Sciancalepore, Christian Grillet, Christelle Monat, Baohua Jia, and David J. Moss, “Enhanced nonlinear four-wave mixing in silicon nitride waveguides integrated with 2D layered graphene oxide films”, Advanced Optical Materials vol. 8 (21) 2001048 (2020). arXiv:2006.14944. [CrossRef]
- Yuning Zhang, Yang Qu, Jiayang Wu, Linnan Jia, Yunyi Yang, Xingyuan Xu, Baohua Jia, and David J. Moss, “Enhanced Kerr nonlinearity and nonlinear figure of merit in silicon nanowires integrated with 2D graphene oxide films”, ACS Applied Materials and Interfaces vol. 12 (29) 33094−33103 (2020). [CrossRef]
- Jiayang Wu, Yunyi Yang, Yang Qu, Yuning Zhang, Linnan Jia, Xingyuan Xu, Sai T. Chu, Brent E. Little, Roberto Morandotti, Baohua Jia, and David J. Moss, “Enhanced nonlinear four-wave mixing in microring resonators integrated with layered graphene oxide films”, Small vol. 16 (16) 1906563 (2020). [CrossRef]
- Jiayang Wu, Yunyi Yang, Yang Qu, Xingyuan Xu, Yao Liang, Sai T. Chu, Brent E. Little, Roberto Morandotti, Baohua Jia, and David J. Moss, “Graphene oxide waveguide polarizers and polarization selective micro-ring resonators”, Paper 11282-29, SPIE Photonics West, San Francisco, CA, 4 - 7 February (2020). doi: . [CrossRef]
- Jiayang Wu, Yunyi Yang, Yang Qu, Xingyuan Xu, Yao Liang, Sai T. Chu, Brent E. Little, Roberto Morandotti, Baohua Jia, and David J. Moss, “Graphene oxide waveguide polarizers and polarization selective micro-ring resonators”, Laser and Photonics Reviews vol. 13 (9) 1900056 (2019). [CrossRef]
- Yunyi Yang, Jiayang Wu, Xingyuan Xu, Sai T. Chu, Brent E. Little, Roberto Morandotti, Baohua Jia, and David J. Moss, “Enhanced four-wave mixing in graphene oxide coated waveguides”, Applied Physics Letters Photonics vol. 3 120803 (2018). [CrossRef]
- Linnan Jia, Yang Qu, Jiayang Wu, Yuning Zhang, Yunyi Yang, Baohua Jia, and David J. Moss, “Third-order optical nonlinearities of 2D materials at telecommunications wavelengths”, Micromachines (MDPI), Vol. 14, 307 (2023). [CrossRef]
- Linnan Jia, Dandan Cui, Jiayang Wu, Haifeng Feng, Tieshan Yang, Yunyi Yang, Yi Du, Weichang Hao, Baohua Jia, David J. Moss, “BiOBr nanoflakes with strong nonlinear optical properties towards hybrid integrated photonic devices”, Applied Physics Letters Photonics vol. 4 090802 vol. (2019). [CrossRef]
- Linnan Jia, Jiayang Wu, Yunyi Yang, Yi Du, Baohua Jia, David J. Moss, “Large Third-Order Optical Kerr Nonlinearity in Nanometer-Thick PdSe2 2D Dichalcogenide Films: Implications for Nonlinear Photonic Devices”, ACS Applied Nano Materials vol. 3 (7) 6876–6883 (2020). [CrossRef]
- Hamed Arianfard, Saulius Juodkazis, David J. Moss, and Jiayang Wu, “Sagnac interference in integrated photonics”, Applied Physics Reviews10 (1) 011309 (2023). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis, and David J. Moss, “Optical analogs of Rabi splitting in integrated waveguide-coupled resonators”, Advanced Physics Research2 2200123 (2023). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis, and David J. Moss, “Spectral shaping based on optical waveguides with advanced Sagnac loop reflectors”, Paper No. PW22O-OE201-20, SPIE-Opto, Integrated Optics: Devices, Materials, and Technologies XXVI, SPIE Photonics West, San Francisco CA January 22 - 27 (2022). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis, David J. Moss, “Spectral Shaping Based on Integrated Coupled Sagnac Loop Reflectors Formed by a Self-Coupled Wire Waveguide”, IEEE Photonics Technology Letters vol. 33 (13) 680-683 (2021). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis and David J. Moss, “Three Waveguide Coupled Sagnac Loop Reflectors for Advanced Spectral Engineering”, Journal of Lightwave Technology vol. 39 (11) 3478-3487 (2021). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis and David J. Moss, “Advanced Multi-Functional Integrated Photonic Filters based on Coupled Sagnac Loop Reflectors”, Journal of Lightwave Technology vol. 39 Issue: 5, pp.1400-1408 (2021). [CrossRef]
- Hamed Arianfard, Jiayang Wu, Saulius Juodkazis and David J. Moss, “Advanced multi-functional integrated photonic filters based on coupled Sagnac loop reflectors”, Paper 11691-4, PW21O-OE203-44, Silicon Photonics XVI, SPIE Photonics West, San Francisco CA March 6-11 (2021). [CrossRef]
- J. Wu, T. Moein, X. Xu, and D. J. Moss, “Advanced photonic filters via cascaded Sagnac loop reflector resonators in silicon-on-insulator integrated nanowires”, Applied Physics Letters Photonics vol. 3 046102 (2018).
- J. Wu, T. Moein, X. Xu, G. Ren, A. Mitchell, and D. J. Moss, “Micro-ring resonator quality factor enhancement via an integrated Fabry-Perot cavity”, Applied Physics Letters Photonics vol. 2 056103 (2017).

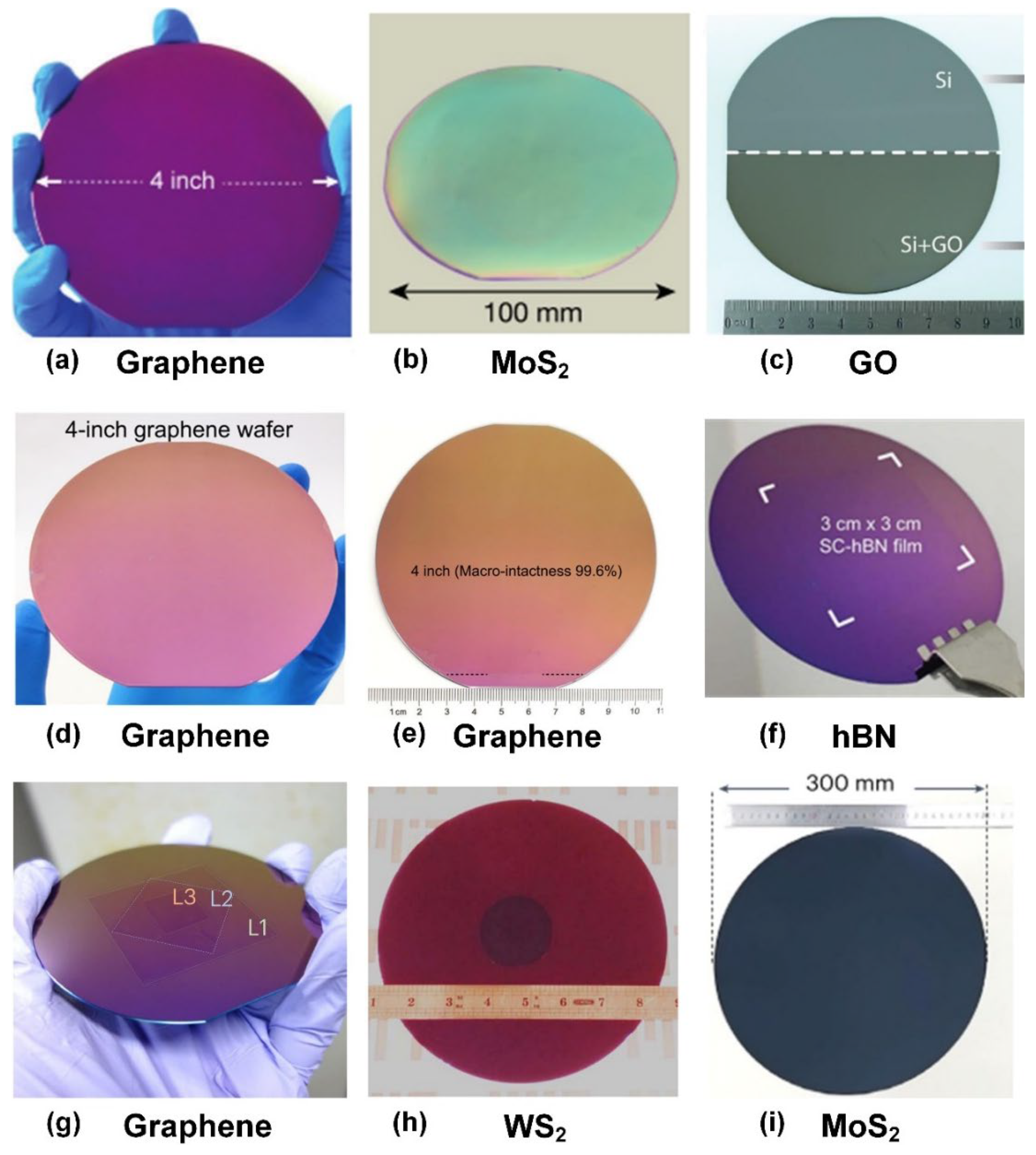
| 2D Materials |
2D film thickness | Integrated substrate |
Synthesis method | Transfer method | Ref. |
|---|---|---|---|---|---|
| Graphene | Monolayer | 4-inch silicon wafer | CVD | Dry transfer | [65] |
| Graphene | Monolayer | 4-inch silicon wafer | CVD | Wet transfer | [71] |
| Graphene | ~1.6 nm | 4-inch silicon wafer | CVD | Wet transfer | [72] |
| Graphene | Monolayer | silicon wafer | CVD | Semi-dry transfer | [74] |
| GO | ~ 2 µm | SU-8 polymer | LPE | Drop casting | [77] |
| GO | ~1 nm | 4-inch silicon wafer | LPE | Self-assembly | [67] |
| MoS2 | ~0.8 nm | 6-inch silicon wafer | CVD | Wet transfer | [78] |
| MoS2 | ~3.8 nm | 100-mm diameter silicon wafer | LPE | Spin coating | [66] |
| MoS2 | 10.5 − 11.4 nm | 2-inch silicon wafer | LPE | Spin coating | [79] |
| MoS2 | Monolayer | 12-inch silicon wafer | CVD | Direct growth | [76] |
| WS2 | ~ 0.7 nm | 8-inch silicon wafer | CVD | Semi-dry | [75] |
| hBN | Monolayer | silicon wafer | CVD | Wet transfer | [73] |
| MXene | 5‒30 layers | silica / silicon nitride | LPE | Self-assembly | [17] |
| MXene | Monolayer | 4-inch silicon wafer | LPE | Spin coating | [80] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



